Enhanced Thermal Stability of Thermoplastic Polymer Nanostructures for Nanoimprint Lithography

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Section
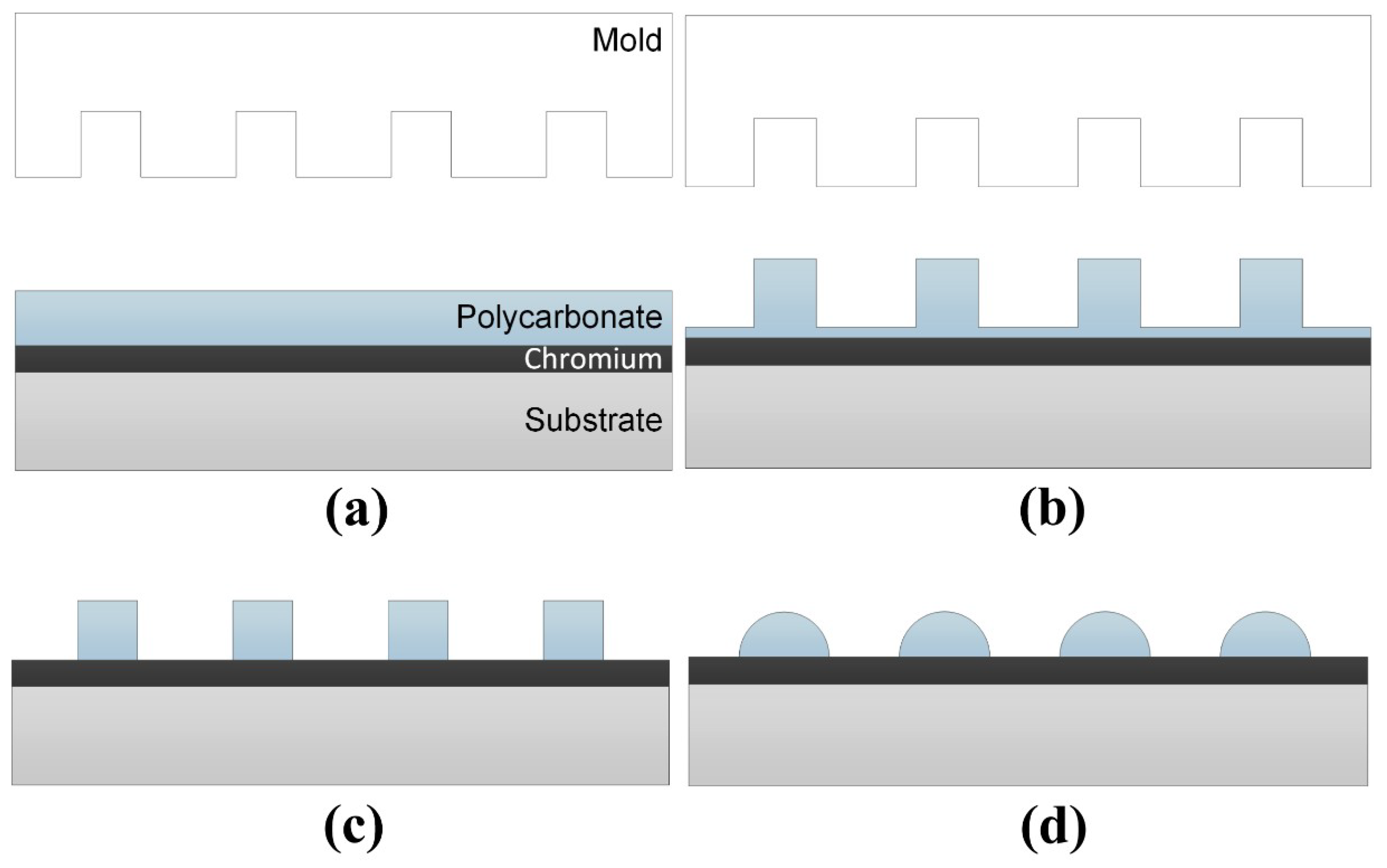
2.1. Nanoimprint Mold Fabrication
2.2. Polycarbonate Thin Films
2.3. Polycarbonate Nanoimprint and Thermal Annealing
2.4. Polycarbonate Grating Reflow and End-Point Control
3. Results and Discussion
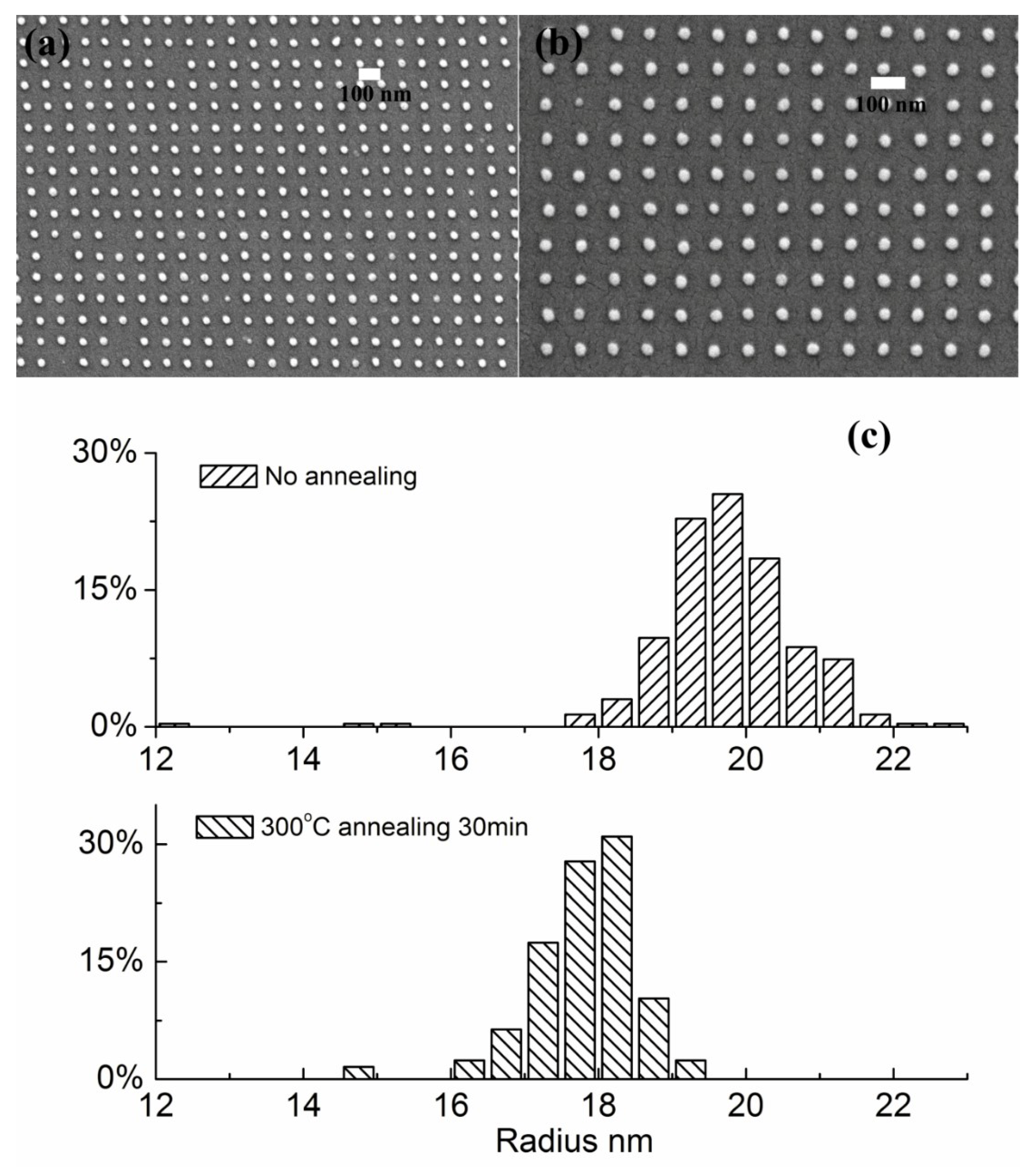
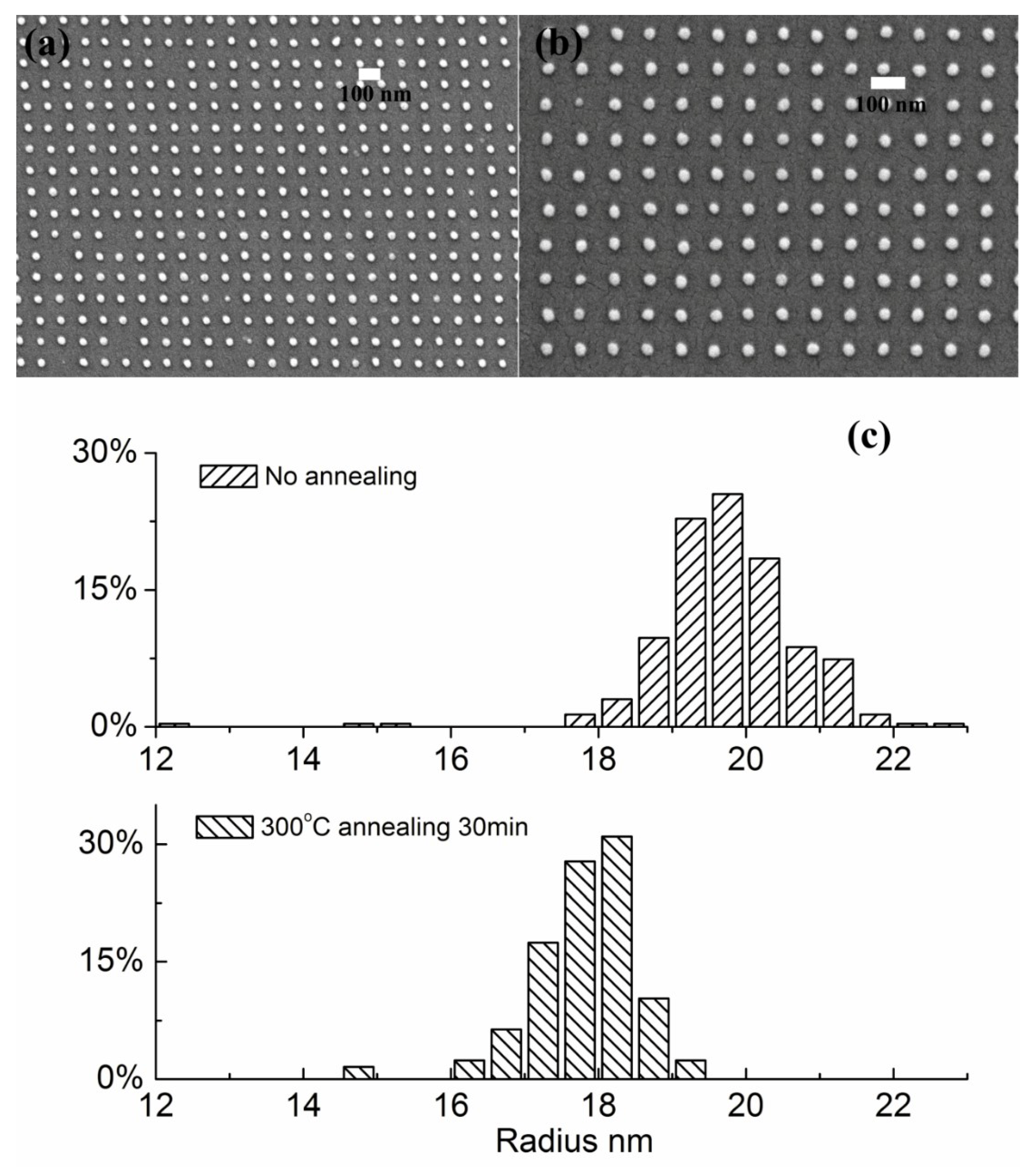
3.1. Enhanced Thermal Stability of Polycarbonate Patterns
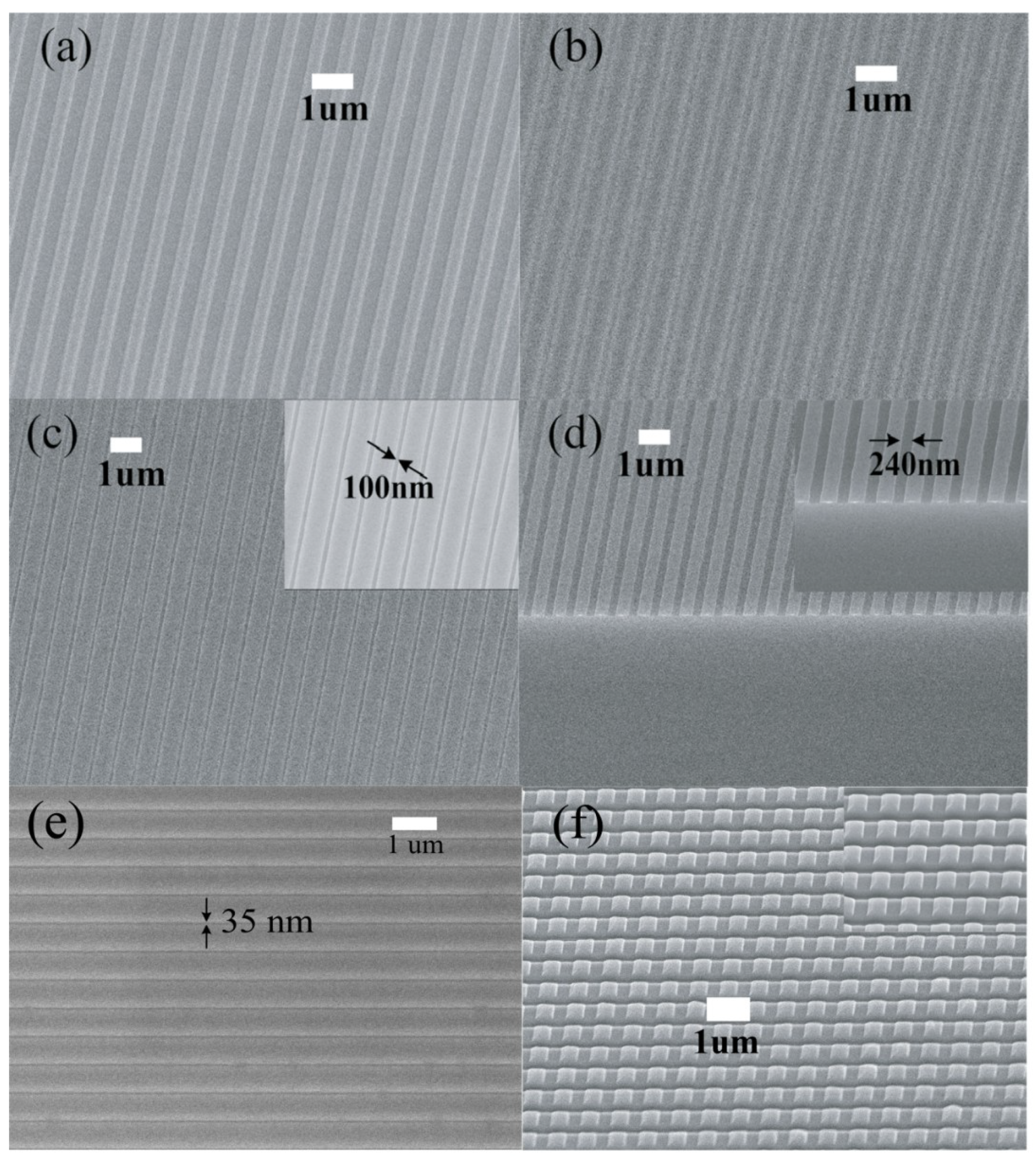
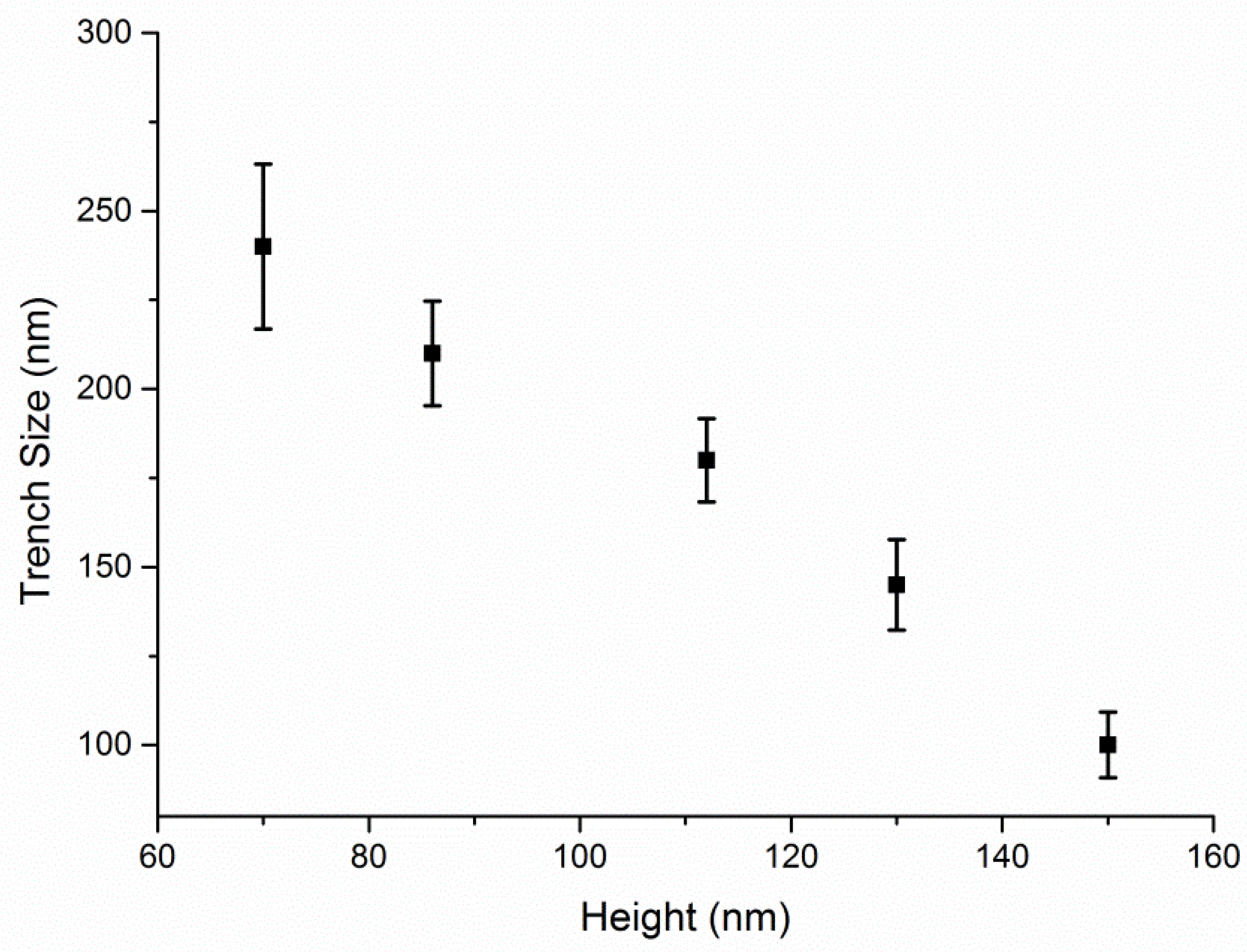
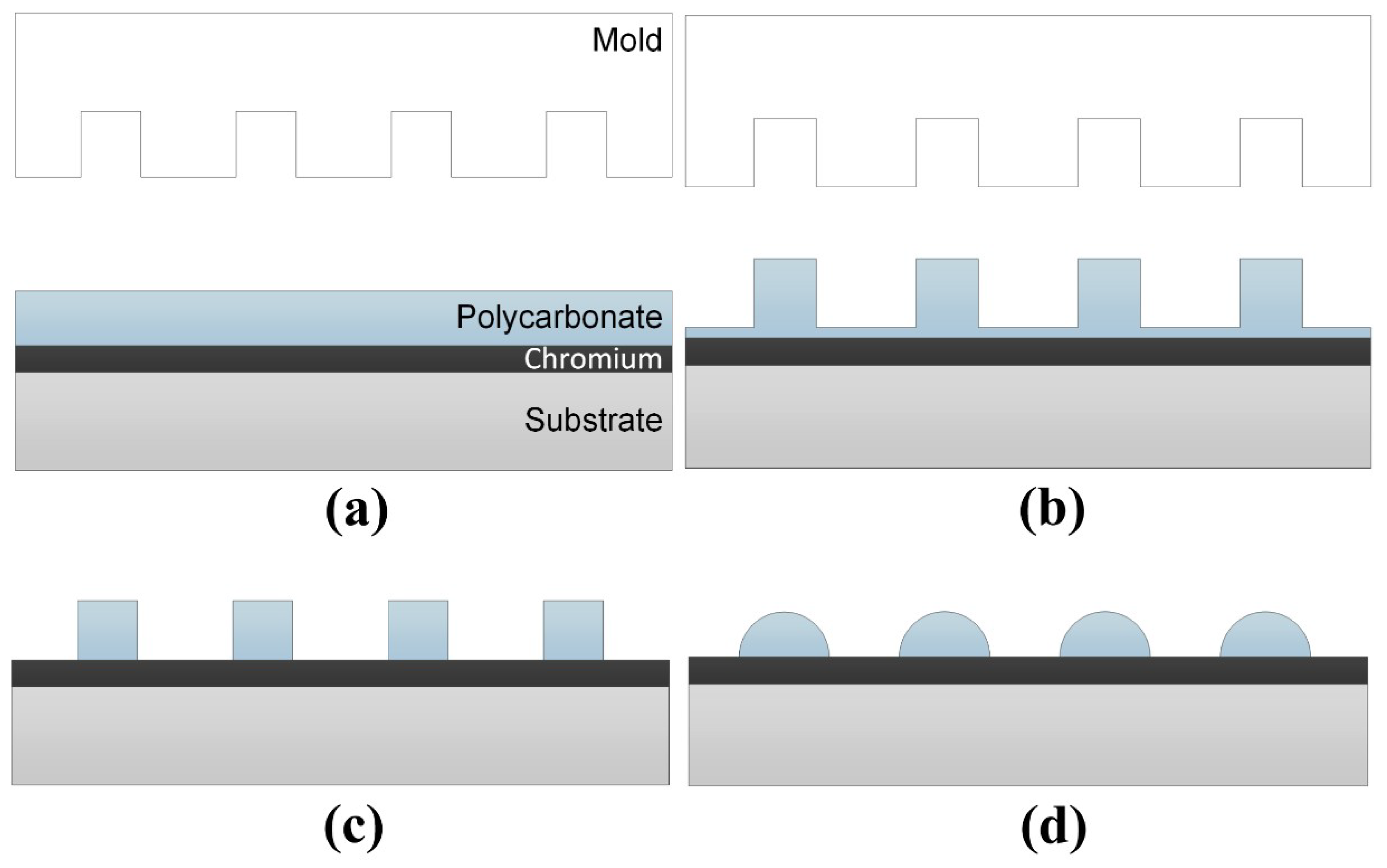
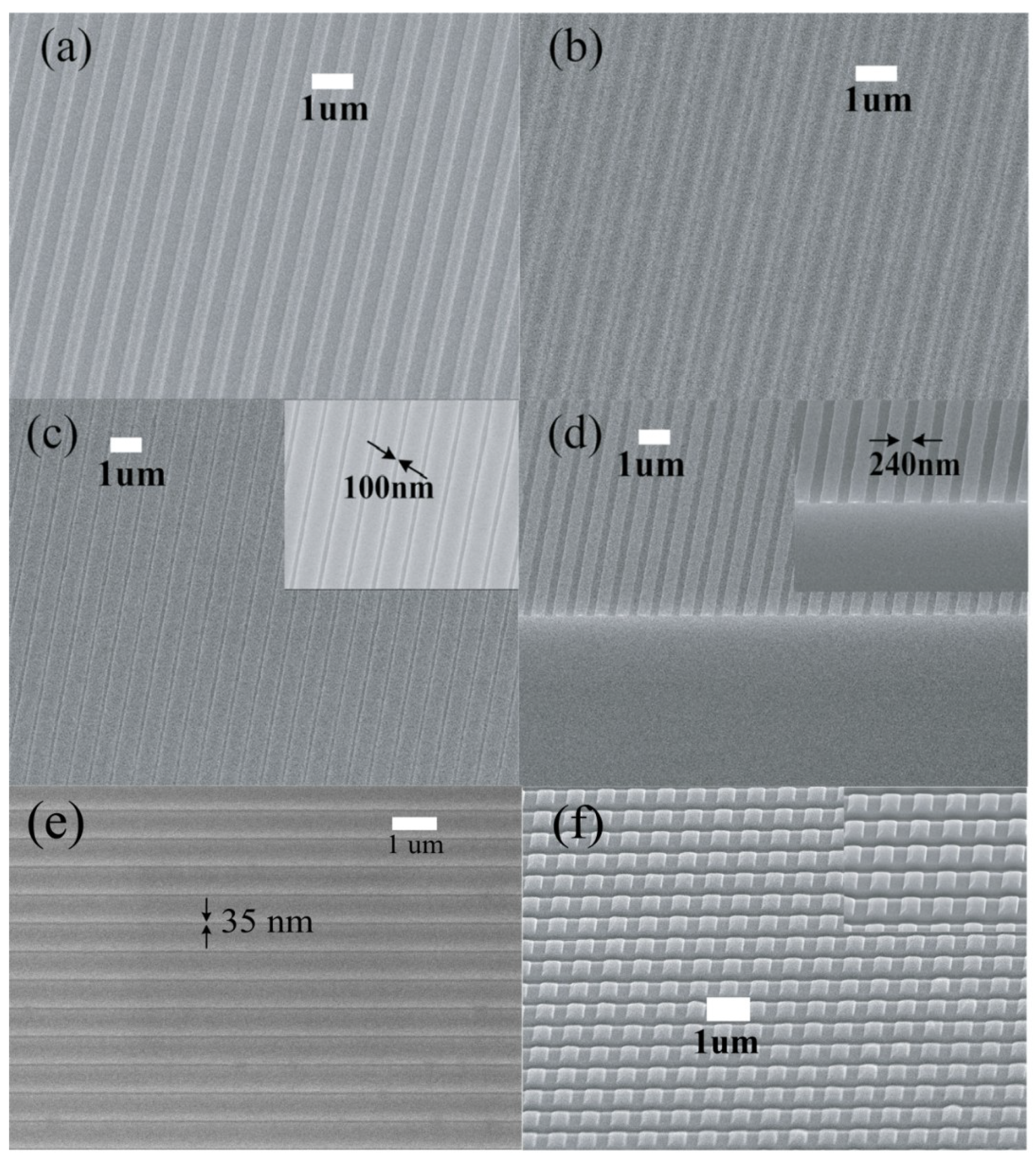
3.2. Reflow of Polycarbonate Gratings and Its Application in Nanopatterning
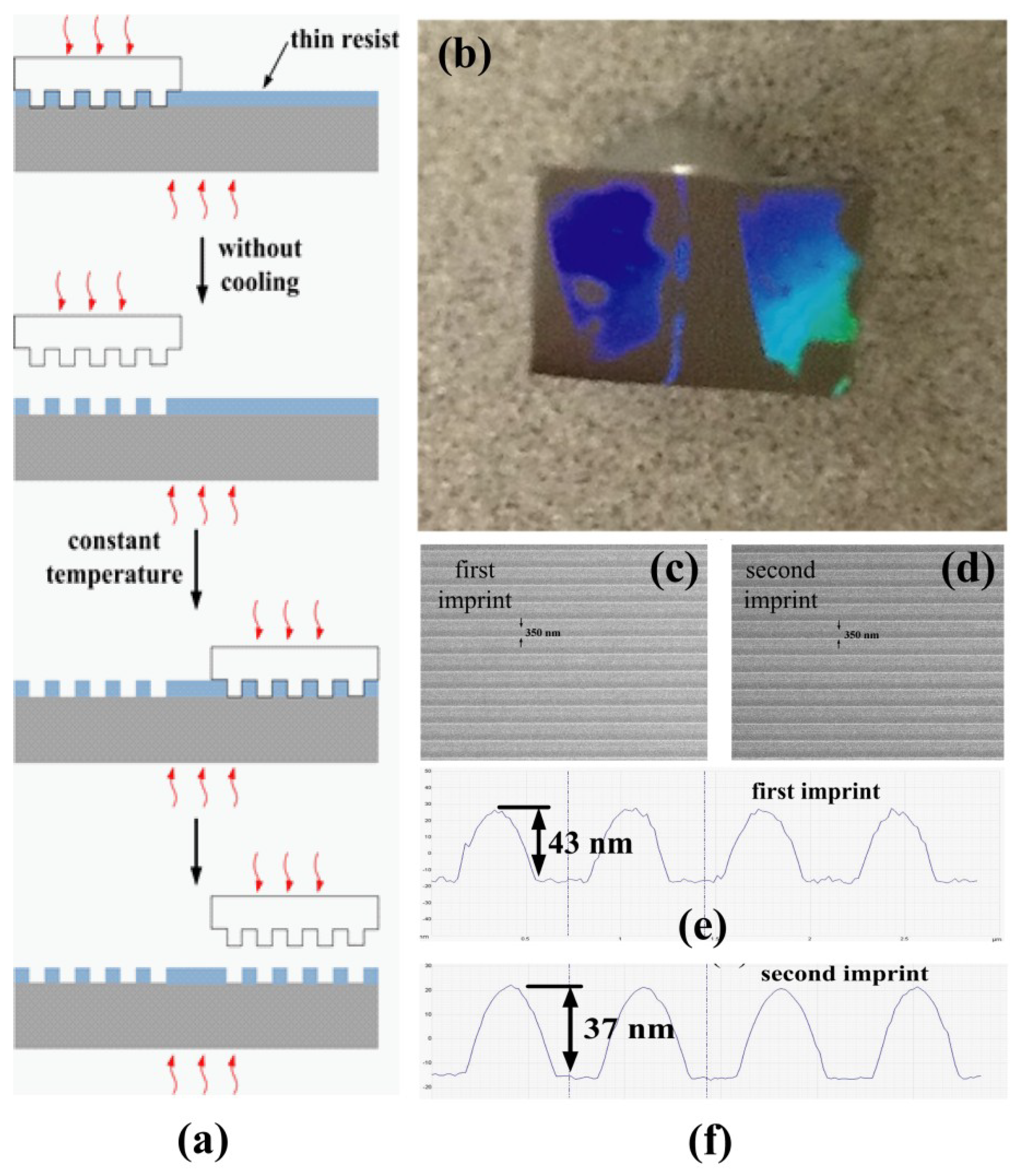
3.3. Step-and-Repeat Thermal Nanoimprinting
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chou, S.Y. Sub-10 nm imprint lithography and applications. J. Vac. Sci. Technol. B Microelectron. Nanom. Struct. 1997, 15, 2897–2904. [Google Scholar] [CrossRef]
- Austin, M.D.; Ge, H.; Wu, W.; Li, M.; Yu, Z.; Wasserman, D.; Lyon, S.A.; Chou, S.Y. Fabrication of 5 nm linewidth and 14 nm pitch features by nanoimprint lithography. Appl. Phys. Lett. 2004, 84, 5299–5301. [Google Scholar] [CrossRef]
- Gates, B.D.; Xu, Q.; Stewart, M.; Ryan, D.; Willson, C.G.; Whitesides, G.M. New approaches to nanofabrication: Molding, printing, and other techniques. Chem. Rev. 2005, 105, 1171–1196. [Google Scholar] [CrossRef] [PubMed]
