Model Based on an Effective Material-Removal Rate to Evaluate Specific Energy Consumption in Grinding

 , ,
, ,  , and
, and
Abstract
1. Introduction
2. Model of Specific Energy Consumption
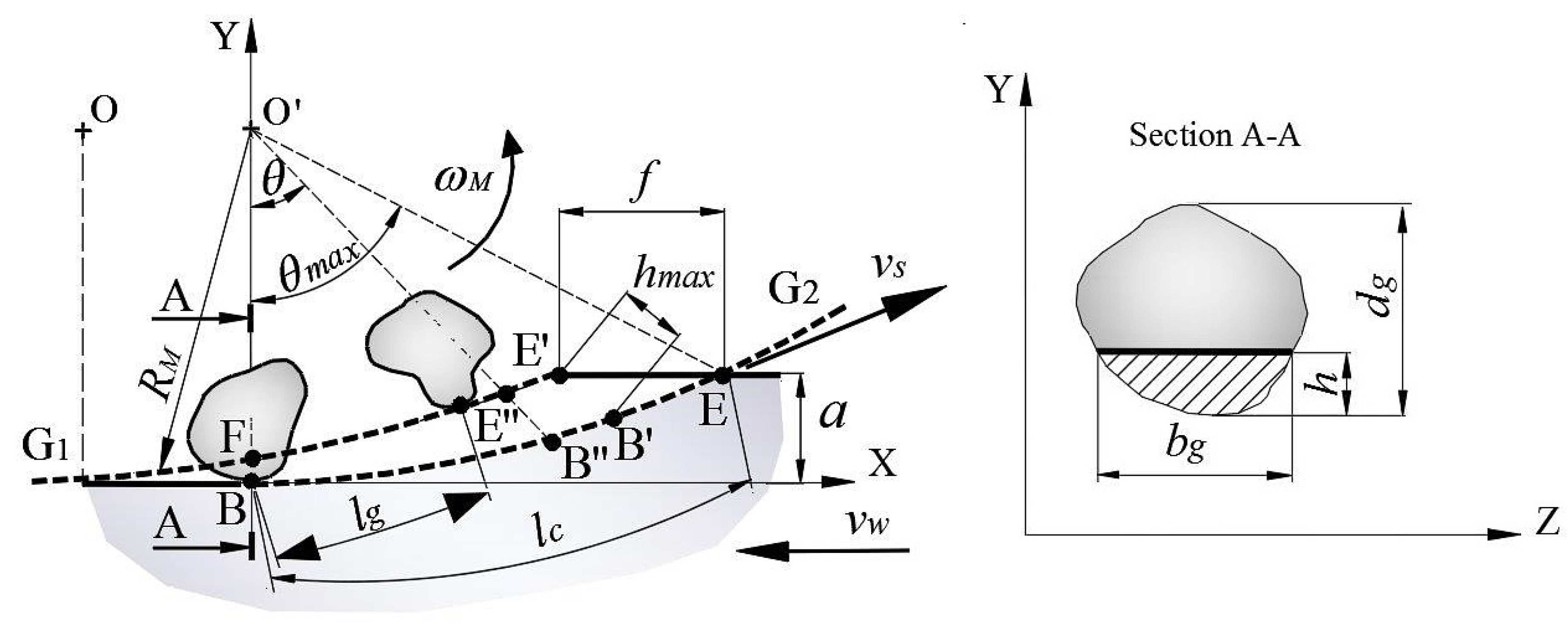
Model of Effective Material-Removal Rate in Grinding
3. Experiment Setup
