Effect of Stacking Sequence and Sodium Bicarbonate Treatment on Quasi-Static and Dynamic Mechanical Properties of Flax/Jute Epoxy-Based Composites



Abstract
1. Introduction
2. Materials and Methods
2.1. Quasi-Static Flexural Tests
2.2. Dynamical Mechanical Thermal Analysis
2.3. Charpy Impact Tests
2.4. Morphological Analysis
3. Results and Discussion
3.1. Quasi-Static Flexural Tests
3.1.1. Effect of Surface Treatment
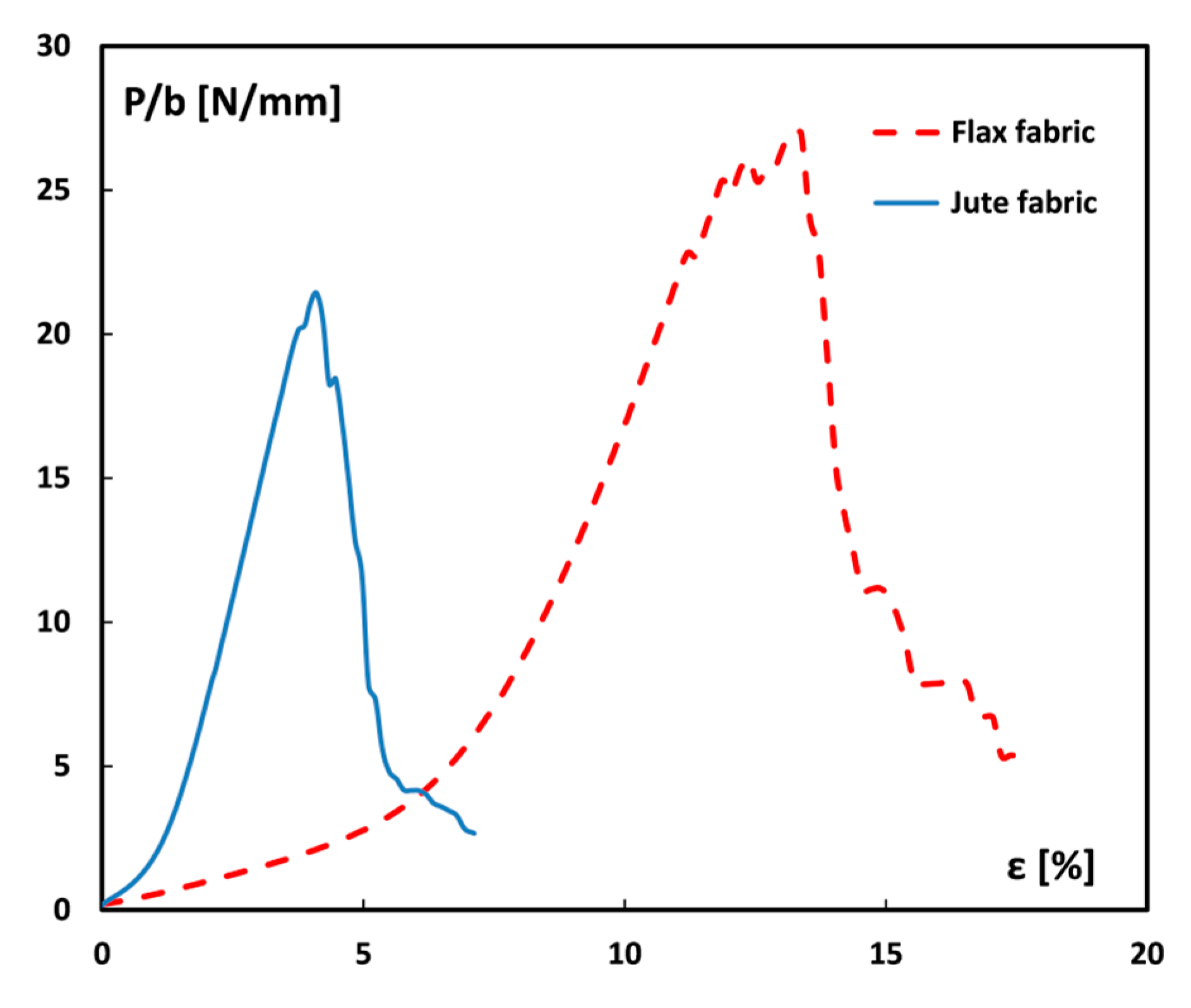
- Initially, a stabilization region at very low strain is evident. The stress and flexural modulus are quite low and progressively increase at increasing strain. This region can be ascribed to the tools adjustment and it is not related to a mechanical behavior of the composite laminates;
- Afterward, the stress-strain curve has a linear trend, indicating a clear elastic regime. A maximum in modulus is reached both for jute and flax laminates with the former stiffer than the latter one;
- However, at increasing strain, both laminates show a deviation from the linear trend, showing a marked elastic-plastic regime. This behavior is more pronounced for the flax laminate as shown by the progressive reduction of the flexural modulus trend from about 4000 MPa to about 1000 MPa. On the other hand, in the jute sample the elasto-plastic regime is less pronounced and a modulus reduction from about 4700 MPa to about 2500 MPa can be identified. The maximum in stress is reached for both laminates (i.e., equal to about 90 MPa and 75 MPa for jute and flax laminates, respectively);
- Finally, the sample fracture occurred. In the case of the jute laminate the fracture found is catastrophic with a sudden and abrupt collapse of the load. In the flax laminate the fracture, evidenced stepwise trend with a slight progressive evolution of the damage that falls down progressively up to 30% of the maximum load with a maximum strain of 6.5%.