- Guo, L.J. Recent progress in nanoimprint technology and its applications. J. Phys. D Appl. Phys. 2004, 37, R123–R141. [Google Scholar] [CrossRef]
- Guo, L.J.J. Nanoimprint lithography: Methods and material requirements. Adv. Mater. 2007, 19, 495–513. [Google Scholar] [CrossRef]
- Chou, S.Y.; Krauss, P.R.; Renstrom, P.J. Imprint lithography with 25-nanometer resolution. Science 1996, 272, 85–87. [Google Scholar] [CrossRef]
- Martín, J.I.; Nogués, J.; Liu, K.; Vicent, J.L.; Schuller, I.K. Ordered magnetic nanostructures: Fabrication and properties. J. Magn. Magn. Mater. 2003, 256, 449–501. [Google Scholar] [CrossRef]
- Kooy, N.; Mohamed, K.; Pin, L.T.; Guan, O.S. A review of roll-to-roll nanoimprint lithography. Nanoscale Res. Lett. 2014, 9, 1–13. [Google Scholar] [CrossRef]
- Stewart, M.D.; Willson, C.G. Imprint materials for nanoscale devices. MRS Bull. 2005, 30, 947–951. [Google Scholar] [CrossRef]
- Zhou, W.; Min, G.; Zhang, J.; Liu, Y.; Wang, J.; Zhang, Y.; Sun, F. Nanoimprint Lithography: A Processing Technique for Nanofabrication Advancement Citation. Nano-Micro Lett 2011, 3, 135–140. [Google Scholar] [CrossRef]
- Sun, H. Recent progress in low temperature nanoimprint lithography. Microsyst. Technol. 2014, 21, 1–7. [Google Scholar] [CrossRef]
