Experimental and Numerical Evaluation on Deformation and Fracture Mechanism of Cast Duplex Stainless Steel Tubular Specimen


Abstract
1. Introduction
2. Experimental and Simulation
2.1. Test Material
2.2. Test Conditions and Methods
2.3. Microstructural Characterization
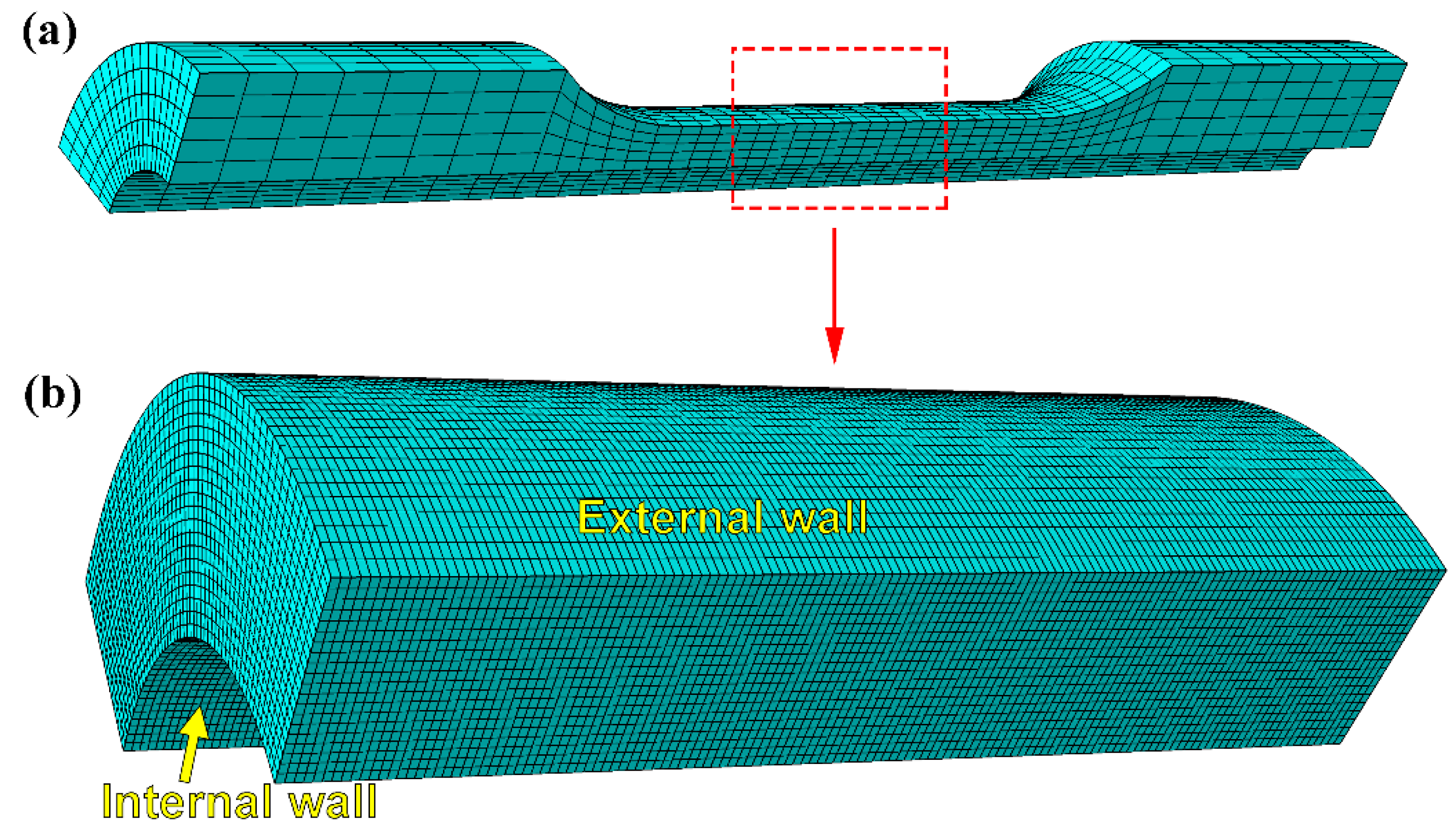
2.4. Simulation Methods
3. Results
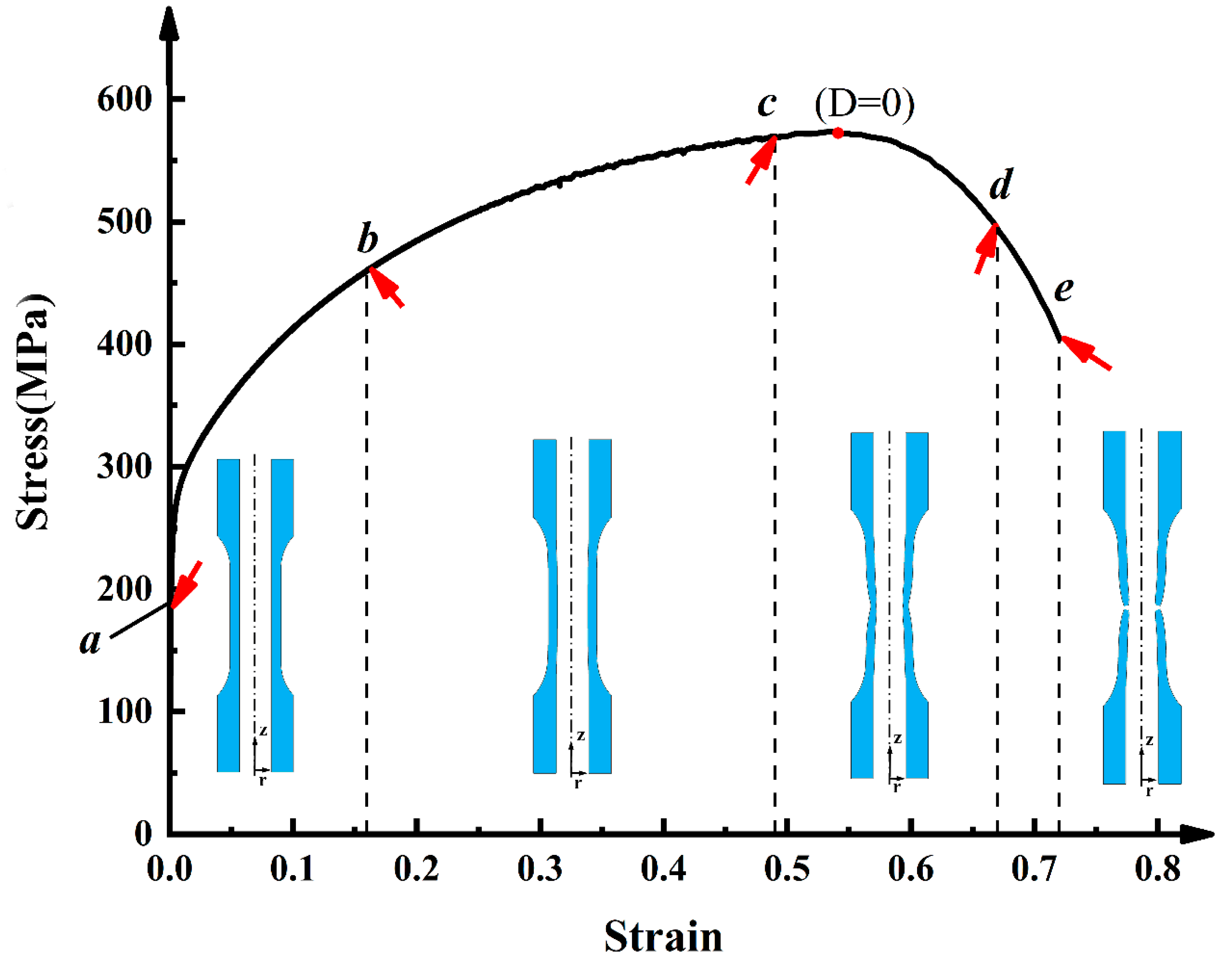
3.1. Tensile Properties
3.2. Fracture Morphology
3.3. Crack Initiation and Propagation Behavior
3.4. Deformation Microstructure Evolution
3.5. Finite Element Simulation
4. Discussion
4.1. Deformation Behavior and Fracture Mechanism
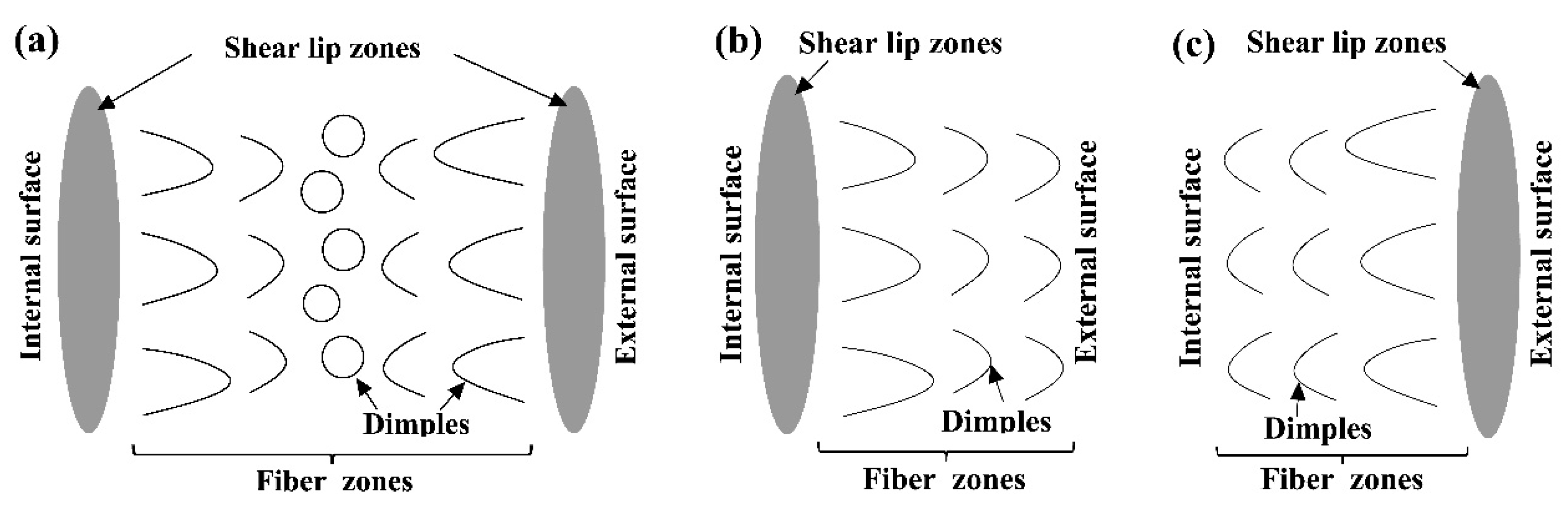
4.2. Fracture Morphology
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Xue, F.; Wang, Z.-X.; Shu, G.; Yu, W.; Shi, H.; Ti, W. Thermal aging effect on Z3CN20.09M Cast Duplex Stainless Steel. Nucl. Eng. Des. 2009, 239, 2217–2223. [Google Scholar] [CrossRef]
- Chen, S.; Miyahara, Y.; Nomoto, A.; Nishida, K. Effects of thermal aging and low-fluence neutron irradiation on the mechanical property and microstructure of ferrite in cast austenitic stainless steels. Acta Mater. 2019, 179, 61–69. [Google Scholar] [CrossRef]
- Guo, E.; Xie, H.; Singh, S.S.; Kirubanandham, A.; Jing, T.; Chawla, N. Mechanical characterization of microconstituents in a cast duplex stainless steel by micropillar compression. Mater. Sci. Eng. A 2014, 598, 98–105. [Google Scholar] [CrossRef]
- Zhang, B.; Xue, F.; Li, S.; Wang, X.; Liang, N.; Zhao, Y.; Sha, G. Non-uniform phase separation in ferrite of a duplex stainless steel. Acta Mater. 2017, 140, 388–397. [Google Scholar] [CrossRef]
