3.2.1. Friction Welding Machine and Parameters
An important process for manufacturing a HHSV is sealing the hollow valve head through high production efficiency. It has been proved that high quality welds can be produced by friction welding. Friction welding has been applied to join many different types of engineering materials [
18]. The advantages of friction welding include: energy saving, low distortion of workpiece and environment protection, as well as no filler metal needed. Friction welding is found to be a suitable way to weld many dissimilar metals. The weld strength is at least as strong or even stronger than the weaker of the two materials being joined [
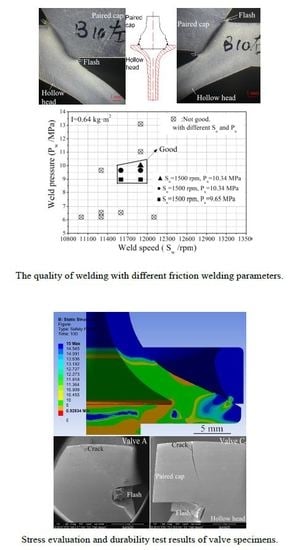
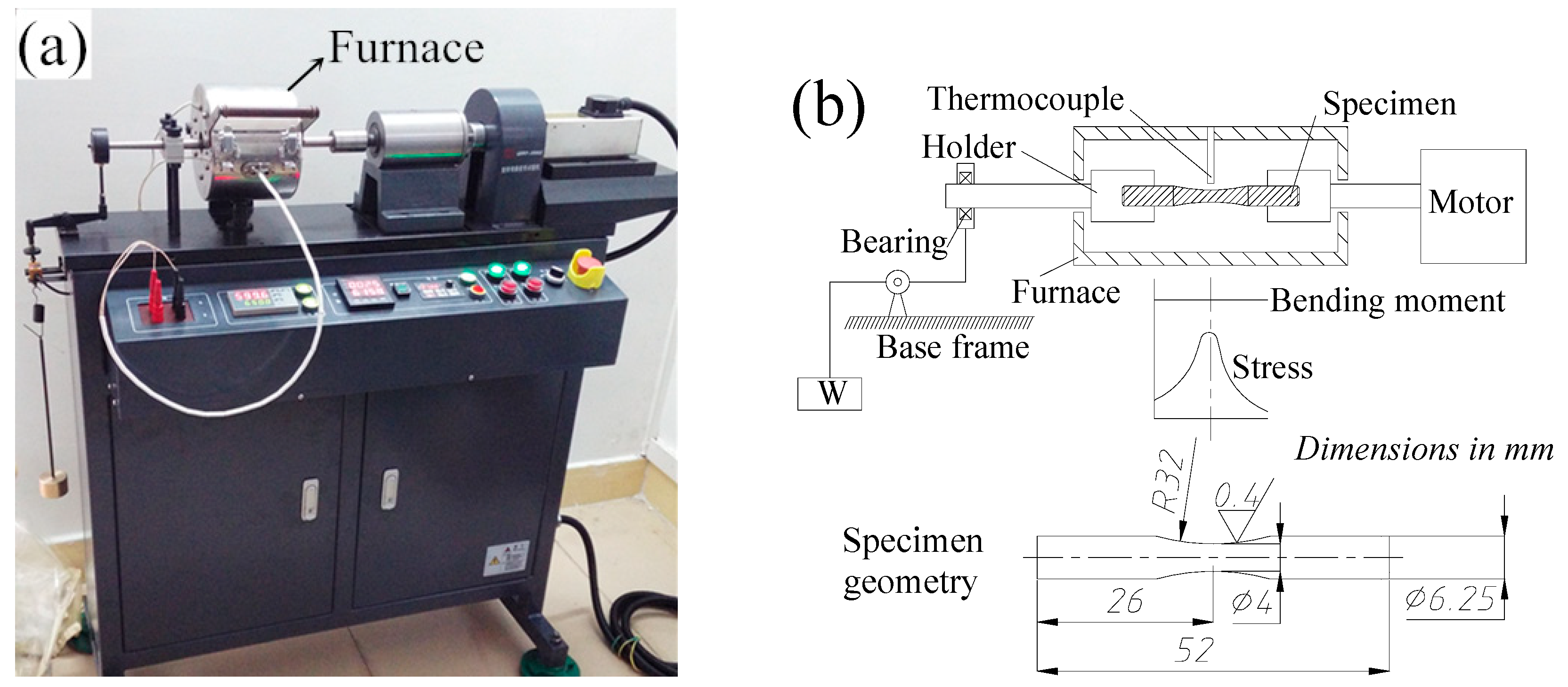
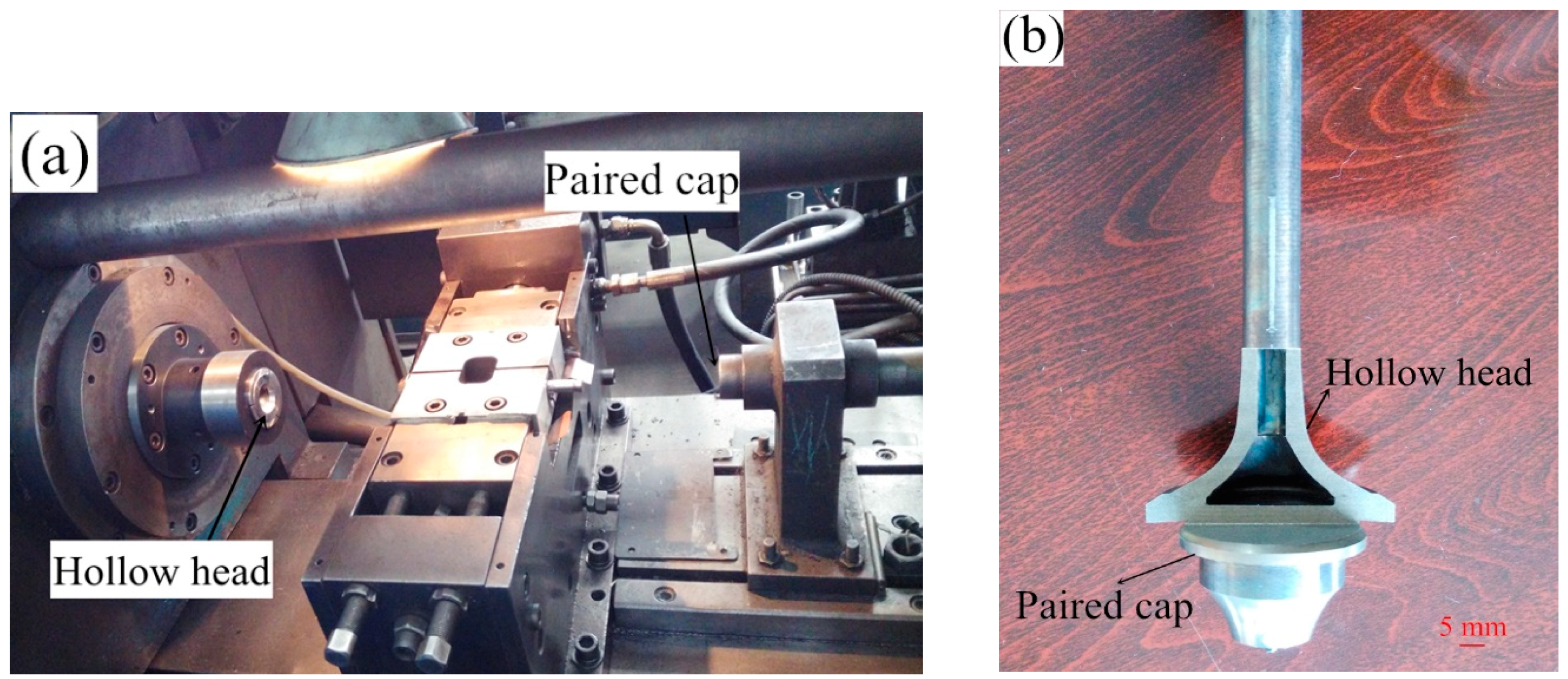
19]. Due to the circular cross-section of a HHSV, rotary inertia friction welding (IFW) was used to seal the hollow head. In this work, the welding was performed in a MTI Model 120B Inertia Friction Welder in the HJ company. A typical progress photo record before the welding process is presented in
Figure 4a, and a typical semi-finished HHSV after welding process is presented in
Figure 4b.