- Okada, M.; Miyake, H.; Iyoshi, S.; Yukawa, T.; Katase, T.; Tone, K.; Haruyama, Y.; Matsui, S. Double patterning in nanoimprint lithography. Microelectron. Eng. 2013, 112, 139–142. [Google Scholar] [CrossRef]
- Amirsadeghi, A.; Lee, J.J.; Park, S. Surface adhesion and demolding force dependence on resist composition in ultraviolet nanoimprint lithography. Appl. Surf. Sci. 2011, 258, 1272–1278. [Google Scholar] [CrossRef]
- Jiao, F.; Huang, Q.; Ren, W.; Zhou, W.; Qi, F.; Zheng, Y.; Xie, J. Enhanced performance for solar cells with moth-eye structure fabricated by UV nanoimprint lithography. Microelectron. Eng. 2013, 103, 126–130. [Google Scholar] [CrossRef]
- Chou, S.Y.; Krauss, P.R.; Renstrom, P.J. Imprint of sub-25 nm vias and trenches in polymers. Appl. Phys. Lett. 1995, 67, 3114–3116. [Google Scholar] [CrossRef]
- Schift, H. Nanoimprint lithography: An old story in modern times? A review. J. Vac. Sci. Technol. B Microelectron. Nanom. Struct. 2008, 26, 458–480. [Google Scholar] [CrossRef]
- Otto, M.; Bender, M.; Hadam, B.; Spangenberg, B.; Kurz, H. Characterization and application of a UV-based imprint technique. Microelectron. Eng. 2001, 57–58, 361–366. [Google Scholar] [CrossRef]
- Takei, S.; Ogawa, T.; Deschner, R.; Hanabata, M.; Willson, C.G. Advanced step and flash nanoimprint lithography using UV-sensitive hard mask underlayer material. Micro Nano Lett. 2010, 5, 117–120. [Google Scholar] [CrossRef]
