Effects of Withdrawal Rate on the Microstructure of Directionally Solidified GH4720Li Superalloys


Abstract
1. Introduction
2. Experimental Method
2.1. Melting of the Superalloy
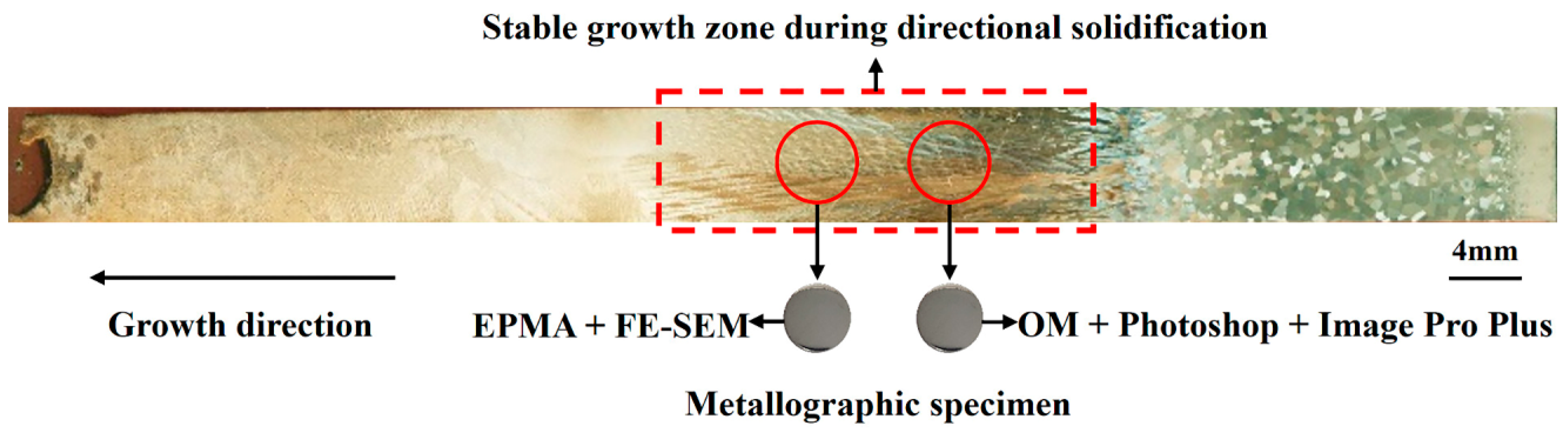
2.2. Preparation and Testing
3. Results and Discussions
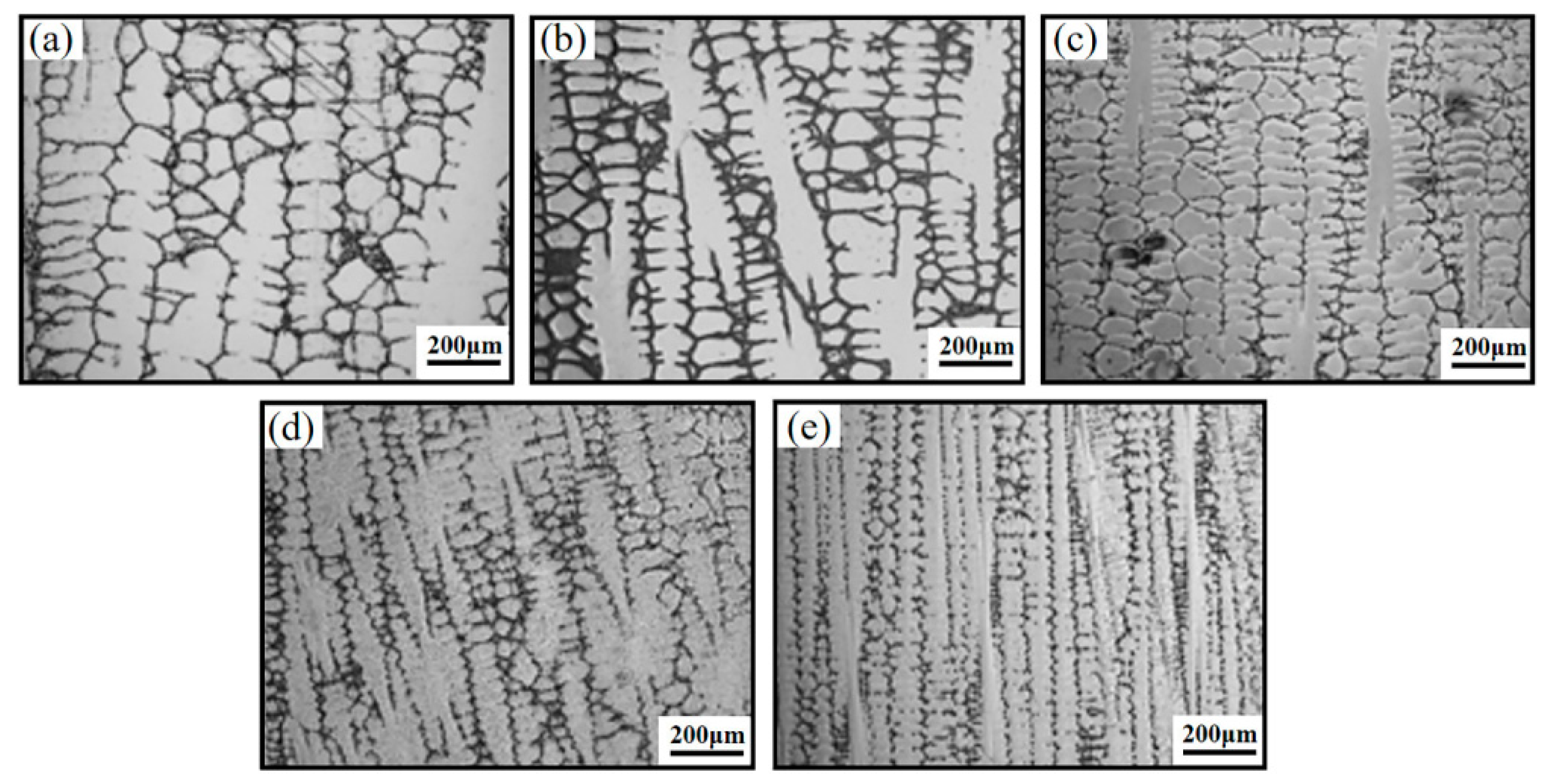
3.1. Analysis of Interdendritic Spacing
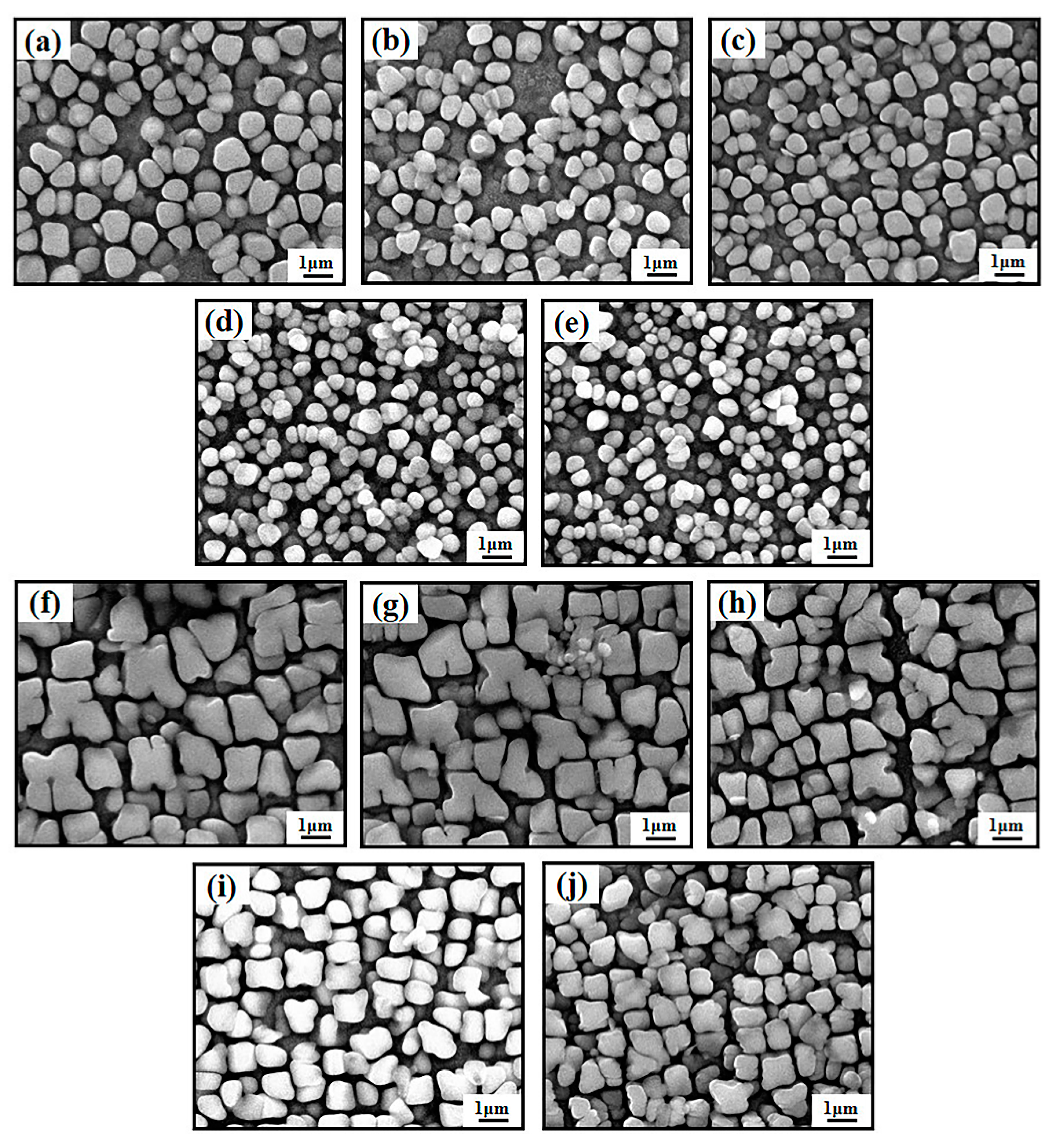
3.2. Analysis of γ’ Phase
3.3. Analysis of Microsegregation
4. Conclusions
- As the withdrawal rate increases, the dendrites in the GH4720Li superalloy gradually become cross-shaped, and the average SDAS decreases from 133 to 79 µm. The relationship between the average SDAS and the withdrawal rate can be fitted using a power function (λ2 = 87.42 (GLv)−0.2148).
- As the withdrawal rate increases from 0.18 to 2.4 mm/min, the average sizes of the γ’ phase in the dendrite arms and interdendritic regions of the GH4720Li superalloy decrease from 1.02 and 2.15 μm to 0.69 and 1.26 μm, respectively. Moreover, increasing the withdrawal rate decreases the variance and fluctuation in the average size of the γ’ phase particles, indicating that the γ’ phases in the dendrite arms and interdendritic regions gradually become more uniform at higher withdrawal rates.
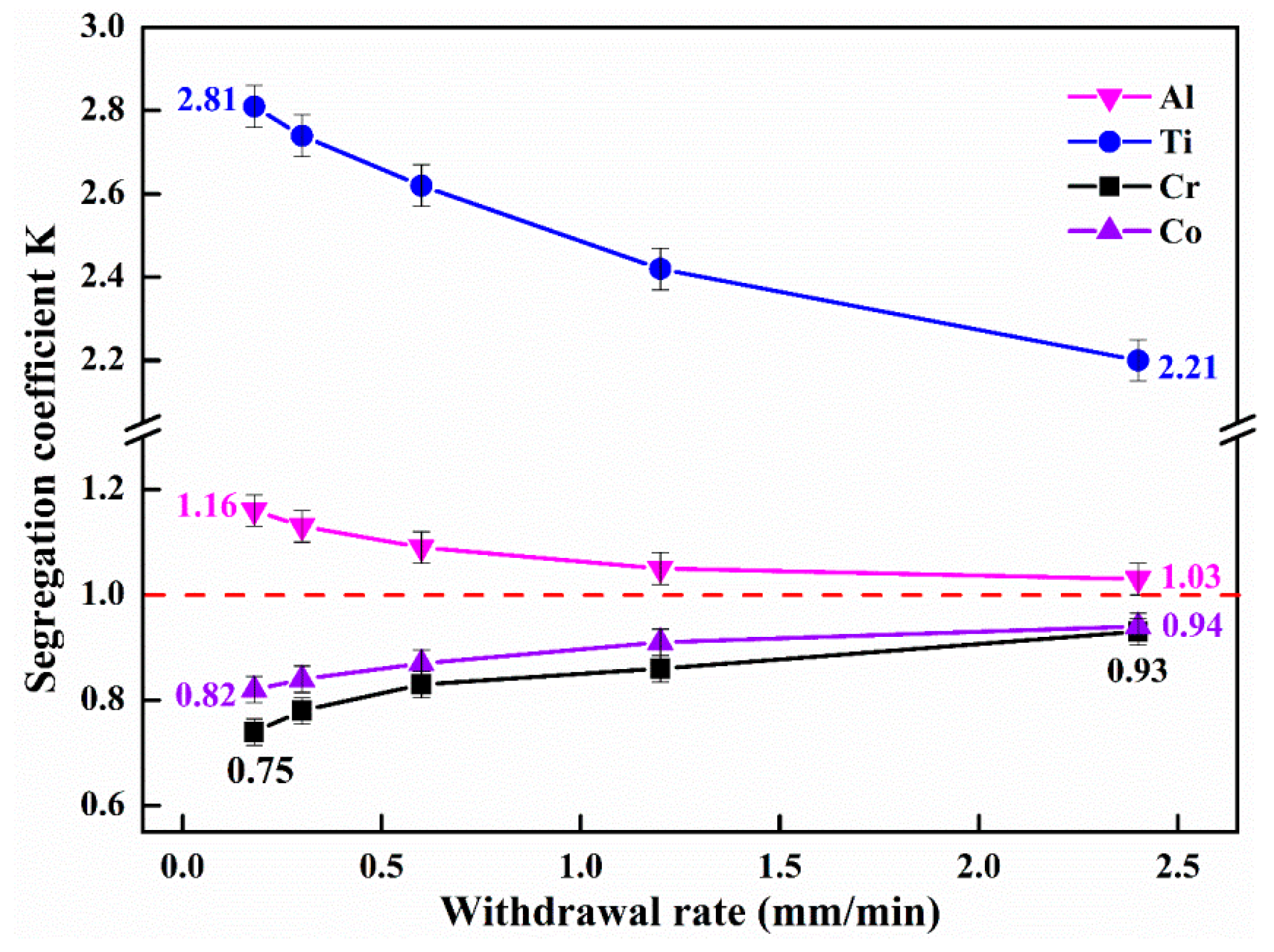
- In GH4720Li superalloys, Al and Ti are positive segregation elements, whereas Cr and Co are negative segregation elements. Overall, the segregation of Al, Ti, Cr, and Co decreases with the increase in the withdrawal rate; at higher withdrawal rates, the segregation coefficients of Al, Cr, and Co approach 1. However, the segregation coefficient of Ti remains above 2.2 at all the withdrawal rates.