- Guo, E.; Wang, M.-Y.; Jing, T.; Chawla, N. Temperature-dependent mechanical properties of an austenitic–ferritic stainless steel studied by in situ tensile loading in a scanning electron microscope (SEM). Mater. Sci. Eng. A 2013, 580, 159–168. [Google Scholar] [CrossRef]
- Schwarm, S.C.; Kolli, R.P.; Aydogan, E.; Mburu, S.; Ankem, S. Characterization of phase properties and deformation in ferritic-austenitic duplex stainless steels by nanoindentation and finite element method. Mater. Sci. Eng. A 2017, 680, 359–367. [Google Scholar] [CrossRef]
- Fréchard, S.; Martin, F.; Clement, C.; Cousty, J. AFM and EBSD combined studies of plastic deformation in a duplex stainless steel. Mater. Sci. Eng. A 2006, 418, 312–319. [Google Scholar] [CrossRef]
- Tian, Y.; Lin, S.; Ko, J.P.; Lienert, U.; Borgenstam, A.; Hedström, P. Micromechanics and microstructure evolution during in situ uniaxial tensile loading of TRIP-assisted duplex stainless steels. Mater. Sci. Eng. A 2018, 734, 281–290. [Google Scholar] [CrossRef]
- Jeong, C.; Heo, Y.-U.; Choi, J.; Woo, W.; Choi, S.-H. A study on the micromechanical behaviors of duplex stainless steel under uniaxial tension using ex-situ experimentation and the crystal plasticity finite element method. Int. J. Plast. 2015, 75, 22–38. [Google Scholar] [CrossRef]
- Li, S.; Wang, Y.; Zhang, H.; Li, S.; Zheng, K.; Xue, F.; Wang, X. Microstructure evolution and impact fracture behaviors of Z3CN20-09M stainless steels after long-term thermal aging. J. Nucl. Mater. 2013, 433, 41–49. [Google Scholar] [CrossRef]
