Laser-Based Ablation of Titanium–Graphite Composite for Dental Application




Abstract
1. Introduction
2. Experimental
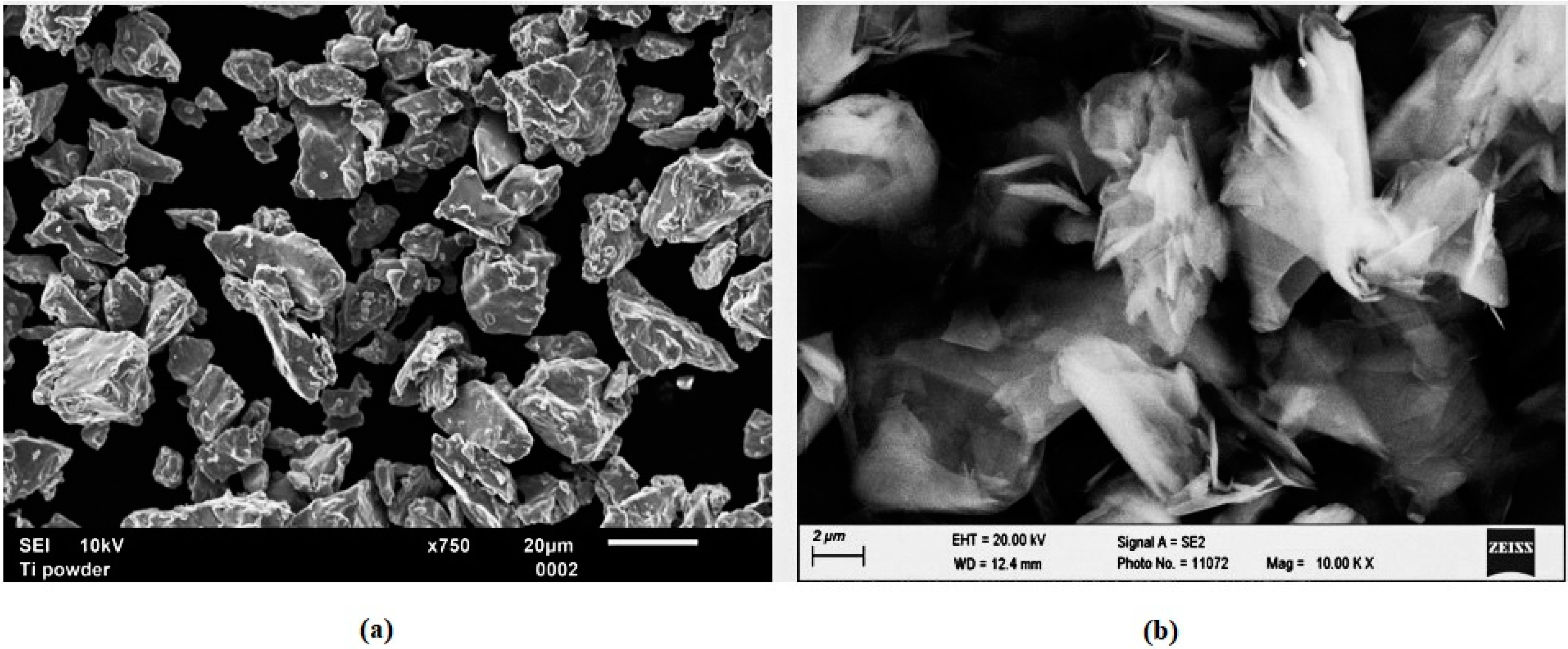
2.1. Experimental Material
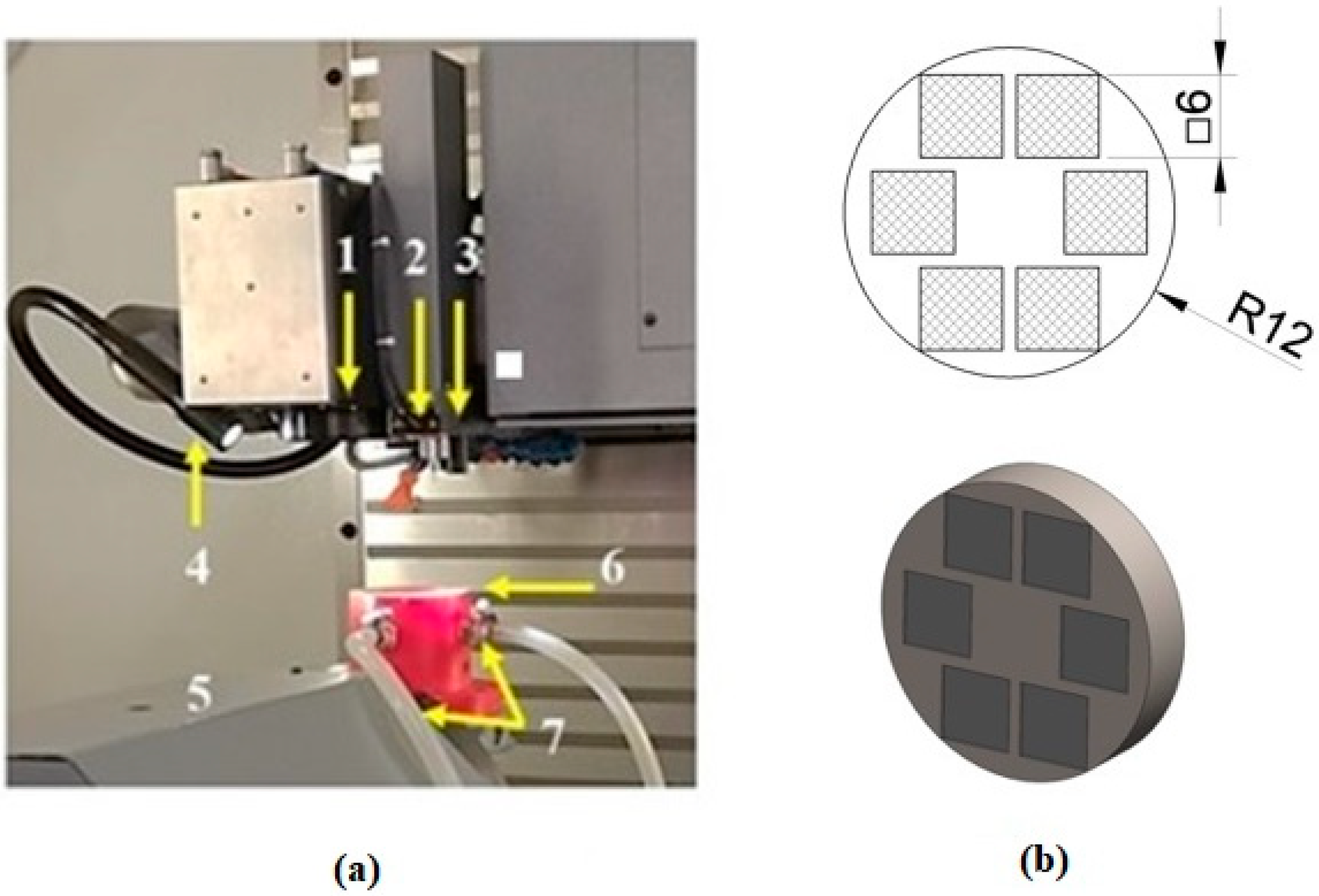
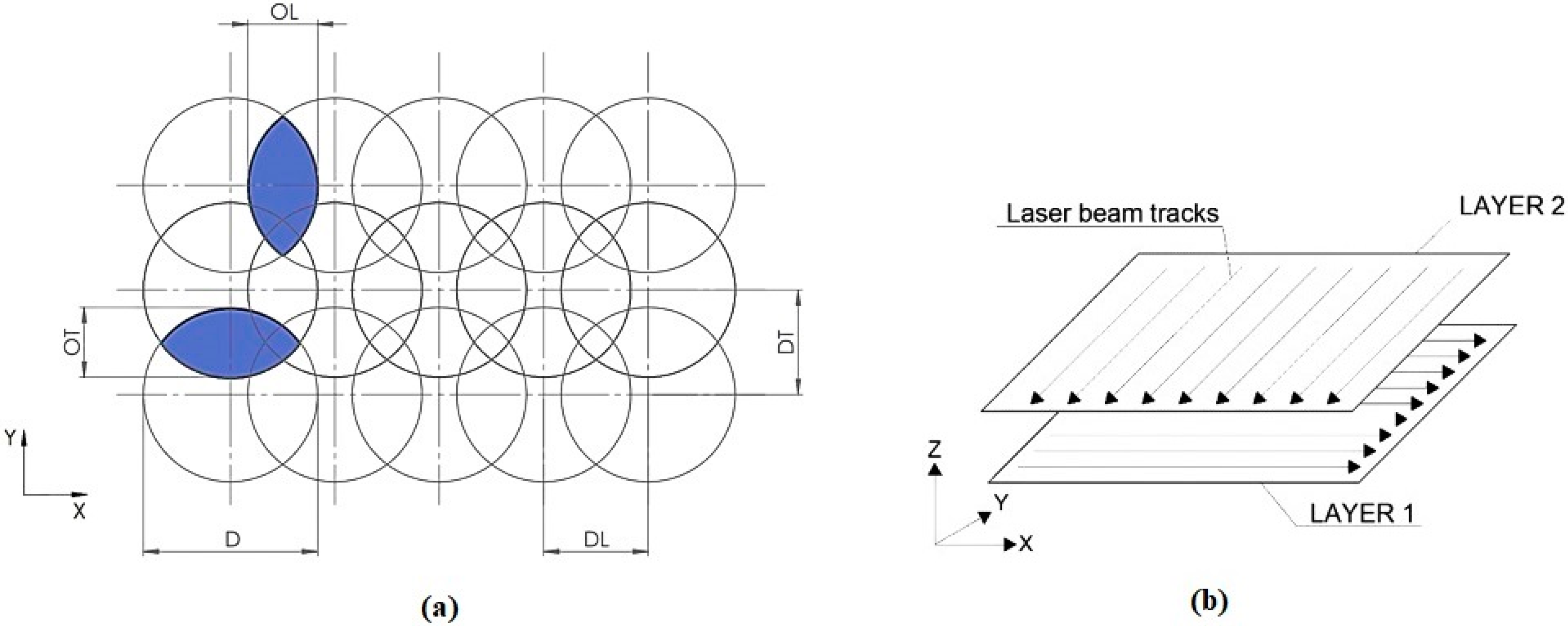
2.2. Experimental Procedure
