The Effect of Electrolytic Hydrogenation on Mechanical Properties of T92 Steel Weldments under Different PWHT Conditions

 , , ,
, , , 
Abstract
1. Introduction
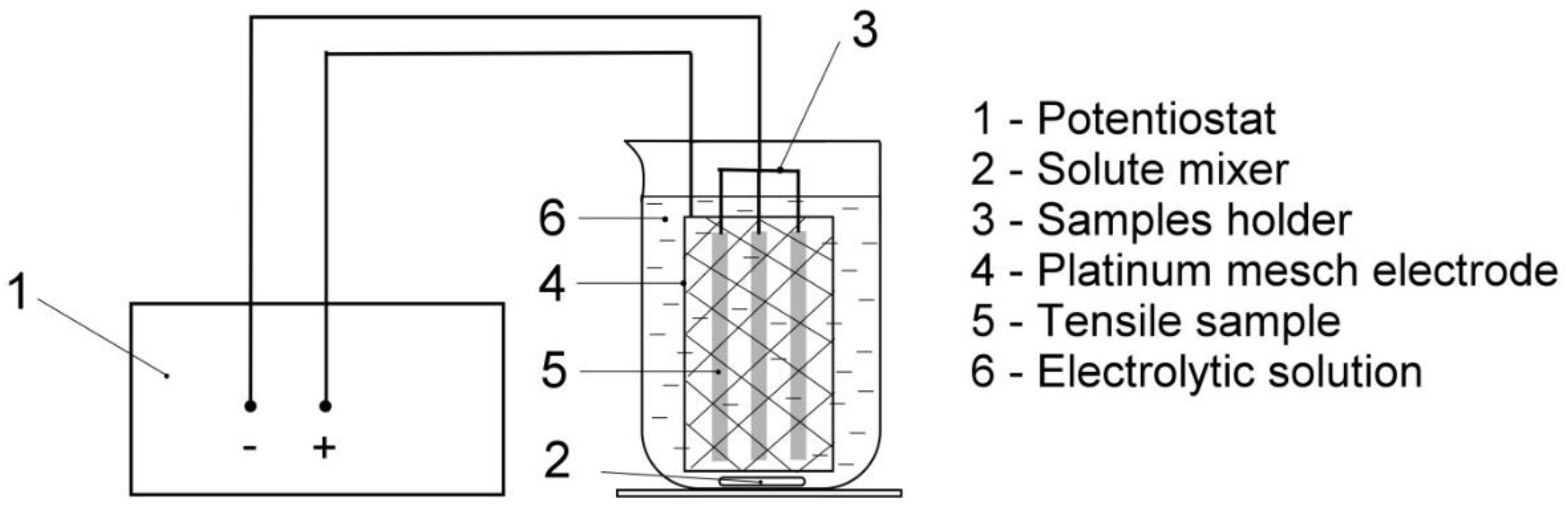
2. Materials and Methods
3. Results and Discussion
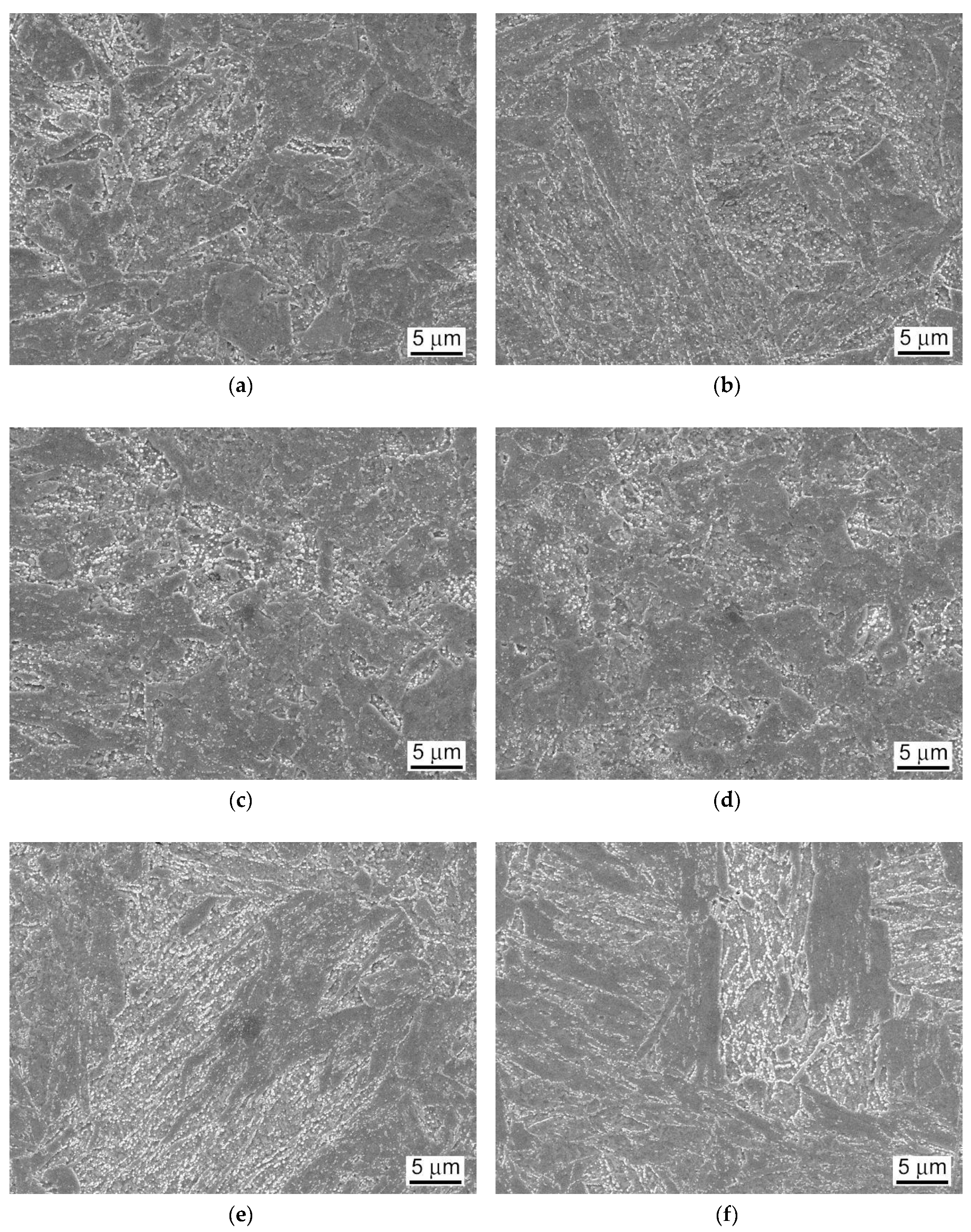
3.1. Microstructures
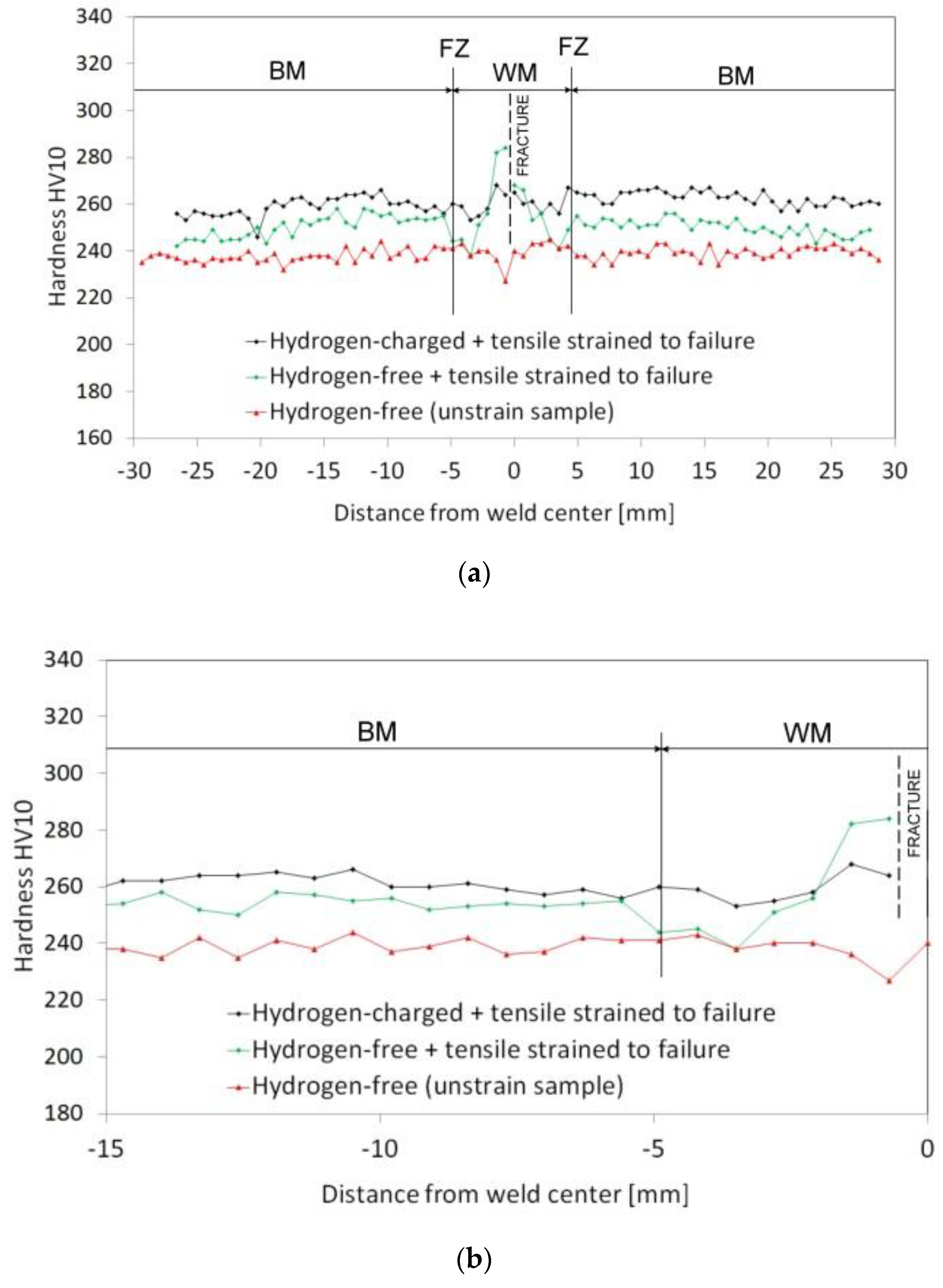
3.2. Mechanical Properties
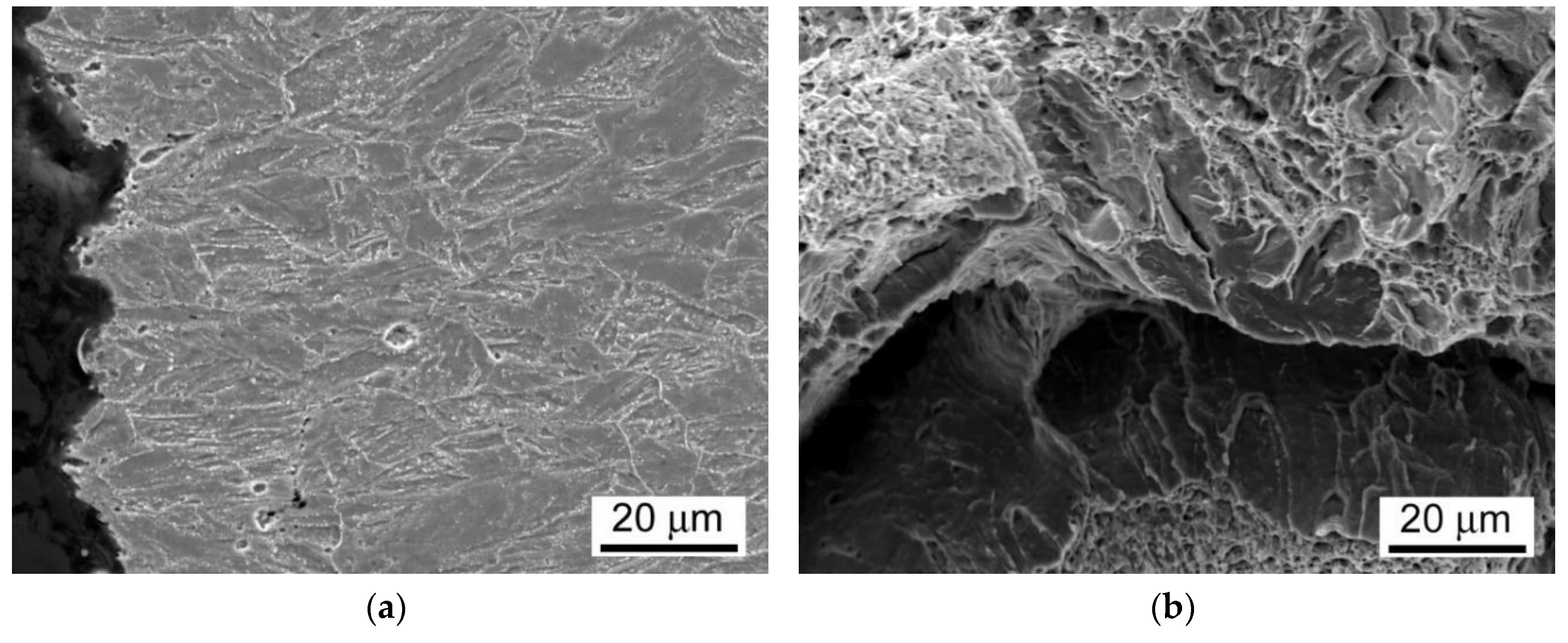
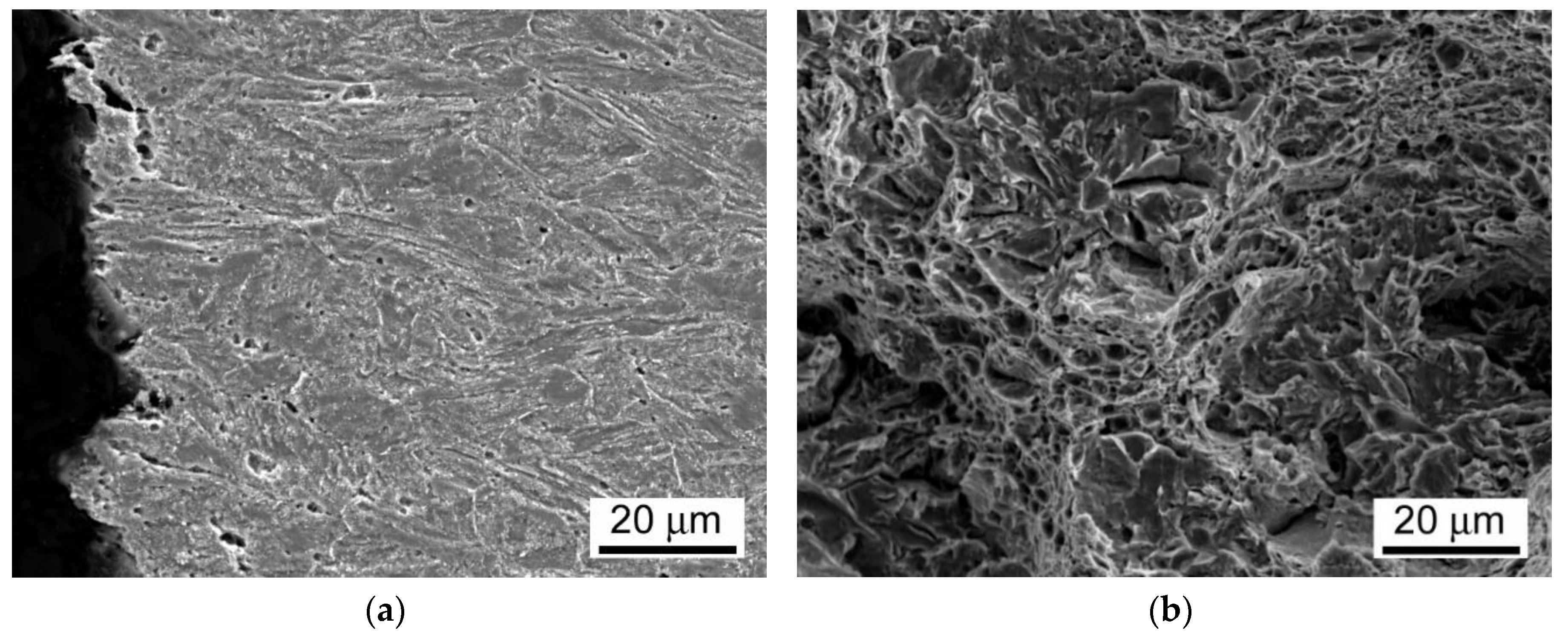
3.3. Fractography
4. Conclusions
- The observed microstructural variations of studied weldments induced by different initial PWHT conditions had crucial effects on their resulting tensile deformation and fracture behavior in both the hydrogen-free and hydrogen-charged conditions. The weldments after the tempering PWHT-1 exhibited a typical HAZ microstructural gradient consisting of the CG-HAZ, FG-HAZ, IC-HAZ, and SC-HAZ, whereas the weldments after the renormalizing-and-tempering PWHT-2 showed quite homogenized microstructure of former HAZ. In addition, the regions of WM and former CG-HAZ showed certain microstructural refinement compared to the rest of the BM.
- The effects of both the PWHT conditions applied and electrolytic hydrogenation on the resulting strength properties, i.e., the YS and UTS values of studied weldments, were rather insignificant. A small increase of the measured strength properties has been observed after the renormalizing-and-tempering PWHT-2 compared to the tempering PWHT-1, which was reasonably attributed to the overall suppression of the former HAZ microstructural gradient with its soft microstructural sub-regions as indicated by c-w hardness measurements. As expected, some small hydrogen-induced hardening effects were observed for the weldments in both the PWHT-1 and PWHT-2 states.