- Resnick, D.J.; Sreenivasan, S.V.; Willson, C.G. Step & flash imprint lithography. Mater. Today 2005, 8, 34–42. [Google Scholar]
- Hamdana, G.; Puranto, P.; Langfahl-Klabes, J.; Li, Z.; Pohlenz, F.; Xu, M.; Granz, T.; Bertke, M.; Wasisto, H.S.; Brand, U.; et al. Nanoindentation of crystalline silicon pillars fabricated by soft UV nanoimprint lithography and cryogenic deep reactive ion etching. Sens. Actuators A Phys. 2018, 283, 65–78. [Google Scholar] [CrossRef]
- Cui, D.; Li, H.; Park, H.; Cheng, X. Improving organic thin-film transistor performance by nanoimprint-induced chain ordering. J. Vac. Sci. Technol. B 2008, 26, 2404–2409. [Google Scholar] [CrossRef]
- Yang, Y.; Mielczarek, K.; Aryal, M.; Zakhidov, A.; Hu, W. Nanoimprinted polymer solar cell. ACS Nano 2012, 6, 2877–2892. [Google Scholar] [CrossRef] [PubMed]
- Li, W.-D.; Wu, W.; Stanley Williams, R. Combined helium ion beam and nanoimprint lithography attains 4 nm half-pitch dense patterns. J. Vac. Sci. Technol. B Nanotechnol. Microelectron. Mater. Process. Meas. Phenom. 2012, 30, 06F304. [Google Scholar] [CrossRef]
- Sandison, M.E.; Cooper, J.M. Nanofabrication of electrode arrays by electron-beam and nanoimprint lithographies. Lab Chip 2006, 6, 1020–1025. [Google Scholar] [CrossRef] [PubMed]
- Vieu, C.; Carcenac, F.; Pépin, A.; Chen, Y.; Mejias, M.; Lebib, A.; Manin-Ferlazzo, L.; Couraud, L.; Launois, H. Electron beam lithography: Resolution limits and applications. Appl. Surf. Sci. 2000, 164, 111–117. [Google Scholar] [CrossRef]