2.3. Surface Characterization
3. Results
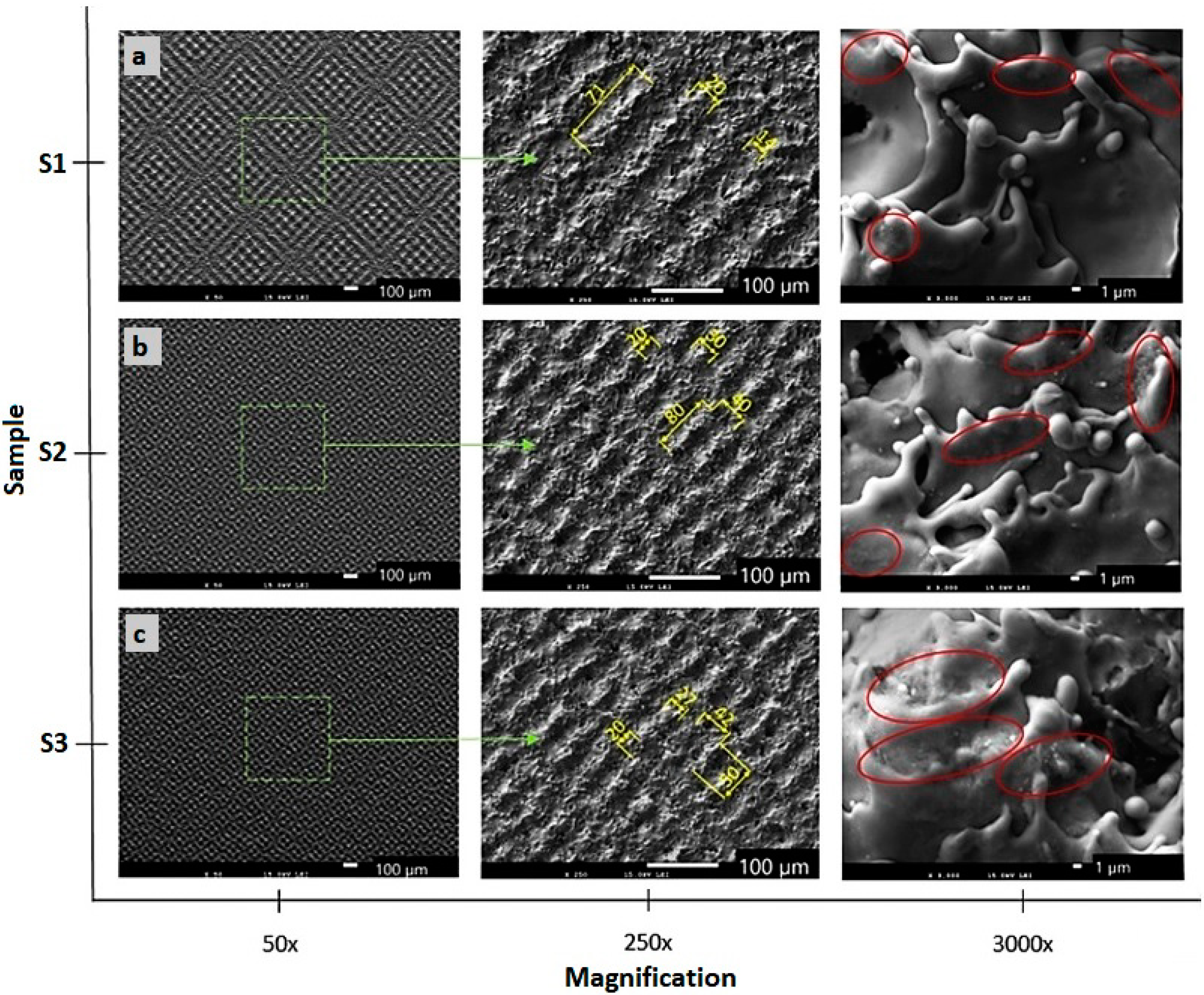
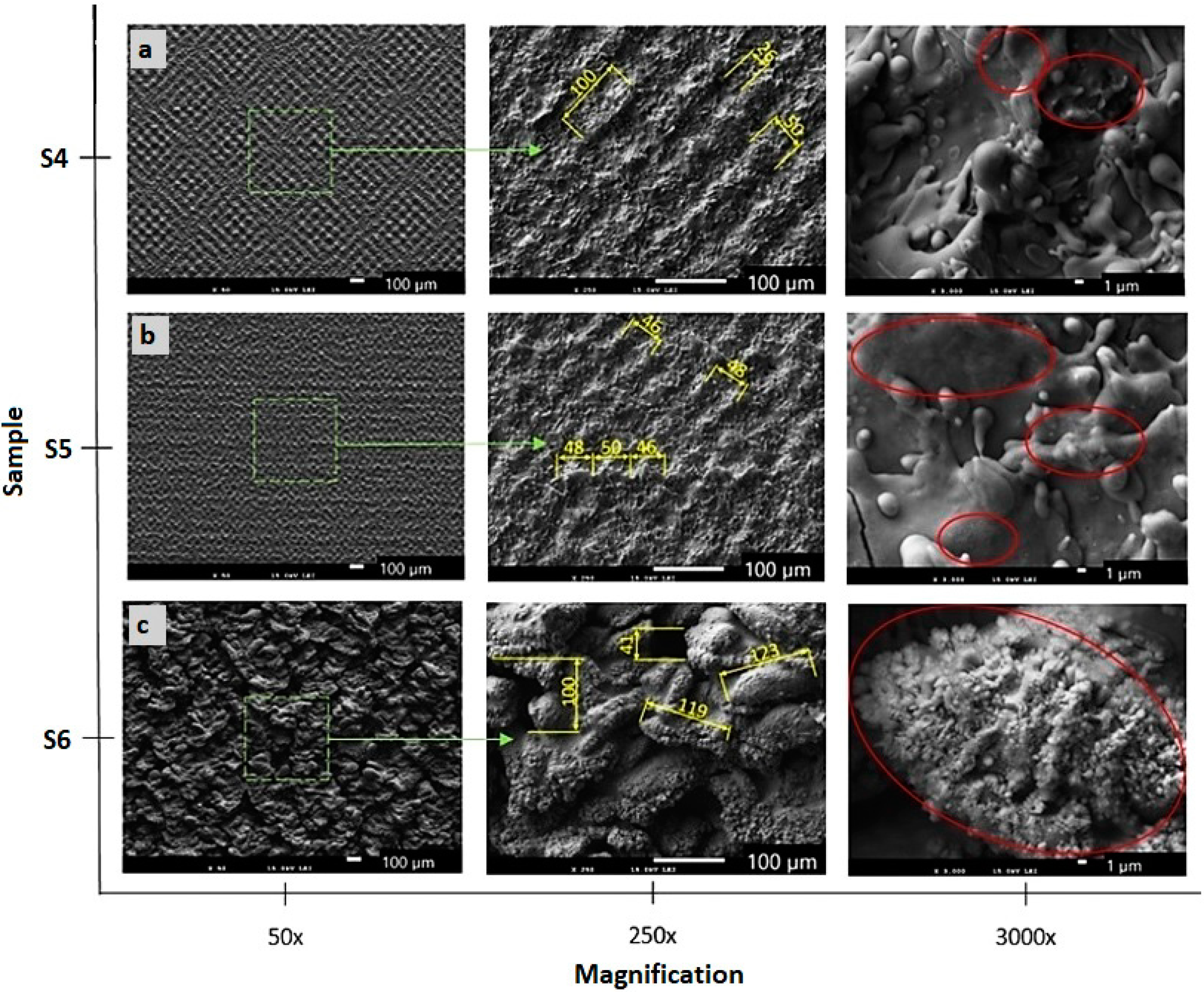
3.1. Scanning Electron Microscopy (SEM) Observation Results
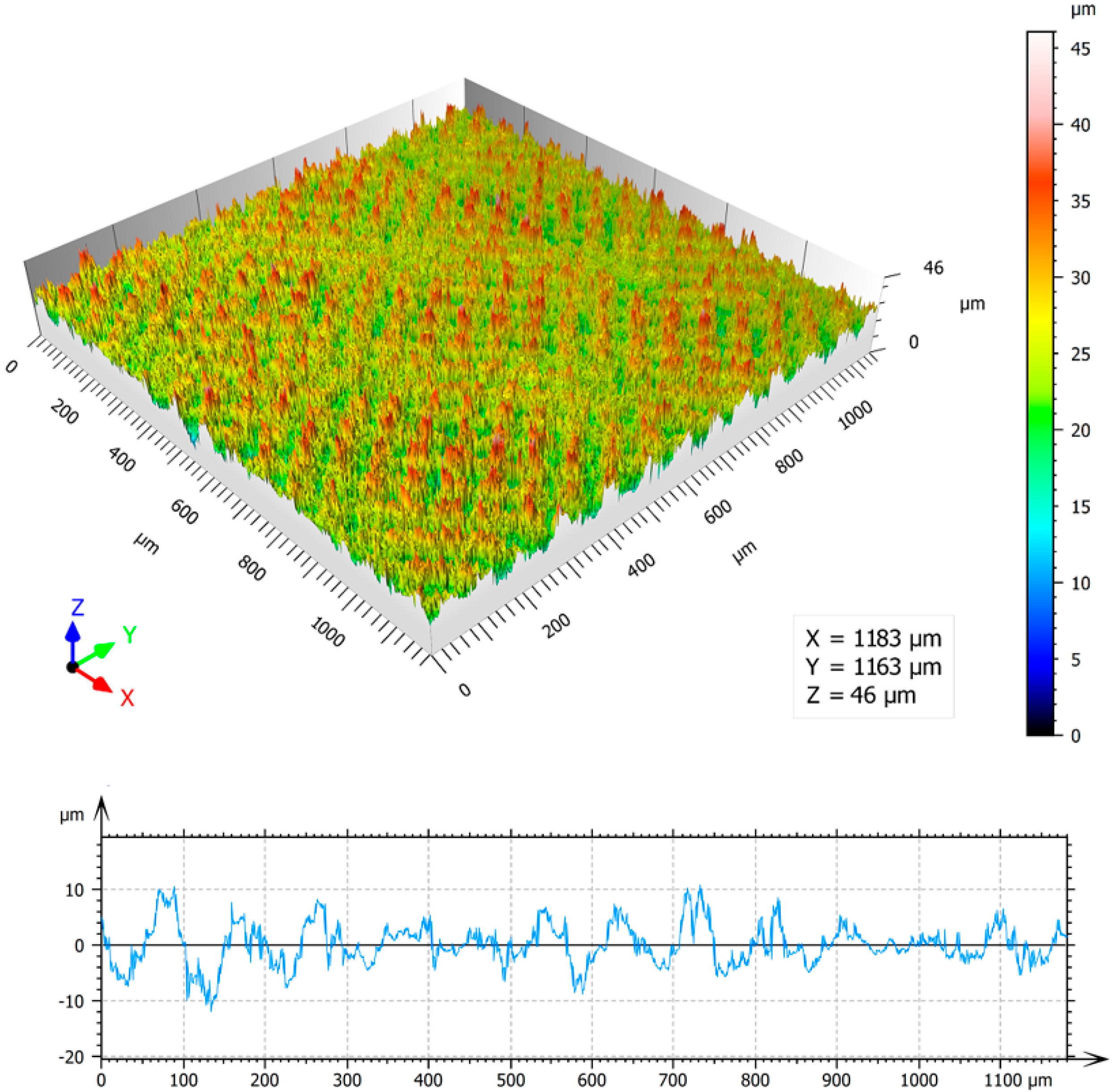
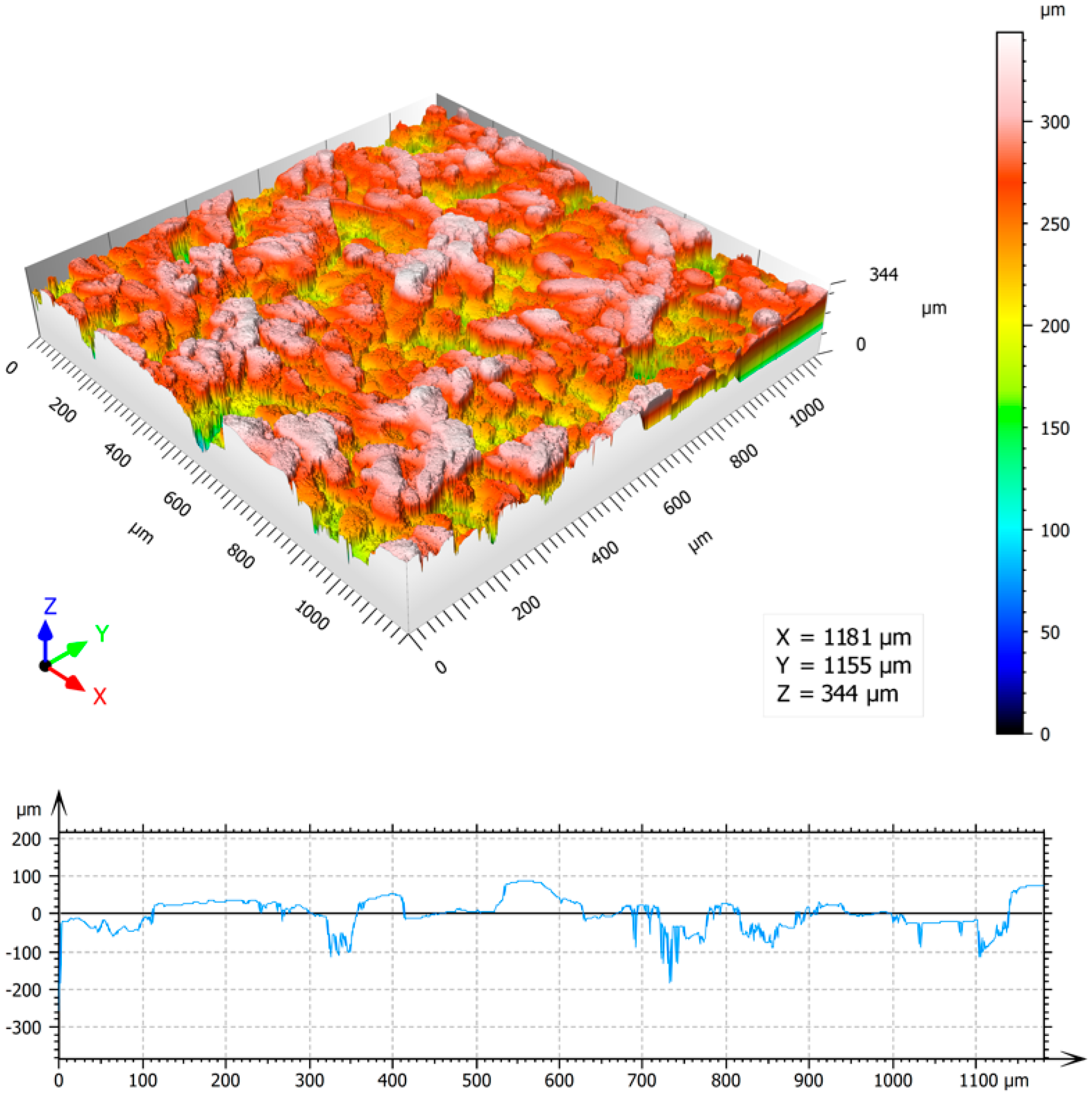
3.2. Surface Roughness Measurement Results