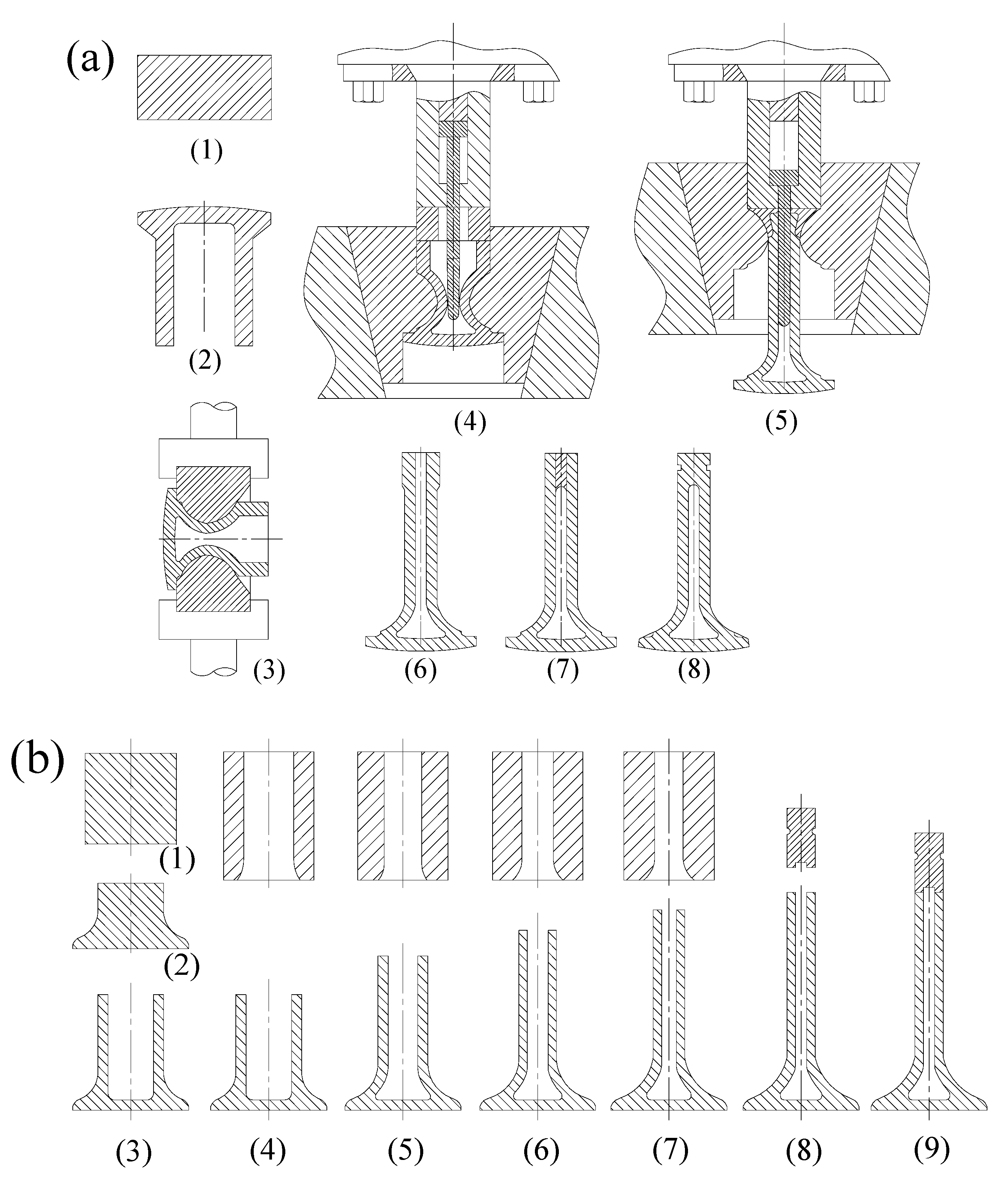
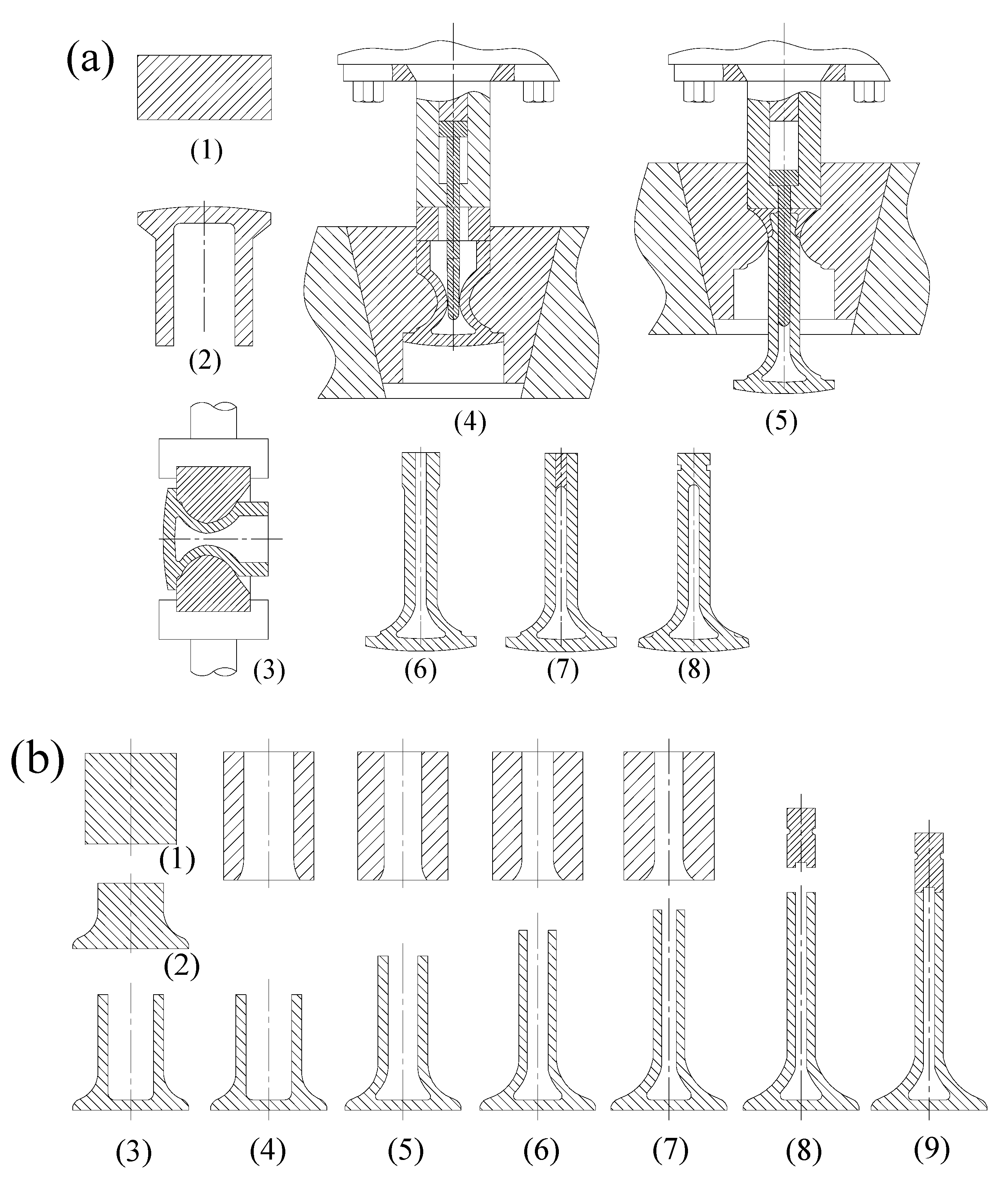
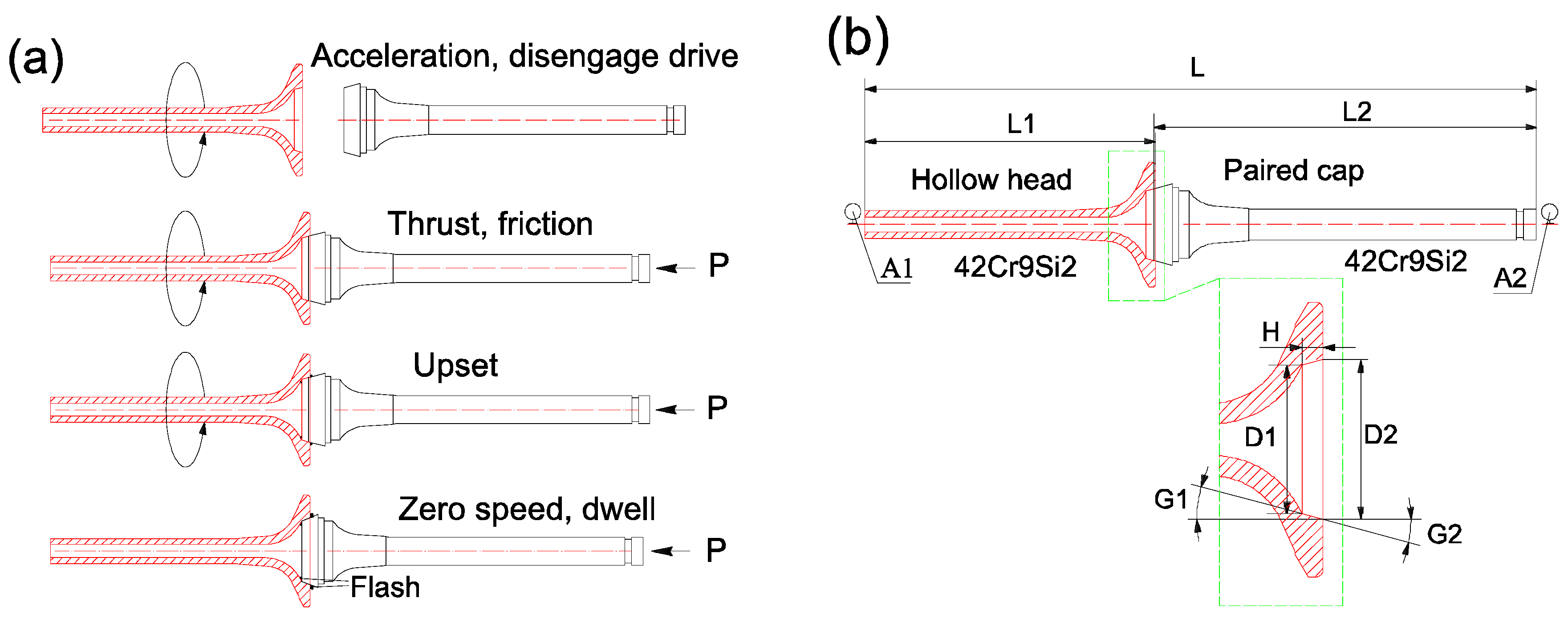
A two-stage IFW including weld stage and forging (upset) stage was utilized in this work, and its basic steps are illustrated in
Figure 5a. Both the hollow head and paired cap workpiece were made of 42Cr9Si2 steel. In the first step, the paired cap workpiece is placed in a stationary chuck, and the hollow head workpiece is installed via a special fixture in a rotating spindle, which supports a flywheel of a specified moment of inertia. The clamped hollow head, spindle and flywheel are accelerated to a specified speed (weld speed) and the drive source is then disconnected. Then, the paired cap is moved, the two workpieces are brought together under a predetermined, constant thrust load (weld pressure). The stored energy of the rotating mass is then released as friction heat. The specimens would be heated locally into a plastic temperature range by the rubbing at the interface. When the spindle speed decreased to a predetermined speed (upset speed), a predetermined load (upset pressure) is applied, causing further axial shortening. The upset pressure is maintained for cooling dwell for some seconds and the weld cycle is completed. This upset would result in the flash presented in the fourth step in
Figure 5a. During the friction welding cycle, the contact of interfaces under the pressure lead to atomic diffusion, then, a metallurgical solid state bond would be formed between the interfaces. Based on previous experience of manufacturing engine valves, a conical joint was designed for the friction welding of HHSV, and the detailed geometry of hollow head engine valve workpiece is presented
Figure 5b, and the geometry parameters ranges of hollow head valve workpiece are listed in
Table 4.