- Vitor, R.; Zhang, L.; Su, D.; Duan, H.; Hobbs, R.G.; Stach, E.A.; Berggren, K.K.; Link, C. Resolution Limits of Electron-Beam Lithography toward the Atomic Scale Accessed Resolution limits of electron - beam lithography towards the atomic scale. Nano Lett. 2016, 14–17. [Google Scholar]
- Chen, Y. Nanofabrication by electron beam lithography and its applications: A review. Microelectron. Eng. 2015, 135, 57–72. [Google Scholar] [CrossRef]
- Jin, H.M.; Kim, J.Y.; Heo, M.; Jeong, S.-J.; Kim, B.H.; Cha, S.K.; Han, K.H.; Kim, J.H.; Yang, G.G.; Shin, J.; et al. Ultralarge Area Sub-10 nm Plasmonic Nanogap Array by Block Copolymer Self-Assembly for Reliable High-Sensitivity SERS. ACS Appl. Mater. Interfaces 2018, 10, 44660–44667. [Google Scholar] [CrossRef]
- Rasappa, S.; Hulkkonen, H.; Schulte, L.; Ndoni, S.; Reuna, J.; Salminen, T.; Niemi, T. High molecular weight block copolymer lithography for nanofabrication of hard mask and photonic nanostructures. J. Colloid Interface Sci. 2019, 534, 420–429. [Google Scholar] [CrossRef]
- Kim, S.O.; Solak, H.H.; Stoykovich, M.P.; Ferrier, N.J.; De Pablo, J.J.; Nealey, P.F. Epitaxial self-assembly of block copolymers on lithographically defined nanopatterned substrates. Nature 2003, 424, 411–414. [Google Scholar] [CrossRef]