- The used renormalizing-and-tempering PWHT-2 of studied weldment resulted in a significant decrease of its plastic properties, i.e., the EL and RA values, compared to those of the weldment after the conventional tempering PWHT-1. Thus, the use of renormalizing-and-tempering PWHT-2 was found to be quite inappropriate for improving the microstructure and mechanical properties of the investigated T92/T92 weldments. The application of electrolytic hydrogenation of the studied weldments in their both PWHT conditions led to additional detrimental effects of their plastic properties. Although the results indicated recognizably higher hydrogen embrittlement susceptibility for the renormalized-and-tempered weldments compared to the conventionally tempered ones, it can be concluded that all studied weldments show sufficient resistance against hydrogen embrittlement in conditions of the present investigation.
Author Contributions
Funding
Conflicts of Interest
References
- Parker, J.; Siefert, J. Manufacture and performance of welds in creep strength enhanced ferritic steels. Materials 2019, 12, 2257. [Google Scholar] [CrossRef] [PubMed]
- El-Desoky, O.E.; Abd El-Azim, M.E.; ElKossy, M.R. Analysis of creep behavior of welded joints of P91 steel at 600 °C. Int. J. Press. Vessels Pip. 2019, 171, 145–152. [Google Scholar] [CrossRef]
- Qiao, S.; Wei, Y.; Xu, H.; Cui, H.; Lu, F. The evolution behavior of second phases during long-term creep rupture process for modified 9Cr-1.5Mo-1Co steel welded joint. Mater. Charact. 2019, 151, 318–331. [Google Scholar] [CrossRef]
