X-ray Determination of Compressive Residual Stresses in Spring Steel Generated by High-Speed Water Quenching

 ,
,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
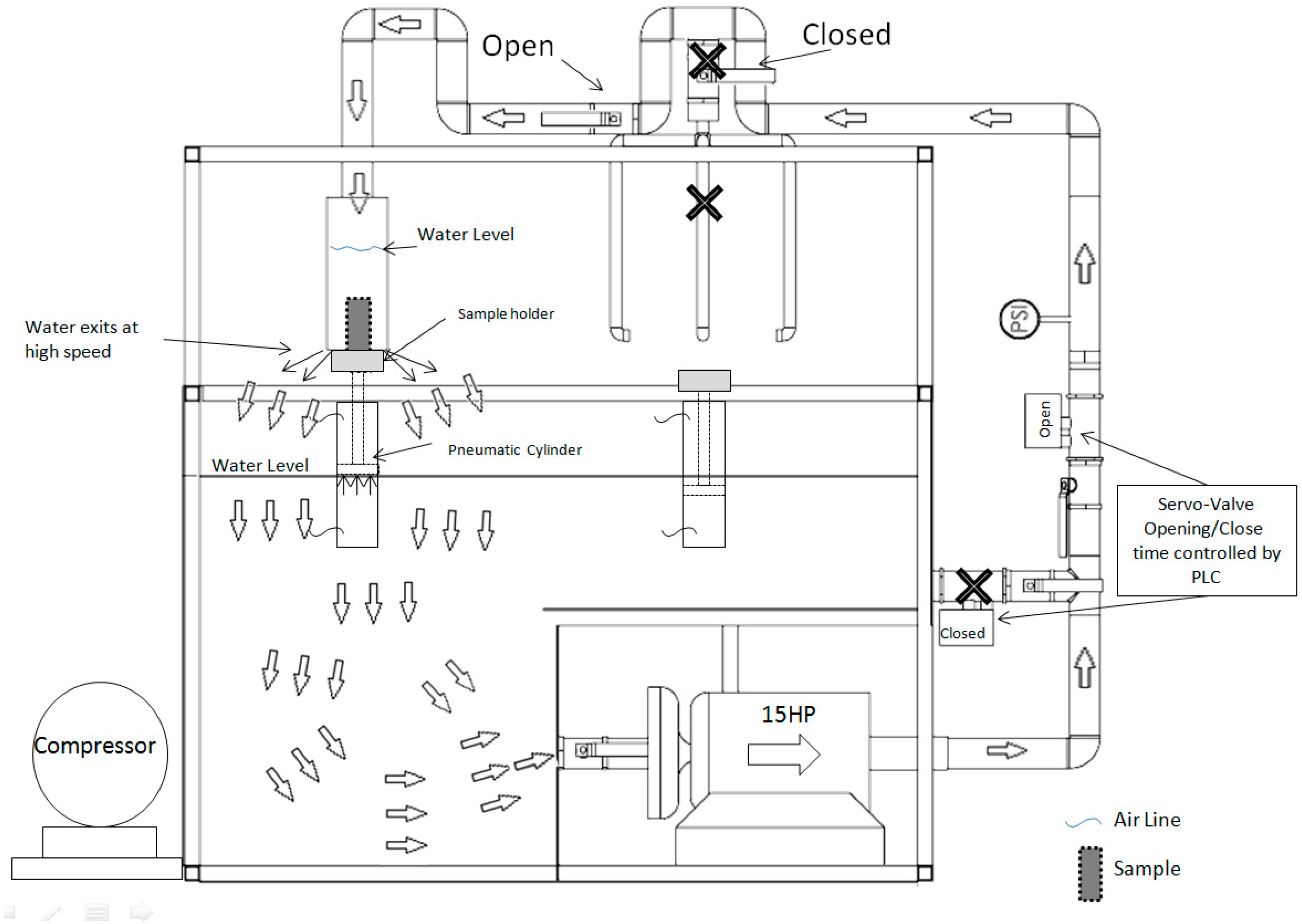
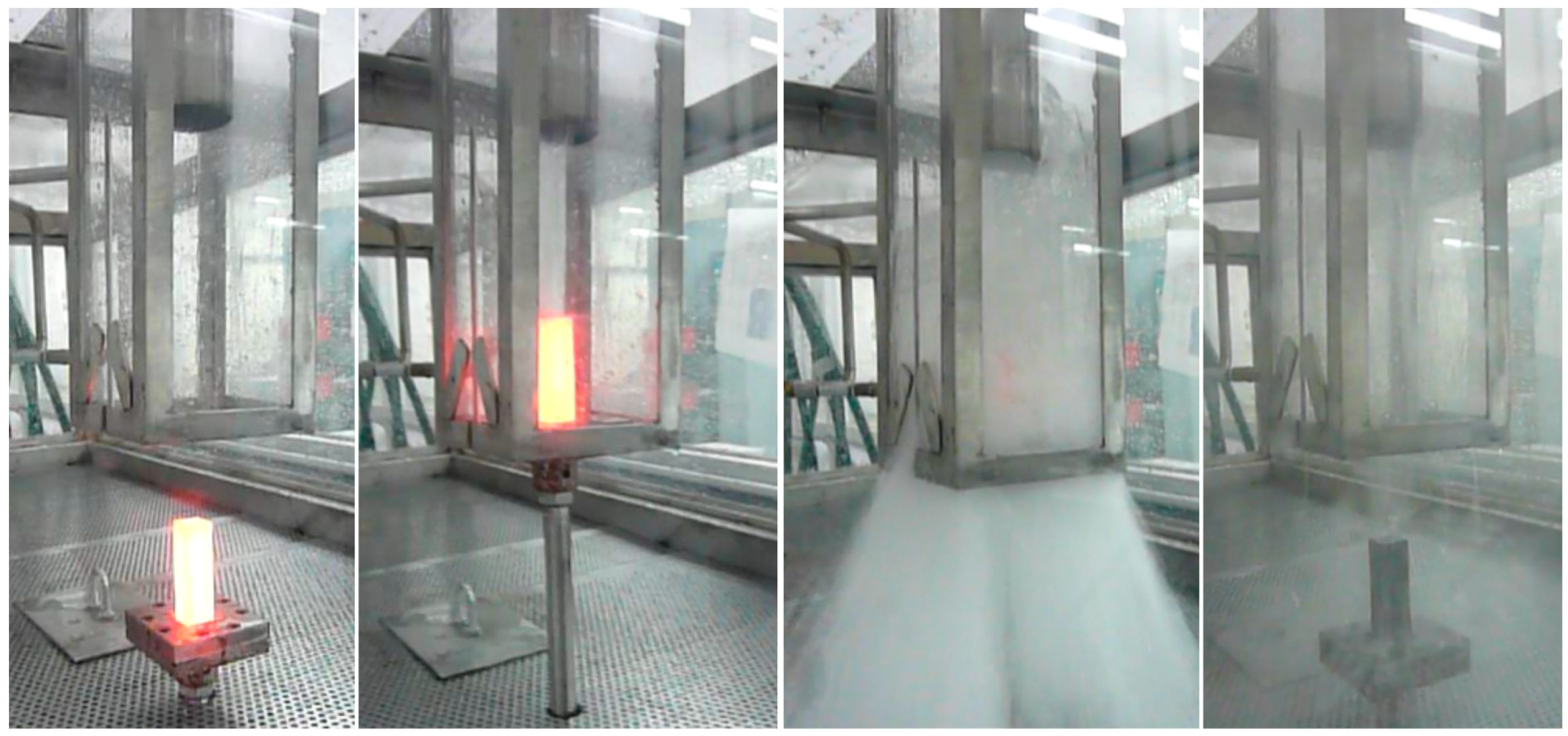
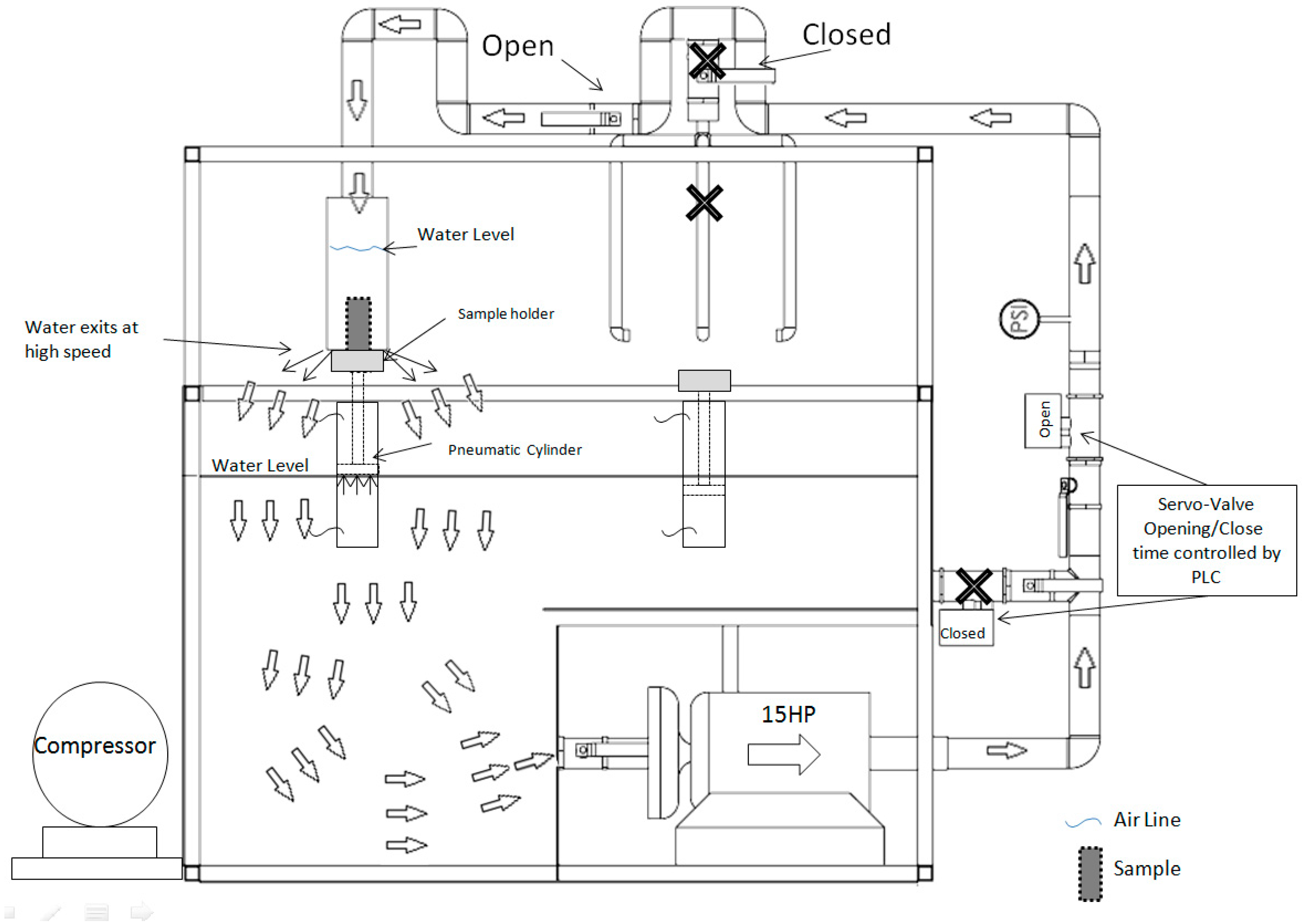
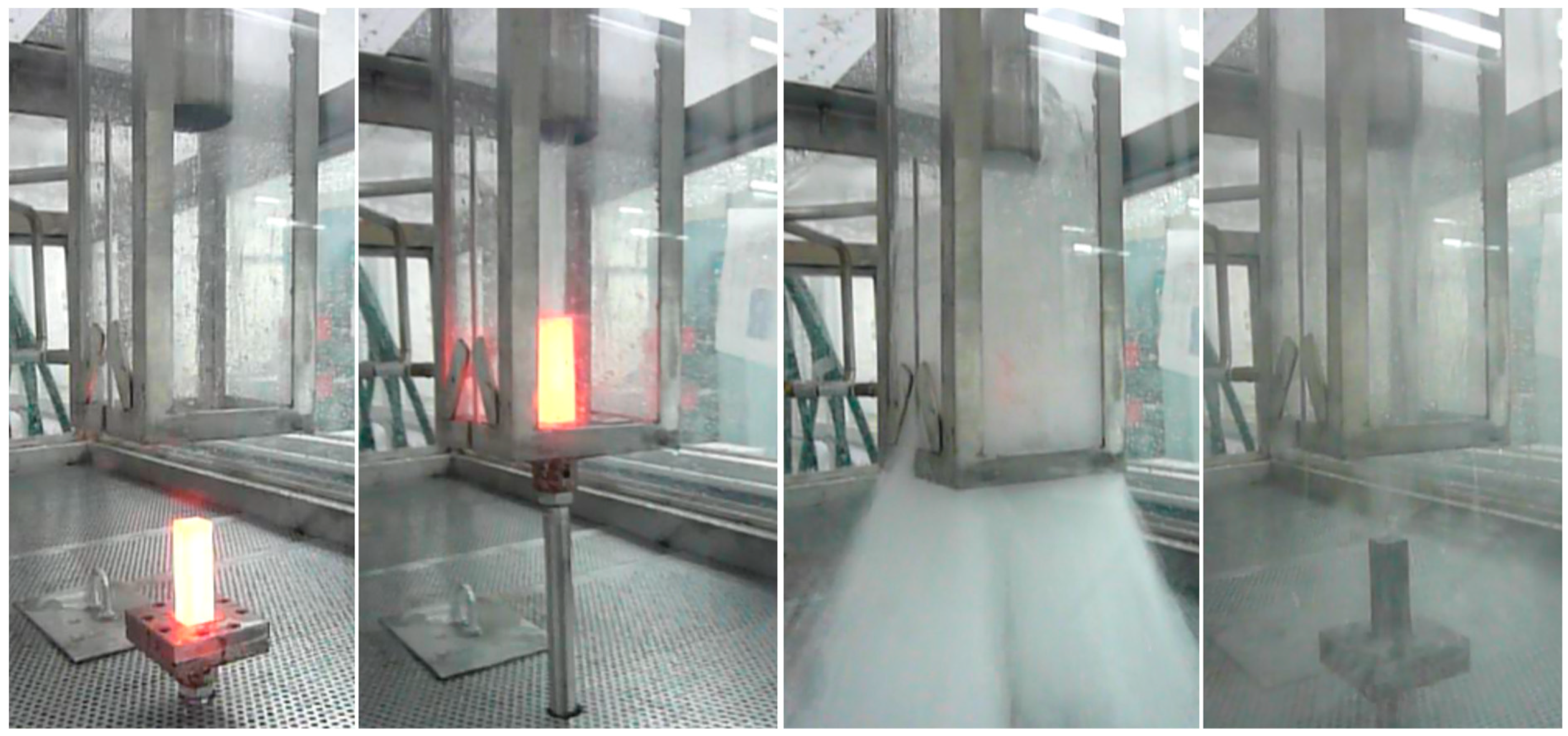
2.2. Quenching System
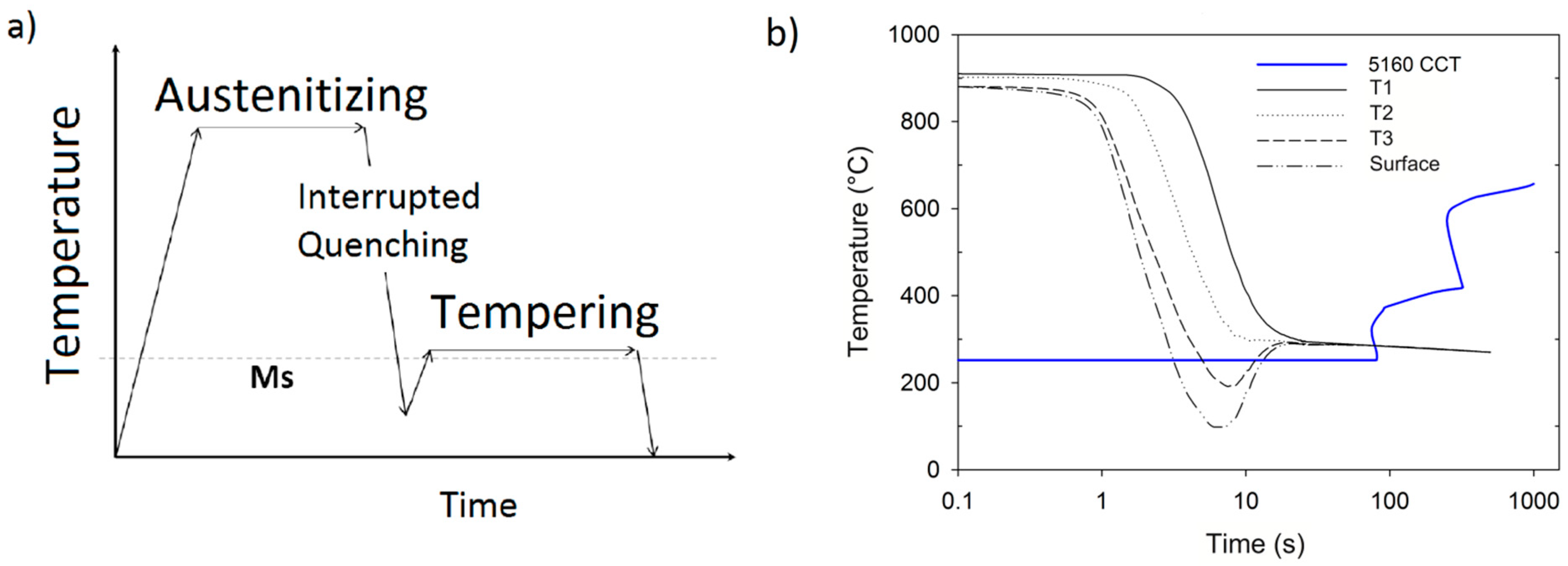
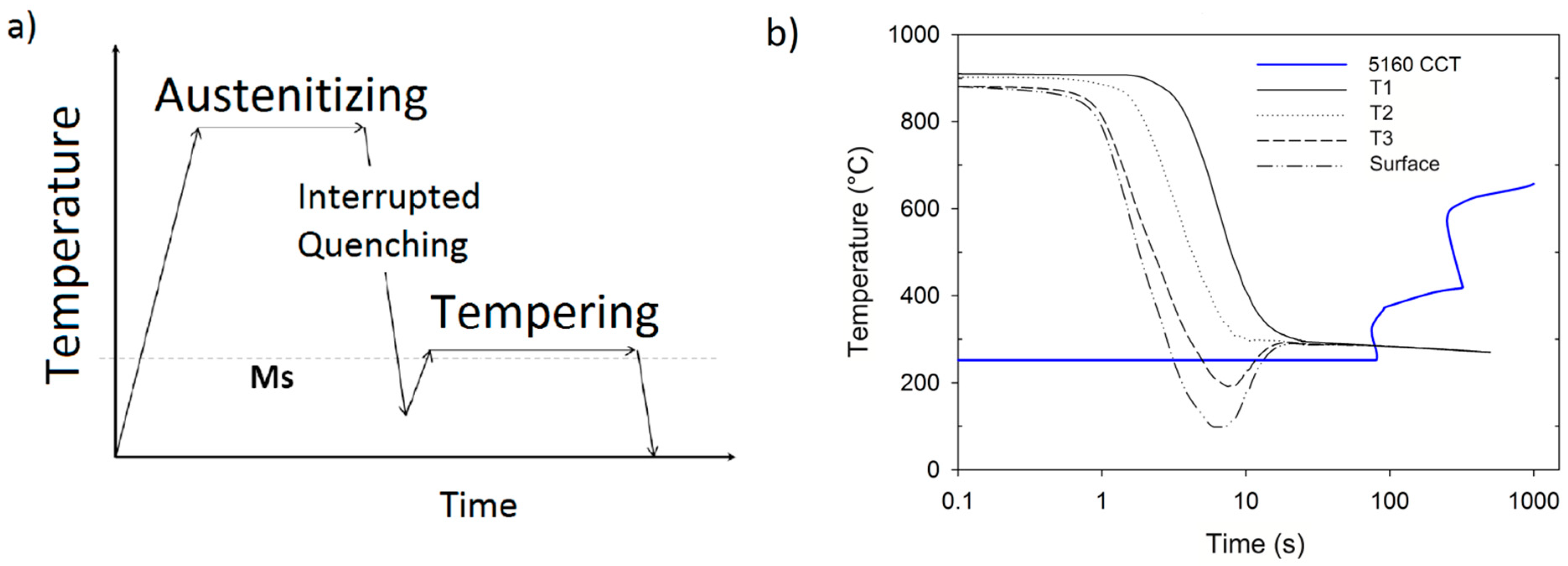
2.3. Heat Treatments
2.4. Characterization of Samples
3. Results and Discussion
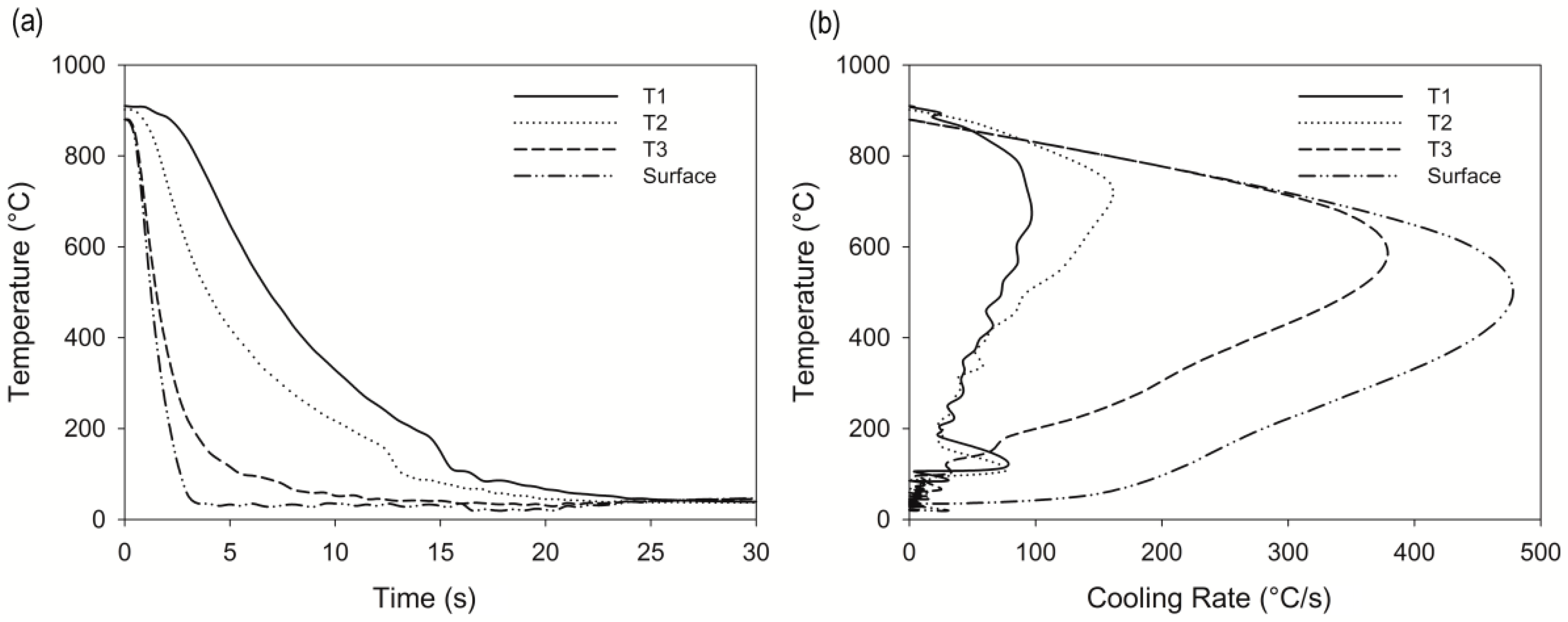
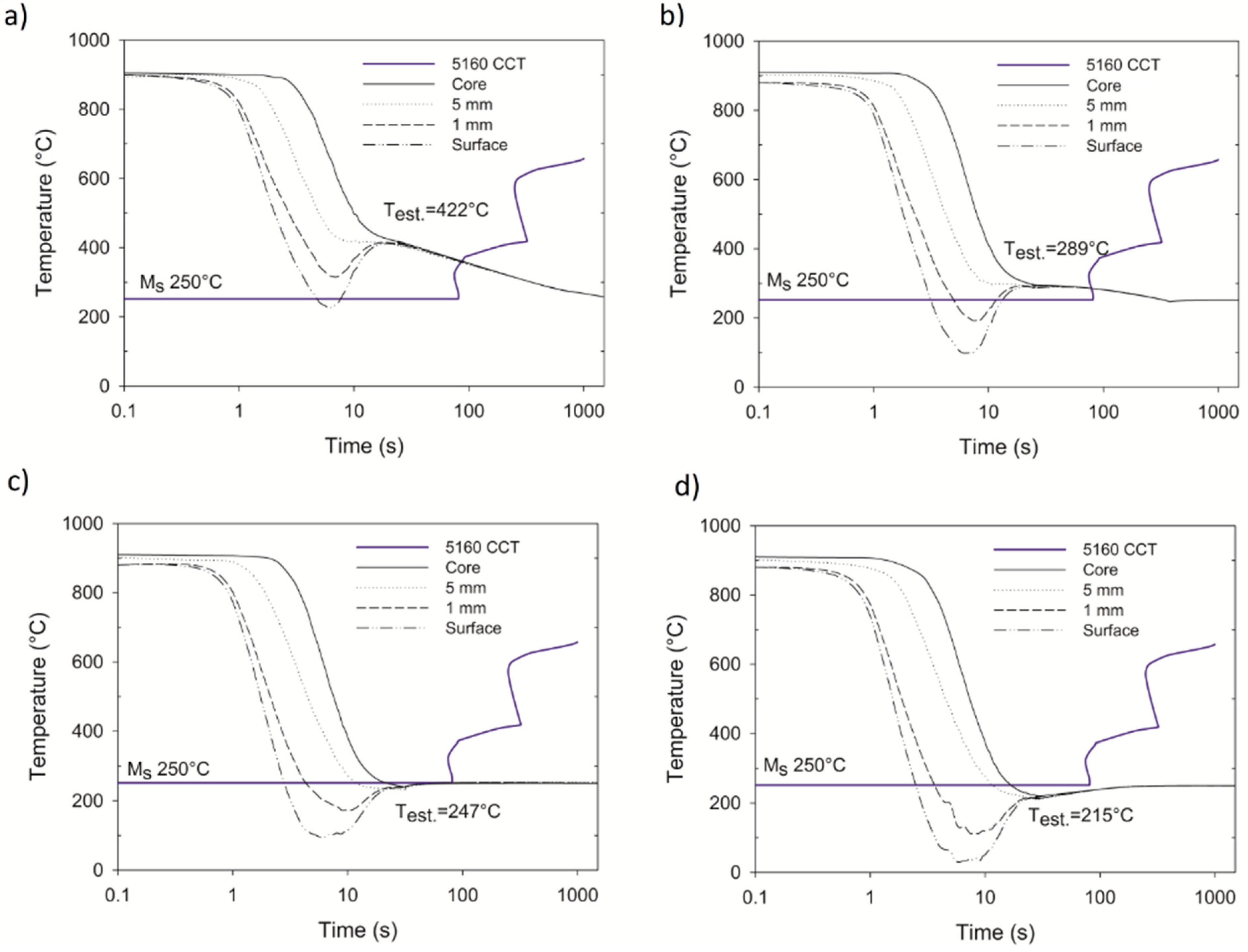
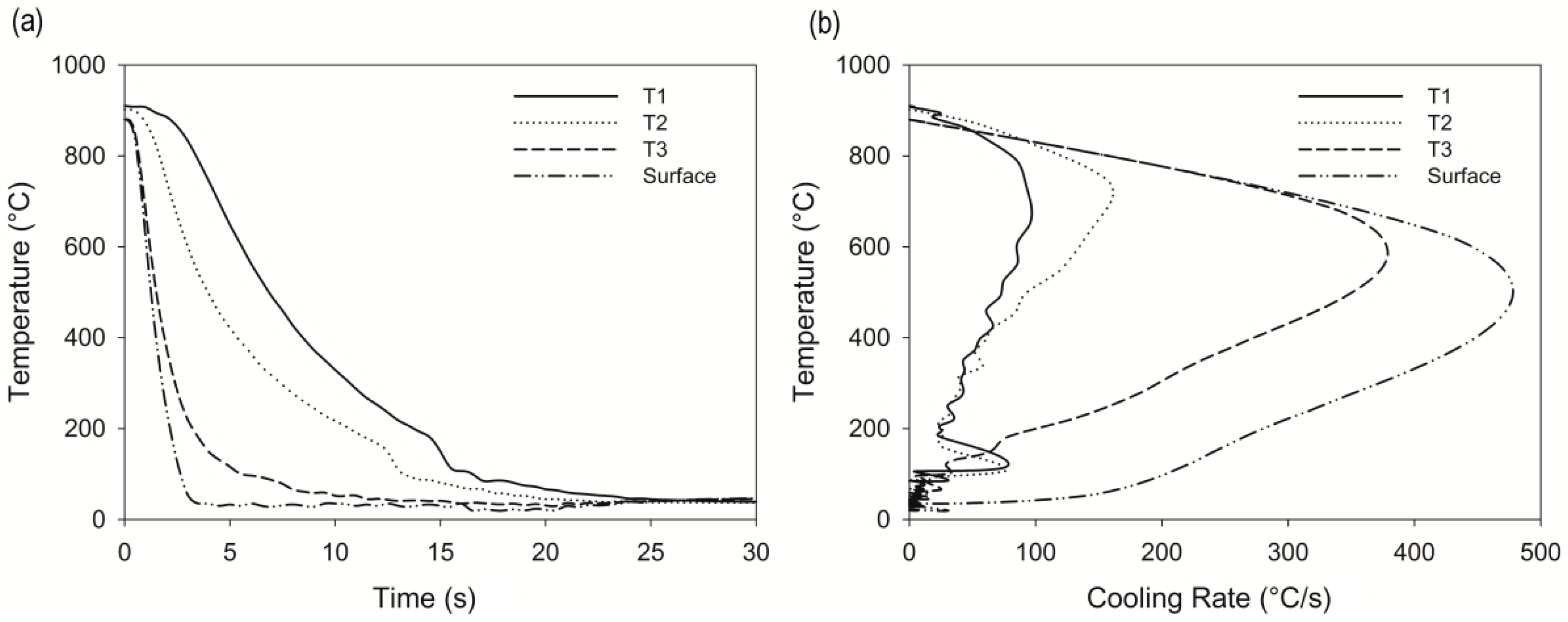
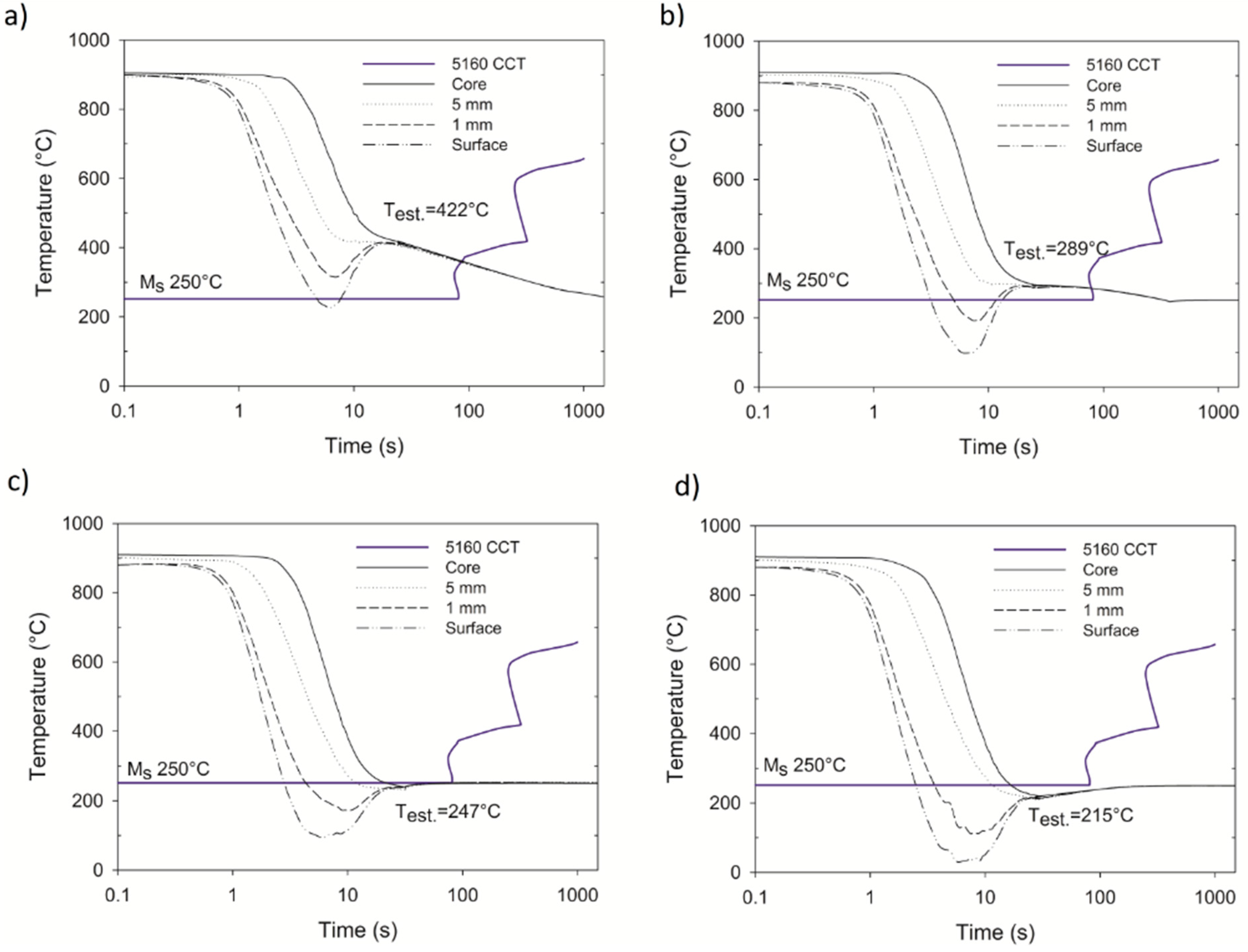
3.1. Thermal Analysis
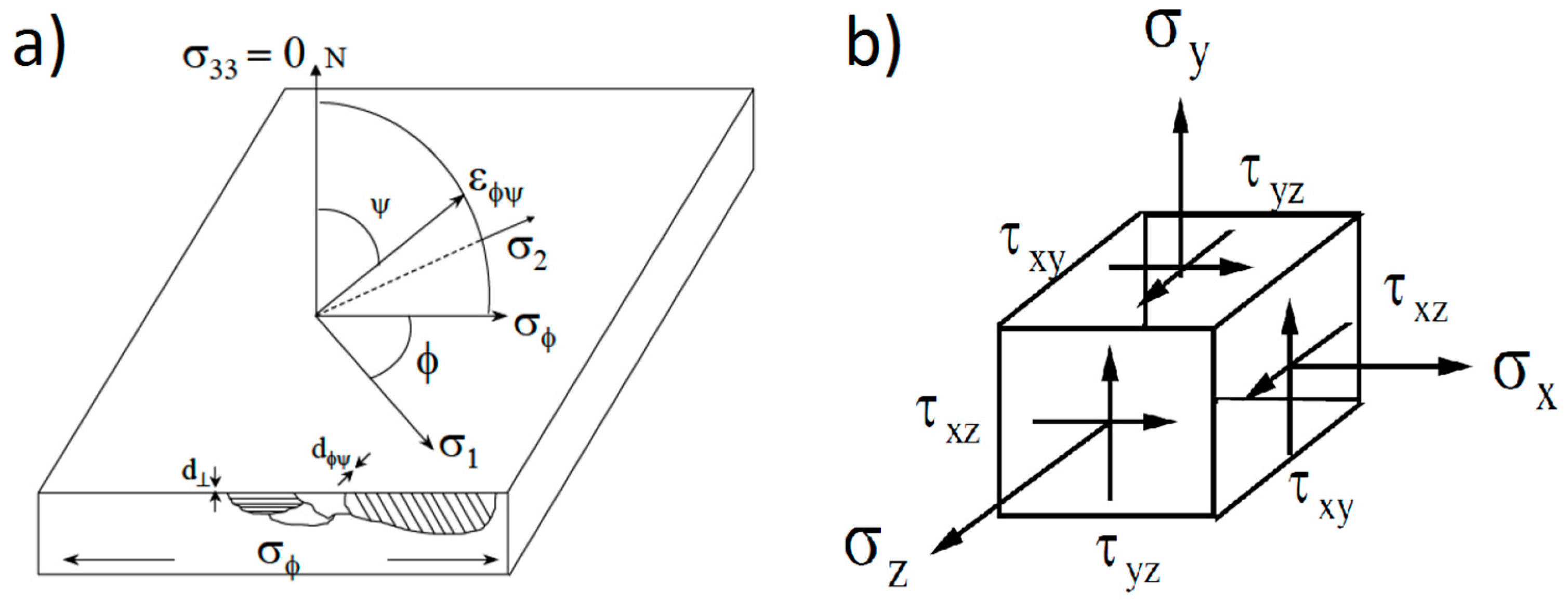
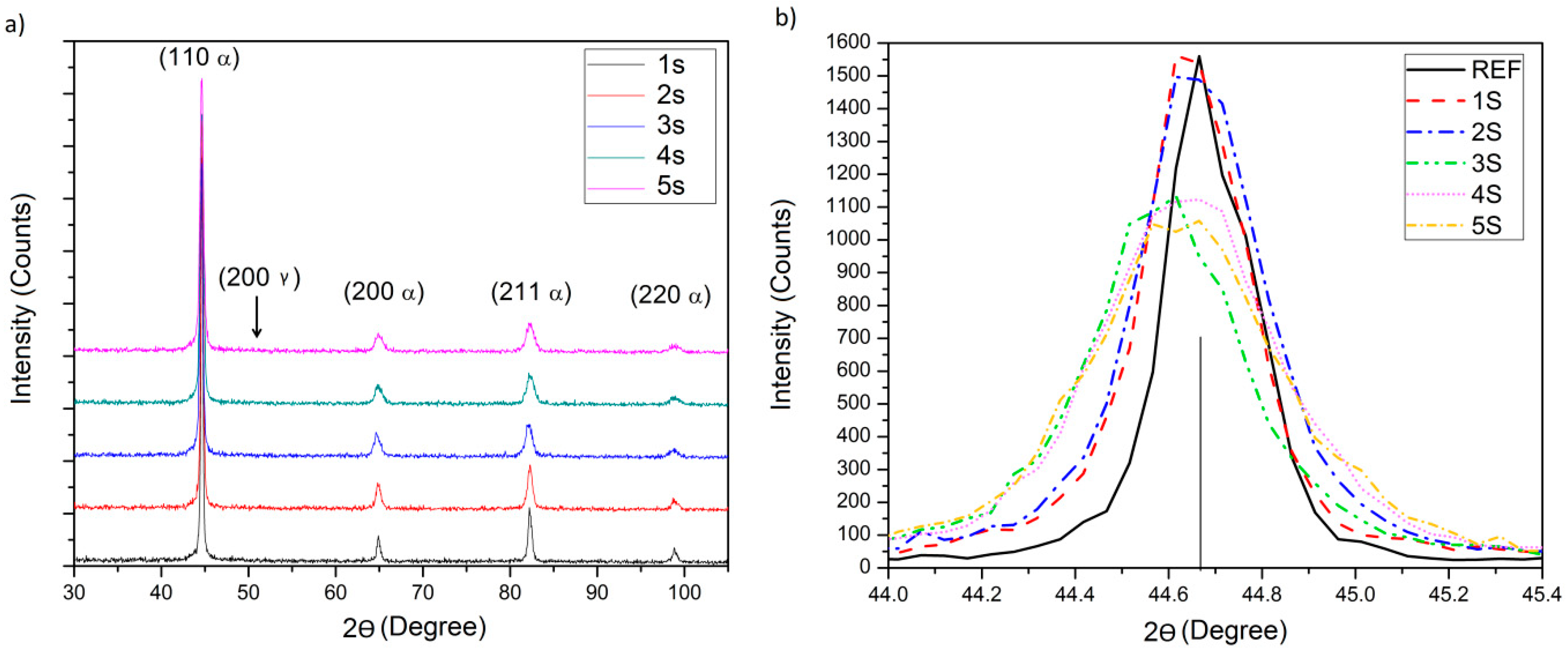
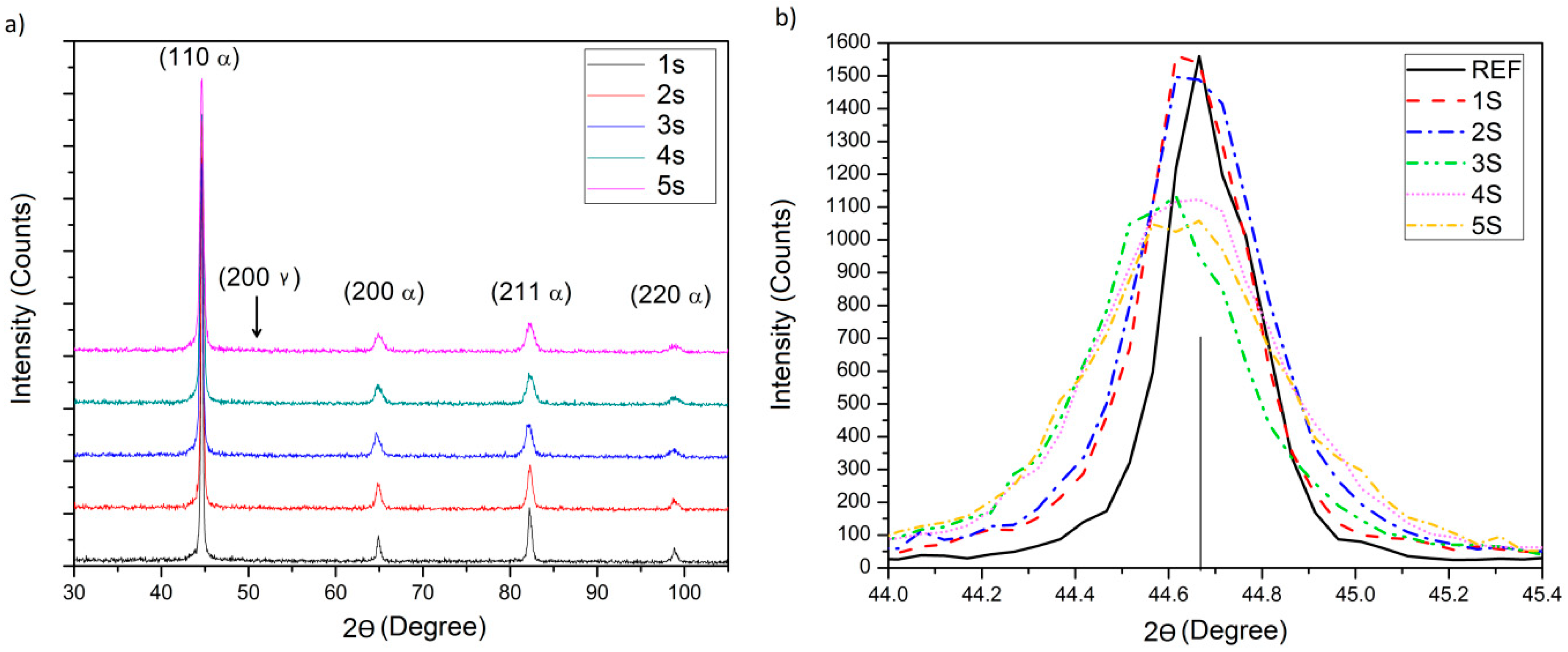
3.2. X-ray Diffraction
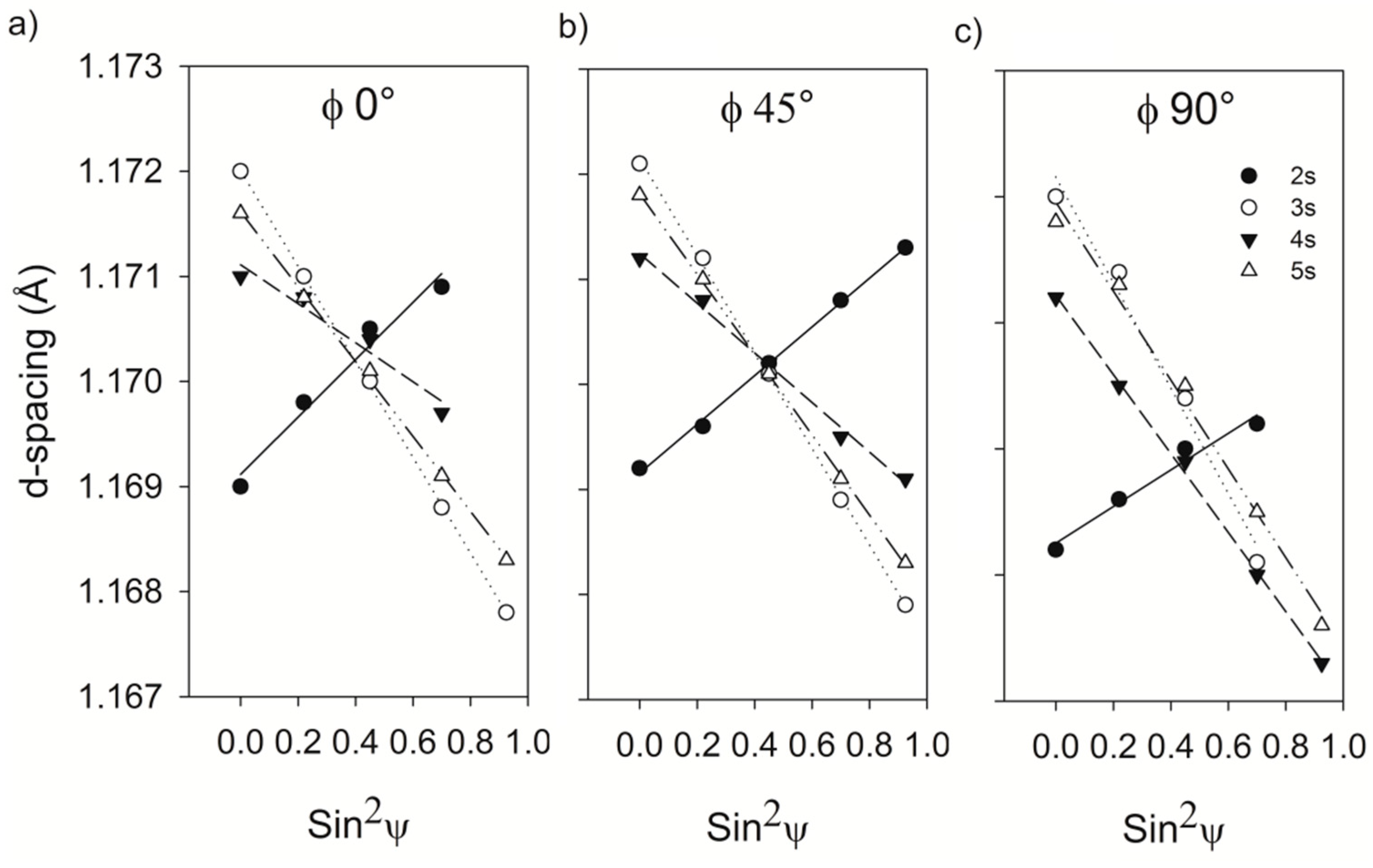
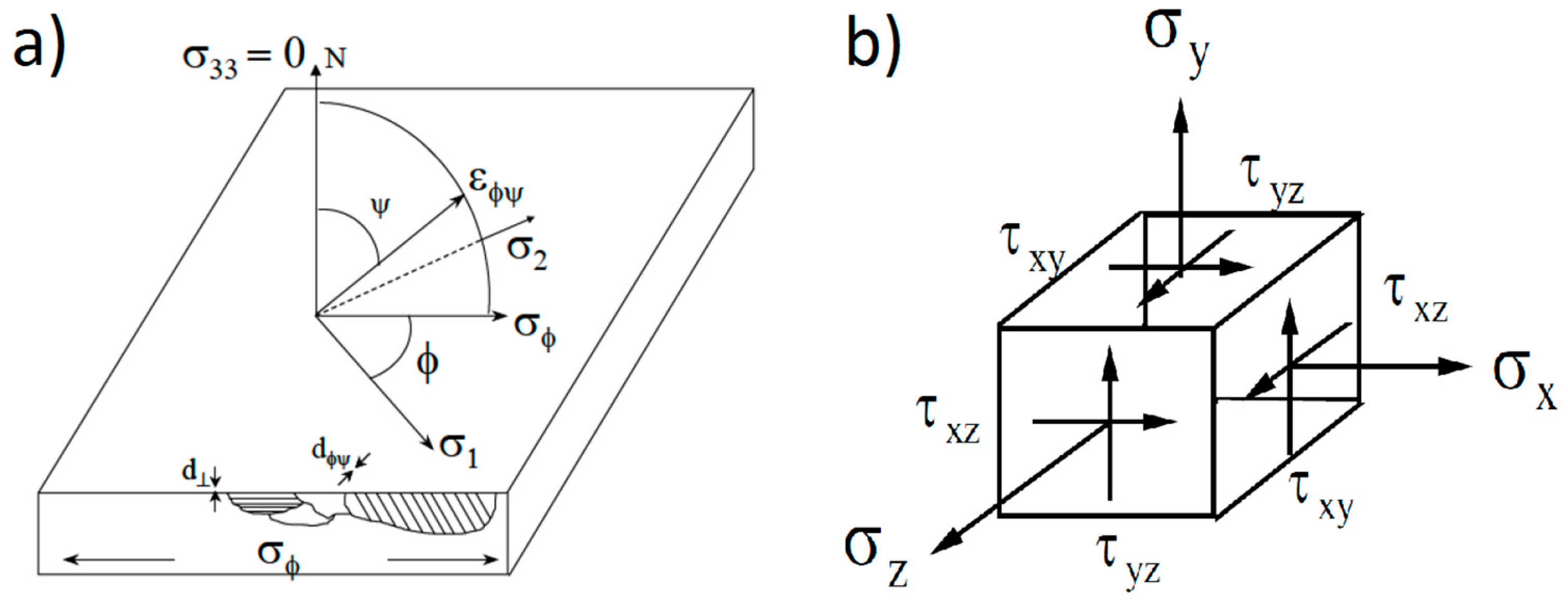