Author Contributions
Funding
Conflicts of Interest
References
- Kirka, M.M.; Brindley, K.A.; Neu, R.W.; Antolovich, S.D.; Shinde, S.R.; Gravett, P.W. Influence of coarsened and rafted microstructures on the thermomechanical fatigue of a Ni-base superalloy. Int. J. Fatigue 2015, 81, 191–201. [Google Scholar] [CrossRef]
- Chen, Z.Y.; Yang, S.F.; Li, J.S.; Guo, H.; Zheng, H.B. Effects of different hot working techniques on inclusions in GH4738 superalloy produced by VIM and VAR. Materials 2018, 11, 1024. [Google Scholar] [CrossRef] [PubMed]
- Wen, Z.X.; Liang, J.W.; Liu, C.Y.; Pei, H.Q.; Wen, S.F.; Yue, Z.F. Prediction method for creep life of thin-wall specimen with film cooling holes in Ni-based single-crystal superalloy. Int. J. Mech. Sci. 2018, 141, 276–289. [Google Scholar] [CrossRef]
- Na, Y.S.; Park, N.K.; Reed, R.C. Sigma morphology and precipitation mechanism in UDIMET 720Li. Scr. Mater. 2000, 43, 585–590. [Google Scholar] [CrossRef]
- Pang, H.T.; Reed, P.A.S. Microstructure effects on high temperature fatigue crack initiation and short crack growth in turbine disc nickel-base superalloy Udimet 720Li. Mater. Sci. Eng. A 2007, 448, 67–79. [Google Scholar] [CrossRef]
- Gopinath, K.; Gogia, A.K.; Kamat, S.V.; Ramamurty, U. Dynamic strain ageing in Ni-base superalloy 720Li. Acta Mater. 2009, 57, 1243–1253. [Google Scholar] [CrossRef]
- Yuan, Y.; Gu, Y.F.; Cui, C.Y.; Osada, T.; Tetsui, T.; Yokokawa, T.; Harada, H. Creep mechanisms of U720Li disc superalloy at intermediate temperature. Mater. Sci. Eng. A 2011, 528, 5106–5111. [Google Scholar] [CrossRef]