- Park, M.; Harrision, C.; Chaikin, P.M.; Register, R.A.; Adamson, D.H. Block Copolymer Lithography: Periodic Arrays of Approximately 10 Holes in 1 Square Centimeter. Science (80-) 1997, 276, 1401–1404. [Google Scholar] [CrossRef]
- Haynes, C.L.; Van Duyne, R.P. Nanosphere lithography: A versatile nanofabrication tool for studies of size-dependent nanoparticle optics. J. Phys. Chem. B 2001, 105, 5599–5611. [Google Scholar] [CrossRef]
- Hamdana, G.; Südkamp, T.; Descoins, M.; Mangelinck, D.; Caccamo, L.; Bertke, M.; Wasisto, H.S.; Bracht, H.; Peiner, E. Towards fabrication of 3D isotopically modulated vertical silicon nanowires in selective areas by nanosphere lithography. Microelectron. Eng. 2017, 179, 74–82. [Google Scholar] [CrossRef]
- Chen, X.; Brueck, S.R.J. Imaging interferometric lithography: Approaching the resolution limits of optics. Opt. Lett. 1999, 24, 124–126. [Google Scholar] [CrossRef] [PubMed]
- Rodriguez, A.; Echeverría, M.; Ellman, M.; Perez, N.; Verevkin, Y.K.; Peng, C.S.; Berthou, T.; Wang, Z.; Ayerdi, I.; Savall, J.; et al. Laser interference lithography for nanoscale structuring of materials: From laboratory to industry. Microelectron. Eng. 2009, 86, 937–940. [Google Scholar] [CrossRef]
- Xia, D.; Ku, Z.; Lee, S.C.; Brueck, S.R.J. Nanostructures and functional materials fabricated by interferometric lithography. Adv. Mater. 2011, 23, 147–179. [Google Scholar] [CrossRef] [PubMed]
- Jones, R.L.; Hu, T.; Soles, C.L.; Lin, E.K.; Reano, R.M.; Pang, S.W.; Casa, D.M. Real-time shape evolution of nanoimprinted polymer structures during thermal annealing. Nano Lett. 2006, 6, 1723–1728. [Google Scholar] [CrossRef]