3.2.1. Residual Stresses
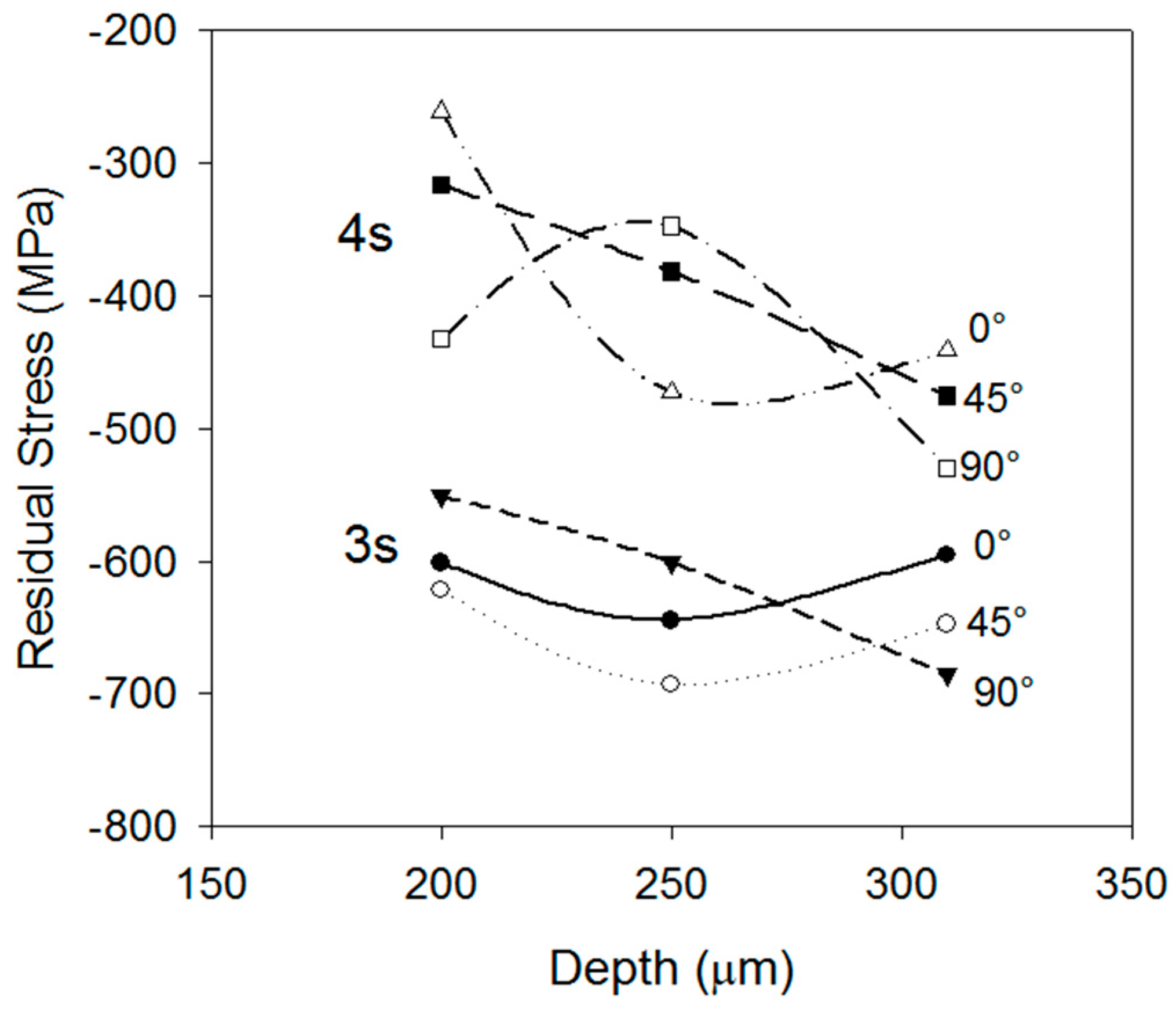
3.2.2. Residual Stress Profile
4. Concluding Remarks
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Todinov, M.T. Residual stresses at the surface of automotive suspension springs. J. Mater. Sci. 2000, 35, 3313–3320. [Google Scholar] [CrossRef]
- Jaramillo S, H.E.; de Sánchez, N.A.; Avila D, J.A. Effect of the shot peening process on the fatigue strength of SAE 5160 steel. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2018, 0954406218816349. [Google Scholar] [CrossRef]
- Segurado, E.; Belzunce, F.J.; Pariente, I.F. Effects of low intensity shot peening treatments applied with different types of shots on the fatigue performance of a high-strength steel. Surf. Coat. Technol. 2018, 340, 25–35. [Google Scholar] [CrossRef]
- NIKU-LARI, A. Influence of Residual Stresses Introduced by Shot Peening Upon the Fatigue Life of Materials. Exp. Tech. 1983, 7, 21–25. [Google Scholar] [CrossRef]