3.1.2. Effect of Hybridization
3.2. Dynamic Mechanical Thermal Analysis
3.2.1. Effect of Sodium Bicarbonate Treatment
3.2.2. Effect of Hybridization
3.3. Impact Tests
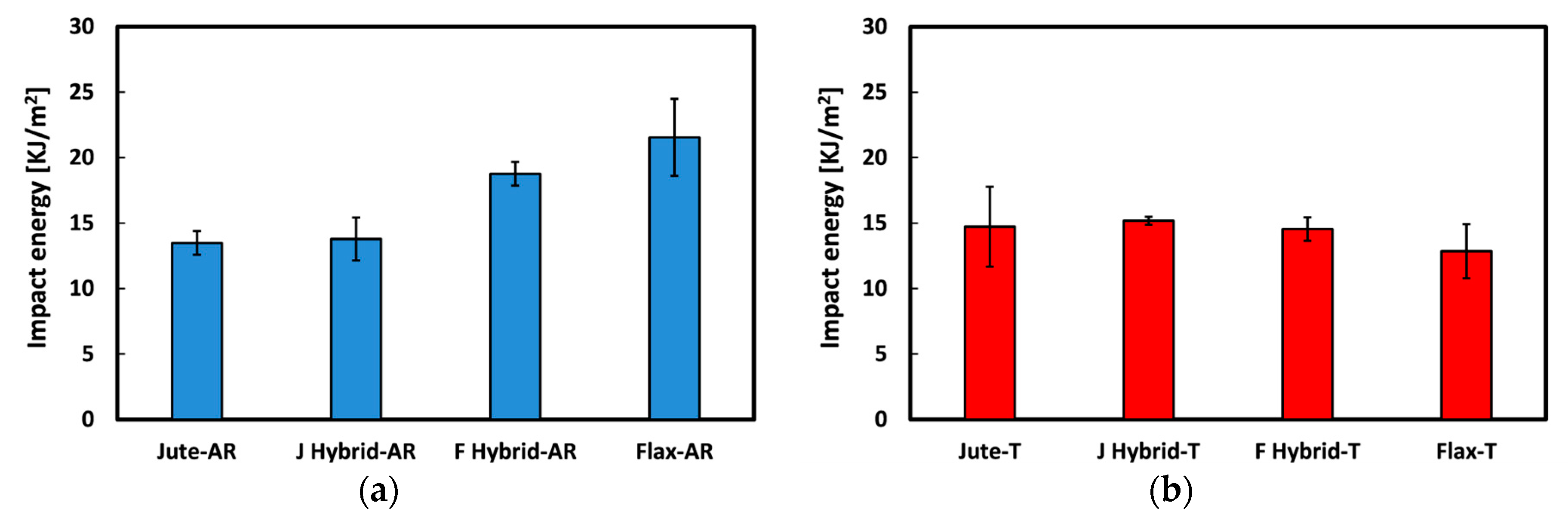
3.3.1. Effect of Sodium Bicarbonate Treatment
3.3.2. Effect of Hybridization
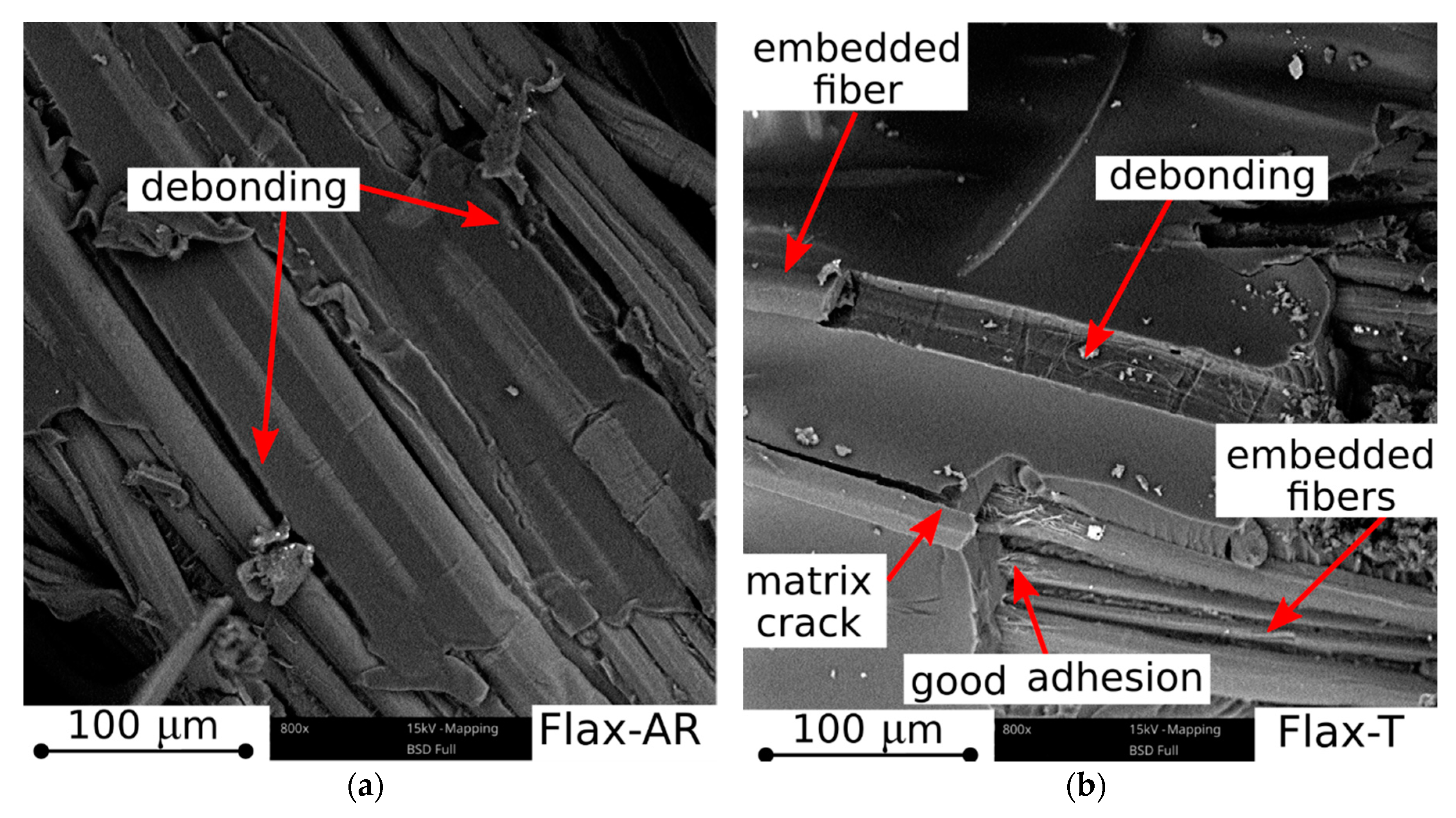
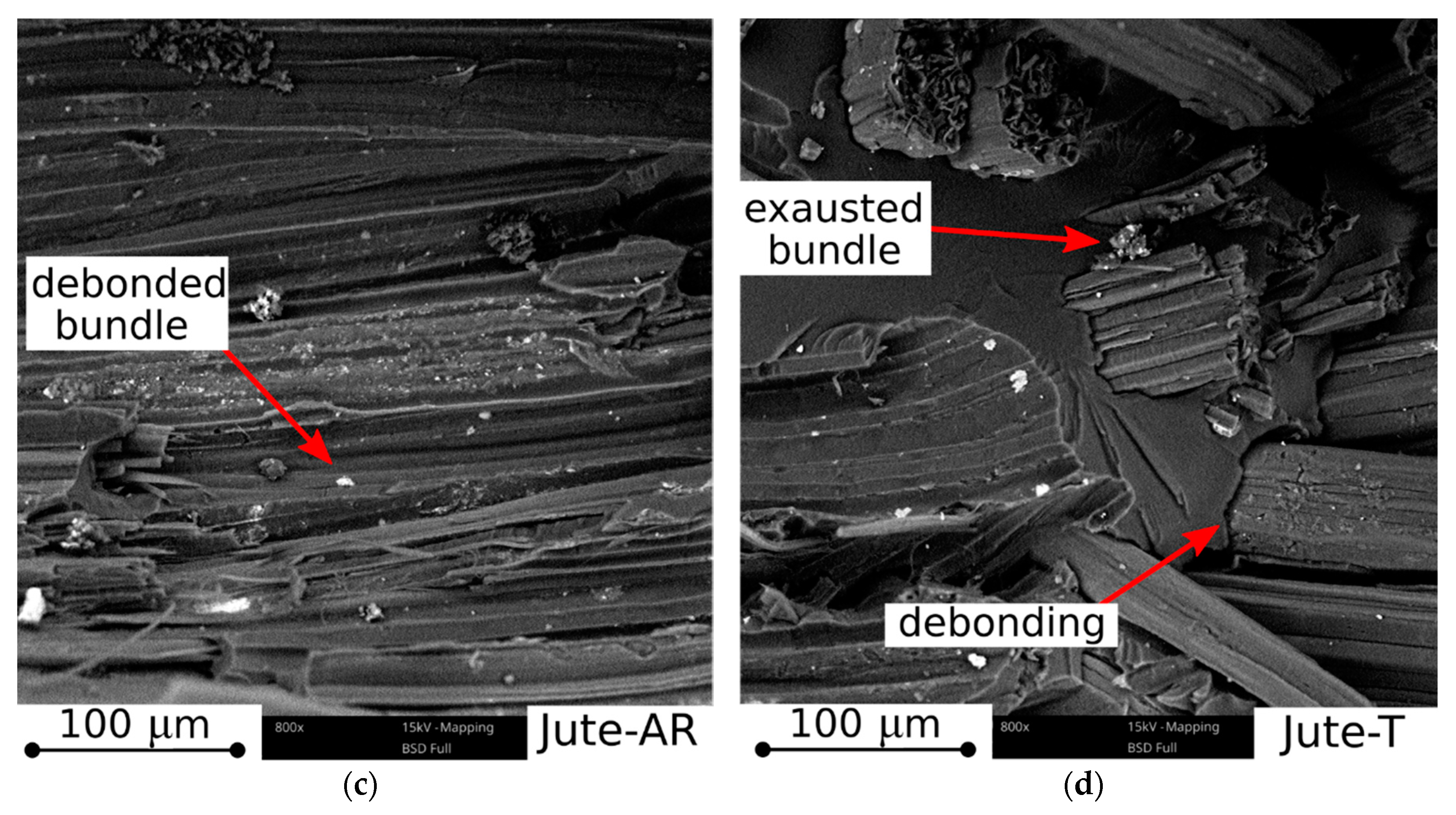
3.4. Morphological Analysis
4. Conclusions
- Jute-AR laminates, showing a predominantly elastic behavior with a brittle and catastrophic fracture, evidenced higher strength and stiffness but lower strain at maximum stress than Flax-AR laminates, characterized by a mainly elasto-plastic behavior. These results can be ascribed both to the mechanical behavior of dry fabrics and to the fiber adhesion with the epoxy resin used as matrix;
- The NaHCO3 treatment led to noticeable improvements of the quasi-static properties of flax reinforced composites whereas slight decrements of strength and modulus were exhibited by jute composites. This different behavior was also shown by dynamic-mechanical-thermal analysis and impact characterization;
- The hybridization had a relevant effect on the impact behavior of untreated composite laminates: i.e., a progressive increase of the impact energy at increasing flax content in the stacking sequence configuration was identified. Furthermore, hybrid laminates with external flax fabrics (i.e., F-Hybrid-AR) showed better quasi-static mechanical behavior than complementary stacking sequence with external jute laminas (i.e., J-Hybrid-AR); and
- The coupled action of hybridization and NaHCO3 treatment does not lead to a beneficial and reliable effect on the mechanical response of the investigated composite laminates (i.e., F-hybrid-T and J-Hybrid-T).