- Wei, Y.; Qiao, S.; Lu, F.; Liu, W. Failure transition mechanism in creep rupture of modified casting 9Cr-1.5Mo-1Co welded joint. Mater. Des. 2016, 975, 268–278. [Google Scholar] [CrossRef]
- Wu, T.-J.; Liao, C.-C.; Chen, T.-C.; Shiue, R.-K.; Tsay, L.-W. Microstructural evolution and short-term creep rupture of the simulated HAZ in T92 steel normalized at different temperatures. Metals 2019, 9, 1310. [Google Scholar] [CrossRef]
- Saini, N.; Mulik, R.S.; Mahapatra, M.M. Influence of filler metals and PWHT regime on the microstructure and mechanical property relationships of CSEF steels dissimilar welded joints. Int. J. Press. Vessels Pip. 2019, 170, 1–9. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Thakre, J.G.; Saini, N. Role of evolving microstructure on the mechanical behaviour of P92 steel welded joint in as-welded and post weld heat treated state. J. Mater. Process. Technol. 2019, 263, 241–255. [Google Scholar] [CrossRef]
- Milović, L.; Vuherer, T.; Vrhovac, M.; Stankovic, M. Microstructures and mechanical properties of creep resistant steel for application at elevated temperatures. Mater. Des. 2013, 46, 660–667. [Google Scholar] [CrossRef]
- Schüller, H.J.; Hagn, L.; Woitscheck, A. Risse im Schweißnahtbereich von Formstücken aus Heißdampfleitungen. Werkstoffuntersuchungen der Maschinenschaden 1974, 47, 1–13. [Google Scholar]
- Cerjak, H.; Mayr, P. Creep strength of welded joints of ferritic steels. In Creep-Resistant Steels, 1st ed.; Abe, F., Kern, T.-U., Viswanathan, R., Eds.; Woodhead publishing Ltd.: Cambridge, UK, 2008; pp. 472–498. [Google Scholar]
- Chang, J.C.; Kim, B.S.; Heo, N.H. Stress relief cracking on the weld of T/P 23 Steel. Procedia Eng. 2011, 10, 734–739. [Google Scholar] [CrossRef]