3.2.2. The Relationship Between Weld Quality and Weld Parameters
IFW is a process in which kinetic energy is used to create a fully infused weld joint. As concluded by Olson et al. [
20], five factors influence the weld quality: (1) relative velocity of the surfaces; (2) applied pressure; (3) surface temperature; (4) bulk material properties; and (5) surface condition and presence of surface films. It is noted that the first three factors are related to IFW processing parameters, while the last two are related to the properties of the materials being welded. Compared with other welding processes, and due to friction welding disrupting and displacing surface films, the requirement of surface cleanliness is not very strict. The weld surface of HHSV workpieces should still be cleaned and dried before the IFW process to maintain a good and consistent condition, increasing the weld quality. There are five main controllable variables in the two-stage IFW: flywheel mass (I, moment of inertia), weld speed (S
w), weld pressure (P
w), upset speed (S
u), and upset pressure (P
u). As suggested by Wang et al. [
21], in practical applications of rotary friction welding, it should be adjust several welding para meters simultaneously based on the actual condition, such as the welding material properties and the welding machine’s condition. At first, the IFW parameters were gathered empirically, which is also referred to as a “trial and error” method. In order to reduce the processing parameters variable, the flywheel mass was chosen at 0.64 kg·m
2 according to the “trial and error” method and manufacturing experience, and this parameter was kept the same for all IFW processes in this paper.