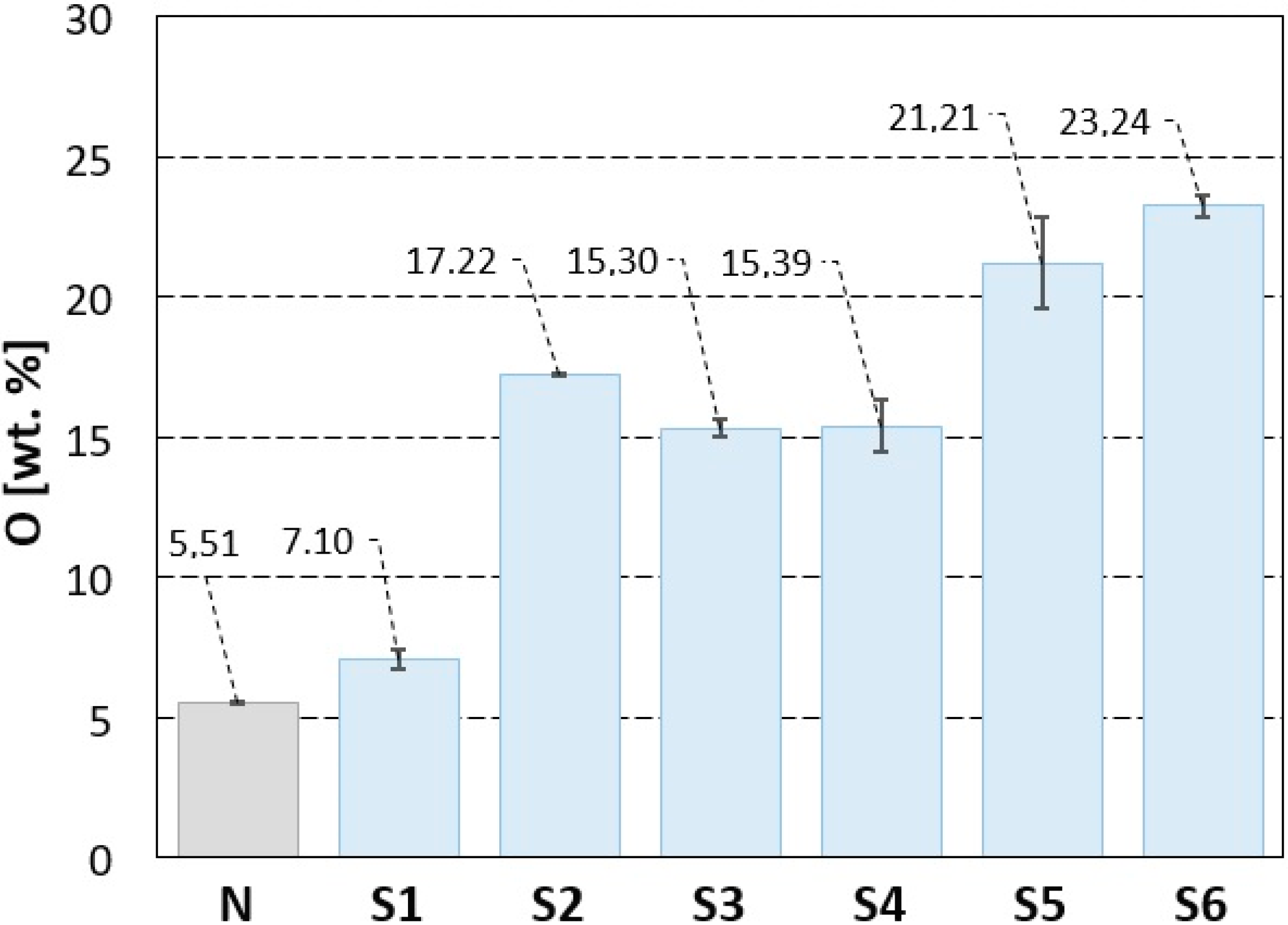
3.3. Chemical Composition Analysis Results
3.4. X-ray Diffraction (XRD) Observation Results
4. Discussion
5. Conclusions
- (1)
- It was found that a regular texture on the PM-processed composite material can be achieved via a suitable combination of the input parameters of the laser micromachining process.
- (2)
- The machined surface is formed of ascended ridges of the molten redeposited and solidified globules, craters and cavities. The documented deep valleys and protrusions were associated with higher ablation intensity.