- Burrell, N.K. Controlled Shot Peening of Automotive Components. SAE Trans. 1985, 94, 44–51. [Google Scholar]
- Aronov, M.; Kobasko, N.; Powell, J.; Andreski, W.; Tirpak, J. INTENSIVE QUENCHING FOR LEAN MANUFACTURING OF STEEL PARTS. Adv. Mater. Processes 2017, 175, 56–60. [Google Scholar]
- Kobasko, N.I.; Aronov, M.A.; Guseynov, S.E.; Rimshans, J.S. Batch Intensive Quenching Processes for Minimizing Steel Part Distortion and Improving Part Performance Characteristics. Mater. Perform. Charact. 2015, 3, 20130096. [Google Scholar] [CrossRef]
- Frerichs, F.; Fritsching, U.; Lübben, T.; Sander, S.; Schüttenberg, S. Schalenhärtung mittels Hochgeschwindigkeits-Abschreckung Teil 2. HTM J. Heat Treat. Mater. 2015, 70, 123–134. [Google Scholar] [CrossRef]
- Frerichs, F.; Lübben, T.; Hoffmann, F.; Zoch, H.-W. Shell hardening of unalloyed steel cylinders by high speed quenching. Int. Heat Treat. Surf. Eng. 2014, 8, 188–193. [Google Scholar] [CrossRef]
