Measurement of Fracture Toughness of Pure Tungsten Using a Small-Sized Compact Tension Specimen


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Specimen
2.2. Fatigue Pre-Cracking
2.3. Fracture Toughness Tests
3. Results and Discussion
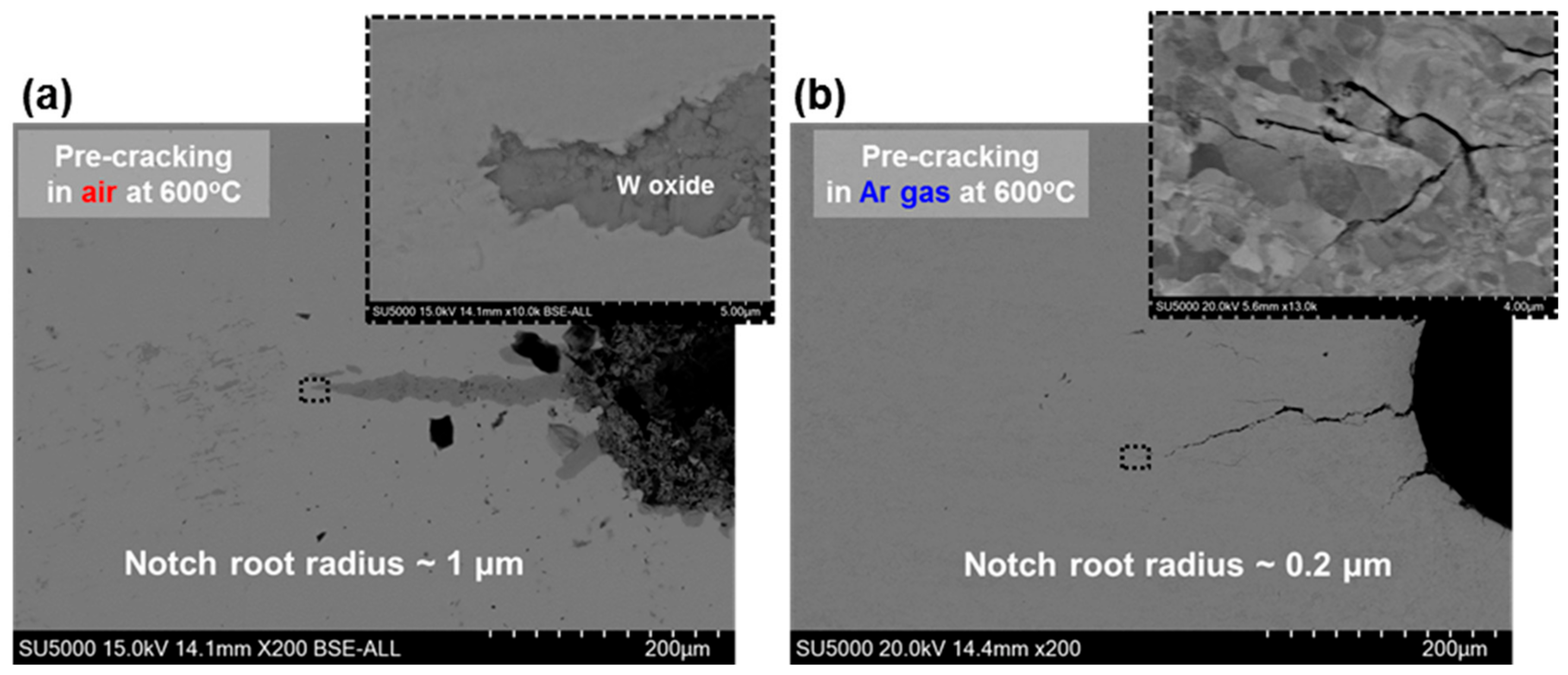
3.1. Fatigue Pre-Crack Produced at 600 °C
3.2. Fracture Toughness Test Results
3.3. Fracture Surface Observation for Specimen Tested at 700 °C
3.4. Implication to Fracture Toughness Test of Tungsten Alloys
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Ermile, G.; Rupp, D.; Aktaa, J. Fracture behavior of polycrystalline tungsten. J. Nucl. Mater. 2014, 446, 240–245. [Google Scholar]
- Hirai, T.; Panayotis, S.; Barabash, V.; Amzallg, C.; Escourbiac, F.; Durocher, A.; Merlola, M.; Linke, G.; Loewenhoff, T.; Pintsuk, G.; et al. Uytdenhouwen, Use of tungsten materials for the ITER divertor. Nucl. Mater. Energy 2016, 9, 616–622. [Google Scholar] [CrossRef]
- Barabash, V.; Zinkle, S.; Rowcliffe, A.; Rensman, J.-W.; Tavassoli, A.A.; Marmy, P.; Kardisas, P.J.; Gillemot, F.; Akiba, M. Materials challenges for ITER—Current status and future activities. J. Nucl. Mater. 2007, 367–370, 21–32. [Google Scholar] [CrossRef]
- Wirtz, M.; Uytdenhouwen, I.; Barabash, V.; Escourbiac, F.; Hirai, T.; Linke, J.; Loewenhoff, T.; Panayotis, S.; Pintsuk, G. Materials properties and their influence on the behavior of tungsten as plasma facing materials. Nucl. Fusion 2017, 57, 066018. [Google Scholar] [CrossRef]
- Rupp, D.; Weygand, S.M. Anisotropic fracture behavior and brittle-to-ductile transition of polycrystalline tungsten. Philos. Mag. 2010, 90, 4055–4069. [Google Scholar] [CrossRef]
- Zhao, P.; Riesch, J.; Hoschen, T.; Almanstotter, J.; Balden, M.; Coenen, J.W.; Himml, R.; Pantleon, M.; von Toussaint, U.; Neu, R. Microstructure, mechanical behavior and fracture of pure tungsten wire after different heat treatments. Int. J. Refract. Met. H 2017, 68, 29–40. [Google Scholar] [CrossRef]
- Wurster, S.; Baluc, N.; Battabyal, M.; Crosby, T.; Dud, J.; Garcia-Rosales, C.; Hasegawa, A.; Hoffmann, A.; Kimura, A.; Kurishita, H.; et al. Recent progress in R&D tungsten alloys for divertor structural and plasma facing materials. J. Nucl. Mater. 2013, 442, S181–S189. [Google Scholar]
- Zamora, K.M.O.; Sevillano, J.G.; Perez, M.F. Fracture toughness of W heavy metal alloys. Mater. Sci. Eng. A 1992, 157, 151–160. [Google Scholar] [CrossRef]
- ASTM-E399-12, Standard Test Method for Linear-Elastic Plain-Strain Fracture Toughness KIC of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM-E1820-15a, Standard Test Method for Measurement of Fracture Toughness; ASTM International: West Conshohocken, PA, USA, 2015.