Table 5 presents the ranges of IFW parameters of HHSV investigated in this paper.
The total kinetic energy available to finish friction welding is determined by flywheel mass and weld speed (initial flywheel speed). The weld pressure is related to the material properties and workpiece contact area. As reported by Olson et al. [
20], Equation (1) defines the energy in the flywheel:
where
E is energy (J),
I is flywheel mass (kg·m
2),
S is flywheel speed (rpm),
C = 182.4. For mathematical modelling and parameter calculations, the derived value of “Unit Energy” is defined by Equation (2):
where
is unit energy (J/mm
2),
A is faying surface area (mm
2). The faying surface area
A can be determined by Equation (3):
where
H is the height of conical faying surface along the direction of rotation axis,
G1 is the angle between conical faying surface and rotation axis,
D1 is the smaller diameter of conical faying surface. All the geometry parameters are illustrated in
Figure 5b. Hence, the unit energy for every IFW parameter of HHSV can be determined by Equation (4). Unit energy can be used to scale data from one size or geometry to another for the same material, and it serve as a first approximation.
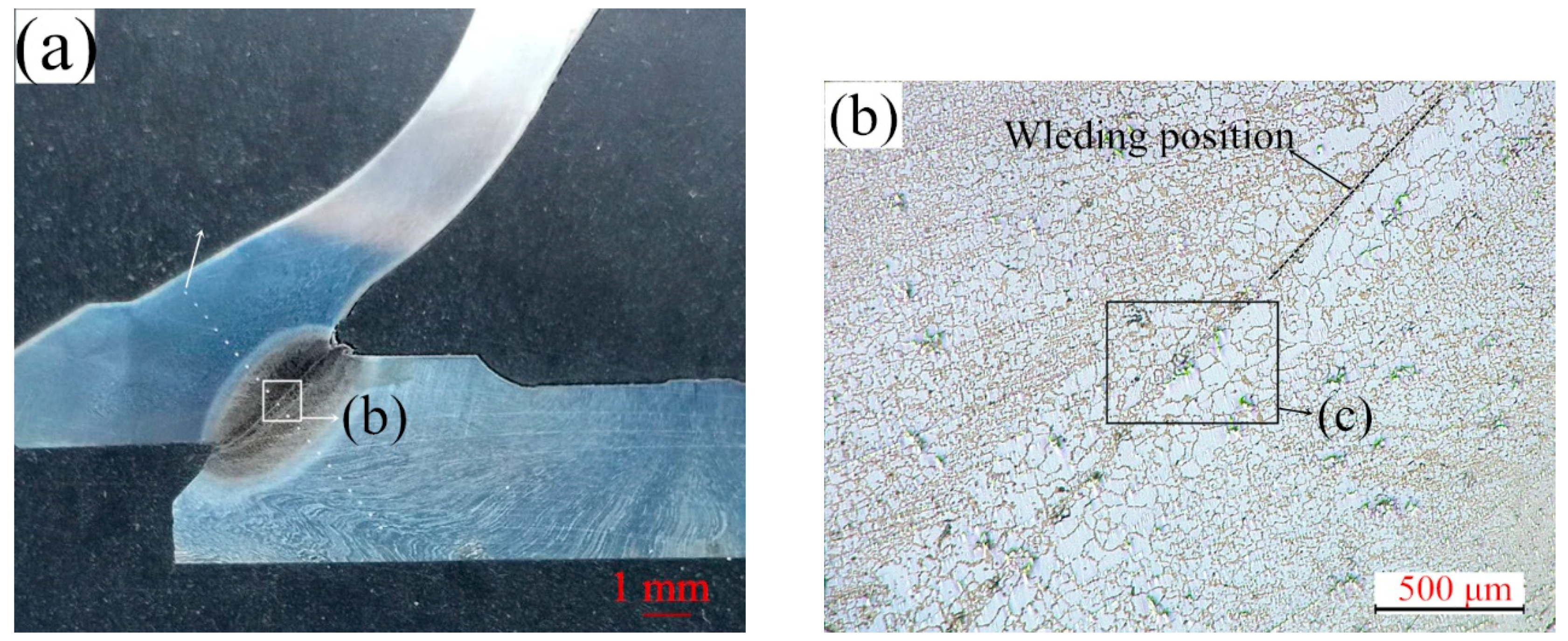
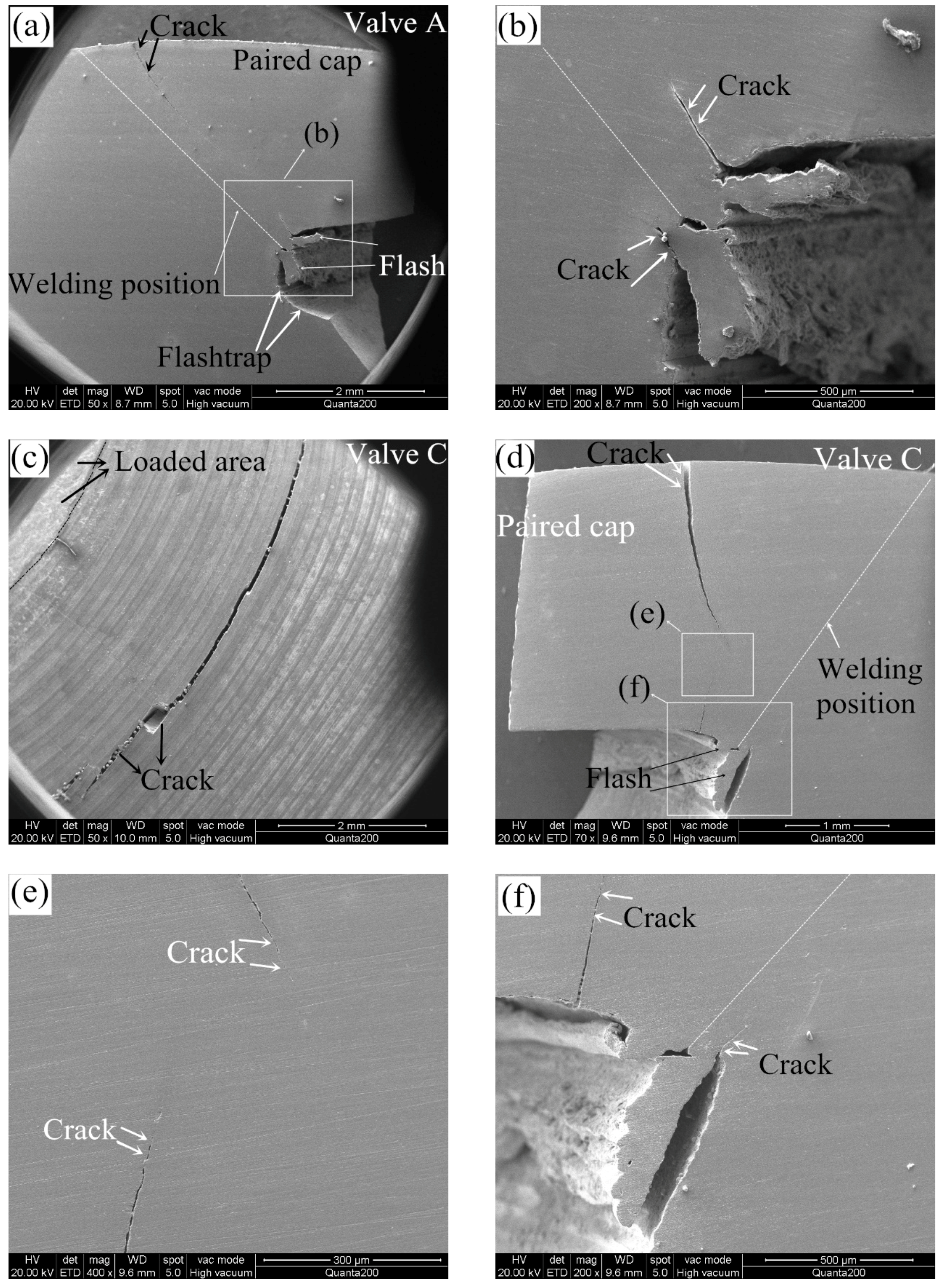
Good coaxility between the hollow head and paired cap workpiece ensures good contact conditions of welding interfaces, eliminating the negative effect of misalignment. As presented in