- Wang, X.; Li, Y.; Li, H.; Lin, S.; Ren, Y. Effect of long-term aging on the microstructure and mechanical properties of T23 steel weld metal without post-weld heat treatment. J. Mater. Process. Technol. 2018, 252, 618–627. [Google Scholar] [CrossRef]
- Mohyla, P.; Foldyna, V. Improvement of reliability and creep resistance in advanced low-alloy steels. Mater. Sci. Eng. A 2009, 510–511, 234–237. [Google Scholar] [CrossRef]
- Brett, S.J. Type IIIa cracking in ½CrMoV steam pipework systems. Sci. Technol. Weld. Join. 2004, 9, 41–45. [Google Scholar] [CrossRef]
- Blach, J.; Falat, L.; Ševc, P. The influence of hydrogen charging on the notch tensile properties and fracture behaviour of dissimilar weld joints of advanced Cr–Mo–V and Cr–Ni–Mo creep-resistant steels. Eng. Fail. Anal. 2011, 18, 485–491. [Google Scholar] [CrossRef]
- Bruycker, E.D.; Huysmans, S.; Vanderlinden, F. Investigation of the hydrogen embrittlement susceptibility of T24 boiler tubing in the context of stress corrosion cracking of its welds. Procedia Struct. Integr. 2018, 13, 226–231. [Google Scholar] [CrossRef]
- Xue, W.; Pan, Q.; Ren, Y.; Shang, W.; Zeng, H.; Liu, H. Microstructure and type IV cracking behavior of HAZ in P92 steel weldment. Mater. Sci. Eng. A 2012, 552, 493–501. [Google Scholar] [CrossRef]
- Zhao, L.; Jing, H.; Xu, L.; Han, Y.; Xiu, J. Experimental study on creep damage evolution process of Type IV cracking in 9Cr–0.5Mo–1.8W–VNb steel welded joint. Eng. Fail. Anal. 2012, 19, 22–31. [Google Scholar] [CrossRef]
- Albert, S.K.; Matsui, M.; Watanabe, T.; Hongo, H.; Kubo, K.; Tabuchi, M. Variation in the type IV cracking behaviour of a high Cr steel weld with post weld heat treatment. Int. J. Press. Vessel. Pip. 2003, 80, 405–413. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Kumar, S.; Sirohi, S. Effect of post weld heat treatments on microstructure evolution and type IV cracking behavior of the P91 steel welds joint. J. Mater. Process. Technol. 2019, 266, 140–154. [Google Scholar] [CrossRef]