- (3)
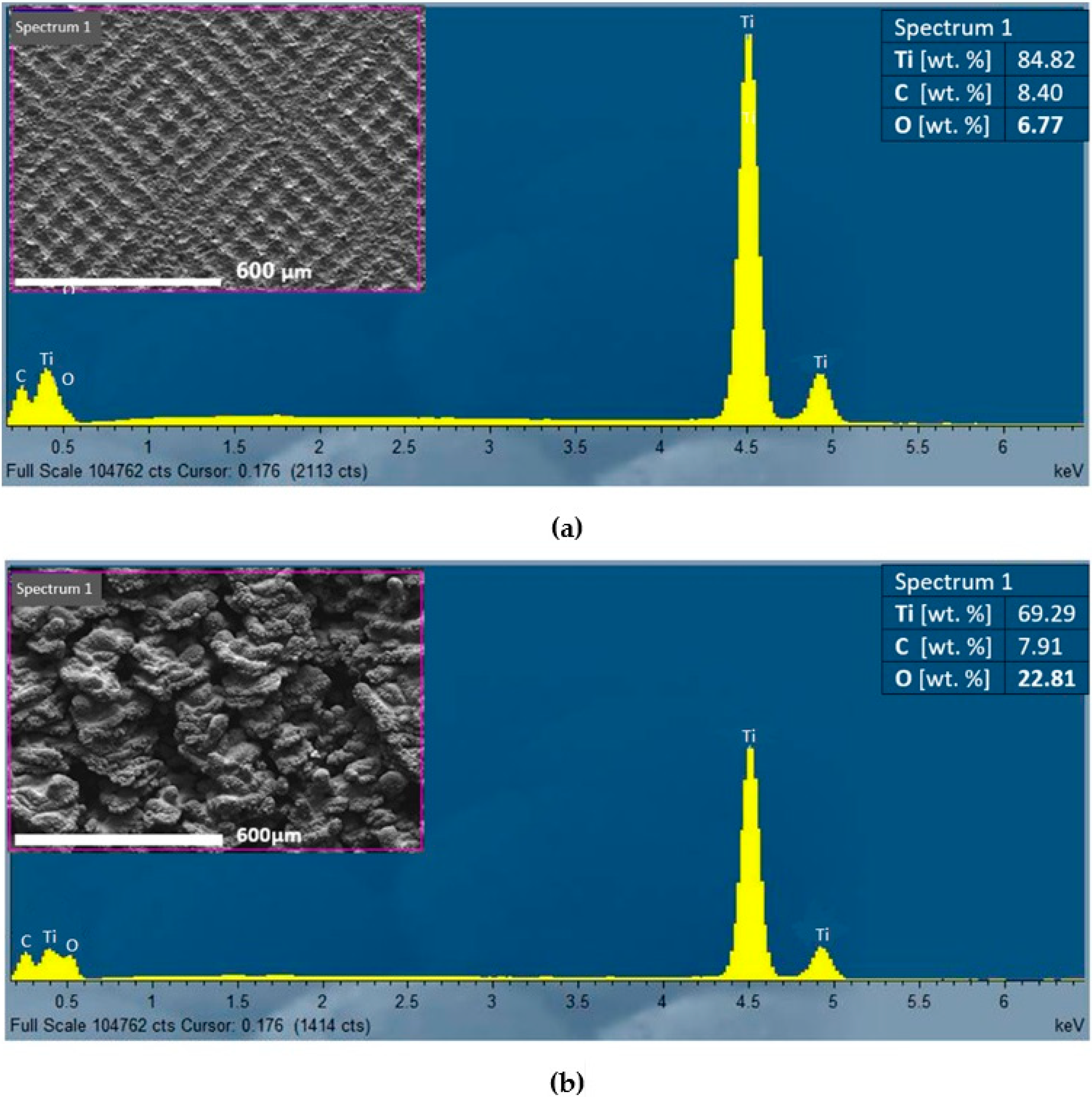
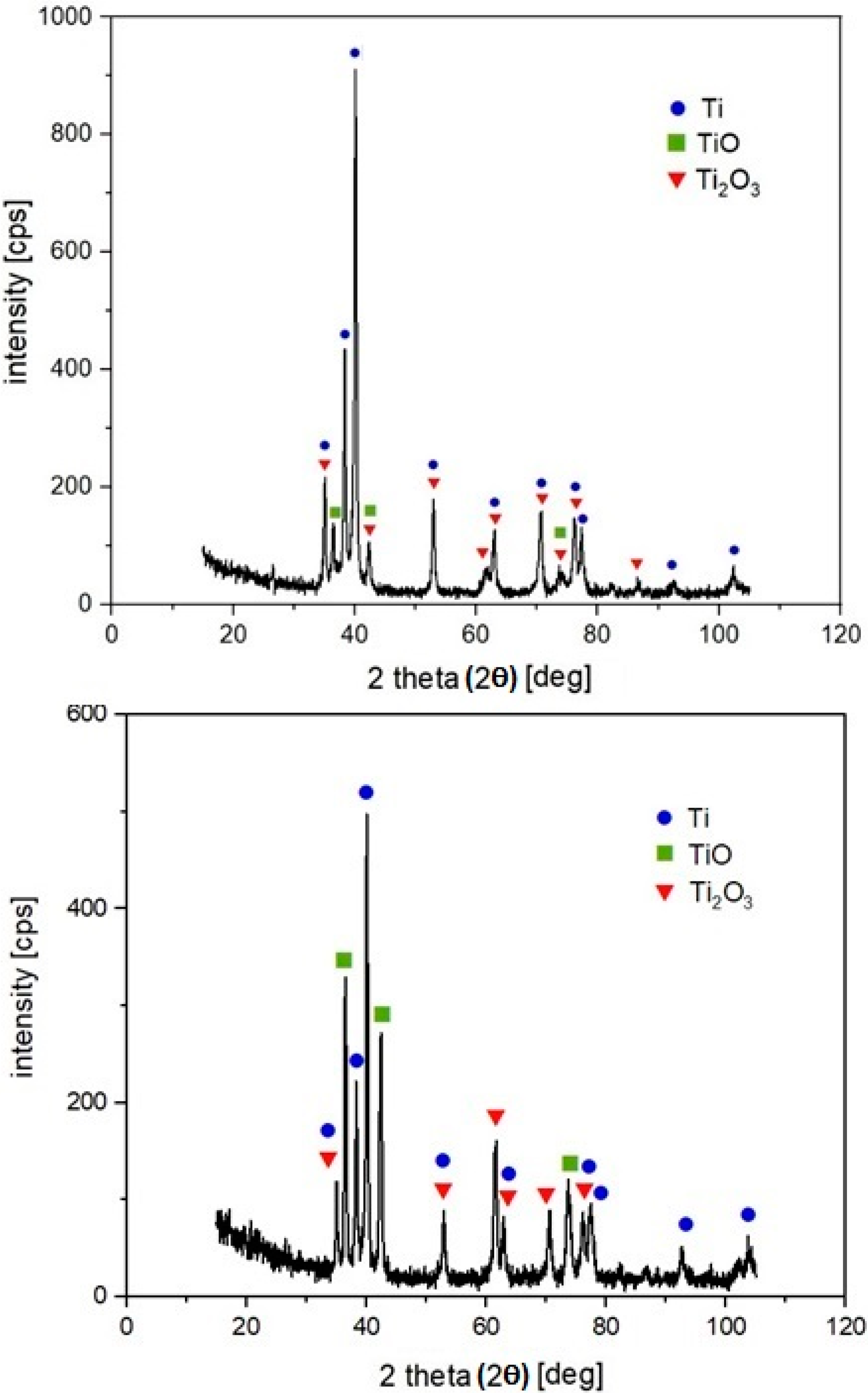
- EDS analysis detected oxygen on all samples. As the pulse distances increased, the amount of oxygen on the surface decreased slightly. The presence of two types of oxides, TiO and Ti2O3, was confirmed on all surfaces by XRD analysis. TiO2 was not confirmed in any case.