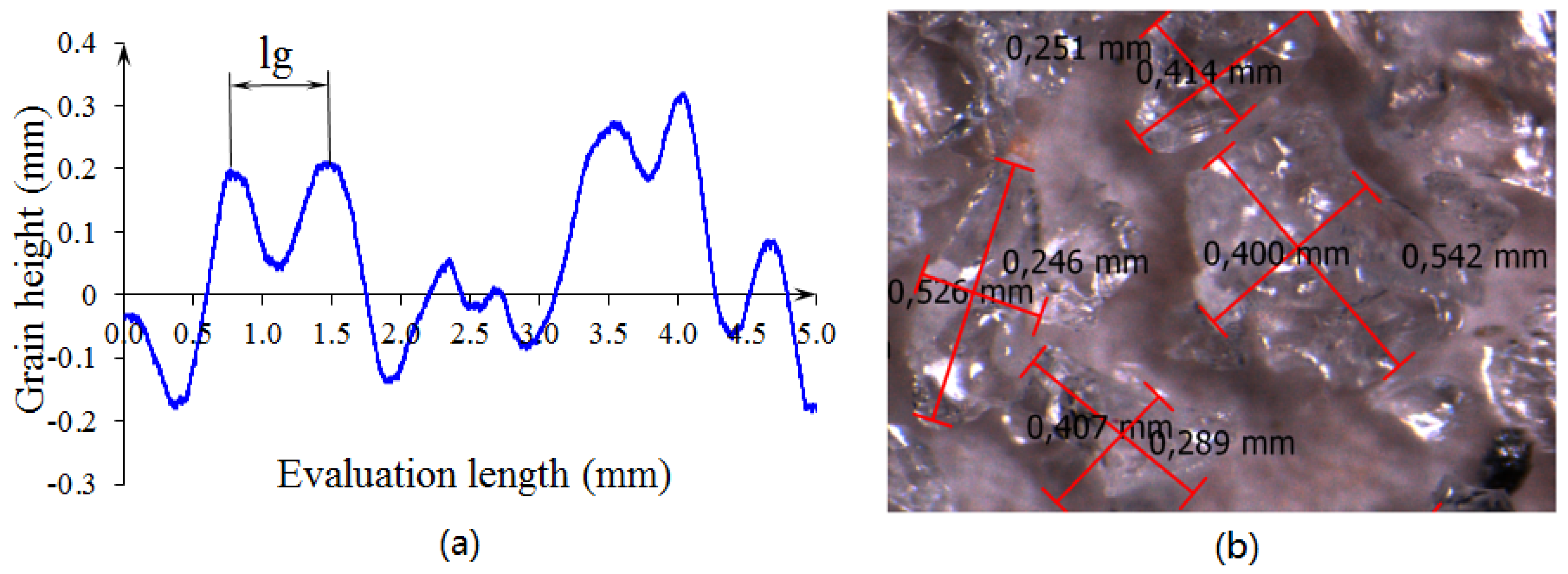
3.1. Estimation of Grain Number Per Unit Area in Grinding Wheel
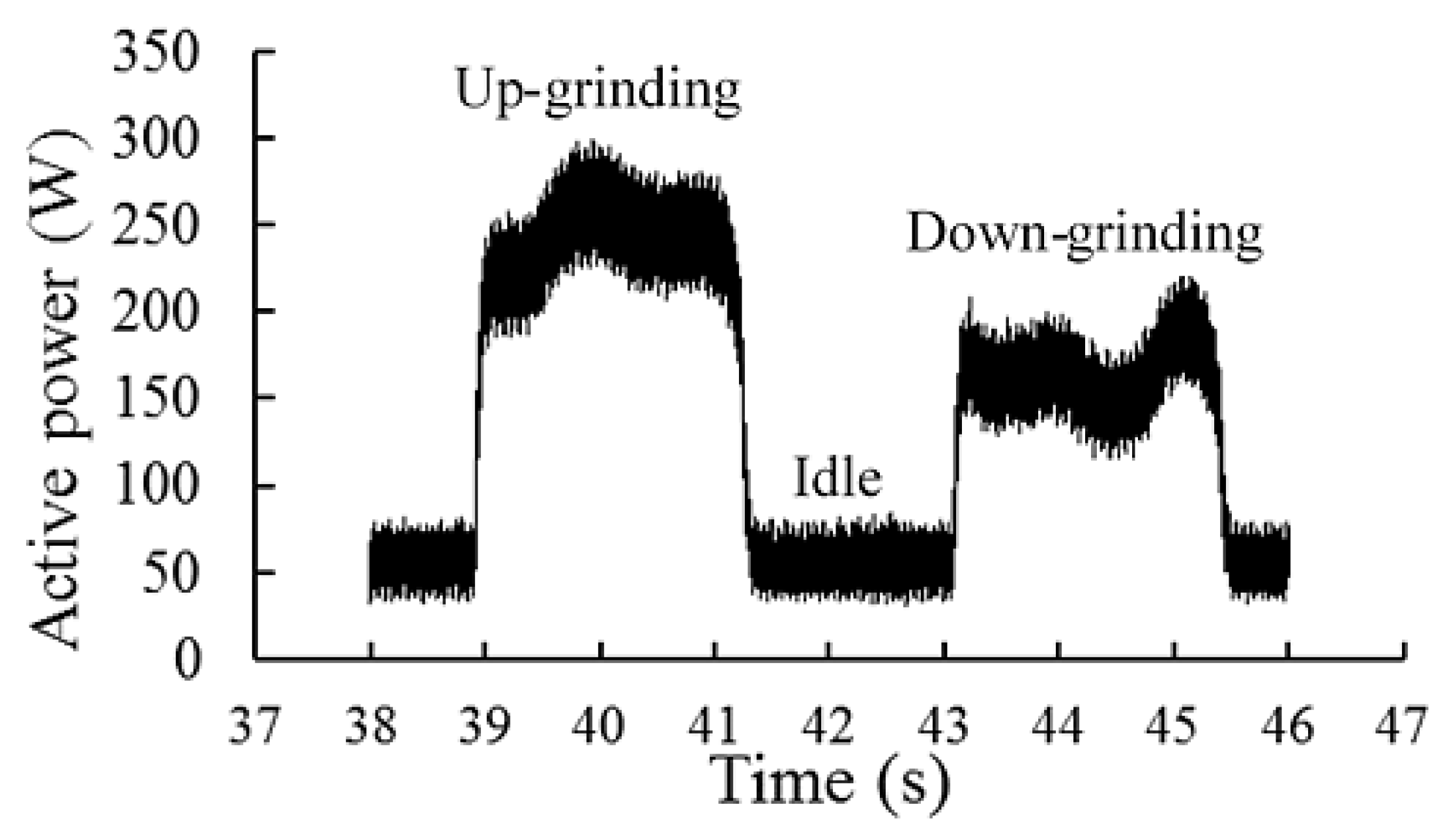
3.2. Power-Consumption Measurement
4. Results and Discussion
5. Conclusions
- A model was successfully developed to evaluate the dissipated energy