- Parker, J.D.; Stratford, G.C. The high-temperature performance of nickel-based transition joints—II. Fracture behaviour. Mater. Sci. Eng. A 2001, 299, 179. [Google Scholar] [CrossRef]
- Falat, L.; Ševc, P.; Čiripová, L. Creep cracking of similar and dissimilar T92 steel weldments. Powder Metall. Prog. 2015, 15, 130–137. [Google Scholar]
- Francis, J.A.; Mazur, W.; Bhadeshia, H.K.D.H. Review Type IV cracking in ferritic power plant steels. Mater. Sci. Technol. 2006, 22, 1387–1395. [Google Scholar] [CrossRef]
- Silwal, B.; Li, L.; Deceuster, A.; Griffiths, B. Effect of postweld heat treatment on the toughness of heat-affected zone for grade 91 steel. Weld. J. 2013, 92, 80. [Google Scholar]
- Rieth, M.; Rey, J. Specific welds for test blanket modules. J. Nucl. Mater. 2009, 386, 471–474. [Google Scholar] [CrossRef]
- Widak, V.; Dafferner, B.; Heger, S.; Rieth, M. Investigations of dissimilar welds of the high temperature steels P91 and PM2000. Fusion Eng. Des. 2013, 88, 2539–2542. [Google Scholar] [CrossRef]
- Falat, L.; Výrostková, A.; Svoboda, M.; Milkovič, O. The influence of PWHT regime on microstructure and creep rupture behaviour of dissimilar T92/TP316H ferritic/austenitic welded joints with Ni-based filler metal. Kovove. Mater. 2011, 49, 417–426. [Google Scholar] [CrossRef]
- Falat, L.; Čiripová, L.; Kepič, J.; Buršík, J.; Podstranská, I. Correlation between microstructure and creep performance of martensitic/austenitic transition weldment in dependence of its post-weld heat treatment. Eng. Fail. Anal. 2014, 40, 141–152. [Google Scholar] [CrossRef]