- Lupinc, V.; Maldini, M.; Zhou, L.Z.; Guo, J.T. Creep behavior modeling of Udimet 720Li superalloy. Acta Metall. Sin.-Engl. Lett. 2005, 18, 65–73. [Google Scholar]
- Pang, H.T.; Reed, P.A.S. Microstructure variation effects on room temperature fatigue threshold and crack propagation in Udimet 720Li Ni-base superalloy. Fatigue Fract. Eng. Mater. Struct. 2009, 32, 685–701. [Google Scholar] [CrossRef]
- Qu, J.L.; Bi, Z.N.; Du, J.H.; Wang, M.Q.; Wang, Q.Z.; Zhang, J. Hot deformation behavior of nickel-based superalloy GH4720Li. J. Iron Steel Res. Int. 2011, 18, 59–65. [Google Scholar] [CrossRef]
- Mao, J.; Chang, K.M.; Yang, W.; Ray, K.; Vaze, S.P.; Ferrer, D.U. Cooling precipitation and strengthening study in powder metallurgy superalloy U720Li. Metall. Mater. Trans. A 2001, 32, 2441–2452. [Google Scholar] [CrossRef]
- Song, X.P.; Li, H.Y.; Gai, J.F.; Chen, G.L. The decomposition of metastable high temperature γ′ precipitates in U720Li alloy. Acta Metall. Sin. 2005, 41, 1233–1236. [Google Scholar]
- Pang, H.T.; Reed, P.A.S. Effects of microstructure on room temperature fatigue crack initiation and short crack propagation in Udimet 720Li Ni-base superalloy. Int. J. Fatigue 2008, 30, 2009–2020. [Google Scholar] [CrossRef]
- Jackson, M.P.; Reed, R.C. Heat treatment of UDIMET 720Li: The effect of microstructure on properties. Mater. Sci. Eng. A 1999, 259, 85–97. [Google Scholar] [CrossRef]
- Calliari, I.; Magrini, M.; Dabala, M. Microstructural evolution of Udimet 720 superalloy. J. Mater. Eng. Perform. 1999, 8, 111–115. [Google Scholar] [CrossRef]
- Monajati, H.; Jahazi, M.; Bahrami, R.; Yue, S. The influence of heat treatment conditions on characteristics in Udimet 720. Mater. Sci. Eng. A 2004, 373, 286–293. [Google Scholar] [CrossRef]