Author Contributions
Funding
Conflicts of Interest
References
- Fortea-Verdejo, M.; Bumbaris, E.; Burgstaller, C.; Bismarck, A.; Lee, K.Y. Plant fibre-reinforced polymers: Where do we stand in terms of tensile properties? Int. Mater. Rev. 2017, 62, 441–464. [Google Scholar]
- Sarasini, F.; Fiore, V. A systematic literature review on less common natural fibres and their biocomposites. J. Clean. Prod. 2018, 195, 240–267. [Google Scholar] [CrossRef]
- Summerscales, J.; Dissanayake, N.; Virk, A.; Hall, W. A review of bast fibres and their composites. Part 2—composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1336–1344. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Vivekanandhan, S.; Pin, J.-M.; Misra, M. Composites from renewable and sustainable resources: Challenges and innovations. Science 2018, 362, 536–542. [Google Scholar] [CrossRef] [PubMed]
- Davoodi, M.M.; Sapuan, S.M.; Ahmad, D.; Ali, A.; Khalina, A.; Jonoobi, M. Mechanical properties of hybrid kenaf/glass reinforced epoxy composite for passenger car bumper beam. Mater. Des. 2010, 31, 4927–4932. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. Part B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Dittenber, D.B.; Gangarao, H.V.S. Critical review of recent publications on use of natural composites in infrastructure. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1419–1429. [Google Scholar] [CrossRef]
- Scalici, T.; Fiore, V.; Valenza, A. Effect of plasma treatment on the properties of Arundo Donax L. leaf fibres and its bio-based epoxy composites: A preliminary study. Compos. Part B Eng. 2016, 94, 167–175. [Google Scholar] [CrossRef]
- Rao, J.; Bao, L.; Wang, B.; Fan, M.; Feo, L. Plasma surface modification and bonding enhancement for bamboo composites. Compos. Part B Eng. 2018, 138, 157–167. [Google Scholar] [CrossRef]
- Ragoubi, M.; Bienaimé, D.; Molina, S.; George, B.; Merlin, A. Impact of corona treated hemp fibres onto mechanical properties of polypropylene composites made thereof. Ind. Crops Prod. 2010, 31, 344–349. [Google Scholar] [CrossRef]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical treatments of natural fiber for use in natural fiber-reinforced composites: A review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Chandrasekar, M.; Ishak, M.R.; Sapuan, S.M.; Leman, Z.; Jawaid, M. A review on the characterisation of natural fibres and their composites after alkali treatment and water absorption. Plast. Rubber Compos. 2017, 46, 119–136. [Google Scholar] [CrossRef]
- Cai, M.; Takagi, H.; Nakagaito, A.N.; Li, Y.; Waterhouse, G.I.N. Effect of alkali treatment on interfacial bonding in abaca fiber-reinforced composites. Compos. Part A Appl. Sci. Manuf. 2016, 90, 589–597. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Yuan, X. Improving the mechanical properties of natural fibre fabric reinforced epoxy composites by alkali treatment. J. Reinf. Plast. Compos. 2012, 31, 425–437. [Google Scholar] [CrossRef]
- Fiore, V.; Di Bella, G.; Valenza, A. The effect of alkaline treatment on mechanical properties of kenaf fibers and their epoxy composites. Compos. Part B Eng. 2015, 68, 14–21. [Google Scholar] [CrossRef]
- Singh, G.P.; Madiwale, P.V.; Jagtap, R.N.; Adivarekar, R.V. Extraction of fibers from saccharum munja grass and its application in composites. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Nicoletti, F.; Vitale, G.; Prestipino, M.; Valenza, A. A new eco-friendly chemical treatment of natural fibres: Effect of sodium bicarbonate on properties of sisal fibre and its epoxy composites. Compos. Part B Eng. 2016, 85. [Google Scholar] [CrossRef]
- Santos, J.C.; Siqueira, R.L.; Vieira, L.M.G.; Freire, R.T.S.; Mano, V.; Panzera, T.H. Effects of sodium carbonate on the performance of epoxy and polyester coir-reinforced composites. Polym. Test. 2018, 67, 533–544. [Google Scholar] [CrossRef]