- Falat, L.; Kepič, J.; Čiripová, L.; Ševc, P.; Dlouhý, I. The effects of postweld heat treatment and isothermal aging on T92 steel heat-affected zone mechanical properties of T92/TP316H dissimilar weldments. J. Mater. Res. 2016, 31, 1532–1543. [Google Scholar] [CrossRef]
- Ševc, P.; Falat, L.; Čiripová, L.; Džupon, M.; Vojtko, M. The Effects of electrochemical hydrogen charging on room-temperature tensile properties of T92/TP316H dissimilar weldments in quenched-and-tempered and thermally-aged conditions. Metals 2019, 9, 864. [Google Scholar] [CrossRef]
- Čiripová, L.; Falat, L.; Ševc, P.; Vojtko, M.; Džupon, M. Ageing effects on room-temperature tensile properties and fracture behavior of quenched and tempered T92/TP316H dissimilar welded joints with Ni-based weld metal. Metals 2018, 8, 791. [Google Scholar] [CrossRef]
- Blach, J.; Falat, L. The influence of thermal exposure and hydrogen charging on the notch tensile properties and fracture behaviour of dissimilar T91/TP316H weldments. High Temp. Mater. Process. 2014, 33, 329–337. [Google Scholar] [CrossRef]
- Nguyen, L.T.H.; Hwang, J.-S.; Kim, M.-S.; Kim, J.-H.; Kim, S.-K.; Lee, J.-M. Charpy impact properties of hydrogen-exposed 316L sainless steel at ambient and cryogenic temperatures. Metals 2019, 9, 625. [Google Scholar] [CrossRef]
- Jia, H.; Zhang, X.; Xu, J.; Sun, Y.; Li, J. Effect of hydrogen content and strain rate on hydrogen-induced delay cracking for hot-stamped steel. Metals 2019, 9, 798. [Google Scholar] [CrossRef]
- Dunne, D.P.; Hejazi, D.; Saleh, A.A.; Haq, A.J.; Calka, A.; Pereloma, E.V. Investigation of the effect of electrolytic hydrogen charging of X70 steel: I. The effect of microstructure on hydrogen-induced cold cracking and blistering. Int. J. Hydrog. Energy 2016, 41, 12411–12423. [Google Scholar] [CrossRef]