- (4)
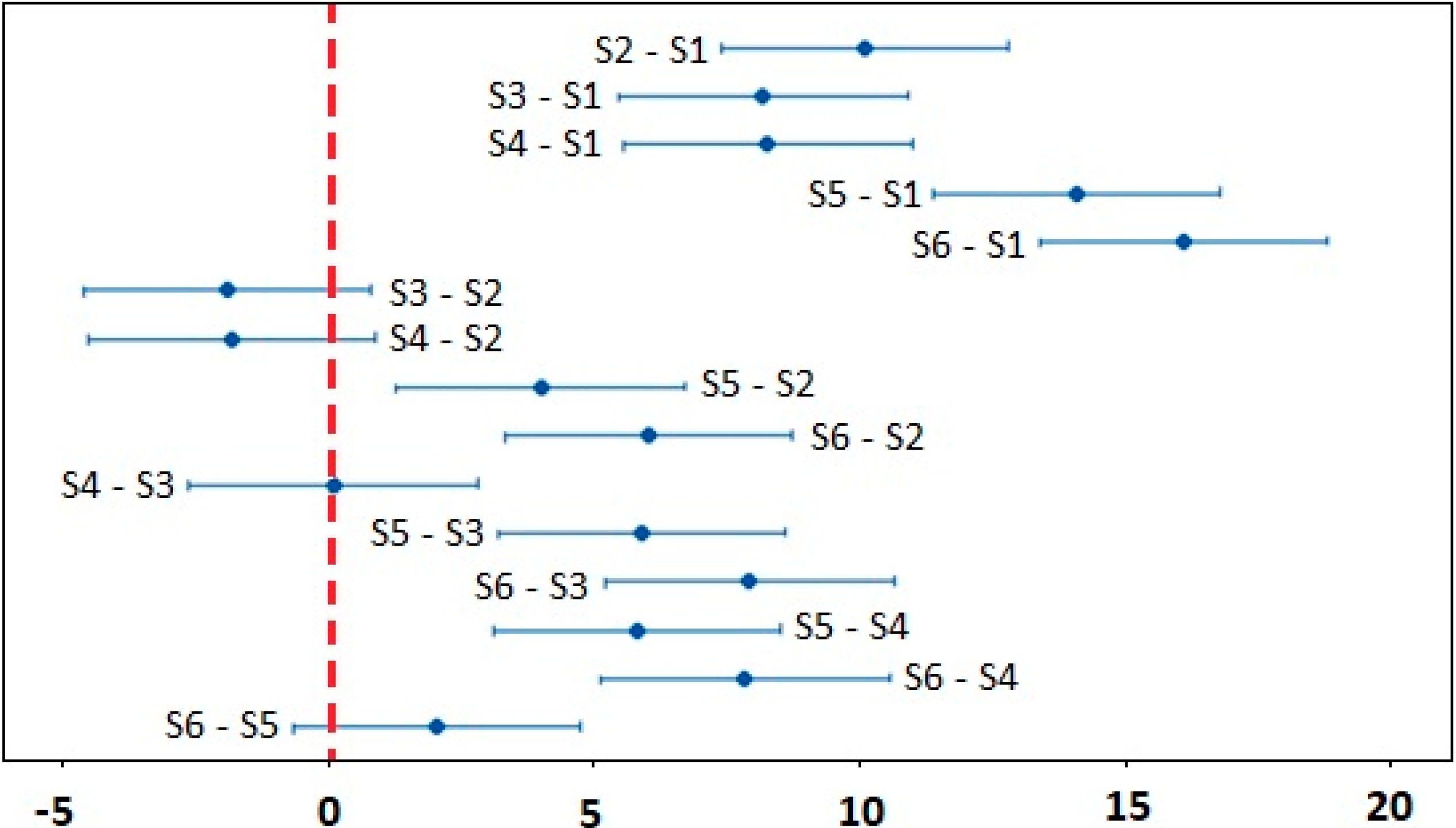
- Statistical analysis using the one-way ANOVA and Tukey pairwise comparison tests revealed which surfaces showed a statistically significant difference in the amount of oxygen on the surface.
- (5)
- The lowest achieved arithmetical mean height Sa was 3.22 µm, at the largest lateral pulse distance, represented by visible traces of the laser beam.
- (6)
- The introduction of more heat into the workpiece material at the same location resulted in the formation of deep valleys which were due to evaporation of the material.
- (7)
- This study helps to identify the laser-beam energy parameters to achieve a pre-defined surface geometry. The lower level of total energy (lower pulse energy together with higher lateral pulse distances) is recommended to achieve beneficial antibacterial surface properties. Higher total energies (higher pulse energies and smaller pulse distances) are suitable for the production surfaces which can improve the healing of the bone
- (8)
- However, the contribution brings only partial insights into an otherwise broad problem. For a wider application of the studied material, therefore, it is necessary to carry out a further series of experiments, especially focused on precise description of the relation between surface structure and osseointegration phenomenon.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cardarelli, F. Materials Handbook—A Concise Desctop Reference, 3rd ed.; Springer: Cham, Switzerland, 2018; pp. 317–695. [Google Scholar]
- Breme, H.; Biehl, V.; Reger, N.; Gawalt, E. Metallic biomaterials: Titanium and titanium alloys. In Handbook of Biomaterial Properties; Murphy, W., Black, J., Hastings, G., Eds.; Springer: New York, NY, USA, 2016; p. 168. [Google Scholar]
- Kaur, S.; Sharma, S.; Bala, N. A comparative study of corrosion resistance of biocompatible coating on titanium alloy and stainless steel. Mater. Chem. Phys. 2019, 238, 121923. [Google Scholar] [CrossRef]
- Mohazzab, F.B.; Jaleh, B.; Kakuee, O.; Fattah-Alhosseini, A. Formation of titanium carbide on the titanium surface using laser ablation in n-heptane and investigation its corrosion resistance. Appl. Surf. Sci. 2019, 478, 623–635. [Google Scholar] [CrossRef]
- Miura, H.; Kobayashi, M.; Aoba, T.; Benjanarasuth, T.; Aoyama, H. An approach for room-temperature multi-directional forging of pure titanium for strengthening. Mater. Sci. Eng. A 2018, 731, 603–608. [Google Scholar] [CrossRef]
- Ito, Y.; Hoshi, N.; Hayakawa, T.; Ohkubo, C.; Miura, H.; Kimoto, K. Mechanical properties and biological responses of ultrafine-grained pure titanium fabricated by multi-directional forging. Mater. Sci. Eng. B 2019, 245, 30–36. [Google Scholar] [CrossRef]
- Sengupta, B.; Shekhar, S.; Kulkarni, K.N. A novel ultra-high strength and low-cost as-cast titanium alloy. Mater. Sci. Eng. A 2017, 696, 478–481. [Google Scholar] [CrossRef]
- Prananingrum, W.; Tomotake, Y.; Naito, Y.; Bae, J.; Sekine, K.; Hamada, K.; Ichikawa, T. Application of porous titanium in prosthesis production using a moldless process: Evaluation of physical and mechanical properties with various particle sizes, shapes, and mixing ratios. J. Mech. Behav. Biomed. Mater. 2016, 61, 581–589. [Google Scholar] [CrossRef]
- Ehtemam-Haghighi, S.; Attar, H.; Dargush, M.S.; Kent, D. Microstructure, phase composition and mechanical properties of new, low cost Ti-Mn-Nb alloys for biomedical applications. J. Alloy. Compd. 2019, 787, 570–577. [Google Scholar] [CrossRef]
- Leonov, V.P.; Mikhailov, V.I.; Sakharov, I.Y.; Kuznetcov, S.V. Welding of high-strength titanium alloys of large thicknesses for use in marine environments. Inorg. Mater. Appl. Res. 2016, 7, 877–883. [Google Scholar] [CrossRef]
- Gockel, B.T.; Kolesar, R.S.; Rollett, A.D. Experimental study of an aerospace titanium alloy under various thermal and tensile loading rate conditions. Integr. Mater. Manuf. Innov. 2016, 5, 245–258. [Google Scholar] [CrossRef]
- Antunes, R.A.; Salvador, C.A.F.; Oliveira, M. Materials selection of optimized titanium alloys for aircraft applications. Mater. Res. 2018, 21, 1–9. [Google Scholar] [CrossRef]
- Juechter, V.; Franke, M.M.; Merenda, T.; Stich, A.; Körner, K.; Singer, R.F. Additive manufacturing of Ti-45Al-4Nb-C by selective electron beam melting for automotive applications. Addit. Manuf. 2018, 22, 118–126. [Google Scholar] [CrossRef]
- Gepreel, M.A.-H.; Niinomi, M. Biocompatibility of Ti-alloys for long-term implantation. J. Mech. Behav. Biomed. Mater. 2013, 20, 407–415. [Google Scholar] [CrossRef] [PubMed]
- Kwasniak, P.; Pura, J.; Zwolińska, M.; Wieciński, P.; Skarżyński, H.; Olszewski, L.; Marczak, J.; Garbacz, H.; Kurzydłowski, K.J. Laser and chemical surface modifications of titanium grade 2 for medical application. Appl. Surf. Sci. 2015, 336, 267–273. [Google Scholar] [CrossRef]
- Sisti, K.E.; de Andres, M.C.; Johnston, D.; Almeida-Filho, E.; Guastaldi, A.C.; Oreffo, R.O. Skeletal stem cell and bone implant interactions are enhanced by LASER titanium modification. Biochem. Biophys. Res. Commun. 2016, 473, 719–725. [Google Scholar] [CrossRef] [PubMed]
- Łęcka, M.K.; Gąsiorek, J.K.; Mazur-Nowacka, A.; Szczygieł, B.; Antończak, A.J. Adhesion and corrosion resistance of laser-oxidized titanium in potential biomedical application. Surf. Coat. Technol. 2019, 366, 179–189. [Google Scholar] [CrossRef]
- Hardt, M.; Klocke, F.M.; Döbbeler, B.; Binder, M.; Jawahir, I.S. Experimental study on surface integrity of cryogenically machined Ti-6Al-4V alloy for biomedical devices. Procedia CIRP 2018, 71, 181–186. [Google Scholar] [CrossRef]
- Bolzoni, L.; Ruiz-Navas, E.M.; Gordo, E. Feasibility study of the production of biomedical Ti-6Al-4V alloy by powder metallurgy. Mater. Sci. Eng. C 2015, 49, 400–407. [Google Scholar] [CrossRef]
