Laser-Assisted Thermal Imprinting of Microlens Arrays—Effects of Pressing Pressure and Pattern Size


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Experimental
2.1. MLA Molds
2.2. Experimental Setup and Conditions
3. Results and Discussion
3.1. Replication of 33-μm-Pitch MLA
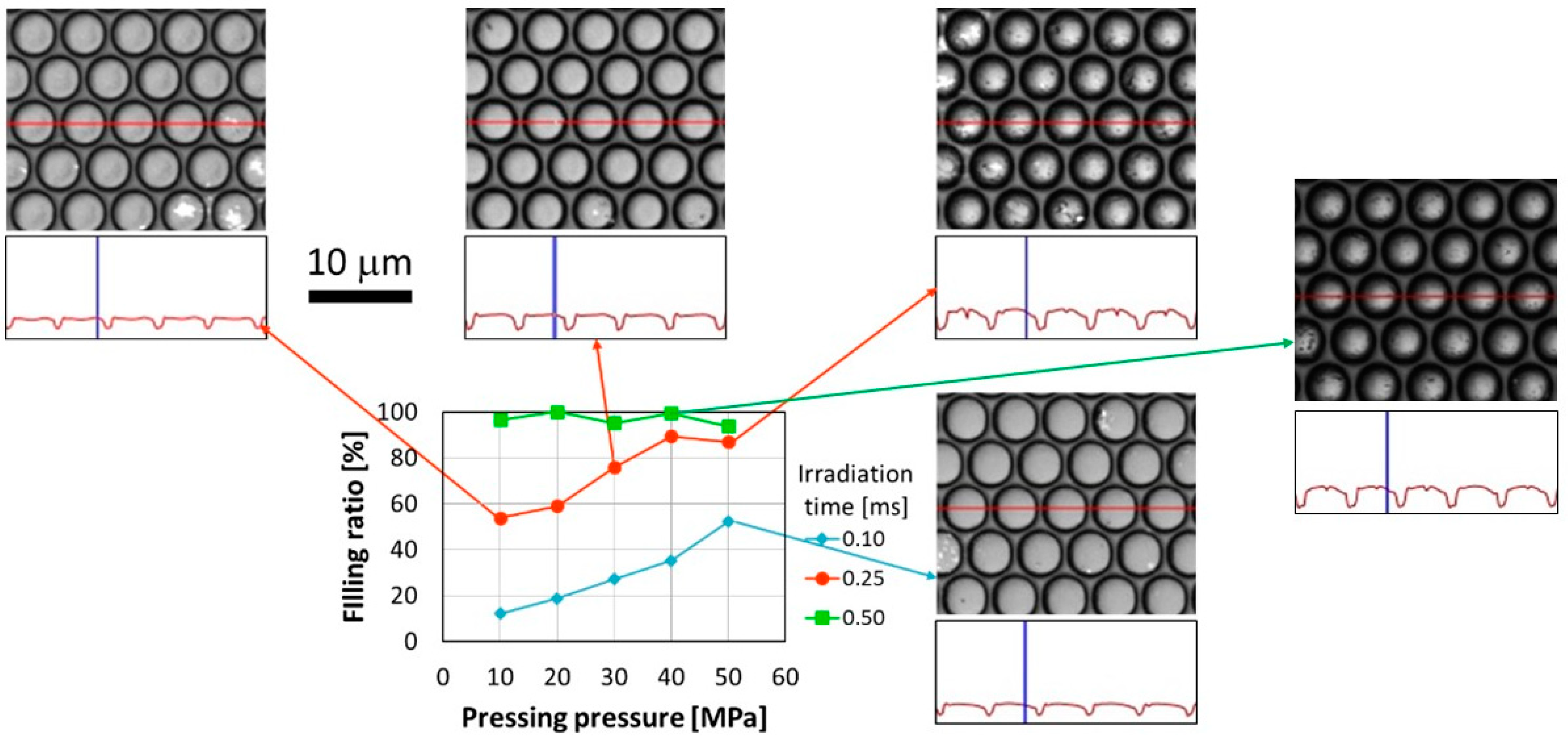
3.2. Replication of 5-μm-Pitch MLA
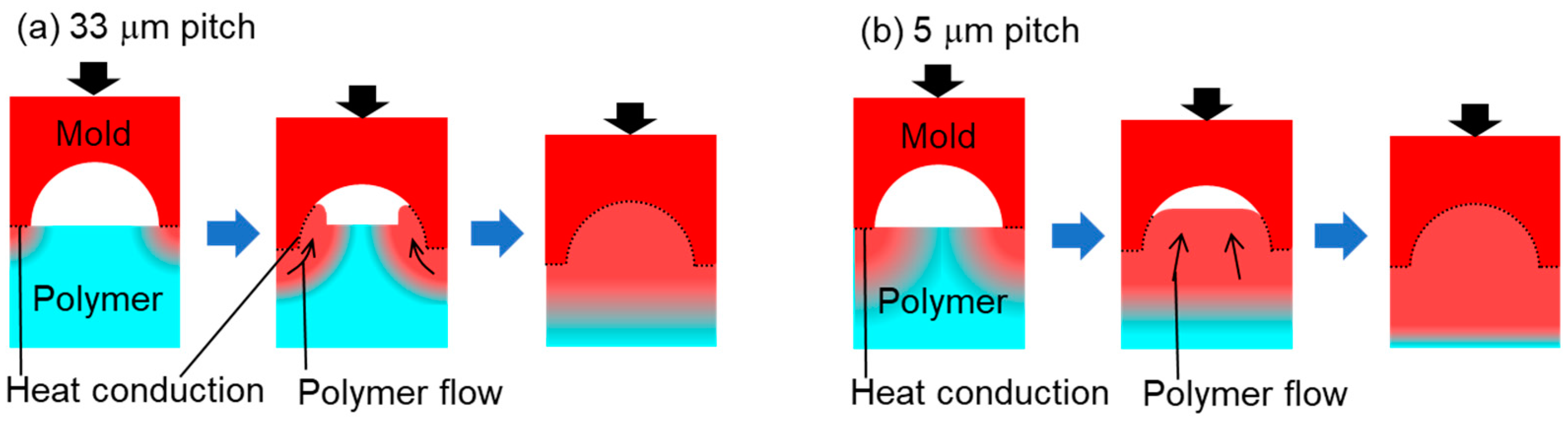
3.3. Comparison of Surface Shapes during Imprinting
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Yao, L.; He, J. Recent progress in antireflection and self-cleaning technology—From surface engineering to functional surfaces. Prog. Mater. Sci. 2014, 61, 94–143. [Google Scholar] [CrossRef]
- Galeotti, F.; Mróz, W.; Scavia, G.; Botta, C. Microlens arrays for light extraction enhancement in organic light-emitting diodes; A facile approach. Org. Electron. 2013, 14, 212–218. [Google Scholar] [CrossRef]
- Takahashi, K.; Nagato, K.; Hamaguchi, T.; Nakao, M. High-speed replication of light-extraction surface with thermal roller nanoimprinting. Microelectron. Eng. 2015, 141, 285–288. [Google Scholar] [CrossRef]
- Zhou, L.; Dong, X.X.; Lv, G.C.; Chen, J.; Shen, S. Fabrication of concave microlens diffuser films with a soft transparent mold of UV-curable polymer. Opt. Commun. 2015, 342, 167–172. [Google Scholar] [CrossRef]
- Altun, A.O.; Jeon, S.; Shim, J.; Jeong, J.H.; Choi, D.G.; Kim, K.D.; Choi, J.H.; Lee, S.W.; Lee, E.S.; Park, H.D.; et al. Corrugated organic light emitting diodes for enhanced light extraction. Org. Electron. 2010, 11, 711–716. [Google Scholar] [CrossRef]
- Reboud, V.; Kehagias, N.; Kehoe, T.; Leveque, G.; Mavidis, C.; Kafesaki, M.; Torres, C.M.S. Nanoimprinted plasmonic crystals for light extraction applications. Microelectron. Eng. 2010, 87, 1367–1369. [Google Scholar] [CrossRef]
- Yang, Y.; Mielczarek, K.; Aryal, M.; Zakhidov, A. Nanoimprinted polymer solar cell. ACS Nano. 2012, 6, 2877–2892. [Google Scholar] [CrossRef] [PubMed]