- Yin, C.; Chen, J.; Ye, D.; Xu, Z.; Ge, J.; Zhou, H. Hydrogen concentration distribution in 2.25cr-1mo-0.25v steel under the electrochemical hydrogen charging and its influence on the mechanical properties. Materials 2020, 13, 2263. [Google Scholar] [CrossRef] [PubMed]
- Sklenička, V.; Kuchařová, K.; Svobodová, M.; Kvapilová, M.; Král, P.; Horváth, L. Creep properties in similar weld joint of a thick-walled P92 steel pipe. Mater. Charact. 2016, 119, 1–12. [Google Scholar] [CrossRef]
- Cao, J.; Gong, Y.; Zhu, K.; Yang, Z.-G.; Luo, X.-M.; Gu, F.-M. Microstructure and mechanical properties of dissimilar materials joints between T92 martensitic and S304H austenitic steels. Mater. Des. 2011, 32, 2763–2770. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Saini, N. Dissimilar joining of CSEF steels using autogenous tungsten-inert gas welding and gas tungsten arc welding and their effect on δ-ferrite evolution and mechanical properties. J. Manuf. Process. 2018, 31, 247–259. [Google Scholar] [CrossRef]
- Barbadikar, D.R.; Deshmukh, G.S.; Maddi, L.; Laha, K.; Parameswaran, P.; Ballal, A.R.; Peshwe, D.R.; Paretkar, R.K.; Nandagopal, M.; Mathew, M.D. Effect of normalizing and tempering temperatures on microstructure and mechanical properties of P92 steel. Int. J. Press. Vessel. Pip. 2015, 132–133, 97–105. [Google Scholar] [CrossRef]
- Kral, P.; Dvorak, J.; Sklenicka, V.; Masuda, T.; Horita, Z.; Kucharova, K.; Kvapilova, M.; Svobodova, M. The effect of ultrafine-grained microstructure on creep behaviour of 9% Cr steel. Materials 2018, 11, 787. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | N | Si | Mn | Cr | Mo | W | B | Ni | Ti | V | Nb | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| T92 BM | 0.11 | 0.05 | 0.38 | 0.49 | 9.08 | 0.31 | 1.57 | 0.002 | 0.33 | - | 0.2 | 0.07 | rest |