by the sliding, ploughing, and chip-formation mechanisms in an industrial-scale grinding process. In general, sliding energy governs the process of energy dissipation in grinding.
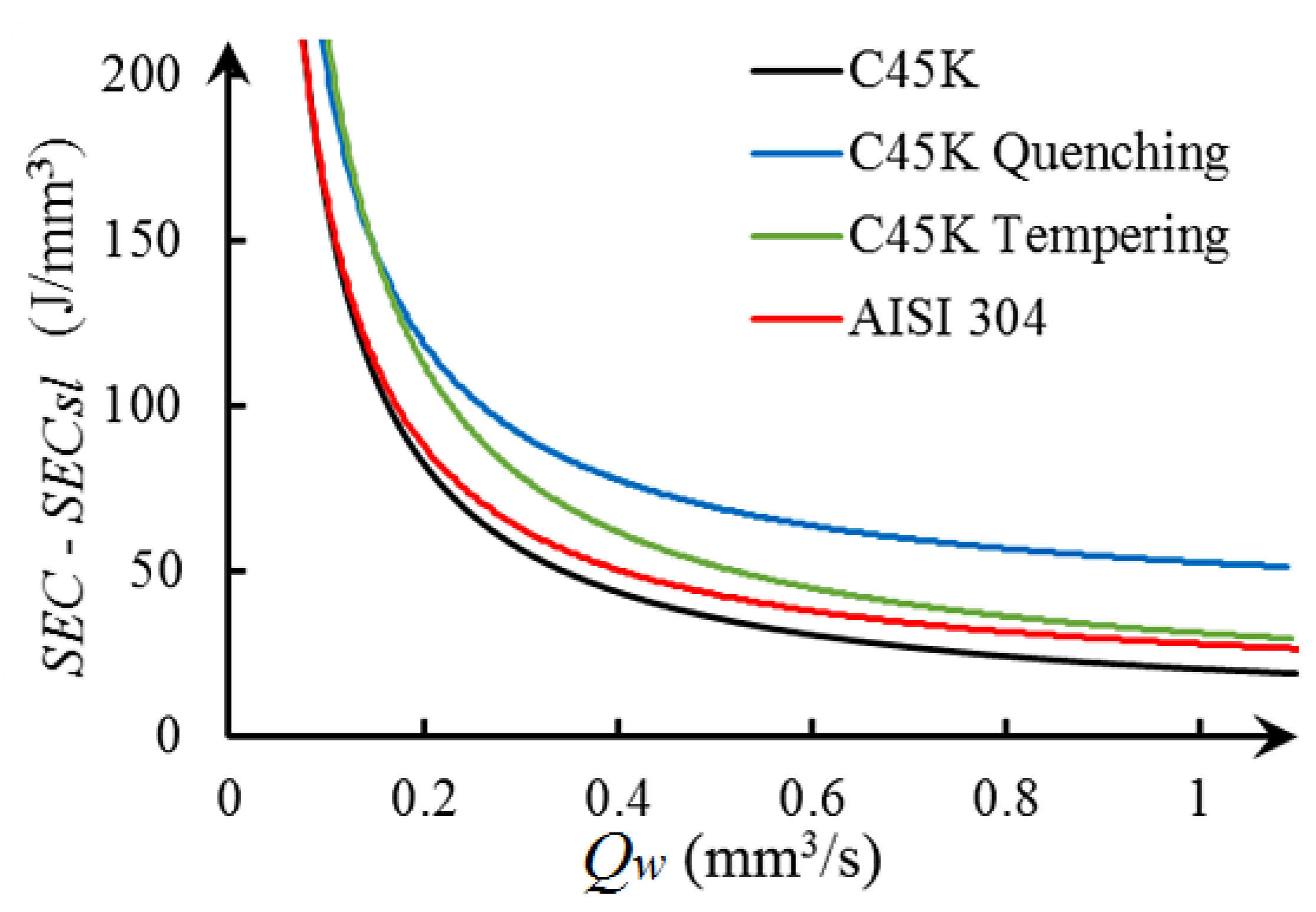
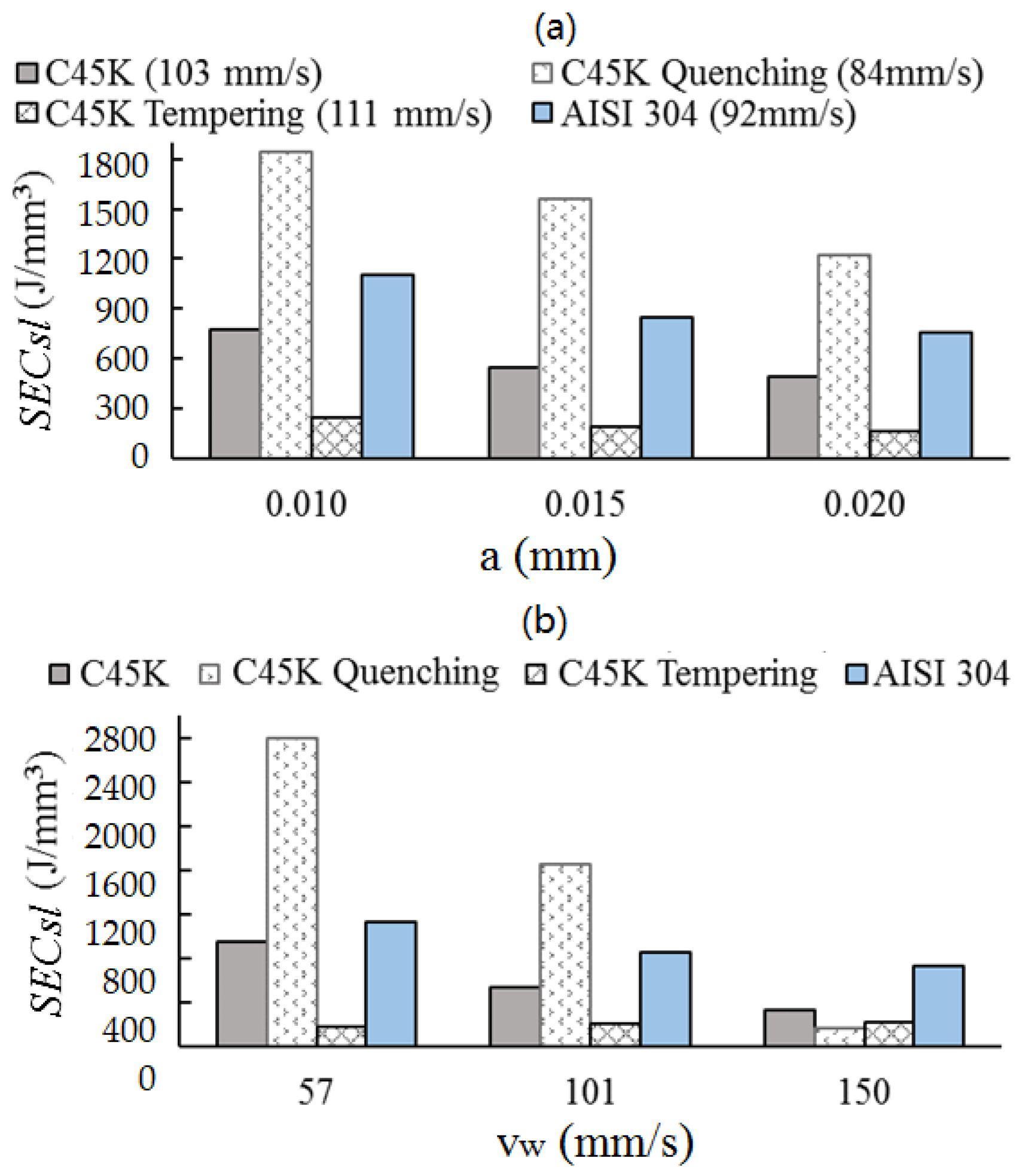
- The dissipated energy by the sliding mechanism decreases when the depth of cut and workpiece speed increase, allowing to reduce energy consumption and manufacturing cost during grinding. The sliding mechanism represents, on average, 90% of the total energy consumed for the following materials: C45K, C45K quenching, and AISI 304.