- dos Santos, J.C.; de Oliveira, L.Á.; Gomes Vieira, L.M.; Mano, V.; Freire, R.T.S.; Panzera, T.H. Eco-friendly sodium bicarbonate treatment and its effect on epoxy and polyester coir fibre composites. Constr. Build. Mater. 2019, 211, 427–436. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Valenza, A. Effect of sodium bicarbonate treatment on mechanical properties of flax-reinforced epoxy composite materials. J. Compos. Mater. 2018, 52, 1061–1072. [Google Scholar] [CrossRef]
- Chaitanya, S.; Singh, I. Sisal fiber-reinforced green composites: Effect of ecofriendly fiber treatment. Polym. Compos. 2017, 39, 4310–4321. [Google Scholar] [CrossRef]
- Selver, E.; Ucar, N.; Gulmez, T. Effect of stacking sequence on tensile, flexural and thermomechanical properties of hybrid flax/glass and jute/glass thermoset composites. J. Ind. Text. 2018, 48, 494–520. [Google Scholar] [CrossRef]
- Kumar, S.; Gangil, B.; Prasad, L.; Kumar Patel, V. A Review on mechanical behaviour of bast-glass fibre based hybrid polymer composites. Mater. Today Proc. 2017, 4, 9576–9580. [Google Scholar] [CrossRef]
- Sanjay, M.R.; Arpitha, G.R.; Yogesha, B. Sudy on mechanical properties of natural—glass fibre reinforced polymer hybrid composites: A review. Mater. Today Proc. 2015, 2, 2959–2967. [Google Scholar] [CrossRef]
- Fiore, V.; Calabrese, L.; Scalici, T.; Bruzzaniti, P.; Valenza, A. Bearing strength and failure behavior of pinned hybrid glass-flax composite laminates. Polym. Test. 2018, 69, 310–319. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; D’Altilia, S.; Valente, T.; Santulli, C.; Touchard, F.; Chocinski-Arnault, L.; Mellier, D.; Lampani, L.; Gaudenzi, P. Damage tolerance of carbon/flax hybrid composites subjected to low velocity impact. Compos. Part B Eng. 2016, 91, 144–153. [Google Scholar] [CrossRef]
- Bagheri, Z.S.; El Sawi, I.; Schemitsch, E.H.; Zdero, R.; Bougherara, H. Biomechanical properties of an advanced new carbon/flax/epoxy composite material for bone plate applications. J. Mech. Behav. Biomed. Mater. 2013, 20, 398–406. [Google Scholar] [CrossRef]
- Fiore, V.; Valenza, A.; Di Bella, G. Mechanical behavior of carbon/flax hybrid composites for structural applications. J. Compos. Mater. 2012, 46, 2089–2096. [Google Scholar] [CrossRef]
- Cicala, G.; Pergolizzi, E.; Piscopo, F.; Carbone, D.; Recca, G. Hybrid composites manufactured by resin infusion with a fully recyclable bioepoxy resin. Compos. Part B Eng. 2018, 132, 69–76. [Google Scholar] [CrossRef]
- Dhakal, H.N.; Zhang, Z.Y.; Guthrie, R.; MacMullen, J.; Bennett, N. Development of flax/carbon fibre hybrid composites for enhanced properties. Carbohydr. Polym. 2013, 96, 1–8. [Google Scholar] [CrossRef]
- Longana, M.; Ondra, V.; Yu, H.; Potter, K.; Hamerton, I. Reclaimed Carbon and Flax Fibre Composites: Manufacturing and Mechanical Properties. Recycling 2018, 3, 52. [Google Scholar] [CrossRef]
- Longana, M.L.; Yu, H.; Aryal, P.; Potter, K.D. The High Performance Discontinuous Fibre (HiPerDiF) Method for Carbon-Flax Hybrid Composites Manufacturing. In Proceedings of the 21st International Conference on Composite Materials, Xi’an, China, 20–25 August 2017. [Google Scholar]
- Bhanupratap, R.; Chittappa, H.C. Morphological Study of the Flexural Behaviour of Nanoclay Filled Jute/Kevlar Reinforced Epoxy Hybrid Composite. IOP Conf. Ser. Mater. Sci. Eng. 2018, 376, 012082. [Google Scholar] [CrossRef]
- Audibert, C.; Andreani, A.S.; Lainé, É.; Grandidier, J.C. Mechanical characterization and damage mechanism of a new flax-Kevlar hybrid/epoxy composite. Compos. Struct. 2018, 195, 126–135. [Google Scholar] [CrossRef]
- Almansour, F.A.; Dhakal, H.N.; Zhang, Z.Y. Effect of water absorption on Mode I interlaminar fracture toughness of flax/basalt reinforced vinyl ester hybrid composites. Compos. Struct. 2017, 168, 813–825. [Google Scholar] [CrossRef]
- Suresh Kumar, C.; Arumugam, V.; Dhakal, H.N.; John, R. Effect of temperature and hybridisation on the low velocity impact behavior of hemp-basalt/epoxy composites. Compos. Struct. 2015, 125, 407–416. [Google Scholar] [CrossRef]