Figure 6, the macroscopic crack existed near the welding position, which was caused by the bad coaxility of hollow head and paired cap. Base on the results of the IFW processes of HHSV, the coaxility value between the two workpiece should be lower than 0.12 mm.
After the flywheel mass is determined for the specific workpieces, the weld speed and weld pressure tend to be the two main IFW parameters. When the initial weld speed is at a high level (high total energy), overheating problems in the heat affected zone causes a bad weld quality. However, if the weld speed is too low, the workpieces cannot be welded fully together by the limited friction heat. The temperature distribution in the area of welding is controlled by the weld pressure. As reported by Dawood et al. [
22], in the most unpretentious of friction welding, weld pressure on the rotating metal workpiece is escalated to reach an appropriate welding temperature. In order to avoid oxidation, weld pressure must be sufficient to hold the interfaces of workpieces in intimate contact.
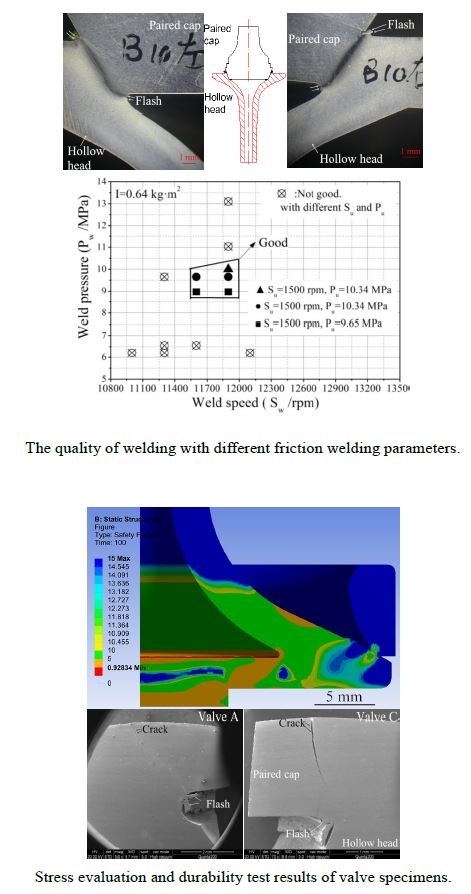
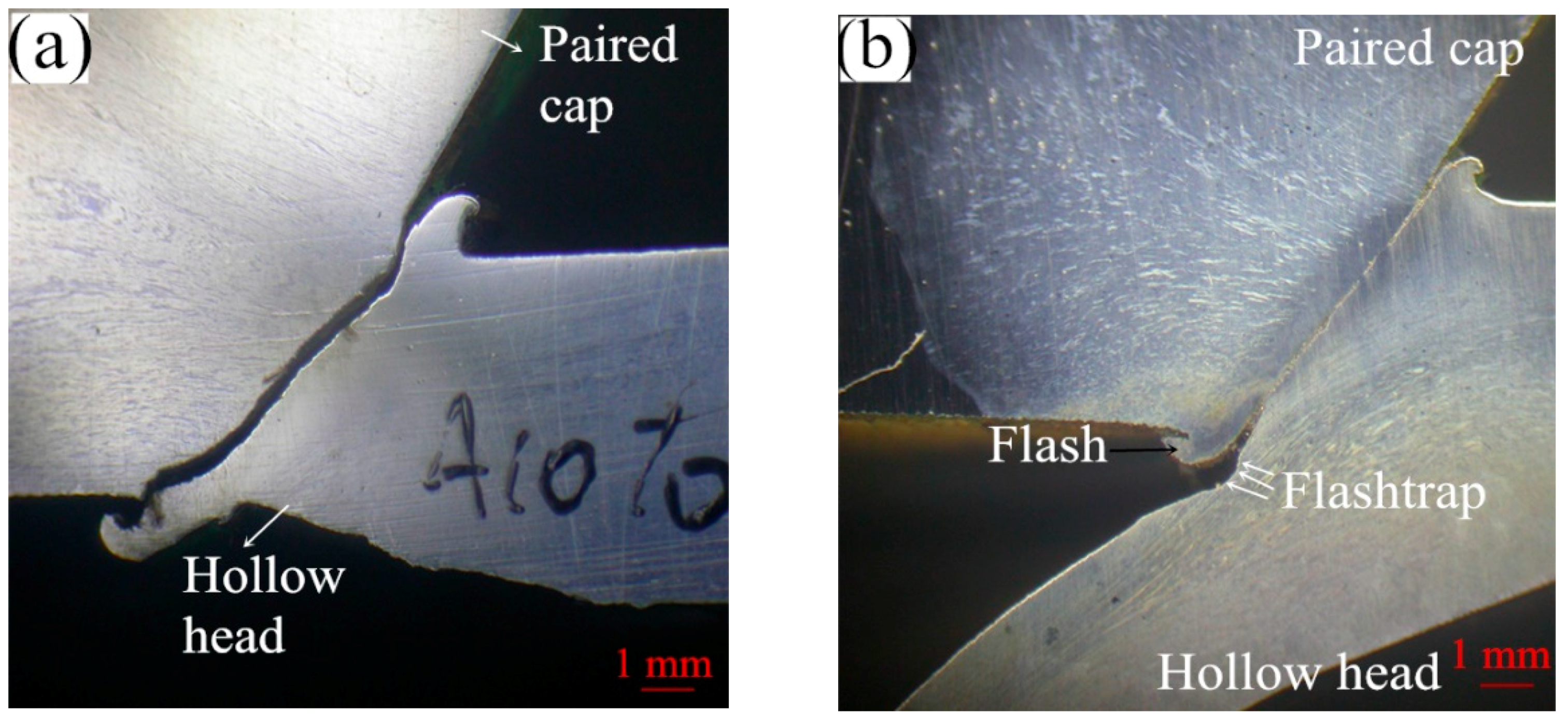
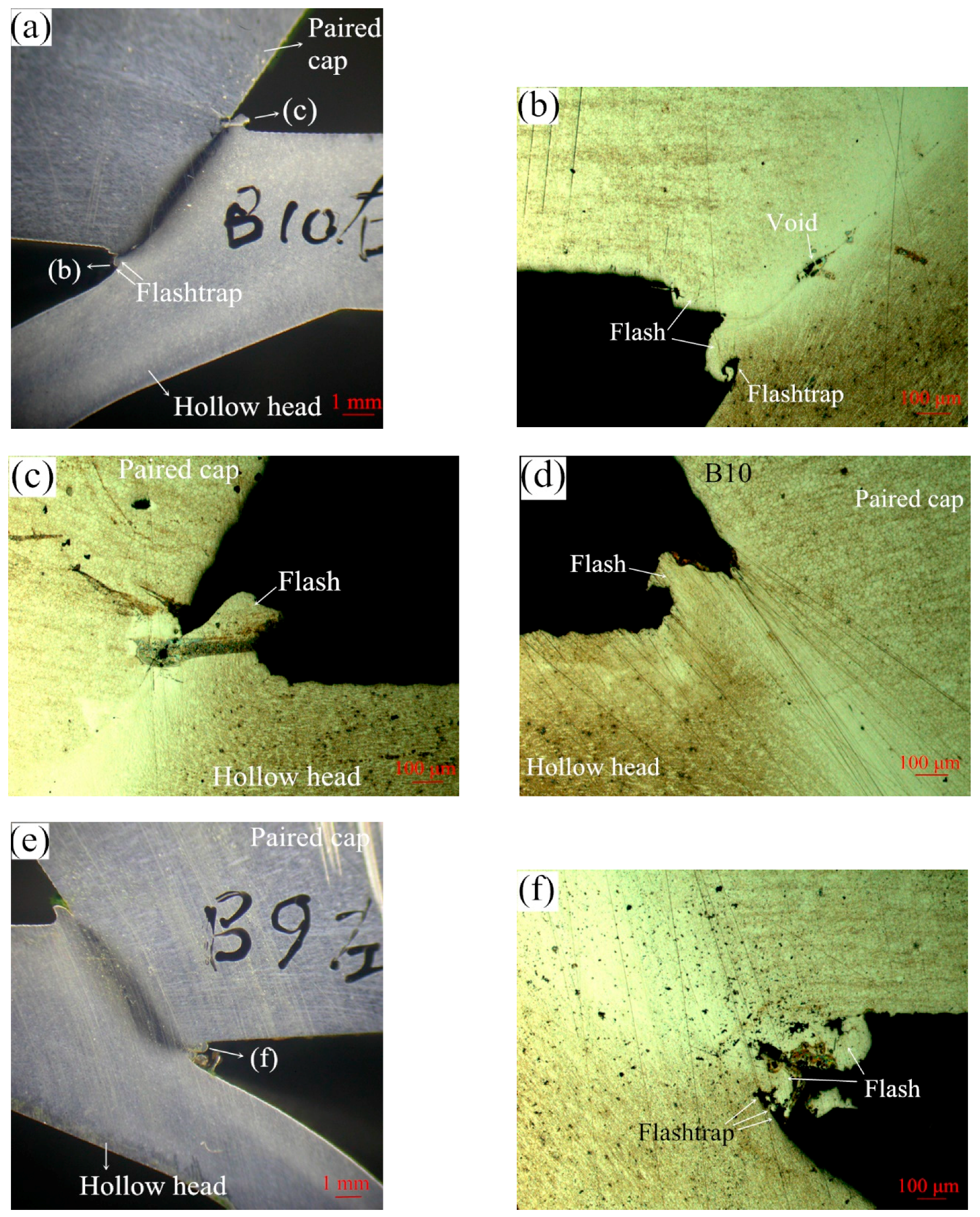
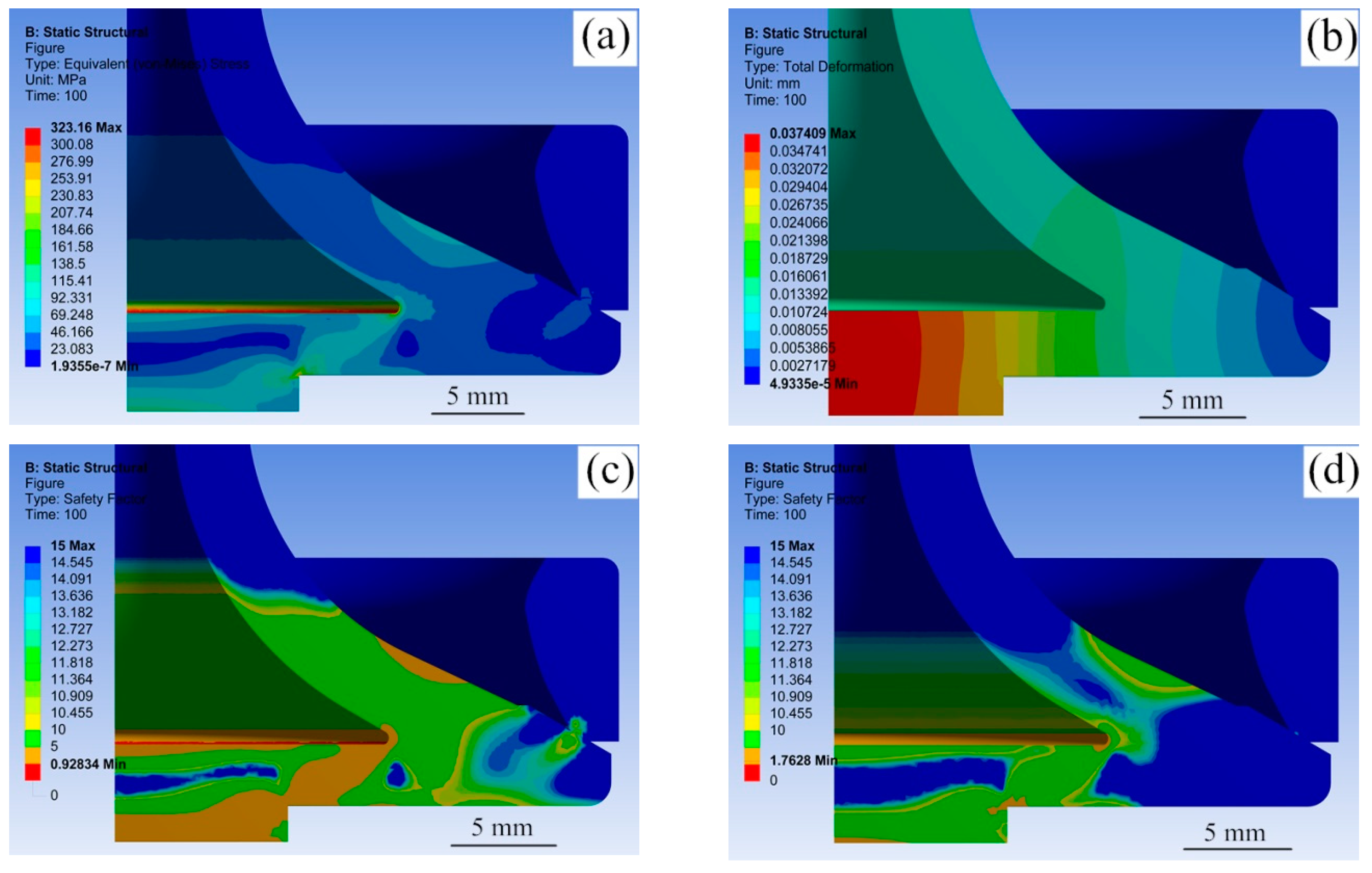
If the friction welding parameters are set at suitable levels, the produced flash and weld quality including the welding metallurgical bonding will be good, as presented in
Figure 7. In addition, a suitable clearance (flashtrap) should be provided in the inner cavity of the hollow head workpiece to contain the flash produced, as illustrated by white arrows in
Figure 7a,b,f. The forging stage begins at a particular critical speed, the amount of forging depends on the energy remaining in the flywheel as well as the upset pressure.