- Lebib, A.; Chen, Y.; Cambril, E.; Youinou, P.; Studer, V.; Natali, M.; Pépin, A.; Janssen, H.M.; Sijbesma, R.P. Room-temperature and low-pressure nanoimprint lithography. Microelectron. Eng. 2002, 61–62, 371–377. [Google Scholar] [CrossRef]
- Mohamed, K.; Alkaisi, M.M.; Smaill, J. Resist deformation at low temperature in nanoimprint lithography. Curr. Appl. Phys. 2006, 6, 486–490. [Google Scholar] [CrossRef]
- Chiang, C.K.; Wallace, W.E.; Lynn, G.W.; Feiler, D.; Xia, W. Thermally induced stress relaxation and densification of spin-on-glass thin films. Appl. Phys. Lett. 2000, 76, 430–432. [Google Scholar] [CrossRef]
- Alkaisi, M.M.; Blaikie, R.J.; McNab, S.J. Low temperature nanoimprint lithography using silicon nitride molds. Microelectron. Eng. 2001, 57–58, 367–373. [Google Scholar]
- Namatsu, H.; Oda, M.; Yokoo, A.; Fukuda, M.; Irisa, K.; Tsurumi, S.; Komatsu, K. Chemical nanoimprint lithography for step-and-repeat Si patterning. J. Vac. Sci. Technol. B Microelectron. Nanom. Struct. 2007, 25, 2321–2324. [Google Scholar] [CrossRef]
- Takei, S.; Ogawa, T.; Deschner, R.; Willson, C.G. Reduction of pattern peeling in step-and-flash imprint lithography. Microelectron. Eng. 2014, 116, 44–50. [Google Scholar] [CrossRef]