- The model also allows to find the specific energy consumed by chip formation, which is the limit value defined by the asymptotic behavior experienced by . This validates the hypothesis that, during down-grinding, the energy calculated by the analyzer corresponds to the energy dissipated by sliding.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| Angular position (°) | |
| Dimensionless angular position | |
| a | Depth of cut (mm) |
| Section cut by a grain (mm) | |
| Width of grain during cutting (mm) | |
| Grain number per unit area (mm) | |
| Grain diameter (mm) | |
| Diameter of the grinding wheel (mm) | |
| f | Feed per grain (mm) |
| h | Undeformed chip thickness (mm) |
| k | Constant of proportionality |
| Contact length between wheel and workpiece (mm) | |
| Distance between grains (mm) | |
| Number of grains | |
| P | Total power consumption (W) |
| Power consumption by chip formation (W) | |
| Power consumption by ploughing (W) | |
| Power consumption by sliding (W) | |
| Idle power consumption (W) | |
| Material removal rate (mm/s) | |
| Grain radius (mm) | |
| Radius of the grinding wheel (mm) | |
| Specific cutting energy (J/mm) | |
| Specific energy consumption (J/mm) | |
| Specific energy consumed by chip formation (J/mm) | |
| Specific energy consumed by ploughing (J/mm) | |
| Specific energy consumed by sliding (J/mm) | |
| Peripheral cutting speed (m/s) | |
| Speed of workpiece (m/s) |
References
- Merchant, M.E. An interpretive look at 20th century research on modeling of machining. Mach. Sci. Technol. 1998, 2, 157–163. [Google Scholar] [CrossRef]
- Zheng, P.; Sang, Z.; Zhong, R.Y.; Liu, Y.; Liu, C.; Mubarok, K.; Yu, S.; Xu, X. Smart manufacturing systems for Industry 4.0: Conceptual framework, scenarios, and future perspectives. Front. Mech. Eng. 2018, 13, 137–150. [Google Scholar] [CrossRef]
- Sánchez Egea, A.J.; López de Lacalle, L.N.L. Máquinas, procesos, personas y datos, las claves para la revolución 4.0. DYNA Ing. Ind. 2018, 93, 576–577. [Google Scholar] [CrossRef]
- Aurich, J.C.; Linke, B.; Hauschild, M.; Carrella, M.; Kirsch, B. Sustainability of abrasive processes. CIRP Ann. Manuf. Technol. 2013, 62, 653–672. [Google Scholar] [CrossRef]
- Calleja, A.; Tabernero, I.; Fernández, A.; Celaya, A.; Lamikiz, A.; López de Lacalle, L.N. Improvement of strategies and parameters for multi-axis laser cladding operations. Opt. Lasers Eng. 2014, 56, 113–120. [Google Scholar] [CrossRef]
- Azizi, A.; Mohamadyari, M. Modeling and analysis of grinding forces based on the single grit scratch. Int. J. Adv. Manuf. Technol. 2015, 78, 1223–1231. [Google Scholar] [CrossRef]
- Li, L.J.; Yan, J.; Xing, Z. Energy requirements evaluation of milling machines based on thermal equilibrium and empirical modelling. J. Clean. Prod. 2013, 52, 113–121. [Google Scholar] [CrossRef]
- Hameed, A.; Rojas, H.A.G.; Benavides, J.I.P.; Alberro, A.N.; Egea, A.J.S. Influence of the regime of electropulsing-assisted machining on the plastic deformation of the layer being cut. Materials 2018, 11, 886. [Google Scholar] [CrossRef]
- González Rojas, H.A.; Nápoles Alberro, A.; Sánchez Egea, A.J. Machinability estimation by drilling monitoring. DYNA Ing. Ind. 2018, 93, 663–667. [Google Scholar] [CrossRef]