- Canale, L.C.F.; Kobasko, N.I.; Totten, G.E. Intensive quenching Part 2 – Formation of optimal surface compressive stresses. Int. Heat Treat. Surf. Eng. 2007, 1, 60–63. [Google Scholar] [CrossRef]
- Cullity, B.D. Elements of X-ray diffraction, 2nd ed.; Addison-Wesley Publishing Company, Inc.: Menlo Park, CA, USA, 1978. [Google Scholar]
- Anderoglu, O. Residual stress measurement using X-ray diffraction. Ph.D. Thesis, Texas A&M University, Brazos County, TX, USA, December 2004. [Google Scholar]
- Fitzpatrick, M.E.; Fry, A.T.; Holdway, P.; Kandil, F.A.; Shackleton, J.; Suominen, L. Determination of Residual Stresses by X-ray Diffraction; National Physical Laboratory: Teddington, UK, 2005. [Google Scholar]
- Lozano, D.E.; Martinez-Cazares, G.; Mercado-Solis, R.D.; Colás, R.; Totten, G.E. Estimation of Transient Temperature Distribution during Quenching, via a Parabolic Model. Strojniški Vestn. – J. Mech. Eng. 2015, 61, 107–114. [Google Scholar] [CrossRef]
- Kobasko, N.I.; Prokhorenko, N.I. Quenching cooling rate effect on crack formation of 45 steel. Metalloved. Termicheskaya Obrab. Met. 1964, 2, 53–54. [Google Scholar]
- De Campos, L.; Canale, F.; Totten, G.E. Quenching Technology: A Selected Overview of the Current State-of-the-art. Mater. Res. 2005, 8, 461–467. [Google Scholar]
- Clarke, A.J.; Speer, J.G.; Miller, M.K.; Hackenberg, R.E.; Edmonds, D.V.; Matlock, D.K.; Rizzo, F.C.; Clarke, K.D.; De Moor, E. Carbon partitioning to austenite from martensite or bainite during the quench and partition (Q&P) process: A critical assessment. Acta Mater. 2008, 56, 16–22. [Google Scholar]
- Noyan, I.C.; Cohen, J.B.; Stress, R. Residual stress: Measurement by diffraction and interpretation; Springer-Verlag: New York, NY, USA, 1987. [Google Scholar]