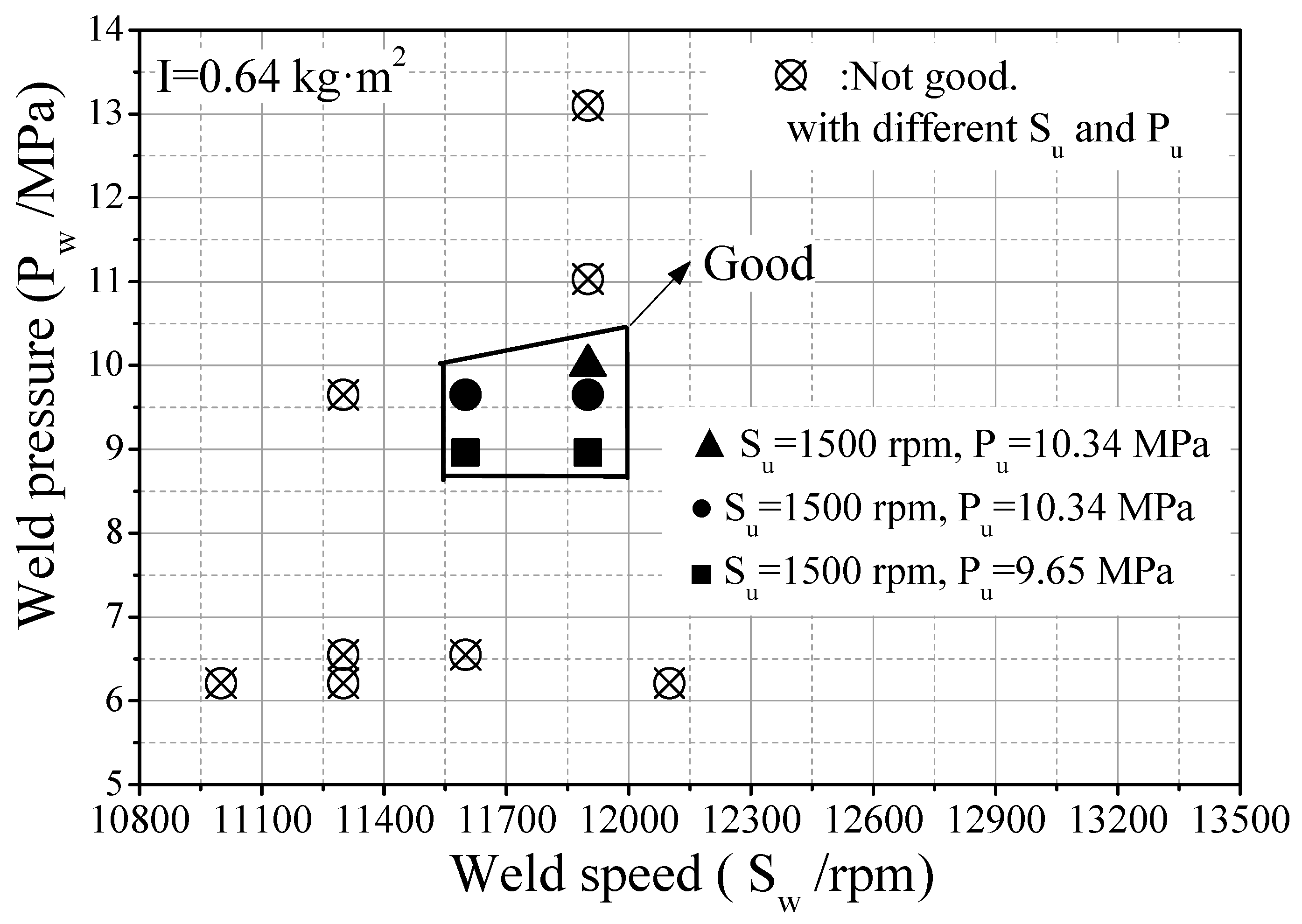
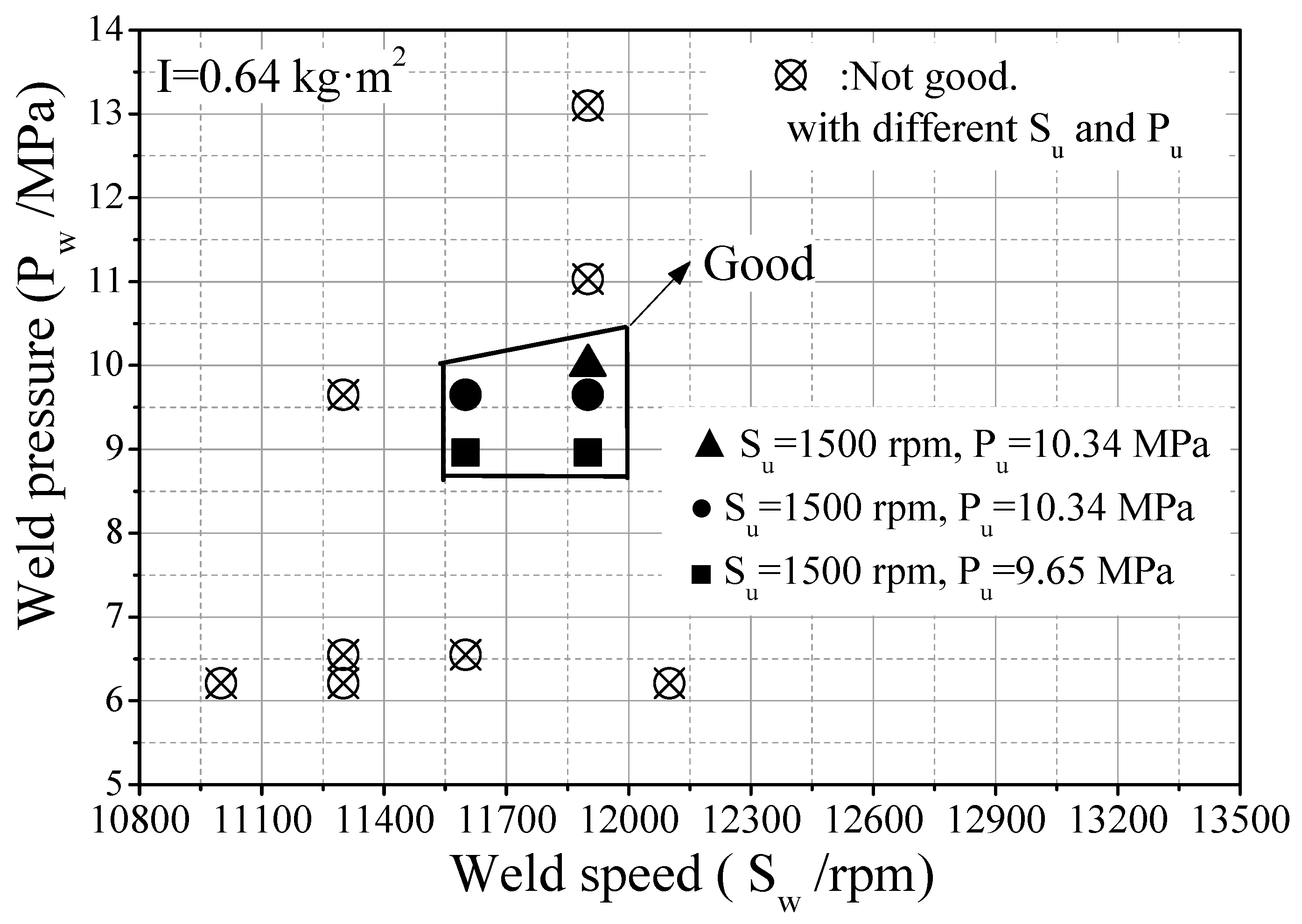
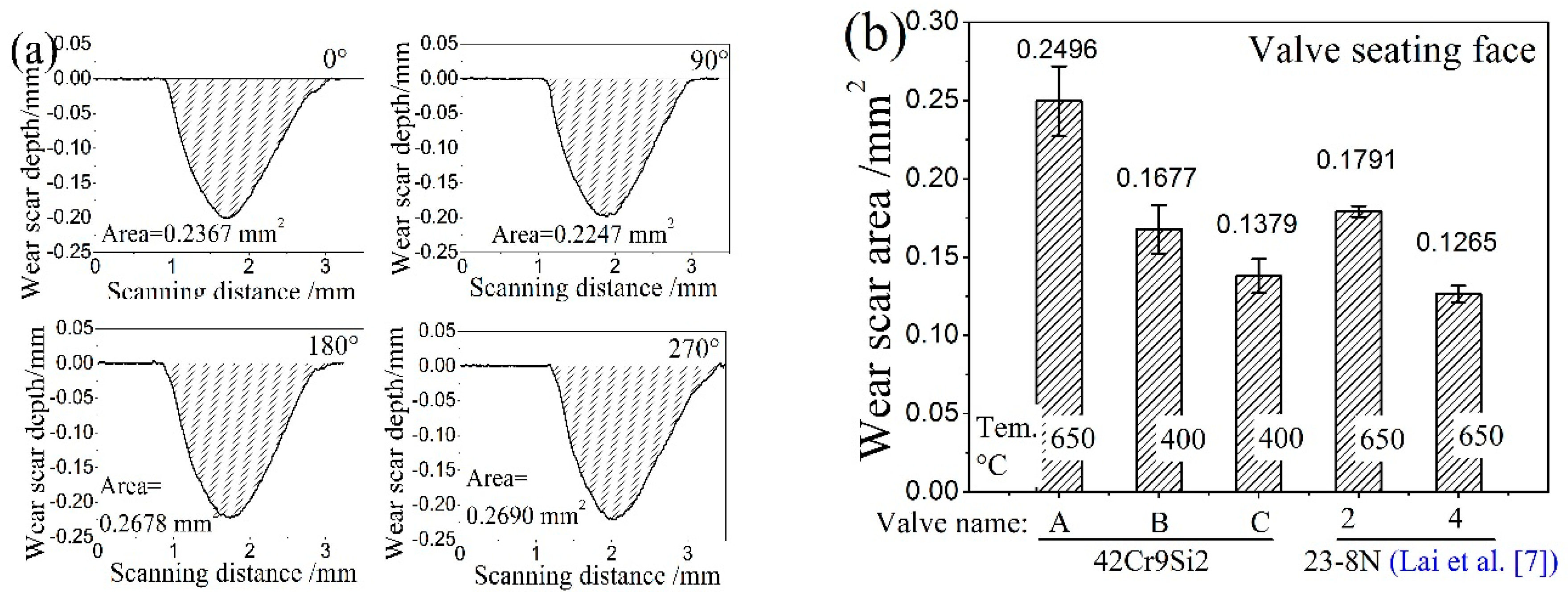
Figure 8 presents some results of friction welding experiments of HHSVs, the suitable ranges of friction welding parameters were optimized as follows: weld speed was from 11,600 to 11,900 rpm, weld pressure was from 8.96 to 10.0 MPa; upset speed was 1500 rpm; upset pressure was from 9.65 to 10.34 MPa. Furthermore, according to the calculation of unit energy in Equation (4), a suitable range was determined as being from 1834 J/mm
2 to 1930 J/mm
2.