- Diaz, N.; Redelsheimer, E.; Dornfeld, D. Energy Consumption Characterization and Reduction Strategies for Milling Machine Tool Use. In Glocalized Solutions for Sustainability in Manufacturing; Hesselbach, J., Herrmann, C., Eds.; Springer: Berlin/Heidelberg, Germany, 2011; pp. 263–267. [Google Scholar]
- Sánchez Egea, A.J.; González Rojas, H.A.; Montilla Montaña, C.A.; Kallewaard Echeverri, V. Effect of electroplastic cutting on the manufacturing process andsurface properties. J. Mater. Process. Technol. 2015, 222, 327–334. [Google Scholar] [CrossRef]
- Hecker, R.L.; Liang, S.Y.; Wu, X.J.; Xia, P.; Jin, D.G.W. Grinding force and power modeling based on chip thickness analysis. Int. J. Adv. Manuf. Technol. 2007, 33, 449–459. [Google Scholar] [CrossRef]
- Anderson, D.; Warkentin, A.; Bauer, R. Experimental validation of numerical thermal models for dry grinding. J. Mater. Process. Technol. 2008, 204, 269–278. [Google Scholar] [CrossRef]
- Agarwal, S.; Rao, P.V. Predictive modeling of force and power based on a new analytical undeformed chip thickness model in ceramic grinding. Int. J. Mach. Tools Manuf. 2013, 65, 68–78. [Google Scholar] [CrossRef]
- Malkin, S.; Guo, C. Grinding Technology—Theory and Applications of Machining with Abrasives, 2nd ed.; Industrial Press: New York, NY, USA, 2008; ISBN 9780831132477. [Google Scholar]
- Zhenzhen, C.; Jiuhua, X.; Wenfeng, D.; Changyu, M. Grinding performance evaluation of porous composite-bonded CBN wheels for Inconel 718. Chin. J. Aeronaut. 2014, 27, 1022–1029. [Google Scholar] [CrossRef]
- Lee, Y.M.; Jang, S.G.; Jang, E.S. Grinding characteristics of polycrystalline silicon. Rev. Adv. Mater. Sci. 2013, 33, 287–290. [Google Scholar]
- Nguyen, A.T.; Butler, D.L. Correlation of grinding wheel topography and grinding performance: A study from a viewpoint of three-dimensional surface characterisation. J. Mater. Process. Technol. 2008, 208, 14–23. [Google Scholar] [CrossRef]
- Nadolny, K. Estimation of the active grains load in different kinematic variations of the internal cylindrical grinding process. Int. J. Adv. Manuf. Technol. 2017, 89, 3337–3348. [Google Scholar] [CrossRef]
- Li, H.N.; Yu, T.B.; Wang, Z.X.; Zhu, L.D.; Wang, W.S. Detailed modeling of cutting forces in grinding process considering variable stages of grain-workpiece micro interactions. Int. J. Mech. Sci. 2017, 126, 319–339. [Google Scholar] [CrossRef]
- Rowe, W.B. Principles of Modern Grinding Technology; William Andrew: Burlington, VT, USA, 2014; ISBN 978-0-323-24271-4. [Google Scholar]
- Malkin, S.; Guo, C. Thermal Analysis of Grinding. CIRP Ann. Manuf. Technol. 2007, 56, 760–782. [Google Scholar] [CrossRef]
- Bakkal, M.; Serbest, E.; Karipçin, I.; Kuzu, A.T.; Karagüzel, U.; Derin, B. An experimental study on grinding of Zr-based bulk metallic glass. Adv. Manuf. 2015, 3, 282–291. [Google Scholar] [CrossRef]
- Kumar, V.; Salonitis, K. Empirical estimation of grinding specific forces and energy based on a modified Werner grinding model. Procedia CIRP 2013, 8, 287–292. [Google Scholar] [CrossRef]
- Grinding Wheels and Abrasives; ISO/TC 29/SC 5; International Organization for Standardization: Berlin, Germany, 2006; Available online: https://www.iso.org/committee/47502.html (accessed on 14 March 2018).