- Prevey, P.S. X-ray diffraction residual stress techniques. In ASM Handbook; ASM international: Materials Park, OH, USA, 1986; pp. 380–392. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | P | S | Si | Ni | Cr | Cu | Nb | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|
| wt% | 0.58 | 0.885 | 0.017 | 0.016 | 0.26 | 0.01 | 0.78 | 0.013 | 0.003 | 0.0038 | 0.0264 |
| Sample | Intensity | 2w | 2θ’ | d2θ’ |
|---|---|---|---|---|
| 1 s | 1562 | 0.25 | 44.665 | 2.0274 |
| 2 s | 1497 | 0.35 | 44.655 | 2.0276 |
| 3 s | 1134 | 0.39 | 44.585 | 2.0308 |
| 4 s | 1123 | 0.45 | 44.615 | 2.0295 |
| 5 s | 1058 | 0.49 | 44.635 | 2.0287 |
| Angle | 2s | 3s | 4s | 5s | ||||
|---|---|---|---|---|---|---|---|---|
| φ (°) | σφ (MPa) | τφ (MPa) | σφ (MPa) | τφ (MPa) | σφ (MPa) | τφ (MPa) | σφ (Mpa) | τφ (MPa) |
| 0 | 358.3 | 6.6 | -601.1 | 20.1 | –261.2 | 9.9 | –490.7 | 22.9 |
| 45 | 278 | 19.9 | -621.6 | –5.6 | –316.3 | 19.4 | –508.5 | 19.9 |
| 90 | 189.7 | 12.6 | –551 | –9.3 | –431.8 | 17.4 | –470.6 | 31 |