- Saito, M.; Kitamura, A.; Murahashi, M.; Yamanaka, K.; Hoa, L.Q.; Yamaguchi, Y.; Tamiya, E. Novel gold-capped nanopillars imprinted on a polymer film for highly sensitive plasmonic biosensing. Anal. Chem. 2012, 84, 5494–5500. [Google Scholar] [CrossRef] [PubMed]
- Chou, S.Y.; Krauss, P.R.; Renstron, P.J. Imprint of sub-25 nm vias and trenches in polymers. Appl. Phys. Lett. 1995, 67, 3114–3116. [Google Scholar] [CrossRef]
- Haisma, J.; Verheijen, M.; van den Heuvel, K. Mold-assisted nanolithography: A process for reliable pattern replication. J. Vac. Sci. Technol. B 1996, 14, 4124–4126. [Google Scholar] [CrossRef]
- Qin, D.; Xia, Y.; Whitesides, G.M. Soft lithography for micro- and nanoscale patterning. Nature Protoc. 2010, 5, 491–502. [Google Scholar] [CrossRef] [PubMed]
- Song, J.; Lu, H.; Li, S.; Tan, L.; Gruverman, A.; Ducharme, S. Fabrication of ferroelectric polymer nanostructures on flexible substrates by soft-mold reverse nanoimprint lithography. Nanotechnol. 2016, 27, 015302. [Google Scholar] [CrossRef] [PubMed]
- Song, J.; Lu, H.; Foreman, K.; Li, S.; Tan, L.; Adenwalla, S.; Gruverman, A.; Ducharme, S. Ferroelectric polymer nanopillar arrays on flexible substrates by reverse nanoimprint lithography. J. Mater. Chem. C 2016, 4, 5914–5921. [Google Scholar] [CrossRef]
- Schift, H.; David, C.; Gabriel, M.; Gobrecht, J.; Heyderman, L.J.; Kaiser, W.; Kӧppel, S.; Scandella, L. Nanoreplication in polymers using hot embossing and injection molding. Microelectron. Eng. 2000, 53, 171–174. [Google Scholar] [CrossRef]
- Guo, L.J. Recent progress in nanoimprint technology and its applications. J. Phys. D Appl. Phys. 2004, 37, 123–141. [Google Scholar] [CrossRef]
- Chou, S.Y.; Keimel, C.; Gu, J. Ultrafast and direct imprint of nanostructures in silicon. Nature 2002, 417, 835–837. [Google Scholar] [CrossRef] [PubMed]
- Xia, Q.; Keimel, C.; Ge, H.; Yu, Z.; Wu, W.; Chou, S.Y. Ultrafast patterning of nanostructures in polymers using laser assisted nanoimprint lithography. Appl. Phys. Lett. 2003, 83, 4417–4419. [Google Scholar] [CrossRef]
- Grigalinūnas, V.; Tamulevičius, S.; Tomašiūnas, R.; Kopustinskas, V.; Guobienė, A.; Jucius, D. Laser pulse assisted nanoimprint lithography. Thin Solid Films 2004, 453–454, 13–15. [Google Scholar]