- Wang, Y.; Yao, Y.; Wang, Z.; Jin, Y.; Zhang, X.; Liu, J. Thermal ageing on the deformation and fracture mechanisms of a duplex stainless steel by quasi in-situ tensile test under OM and SEM. Mater. Sci. Eng. A 2016, 666, 184–190. [Google Scholar] [CrossRef]
- Chen, Y.; Dai, X.; Chen, X.; Yang, B. The characterization of G-phase in Fe20Cr9Ni cast duplex stainless steel. Mater. Charact. 2019, 149, 74–81. [Google Scholar] [CrossRef]
- Mateo, A.; Llanes, L.M.; Akdut, N.; Anglada, M. High cycle fatigue behaviour of a standard duplex stainless steel plate and bar. Mater. Sci. Eng. A 2001, 319, 516–520. [Google Scholar] [CrossRef]
- Strubbia, R.; Hereñú, S.; Alvarez-Armas, I.; Krupp, U. Short fatigue cracks nucleation and growth in lean duplex stainless steel LDX 2101. Mater. Sci. Eng. A 2014, 615, 169–174. [Google Scholar] [CrossRef]
- Strubbia, R.; Hereñú, S.; Giertler, A.; Alvarez-Armas, I.; Krupp, U. Experimental characterization of short crack nucleation and growth during cycling in lean duplex stainless steels. Int. J. Fatigue 2014, 65, 58–63. [Google Scholar] [CrossRef]
- Tofique, M.; Bergström, J.; Svensson, K.; Johansson, S.; Peng, R. ECCI/EBSD and TEM analysis of plastic fatigue damage accumulation responsible for fatigue crack initiation and propagation in VHCF of duplex stainless steels. Int. J. Fatigue 2017, 100, 251–262. [Google Scholar] [CrossRef]
- Li, Z.; Wang, X.; Wang, J.; Lu, Y.; Shoji, T. High cycle fatigue behavior and numerical evaluation of Alloy 690TT steam generator tube. Int. J. Fatigue 2020, 137, 105662. [Google Scholar] [CrossRef]