- Zhu, X.; Joyce, J.A. Review of fracture toughness (G, K, J, CTOD, CTOA) testing and standardization. Eng. Fract. Mech. 2012, 85, 1–46. [Google Scholar] [CrossRef]
- Carpenter, R.D.; Paulino, G.H.; Munir, Z.A.; Gibeling, J.C. A novel technique to generate sharp cracks in metallic/ceramic functionally graded materials by reverse 4-point bending. Scr. Mater. 2000, 43, 547–552. [Google Scholar] [CrossRef]
- James, M.N.; Human, A.M.; Luyckx, S. Fracture toughness testing of hard metals using compression precracking. J. Mater. Sci. 1990, 25, 4810–4814. [Google Scholar] [CrossRef]
- Palacios, T.; Pastor, J.Y. Influence of the notch root radius on the fracture toughness of brittle metal: Nanostructure tungsten alloy, a case study. Int. J. Refract. Met. H 2015, 52, 44–49. [Google Scholar] [CrossRef]
- Faleschini, M.; Kreuzer, H.; Kiener, D.; Pippan, R. Fracture toughness investigations of tungsten alloys and SPD tungsten alloys. J. Nucl. Mater. 2007, 367–370, 800–805. [Google Scholar] [CrossRef]
- Gludovatz, B.; Wurster, S.; Hoffmann, A.; Pippan, R. Fracture toughness of polycrystalline tungsten alloys. Int. J. Refract. Met. H 2010, 28, 674–678. [Google Scholar] [CrossRef]
- Chopra, O.K.; Rao, A.S. Methodology for Estimating Thermal and Neutron Embrittlement of Cast Austenitic Stainless Steels During Service in Light Water Reactors. J. Pressure Vessel Technol. 2016, 138, 040801. [Google Scholar] [CrossRef]
- Bao, C.; Cai, L.; Shi, K.; Dan, C.; Yao, Y. Improved Normalization Method for Ductile Fracture Toughness Determination Based on Dimensionless Load Separation Principle. Acta Mech Solida Sin. 2015, 28, 168–181. [Google Scholar] [CrossRef]
- Mao, S.X.; Evan, A.G. The influence of blunting on crack growth at oxide/metal interface. Acta Mater. 1997, 45, 4263–4270. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | W | Cu | Mo | Cr | C |
|---|---|---|---|---|---|
| As-received DFW | Balance | 17.0 | 3.9 | 2.5 | 1.1 |
| Test Temperature | Yield Strength | Tensile Strength | Elongation |
|---|---|---|---|
| (MPa) | (MPa) | (%) | |
| 400 °C | 487.9 ± 10.7 | 510.7 ± 2.9 | 6.9 ± 2.4 |
| 600 °C | 454.0 ± 16.9 | 482.0 ± 2.3 | 22.6 ± 0.2 |
| 700 °C | 437.0 ± 18.4 | 460.0 ± 8.5 | 27.2 ± 7.3 |
| Pre-Cracking Condition | Testing Condition | |||
|---|---|---|---|---|
| Fracture Toughness (KQ) | Fracture Toughness (JQ) | |||
| at 700 °C [kJ/m2] | ||||
| In Air | In Ar Gas | In Air | In Ar Gas | |
| As-machined | 31.8 | - | 279.6 | - |
| Pre-cracking in air | 30.2 | - | 252.6 ± 55.6 | - |
| Pre-cracking in Ar gas | - | 29.3 ± 0.3 | 126.2 ± 2.5 | 61.1 ± 13.1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kong, B.S.; Shin, J.H.; Jang, C.; Kim, H.C. Measurement of Fracture Toughness of Pure Tungsten Using a Small-Sized Compact Tension Specimen. Materials 2020, 13, 244. https://doi.org/10.3390/ma13010244
Kong BS, Shin JH, Jang C, Kim HC. Measurement of Fracture Toughness of Pure Tungsten Using a Small-Sized Compact Tension Specimen. Materials. 2020; 13(1):244. https://doi.org/10.3390/ma13010244
Chicago/Turabian StyleKong, Byeong Seo, Ji Ho Shin, Changheui Jang, and Hyoung Chan Kim. 2020. "Measurement of Fracture Toughness of Pure Tungsten Using a Small-Sized Compact Tension Specimen" Materials 13, no. 1: 244. https://doi.org/10.3390/ma13010244
APA StyleKong, B. S., Shin, J. H., Jang, C., & Kim, H. C. (2020). Measurement of Fracture Toughness of Pure Tungsten Using a Small-Sized Compact Tension Specimen. Materials, 13(1), 244. https://doi.org/10.3390/ma13010244