| Sample | Stress Tensor (MPa) | Principal Stresses (MPa) | ||||||
|---|---|---|---|---|---|---|---|---|
| 358.3 | 4 | 6.6 | 358.4 | 0 | 0 | |||
| 2s | σij= | 4 | 189.7 | 12.6 | σij= | 0 | 189.6 | 0 |
| 6.6 | 12.6 | 0 | 0 | 0 | 0 | |||
| −601.1 | −45.5 | 20.1 | −628 | 0 | 0 | |||
| 3s | σij= | −45.5 | −551 | −9.3 | σij= | 0 | −524.1 | 0 |
| 20.1 | −9.3 | 0 | 0 | 0 | 0 | |||
| −261.2 | 30.2 | 9.9 | –256 | 0 | 0 | |||
| 4s | σij= | 30.2 | −431.8 | 17.4 | σij= | 0 | −437 | 0 |
| 9.9 | 17.4 | 0 | 0 | 0 | 0 | |||
| −490.7 | −27.9 | 22.9 | −510.3 | 0 | 0 | |||
| 5s | σij= | −27.9 | −470.6 | 31 | σij= | 0 | −451 | 0 |
| 22.9 | 31 | 0 | 0 | 0 | 0 | |||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lozano, D.E.; Totten, G.E.; Bedolla-Gil, Y.; Guerrero-Mata, M.; Carpio, M.; Martinez-Cazares, G.M. X-ray Determination of Compressive Residual Stresses in Spring Steel Generated by High-Speed Water Quenching. Materials 2019, 12, 1154. https://doi.org/10.3390/ma12071154
Lozano DE, Totten GE, Bedolla-Gil Y, Guerrero-Mata M, Carpio M, Martinez-Cazares GM. X-ray Determination of Compressive Residual Stresses in Spring Steel Generated by High-Speed Water Quenching. Materials. 2019; 12(7):1154. https://doi.org/10.3390/ma12071154
Chicago/Turabian StyleLozano, Diego E., George E. Totten, Yaneth Bedolla-Gil, Martha Guerrero-Mata, Marcel Carpio, and Gabriela M. Martinez-Cazares. 2019. "X-ray Determination of Compressive Residual Stresses in Spring Steel Generated by High-Speed Water Quenching" Materials 12, no. 7: 1154. https://doi.org/10.3390/ma12071154
APA StyleLozano, D. E., Totten, G. E., Bedolla-Gil, Y., Guerrero-Mata, M., Carpio, M., & Martinez-Cazares, G. M. (2019). X-ray Determination of Compressive Residual Stresses in Spring Steel Generated by High-Speed Water Quenching. Materials, 12(7), 1154. https://doi.org/10.3390/ma12071154