| T92 FM | 0.11 | 0.05 | 0.2 | 0.6 | 8.8 | 0.5 | 1.6 | - | 0.7 | - | 0.2 | 0.05 | rest |
| Row | 0 | x | EI (0, x) [%] |
|---|---|---|---|
| 1 | PWHT-1 | PWHT-2 | 58.2 |
| 2 | PWHT-1 | PWHT-1 + H | 16.1 |
| 3 | PWHT-2 | PWHT-2 + H | 28.9 |
| Material State | εf (–) |
|---|---|
| PWHT-1 | 0.907 |
| PWHT-1 + hydrogen | 0.693 |
| PWHT-2 | 0.286 |
| PWHT-2 + hydrogen | 0.195 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Čiripová, L.; Falat, L.; Homolová, V.; Džupon, M.; Džunda, R.; Dlouhý, I. The Effect of Electrolytic Hydrogenation on Mechanical Properties of T92 Steel Weldments under Different PWHT Conditions. Materials 2020, 13, 3653. https://doi.org/10.3390/ma13163653
Čiripová L, Falat L, Homolová V, Džupon M, Džunda R, Dlouhý I. The Effect of Electrolytic Hydrogenation on Mechanical Properties of T92 Steel Weldments under Different PWHT Conditions. Materials. 2020; 13(16):3653. https://doi.org/10.3390/ma13163653
Chicago/Turabian StyleČiripová, Lucia, Ladislav Falat, Viera Homolová, Miroslav Džupon, Róbert Džunda, and Ivo Dlouhý. 2020. "The Effect of Electrolytic Hydrogenation on Mechanical Properties of T92 Steel Weldments under Different PWHT Conditions" Materials 13, no. 16: 3653. https://doi.org/10.3390/ma13163653
APA StyleČiripová, L., Falat, L., Homolová, V., Džupon, M., Džunda, R., & Dlouhý, I. (2020). The Effect of Electrolytic Hydrogenation on Mechanical Properties of T92 Steel Weldments under Different PWHT Conditions. Materials, 13(16), 3653. https://doi.org/10.3390/ma13163653