- Monajati, H.; Taheri, A.K.; Jahazi, M.; Yue, S. Deformation Characteristics of Isothermally Forged UDIMET 720 Nickel-Base Superalloy. Metall. Mater. Trans. A 2005, 36, 895–905. [Google Scholar] [CrossRef]
- Xiao, X.; Zhou, L.Z.; Guo, J.T. Microstructural stability and creep behavior of nickel base superalloy U720Li. Acta Metall. Sin. 2001, 37, 1159–1164. [Google Scholar]
- Wang, H.; Zhong, Y.B.; Li, Q.; Fang, Y.P.; Ren, W.L.; Lei, Z.S.; Ren, Z.M. Effect of current frequency on droplet evolution during magnetic-field-controlled electroslag remelting process via visualization method. Metall. Mater. Trans. B 2017, 48, 655–663. [Google Scholar] [CrossRef]
- Shevchenko, D.M.; Ward, R.M. Liquid metal pool behavior during the vacuum arc remelting of INCONEL 718. Metall. Mater. Trans. B 2009, 40, 263–270. [Google Scholar] [CrossRef]
- Chen, Z.Y.; Yang, S.F.; Qu, J.L.; Li, J.S.; Dong, A.P.; Gu, Y. Effects of Different Melting Technologies on the Purity of Superalloy GH4738. Materials 2018, 11, 1838. [Google Scholar] [CrossRef] [PubMed]
- Ding, X.F.; Zhang, L.Q.; Lin, J.P.; He, J.P.; Yin, J.; Chen, G.L. Microstructure control and mechanical properties of directionally solidified TiAl–Nb alloys. Trans. Nonferrous Met. Soc. China 2012, 22, 747–753. [Google Scholar] [CrossRef]
- Zhou, X.F.; Guang, C.; Feng, Y.Y.; Qi, Z.X.; Li, P.; Cheng, J.L. Effects of Elevated Withdrawal Rate on the Microstructure and Segregation Behavior of a Nickel-base Single Crystal Superalloy. Rare Met. Mater. Eng. 2017, 46, 1245–1250. [Google Scholar]