- Almansour, F.A.; Dhakal, H.N.; Zhang, Z.Y. Investigation into Mode II interlaminar fracture toughness characteristics of flax/basalt reinforced vinyl ester hybrid composites. Compos. Sci. Technol. 2018, 154, 117–127. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Calabrese, L.; Valenza, A.; Proverbio, E. Effect of external basalt layers on durability behaviour of flax reinforced composites. Compos. Part B Eng. 2016, 84, 258–265. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Sarasini, F.; Tirilló, J.; Calabrese, L. Salt-fog spray aging of jute-basalt reinforced hybrid structures: Flexural and low velocity impact response. Compos. Part B Eng. 2017, 116, 99–112. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Badagliacco, D.; Enea, D.; Alaimo, G.; Valenza, A. Aging resistance of bio-epoxy jute-basalt hybrid composites as novel multilayer structures for cladding. Compos. Struct. 2017, 160, 1319–1328. [Google Scholar] [CrossRef]
- Karaduman, Y.; Onal, L.; Rawal, A. Effect of stacking sequence on mechanical properties of hybrid flax/jute fibers reinforced thermoplastic composites. Polym. Compos. 2015, 36, 2167–2173. [Google Scholar] [CrossRef]
- Mohan, K.; Rajmohan, T. Fabrication and characterization of MWCNT filled hybrid natural fiber composites. J. Nat. Fibers 2017, 14, 864–874. [Google Scholar] [CrossRef]
- Chaudhary, V.; Bajpai, P.K.; Maheshwari, S. An investigation on wear and dynamic mechanical behavior of jute/hemp/flax reinforced composites and its hybrids for tribological applications. Fibers Polym. 2018, 19, 403–415. [Google Scholar] [CrossRef]
- Rodríguez, E.; Petrucci, R.; Puglia, D.; Kenny, J.M.; Vázquez, A. Characterization of composites based on natural and glass fibers obtained by vacuum infusion. J. Compos. Mater. 2005, 39, 265–282. [Google Scholar] [CrossRef]
- Hammami, A.; Gebart, B.R. Analysis of the vacuum infusion molding process. Polym. Compos. 2000, 21, 28–40. [Google Scholar] [CrossRef]
- Scalici, T.; Pitarresi, G.; Badagliacco, D.; Fiore, V.; Valenza, A. Mechanical properties of basalt fiber reinforced composites manufactured with different vacuum assisted impregnation techniques. Compos. Part B Eng. 2016, 104, 35–43. [Google Scholar] [CrossRef]
- Gassan, J.; Bledzki, A.K. Possibilities for improving the mechanical properties of jute/epoxy composites by alkali treatment of fibres. Compos. Sci. Technol. 1999, 59, 1303–1309. [Google Scholar] [CrossRef]
- Hamad, S.F.; Stehling, N.; Holland, C.; Foreman, J.P.; Rodenburg, C. Low-Voltage SEM of natural plant fibers: Microstructure properties (surface and cross-section) and their link to the tensile properties. Procedia Eng. 2017, 200, 295–302. [Google Scholar] [CrossRef]
- Spārniņš, E.; Nyström, B.; Andersons, J. Interfacial shear strength of flax fibers in thermoset resins evaluated via tensile tests of UD composites. Int. J. Adhes. Adhes. 2012, 36, 39–43. [Google Scholar] [CrossRef]
- Charlet, K.; Béakou, A. Mechanical properties of interfaces within a flax bundle—Part I: Experimental analysis. Int. J. Adhes. Adhes. 2011, 31, 875–881. [Google Scholar] [CrossRef]
- Mustata, F.S.C.; Mustata, A. Dielectric behaviour of some woven fabrics on the basis of natural cellulosic fibers. Adv. Mater. Sci. Eng. 2014, 2014, 1–8. [Google Scholar] [CrossRef]
- Shanmugam, D.; Thiruchitrambalam, M. Static and dynamic mechanical properties of alkali treated unidirectional continuous Palmyra Palm Leaf Stalk Fiber/jute fiber reinforced hybrid polyester composites. Mater. Des. 2013, 50, 533–542. [Google Scholar] [CrossRef]
- Martínez-Hernández, A.L.; Velasco-Santos, C.; de-Icaza, M.; Castaño, V.M. Dynamical–mechanical and thermal analysis of polymeric composites reinforced with keratin biofibers from chicken feathers. Compos. Part B Eng. 2007, 38, 405–410. [Google Scholar] [CrossRef]
- Jawaid, M.; Abdul Khalil, H.P.S.; Hassan, A.; Dungani, R.; Hadiyane, A. Effect of jute fibre loading on tensile and dynamic mechanical properties of oil palm epoxy composites. Compos. Part B Eng. 2013, 45, 619–624. [Google Scholar] [CrossRef]