- Liu, Y.; Li, K.; Luo, T.; Song, M.; Wu, H.; Xiao, J.; Tan, Y.; Cheng, M.; Chen, B.; Niu, X.; et al. Powder metallurgical low-modulus Ti–Mg alloys for biomedical applications. Mater. Sci. Eng. C-Mater. Biol. Appl. 2015, 56, 241–250. [Google Scholar] [CrossRef]
- Jiang, S.; Huang, L.J.; An, Q.; Geng, L.; Wang, X.J.; Wang, S. Study on titanium-magnesium composites with bicontinuous structure fabricated by powder metallurgy and ultrasonic infiltration. J. Mech. Behav. Biomed. Mater. 2018, 81, 10–15. [Google Scholar] [CrossRef]
- Balog, M.; Snajdar, M.; Krizik, P.; Schauperl, Y.; Stanec, Y.; Catic, A. Titanium-Magnesium Composite for Dental Implants (BIACOM). In TMS 2017 146th Annual Meeting & Exhibition Supplemental Proceedings; The Minerals, Metals & Materials Series; Springer: Cham, Switzerland, 2017; pp. 271–284. [Google Scholar]
- Balog, M.; Ibrahim, H.M.A.; Krizik, P.; Bajanaa, O.; Klimova, A.; Catic, A.; Schauperl, Z. Bioactive Ti + Mg composites fabricated by powder metallurgy: The relation between the microstructure and mechanical properties. J. Mech. Behav. Biomed. Mater. 2019, 90, 45–53. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Dittrick, S.; Gualtieri, T.; Wu, J.; Bose, S. Calcium phosphate–titanium composites for articulating surfaces of load-bearing implants. J. Mech. Behav. Biomed. Mater. 2016, 57, 280–288. [Google Scholar] [CrossRef] [PubMed]
- Gemelli, E.; Jesus, J.; Camargo, N.H.A.; Soares, G.A.; Henriques, V.A.R.; Nery, F. Microstructural study of a titanium-based biocomposite produced by the powder metallurgy process with TiH2 and nanometric β-TCP powders. Mater. Sci. Eng. C 2012, 32, 1011–1015. [Google Scholar] [CrossRef]
- Karanjai, M.; Sundaresan, R.; Rao, G.V.N.; Tallapragada, R.M.R. Development of titanium based biocomposite by powder metallurgy processing with in situ forming of Ca–P phases. Mater. Sci. Eng. A 2007, 447, 19–26. [Google Scholar] [CrossRef]
- Han, C.; Wang, Q.; Song, B.; Li, W.; Wei, Q.; Wen, S.; Liu, J.; Shi, Y. Microstructure and property evolutions of titanium/nano-hydroxyapatite composites in-situ prepared by selective laser melting. J. Mech. Behav. Biomed. Mater. 2017, 71, 85–94. [Google Scholar] [CrossRef]
- Miranda, G.; Araújo, A.; Bartolomeu, F.; Buciumeanu, M.; Carvalho, O.; Souya, J.C.M.; Silva, F.S.; Henriques, B. Design of Ti6Al4V-HA composites produced by hot pressing for biomedical applications. Mater. Des. 2016, 108, 488–493. [Google Scholar] [CrossRef]
- Alshammari, Y.; Yang, F.; Bolzoni, L. Mechanical properties and microstructure of Ti-Mn alloys produced via powder metallurgy for biomedical applications. J. Mech. Behav. Biomed. Mater. 2019, 91, 391–397. [Google Scholar] [CrossRef]
- Gain, K.A.; Zhang, L.; Quadir, Z.M. Composites matching the properties of human cortical bones: The design of porous titanium-zirconia (Ti-ZrO2) nanocomposites using polymethyl methacrylate powders. Mater. Sci. Eng. A 2016, 662, 258–267. [Google Scholar] [CrossRef]
- Li, Y.; Munir, S.K.; Lin, J.; Wen, C. Titanium-niobium pentoxide composites for biomedical applications. Bioact. Mater. 2016, 1, 127–131. [Google Scholar] [CrossRef]
- Shahali, H.; Jaggessar, A.; Yarlagadda, P.K. Recent advances in manufacturing and surface modification of titanium orthopaedic applications. Procedia Eng. 2017, 174, 1067–1076. [Google Scholar] [CrossRef]
- Asri, R.I.M.; Harun, W.S.W.; Samykano, M.; Lah, N.A.C.; Ghani, S.A.C.; Tarlochan, F.; Raza, M.R. Corrosion and surface modification on biocompatible metals: A review. Mater. Sci. Eng. A 2017, 77, 1261–1274. [Google Scholar] [CrossRef]
- Alla, K.R.; Ginjupalli, K.; Upadhya, N.; Shammas, M.; Ravi, R.K.; Sekhar, R. Surface roughness of implants: A review. Trends Biomater. Artif. Organs 2011, 25, 112–118. [Google Scholar]
- Bharatish, A.; Soundarapandian, S. Influence of femtosecond laser parameters and environment on surface texture characteristics of metals and non-metals—State of the Art. Lasers Manuf. Mater. Process. 2018, 5, 143–167. [Google Scholar] [CrossRef]
- Worts, N.; Jones, J.; Squier, J. Surface structure modification of additively manufactured titanium components via femtosecond laser micromachining. Opt. Commun. 2019, 430, 352–357. [Google Scholar] [CrossRef]
- Volpe, A.; Trotta, G.; Krishnan, U.; Ancona, A. Flexible micro manufacturing platform for the fabrication of PMMA microfluidic devices. J. Manuf. Process. 2018, 35, 107–117. [Google Scholar]
- Ahmmed, K.M.T.; Grambow, C.; Kietzik, A.M. Fabrication of micro/nano structures on metals by femtosecond laser micromachining. Micromachines 2014, 5, 1219–1253. [Google Scholar] [CrossRef]
- Volpe, A.; Trotta, G.; Krishnan, U.; Ancona, A. Prediction model of the depth of the femtosecond laser micro-milling of PMMA. Opt. Laser Technol. 2019, 120, 105713. [Google Scholar] [CrossRef]
- Šugár, P.; Šugárová, J.; Frnčík, M. Laser surface texturing of tool steel: Textured surfaces quality evaluation. Open Eng. 2016, 6, 1. [Google Scholar] [CrossRef]
- Celen, S.; Özden, H. Laser-induced novel patterns: As smart strain actuators for new-age dental implant surfaces. Appl. Surf. Sci. 2012, 263, 579–585. [Google Scholar] [CrossRef]
- Lario, J.; Amigó, A.; Segovia, F.; Amigó, V. Surface modification of Ti-35Nb-10Ta-1.5Fe by the double acid-etching process. Materials 2018, 11, 494. [Google Scholar] [CrossRef]
- Hara, Y.; Komasa, S.; Yoshimine, S.; Nishizaki, H.; Okazaki, J. Effect of nano modified titanium surface on adsorption of rat periodontal ligament cells. Osaka Dent. Univ. 2018, 52, 37–44. [Google Scholar]
- Ferraris, S.; Bobbio, A.; Miola, M.; Spriano, S. Micro- and nano-textured, hydrophilic and bioactive titanium dental implants. Surf. Coat. Technol. 2015, 276, 374–383. [Google Scholar] [CrossRef]
- Gehrke, A.S.; De Lima, C.H.J.; Rodriguez, F.; Calvo-Guirado, J.L.; Júnior, J.A.; Pérez-Díaz, L.; Mazón, P.; Aragoneses, J.M.; De Aza, P.N. Microgrooves and microrugosities in titanium implant surfaces: An in vitro and in vivo evaluation. Materials 2019, 12, 1287. [Google Scholar] [CrossRef] [PubMed]