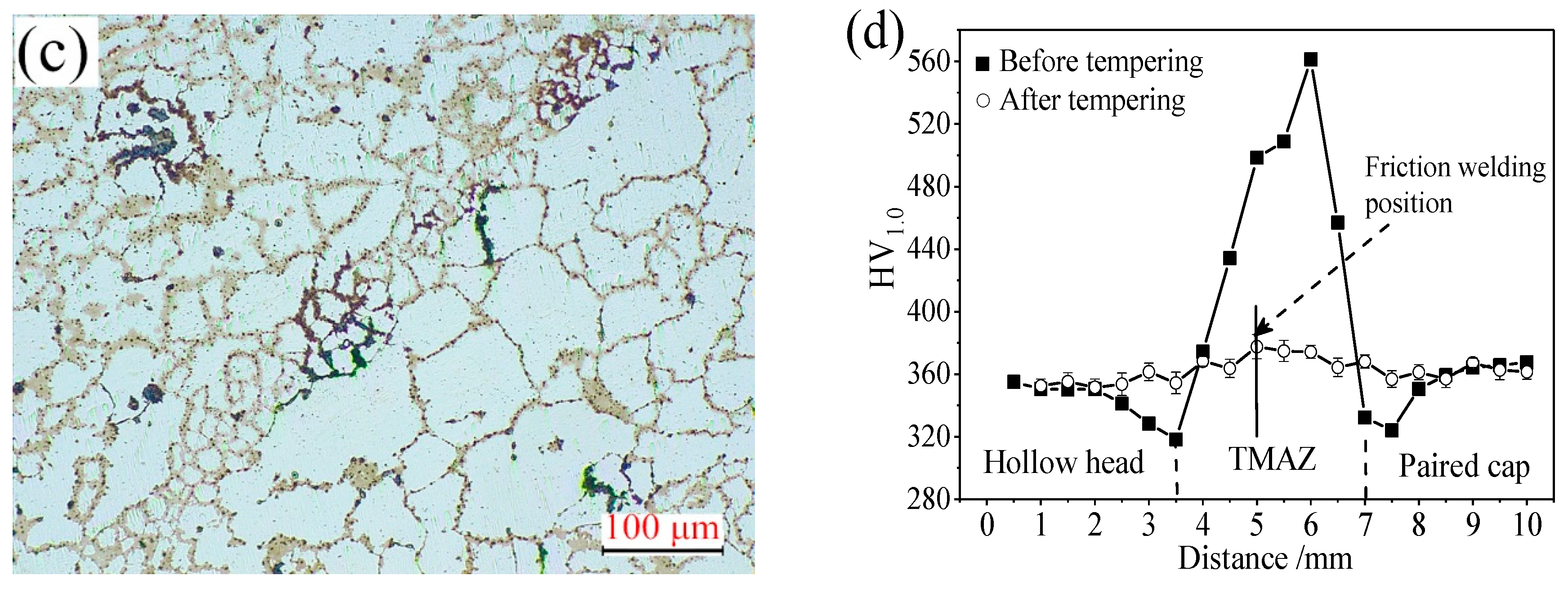
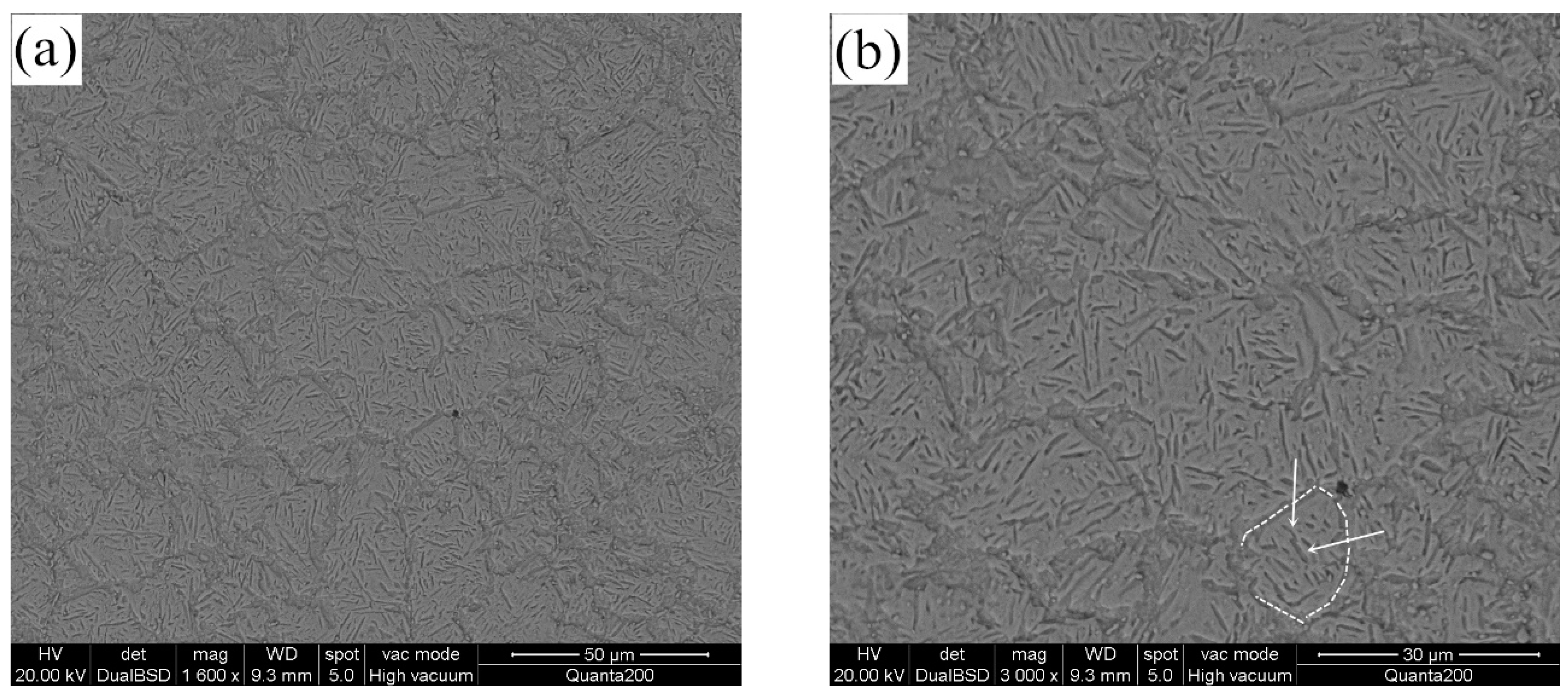
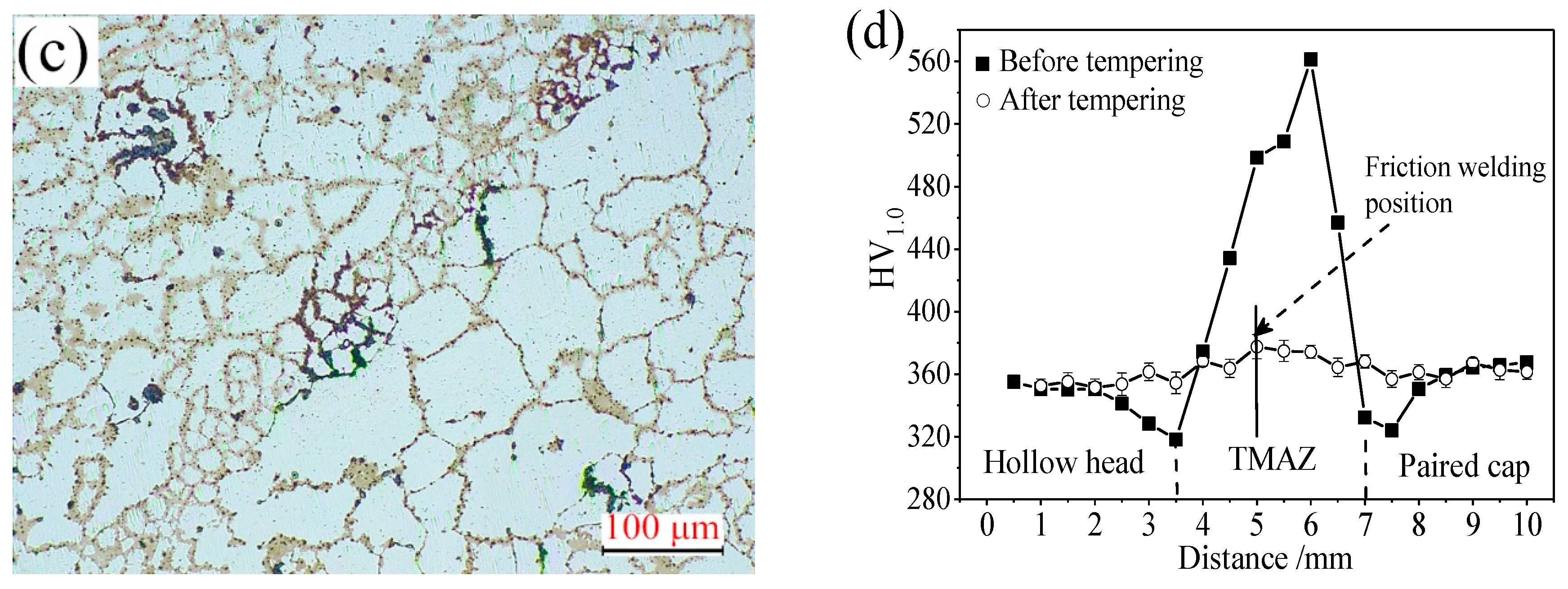
Due to the severe deformation and quench hardening in the thermo-mechanically affected zone (TMAZ) of friction welding, residual stress was produced and the hardness increased. After IFW processing, heat treatment is required, hence, the HHSV workpieces were subjected to tempering treatment to release the internal residual stress.