- Banerjee, A.; Dhar, S.; Acharyya, S.; Datta, D.; Nayak, N. Determination of Johnson cook material and failure model constants and numerical modelling of Charpy impact test of armour steel. Mater. Sci. Eng. A 2015, 640, 200–209. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Ni | Cu | Co | Mo | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.02 | 1.07 | 1.02 | 0.017 | 0.0023 | 20.16 | 8.93 | 0.063 | 0.026 | 0.22 | Bal. |
| No. | Elongation (A) | Test Stage |
|---|---|---|
| a | 0% | As-received |
| b | 16% | Uniform deformation |
| c | 49% | Before necking |
| d | 67% | After necking |
| e | 72% | After fracture |
| E/GPa | υ | A/MPa | B/MPa | n | |
|---|---|---|---|---|---|
| 190 | 0.3 | 254 | 820 | 0.657 | 0.66 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Wang, X.; Chen, T.; Feng, F.; Liu, P.; Lu, Y. Experimental and Numerical Evaluation on Deformation and Fracture Mechanism of Cast Duplex Stainless Steel Tubular Specimen. Materials 2020, 13, 3430. https://doi.org/10.3390/ma13153430
Li Z, Wang X, Chen T, Feng F, Liu P, Lu Y. Experimental and Numerical Evaluation on Deformation and Fracture Mechanism of Cast Duplex Stainless Steel Tubular Specimen. Materials. 2020; 13(15):3430. https://doi.org/10.3390/ma13153430
Chicago/Turabian StyleLi, Zhenhua, Xinyu Wang, Tao Chen, Fan Feng, Pan Liu, and Yonghao Lu. 2020. "Experimental and Numerical Evaluation on Deformation and Fracture Mechanism of Cast Duplex Stainless Steel Tubular Specimen" Materials 13, no. 15: 3430. https://doi.org/10.3390/ma13153430
APA StyleLi, Z., Wang, X., Chen, T., Feng, F., Liu, P., & Lu, Y. (2020). Experimental and Numerical Evaluation on Deformation and Fracture Mechanism of Cast Duplex Stainless Steel Tubular Specimen. Materials, 13(15), 3430. https://doi.org/10.3390/ma13153430