- Sadeghi, F.; Kermanpur, A.; Heydari, D.; Bahmani, M. Effect of withdrawal rate transition on microstructural features of a single crystal Ni-based superalloy. Cryst. Res. Technol. 2017, 52, 1700012. [Google Scholar] [CrossRef]
- Brundidge, C.L.; Drasek, D.V.; Wang, B.; Pollock, T.M. Structure refinement by a liquid metal cooling solidification process for single-crystal nickel-base superalloys. Metall. Mater. Trans. A 2012, 43, 965–976. [Google Scholar] [CrossRef]
- Liu, G.; Liu, L.; Ai, C.; Ge, B.M.; Zhang, J.; Fu, H.Z. Influence of withdrawal rate on the microstructure of Ni-base single-crystal superalloys containing Re and Ru. J. Alloy. Compd. 2011, 509, 5866–5872. [Google Scholar] [CrossRef]
- Liu, L.R.; Mao, L.; Chen, L.J.; Jin, T.; Hu, Z.Q. Effects of Withdrawal Rate on Solidification Microstructure of Single Crystal Ni-based Superalloy Containing Ruthenium. Rare Met. Mater. Eng. 2011, 40, 2212–2215. [Google Scholar]
- Min, Z.X.; Shen, J.; Feng, Z.R.; Wang, L.S.; Liu, L.; Fu, Z.H. Study on partition ratio and segregation behavior of DZ125 alloy during directional solidification. Acta Metall. Sin. 2010, 46, 1543–1548. [Google Scholar]
- Wang, F.; Ma, D.X.; Zhang, J.; Liu, L.; Bogner, S.; Bührig-Polaczek, A. Effect of local cooling rates on the microstructures of single crystal CMSX-6 superalloy: A comparative assessment of the Bridgman and the downward directional solidification processes. J. Alloy. Compd. 2014, 616, 102–109. [Google Scholar] [CrossRef]
- Sun, X.F.; Yin, F.S.; Li, J.G.; Hou, G.C.; Zheng, Q.; Guan, H.G.; Hu, Z.Q. Solidification behavior of a kind of cast Nickel-base superalloy. Acta Metall. Sin. 2003, 39, 27–29. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Co | Ti | Al | W | B | S | Ni |