- Grigalinūnas, V.; Tamulevičius, S.; Muehlberger, M.; Jucius, D.; Guobienė, A.; Kopustinskas, V.; Gudonytė, A. Nanoimprint lithography using IR laser irradiation. Appl. Surf. Sci. 2006, 253, 646–650. [Google Scholar] [CrossRef]
- Nagato, K.; Takahashi, K.; Sato, T.; Choi, J.; Hamaguchi, T.; Nakao, M. Laser-assisted replication of large area nanostructures. J. Mater. Proc. Technol. 2014, 214, 2444–2449. [Google Scholar] [CrossRef]
- Saxena, K.; Jain, V.K.; Mehta, D.S. A review on the light extraction techniques in organic electroluminescent devices. Opt. Mater. 2009, 32, 221–233. [Google Scholar] [CrossRef]
- Rowland, H.D.; Sun, A.C.; Schunk, P.R.; King, W.P. Impact of polymer film thickness and cavity size on polymer flow during embossing; Toward process design rules for nanoimprint lithography. J. Micromech. Microeng. 2005, 15, 2414–2425. [Google Scholar] [CrossRef]
- Mooney, M. A theory of large elastic deformation. J. Appl. Phys. 1940, 11, 582–592. [Google Scholar] [CrossRef]
- Gingold, R.A.; Monaghan, J.J. Kernel estimates as a basis for general particle methods in hydrodynamics. J. Comput. Phys. 1982, 46, 429–453. [Google Scholar] [CrossRef]






© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nagato, K.; Yajima, Y.; Nakao, M. Laser-Assisted Thermal Imprinting of Microlens Arrays—Effects of Pressing Pressure and Pattern Size. Materials 2019, 12, 675. https://doi.org/10.3390/ma12040675
Nagato K, Yajima Y, Nakao M. Laser-Assisted Thermal Imprinting of Microlens Arrays—Effects of Pressing Pressure and Pattern Size. Materials. 2019; 12(4):675. https://doi.org/10.3390/ma12040675
Chicago/Turabian StyleNagato, Keisuke, Yuki Yajima, and Masayuki Nakao. 2019. "Laser-Assisted Thermal Imprinting of Microlens Arrays—Effects of Pressing Pressure and Pattern Size" Materials 12, no. 4: 675. https://doi.org/10.3390/ma12040675
APA StyleNagato, K., Yajima, Y., & Nakao, M. (2019). Laser-Assisted Thermal Imprinting of Microlens Arrays—Effects of Pressing Pressure and Pattern Size. Materials, 12(4), 675. https://doi.org/10.3390/ma12040675