- Singh, V.; Venkateswara Rao, P.; Ghosh, S. Development of specific grinding energy model. Int. J. Mach. Tools Manuf. 2012, 60, 1–13. [Google Scholar] [CrossRef]
- Gontarz, A.M.; Weiss, L.; Wegener, K. Energy Consumption Measurement with a Multichannel Measurement System on a machine tool. Proc. Int. Conf. Innov. Technol. 2010, 499–502. [Google Scholar] [CrossRef]
- Zhong, Q.; Tang, R.; Lv, J.; Jia, S.; Jin, M. Evaluation on models of calculating energy consumption in metal cutting processes: A case of external turning process. Int. J. Adv. Manuf. Technol. 2015, 82, 2087–2099. [Google Scholar] [CrossRef]
- Marinescu, I.; Hitchiner, M.M.; Uhlmnn, E.E. Brian Rowe W. Handbook of Machining with Grinding Wheels, 1st ed.; CRC Press: Boca Raton, FL, USA, 2007; ISBN 978-1-57444-671-5. [Google Scholar]
- Ghosh, S.; Chattopadhyay, A.B.; Paul, S. Modelling of specific energy requirement during high-efficiency deep grinding. Int. J. Mach. Tools Manuf. 2008, 48, 1242–1253. [Google Scholar] [CrossRef]
- Urgoiti, L.; Barrenetxea, D.; Sánchez, J.A.; Pombo, I.; Álvarez, J. On the Influence of Infra-Red Sensor in the Accurate Estimation of Grinding Temperatures. Sensors 2018, 18, 4134. [Google Scholar] [CrossRef]
- Hacksteiner, M.; Peherstorfer, H.; Bleicher, F. Energy efficiency of state-of-the-art grinding processes. Procedia Manuf. 2018, 21, 717–724. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cutting Parameter | Magnitude of Values | ||
|---|---|---|---|
| Depth of cut (mm) | 0.010 | 0.015 | 0.020 |
| Peripheral cutting speed (m/s) | 22.9 | 22.9 | 22.9 |
| Speed of workpiece (mm/s) | 57 | 101 | 150 |
| Hardness Material | C45K | C45K Quenching | C45K Tempering | AISI 304 |
|---|---|---|---|---|
| (HRC) | 17.35 ± 1.38 | 56.16 ± 0.52 | 25.72 ± 0.72 | 19.85 ± 0.68 |
| Metallic Alloy | (J/mm | (J/mm | (J/mm | (J/mm |
|---|---|---|---|---|
| C45K | 655 | 602 | 30 | 8 |
| C45K quenching | 1805 | 1541 | 132 | 36 |
| C45K tempering | 351 | 201 | 113 | 11 |
| AISI 304 | 958 | 901 | 36 | 13 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nápoles Alberro, A.; González Rojas, H.A.; Sánchez Egea, A.J.; Hameed, S.; Peña Aguilar, R.M. Model Based on an Effective Material-Removal Rate to Evaluate Specific Energy Consumption in Grinding. Materials 2019, 12, 939. https://doi.org/10.3390/ma12060939
Nápoles Alberro A, González Rojas HA, Sánchez Egea AJ, Hameed S, Peña Aguilar RM. Model Based on an Effective Material-Removal Rate to Evaluate Specific Energy Consumption in Grinding. Materials. 2019; 12(6):939. https://doi.org/10.3390/ma12060939
Chicago/Turabian StyleNápoles Alberro, Amelia, Hernán A. González Rojas, Antonio J. Sánchez Egea, Saqib Hameed, and Reyna M. Peña Aguilar. 2019. "Model Based on an Effective Material-Removal Rate to Evaluate Specific Energy Consumption in Grinding" Materials 12, no. 6: 939. https://doi.org/10.3390/ma12060939
APA StyleNápoles Alberro, A., González Rojas, H. A., Sánchez Egea, A. J., Hameed, S., & Peña Aguilar, R. M. (2019). Model Based on an Effective Material-Removal Rate to Evaluate Specific Energy Consumption in Grinding. Materials, 12(6), 939. https://doi.org/10.3390/ma12060939