|---|---|---|---|---|---|---|---|
| 15.85 | 14.75 | 4.99 | 2.53 | 1.26 | 0.015 | ≤0.015 | Balance |
| Sample No. | Withdrawal Rate (mm/min) | Cooling Rate (K/min) |
|---|---|---|
| #1 | 0.18 | 0.7 |
| #2 | 0.3 | 1.2 |
| #3 | 0.6 | 2.3 |
| #4 | 1.2 | 4.6 |
| #5 | 2.4 | 9.2 |
| Sample No. | Withdrawal Rate (mm/min) | Average Size of γ’ Phase in the Dendrite Arm (μm) | Average size of γ’ Phase in the Interdendritic Region (μm) |
|---|---|---|---|
| #1 | 0.18 | 1.02 ± 0.15 | 2.15 ± 0.42 |
| #2 | 0.3 | 0.94 ± 0.12 | 1.88 ± 0.36 |
| #3 | 0.6 | 0.81 ± 0.08 | 1.61 ± 0.21 |
| #4 | 1.2 | 0.74 ± 0.07 | 1.35 ± 0.15 |
| #5 | 2.4 | 0.69 ± 0.05 | 1.26 ± 0.12 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qu, J.; Yang, S.; Chen, Z.; Li, J.; Dong, A.; Gu, Y. Effects of Withdrawal Rate on the Microstructure of Directionally Solidified GH4720Li Superalloys. Materials 2019, 12, 771. https://doi.org/10.3390/ma12050771
Qu J, Yang S, Chen Z, Li J, Dong A, Gu Y. Effects of Withdrawal Rate on the Microstructure of Directionally Solidified GH4720Li Superalloys. Materials. 2019; 12(5):771. https://doi.org/10.3390/ma12050771
Chicago/Turabian StyleQu, Jinglong, Shufeng Yang, Zhengyang Chen, Jingshe Li, Anping Dong, and Yu Gu. 2019. "Effects of Withdrawal Rate on the Microstructure of Directionally Solidified GH4720Li Superalloys" Materials 12, no. 5: 771. https://doi.org/10.3390/ma12050771
APA StyleQu, J., Yang, S., Chen, Z., Li, J., Dong, A., & Gu, Y. (2019). Effects of Withdrawal Rate on the Microstructure of Directionally Solidified GH4720Li Superalloys. Materials, 12(5), 771. https://doi.org/10.3390/ma12050771