- Pothan, L.A.; George, C.N.; John, M.J.; Thomas, S. Dynamic mechanical and dielectric behavior of banana-glass hybrid fiber reinforced polyester composites. J. Reinf. Plast. Compos. 2010, 29, 1131–1145. [Google Scholar] [CrossRef]
- Fiore, V.; Calabrese, L.; Di Bella, G.; Scalici, T.; Galtieri, G.; Valenza, A.; Proverbio, E. Effects of aging in salt spray conditions on flax and flax/basalt reinforced composites: Wettability and dynamic mechanical properties. Compos. Part B Eng. 2016, 93, 35–42. [Google Scholar] [CrossRef]
- Calabrese, L.; Fiore, V.; Scalici, T.; Valenza, A. Experimental assessment of the improved properties during aging of flax/glass hybrid composite laminates for marine applications. J. Appl. Polym. Sci. 2019, 136, 47203. [Google Scholar] [CrossRef]
- Aziz, S.H.; Ansell, M.P.; Clarke, S.J.; Panteny, S.R. Modified polyester resins for natural fibre composites. Compos. Sci. Technol. 2005, 65, 525–535. [Google Scholar] [CrossRef]
- Wambua, P.; Ivens, J.; Verpoest, I. Natural fibres: Can they replace glass in fibre reinforced plastics? Compos. Sci. Technol. 2003, 63, 1259–1264. [Google Scholar] [CrossRef]
- Yan, L. Effect of alkali treatment on vibration characteristics and mechanical properties of natural fabric reinforced composites. J. Reinf. Plast. Compos. 2012, 31, 887–896. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | Stacking Sequence 1 | Fabrics | Thickness (mm) | Fiber Content (%) | ρe (g/cm3) | ρt (g/cm3) | Void Content (%) |
|---|---|---|---|---|---|---|---|
| Flax-AR | [F]5 | as received | 3.38 ± 0.03 | 0.316 | 1.234 | 1.287 | 4.12 |
| Flax-T | [F]5 | treated | 3.71 ± 0.04 | 0.273 | 1.279 | 1.239 | 3.17 |
| Jute-AR | [J]5 | as received | 4.72 ± 0.09 | 0.326 | 1.301 | 1.237 | 4.91 |
| Jute-T | [J]5 | treated | 5.65 ± 0.05 | 0.258 | 1.282 | 1.225 | 4.48 |
| F-Hybrid-AR | [F/J/F/J/F] | as received | 3.96 ± 0.03 | 0.296 | 1.266 | 1.211 | 4.31 |
| F-Hybrid-T | [F/J/F/J/F] | treated | 4.39 ± 0.11 | 0.255 | 1.260 | 1.208 | 4.11 |
| J-Hybrid-AR | [J/F/J/F/J] | as received | 4.19 ± 0.05 | 0.338 | 1.274 | 1.213 | 4.77 |
| J-Hybrid-T | [J/F/J/F/J] | treated | 4.90 ± 0.17 | 0.279 | 1.264 | 1.207 | 4.48 |
| CODE | Flexural Strength (MPa) | Flexural Modulus (GPa) | Strain at Maximum Stress (%) |
|---|---|---|---|
| Flax-AR | 73.7 ± 6.0 | 3.75 ± 0.47 | 5.2 ± 0.2 |
| Flax-T | 103.5 ± 7.3 | 5.48 ± 0.23 | 3.0 ± 0.3 |
| Jute-AR | 87.6 ± 3.7 | 4.36 ± 0.19 | 3.0 ± 0.1 |
| Jute-T | 80.8 ± 3.7 | 4.42 ± 0.12 | 2.4 ± 0.1 |
| CODE | Impact Energy (kJ/m2) | Peak Load (N) | Deflection at Break (mm) |
|---|---|---|---|
| Flax-AR | 21.54 ± 2.95 | 130.5 ± 11.0 | 7.7 ± 0.5 |
| Flax-T | 12.85 ± 2.06 | 180.6 ± 13.1 | 4.2 ± 0.3 |
| Jute-AR | 13.48 ± 0.90 | 284.8 ± 25.7 | 2.9 ± 0.3 |
| Jute-T | 14.72 ± 3.05 | 223.6 ± 20.7 | 3.7 ± 0.3 |
| F-Hybrid-AR | 18.77 ± 0.90 | 186.9 ± 11.7 | 5.4 ± 0.4 |
| F-Hybrid-T | 14.54 ± 0.90 | 225.5 ± 11.2 | 3.7 ± 0.2 |
| J-Hybrid-AR | 13.79 ± 1.64 | 237.8 ± 12.7 | 3.5 ± 0.3 |
| J-Hybrid-T | 15.18 ± 0.31 | 178.0 ± 5.8 | 4.2 ± 0.3 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fiore, V.; Calabrese, L. Effect of Stacking Sequence and Sodium Bicarbonate Treatment on Quasi-Static and Dynamic Mechanical Properties of Flax/Jute Epoxy-Based Composites. Materials 2019, 12, 1363. https://doi.org/10.3390/ma12091363
Fiore V, Calabrese L. Effect of Stacking Sequence and Sodium Bicarbonate Treatment on Quasi-Static and Dynamic Mechanical Properties of Flax/Jute Epoxy-Based Composites. Materials. 2019; 12(9):1363. https://doi.org/10.3390/ma12091363
Chicago/Turabian StyleFiore, Vincenzo, and Luigi Calabrese. 2019. "Effect of Stacking Sequence and Sodium Bicarbonate Treatment on Quasi-Static and Dynamic Mechanical Properties of Flax/Jute Epoxy-Based Composites" Materials 12, no. 9: 1363. https://doi.org/10.3390/ma12091363
APA StyleFiore, V., & Calabrese, L. (2019). Effect of Stacking Sequence and Sodium Bicarbonate Treatment on Quasi-Static and Dynamic Mechanical Properties of Flax/Jute Epoxy-Based Composites. Materials, 12(9), 1363. https://doi.org/10.3390/ma12091363