- Marenzi, G.; Impero, F.; Scherillo, F.; Sammartino, J.C.; Squillace, A.; Spagnuolo, G. Effect of different surface treatments on titanium dental implant micro-morphology. Materials 2019, 12, 733. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Yu, Z.; Guo, X.; Hu, J. Surface morphology of modified titanium alloy affects proliferation stability of bone marrow mesenchymal stem cells. Surf. Coat. Technol. 2019, 366, 156–163. [Google Scholar] [CrossRef]
- Yan, Y.; Chibowski, E.; Szcześ, A. Surface properties of Ti-6Al-4V alloy part I: Surface roughness and apparent surface free energy. Mater. Sci. Eng. C 2017, 70, 207–215. [Google Scholar] [CrossRef]
- Pippenger, E.B.; Rottmar, M.; Kopf, S.B. Surface modification of ultrafine-grained titanium: Influence on mechanical properties, cytocompatibility, and osseointegration potential. Clin. Oral Implant. Res. 2018, 30, 99–110. [Google Scholar] [CrossRef]
- Rong, M.; Lu, H.; Wan, L.; Zhang, X.; Lin, X. Comparison of early osseointegration between laser-treated/acidetched and sandblasted/acid-etched titanium implant surfaces. J. Mater. Sci. Mater. Med. 2018, 29, 1–6. [Google Scholar] [CrossRef]
- Schubert, A.; Wassmann, T.; Holtappels, M.; Kurbad, O.; Krohn, S.; Bürgers, R. Predictability of microbial adhesion to dental materials by roughness parameters. Coatings 2019, 9, 456. [Google Scholar] [CrossRef]
- Ravindran, S.; Henriques, B.; Silva, F.S.; Aparicio, C.; Cooper, L.F. Nano-scale modification of titanium implant surfaces to enhance osseointegration. Acta Biomater. 2019, 94, 112–131. [Google Scholar]
- Andrukhov, O.; Huber, R.; Shi, B.; Berner, S.; Rausch-Fan, X.; Moritz, A.; Spencer, N.D.; Schedle, A. Proliferation, behavior, and differentiation of osteoblasts on surfaces of different microroughness. Dent. Mater. 2016, 32, 1374–1384. [Google Scholar] [CrossRef]
- Günay-Bulutsuz, A.; Berrak, Ö.; Yeprem, A.H.; Arisan, E.D.; Yurci, M.E. Biological responses of ultrafine grained pure titanium and their sand blasted surfaces. Mater. Sci. Eng. C Mater. Biol. Appl. 2018, 91, 382–388. [Google Scholar] [CrossRef] [PubMed]
- Dhaliwal, S.J.; Rahman, A.N.; Knights, J.; Knights, J.; Ghani, H.; de Albuquerque, R.F., Jr. The effect of different surface topographies of titanium implants on bacterial biofilm: A systematic review. SN Appl. Sci. 2019, 1, 615. [Google Scholar] [CrossRef]
- Ma, Q.; Francis, H.; Sam, F. Titanium Powder Metallurgy; Butterworth-Heinemann: Boston, MA, USA, 2015. [Google Scholar]
- Balog, M.; Viskic, J.; Krížik, P.; Schauperi, Z.; Snajdar, M.; Stanec, Z.; Catic, A. CP TI fabricated by low temperature extrusion of HDH powder: Application in dentistry. Key Eng. Mater. 2016, 704, 3513–3559. [Google Scholar] [CrossRef]
- Bonfim, P.K.; Ciuccio, R.; Neves, M.D.M. Development of titanium dental implants using techniques of powder metallurgy. Mater. Sci. Forum 2014, 775, 13–18. [Google Scholar] [CrossRef]
- Fouziya, B.; Uthappa, M.A.; Amara, D. Surface modifications of titanium implants–The new, the old, and the never heard of options. J. Adv. Clin. Res. Insights 2016, 3, 215–219. [Google Scholar] [CrossRef]
- Zwahr, C.; Helbig, R.; Werner, C.; Lasagni, A.F. Fabrication of multifunctional titanium surfaces by producing hierarchical surface patterns using laser based ablation methods. Sci. Rep. 2019, 9, 6721. [Google Scholar] [CrossRef]
- Šugár, P.; Kováčik, J.; Šugárová, J.; Ludrovcová, B. A study of laser micromachining of PM processed Ti compact for dental implants applications. Materials 2019, 12, 2246. [Google Scholar] [CrossRef]
- Antończak, A.J.; Skowroński, Ł.; Trzcinski, M.; Kinzhybalo, V.; Łazarek, Ł.K.; Abramski, K.M. Laser-induced oxidation of titanium substrate: Analysis of the physicochemical structure of the surface and sub-surface layers. Appl. Surf. Sci. 2015, 325, 217–226. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machined Surface | Pulse Frequency (kHz) | vs (mm·s−1) | DL (μm) | EP (mJ) | N (–) | ET (mJ) |
|---|---|---|---|---|---|---|
| S1 | 20 | 2000 | 100 | 0.2 | 2.5 | 0.5 |
| S2 | 20 | 1000 | 50 | 0.2 | 5 | 1 |
| S3 | 100 | 1000 | 10 | 0.2 | 25 | 5 |
| S4 | 100 | 2000 | 20 | 1 | 12.5 | 12.5 |
| S5 | 100 | 1000 | 10 | 1 | 25 | 25 |
| S6 | 100 | 50 | 0.5 | 1 | 500 | 500 |
| Sample | Repetitions | Ti (wt.%) | C (wt.%) | O (wt.%) | |||
|---|---|---|---|---|---|---|---|
| Mean | SD | Mean | SD | Mean | SD | ||
| N | 3 | 86.35 | 0.06 | 8.15 | 0.07 | 5.51 | 0.02 |
| S1 | 3 | 84.32 | 0.56 | 8.58 | 0.22 | 7.10 | 0.35 |
| S2 | 3 | 72.48 | 0.21 | 10.30 | 0.22 | 17.22 | 0.02 |
| S3 | 3 | 75.18 | 0.56 | 9.52 | 0.28 | 15.30 | 0.30 |
| S4 | 3 | 76.66 | 1.30 | 7.95 | 0.24 | 15.39 | 0.92 |
| S5 | 3 | 68.52 | 1.99 | 10.26 | 0.41 | 21.21 | 1.64 |
| S6 | 3 | 67.29 | 3.13 | 10.14 | 3.70 | 23.24 | 0.41 |
| Samples | DF | F-Value | p-Value | R2 | Pooled SD |
|---|---|---|---|---|---|
| S1–S6 | 5 | 97.48 | 0.000 * | 97.60 | 0.9896 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Šugár, P.; Ludrovcová, B.; Kováčik, J.; Sahul, M.; Šugárová, J. Laser-Based Ablation of Titanium–Graphite Composite for Dental Application. Materials 2020, 13, 2312. https://doi.org/10.3390/ma13102312
Šugár P, Ludrovcová B, Kováčik J, Sahul M, Šugárová J. Laser-Based Ablation of Titanium–Graphite Composite for Dental Application. Materials. 2020; 13(10):2312. https://doi.org/10.3390/ma13102312
Chicago/Turabian StyleŠugár, Peter, Barbora Ludrovcová, Jaroslav Kováčik, Martin Sahul, and Jana Šugárová. 2020. "Laser-Based Ablation of Titanium–Graphite Composite for Dental Application" Materials 13, no. 10: 2312. https://doi.org/10.3390/ma13102312
APA StyleŠugár, P., Ludrovcová, B., Kováčik, J., Sahul, M., & Šugárová, J. (2020). Laser-Based Ablation of Titanium–Graphite Composite for Dental Application. Materials, 13(10), 2312. https://doi.org/10.3390/ma13102312