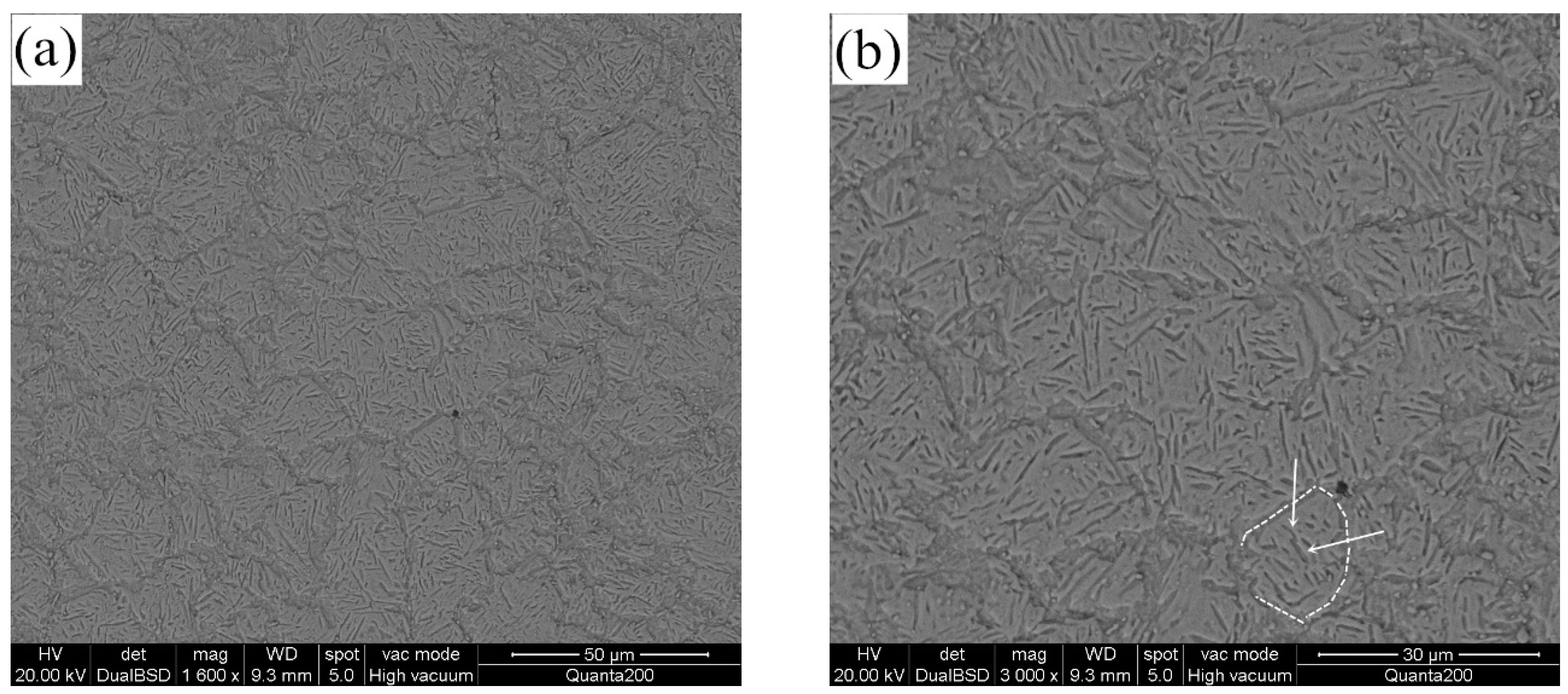
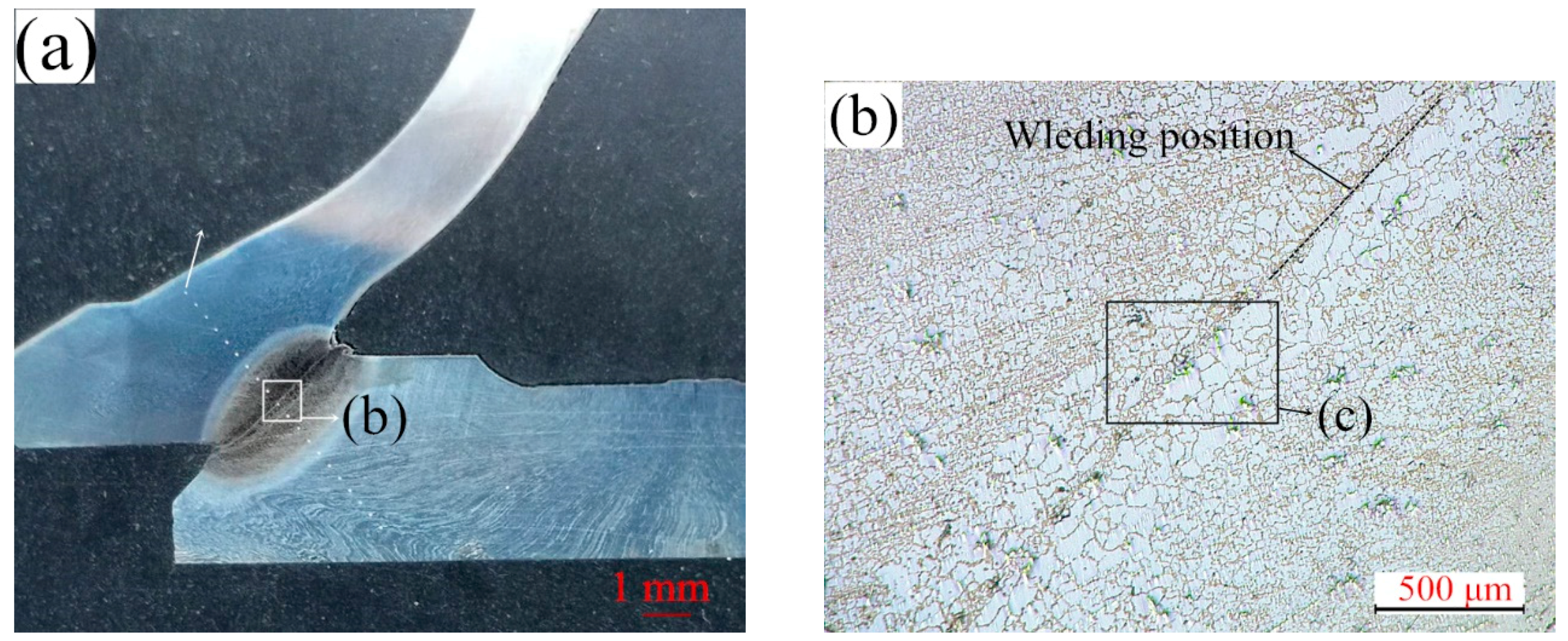
Figure 9a presents a schematic diagram of the hardness measurement of a sectioned specimen after friction welding, with the white arrow indicating the position where the measurement was started. Good metallurgical bonding existed in TMAZ using the optimized friction welding parameters, as presented in
Figure 9b,c. Hardness results across the TMAZ before and after tempering are presented in
Figure 9b. It is noted that the hardness in the TMAZ was much higher than the matrix material after friction welding, which can be attributed that material suffering severe plastic deformation and recrystallization.

 ,
, 


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}