- Ding, Y.; Ro, H.W.; Douglas, J.F.; Jones, R.L.; Hine, D.R.; Karim, A.; Soles, C.L. Polymer viscoelasticity and residual stress effects on nanoimprint lithography. Adv. Mater. 2007, 19, 1377–1382. [Google Scholar] [CrossRef]
- Leveder, T.; Rognin, E.; Landis, S.; Davoust, L. Reflow of supported sub-100 nm polymer films as a characterization process for NanoImprint lithography. Microelectron. Eng. 2011, 88, 1867–1870. [Google Scholar] [CrossRef]
- Okada, M.; Shibata, M.; Haruyama, Y.; Kanda, K.; Hirai, Y.; Matsui, S. Cross-sectional observation of nanoimprint resins filled in SiO2/Si mold pattern using scanning electron microscopy. Microelectron. Eng. 2010, 87, 1159–1163. [Google Scholar] [CrossRef]
- Leveder, T.; Landis, S.; Davoust, L. Reflow dynamics of thin patterned viscous films. Appl. Phys. Lett. 2008, 92. [Google Scholar] [CrossRef]
- Rognin, E.; Landis, S.; Davoust, L. Viscoelastic properties measurements of thin polymer films from reflow of nanoimprinted patterns. J. Vac. Sci. Technol. B Nanotechnol. Microelectron. Mater. Process. Meas. Phenom. 2012, 30, 11602. [Google Scholar] [CrossRef]
- Nazaripoor, H.; Koch, C.R.; Sadrzadeh, M.; Bhattacharjee, S. Thermo-Electrohydrodynamic Patterning in Nanofilms. Langmuir 2016, 32, 5776–5786. [Google Scholar] [CrossRef]
- McLeish, T.C.B. Tube theory of entangled polymer dynamics. Adv. Phys. 2002, 51, 1379–1527. [Google Scholar] [CrossRef]
- Wu, S. Predicting Chain Conformation and Entanglement. Engineering 1992, 32, 823–830. [Google Scholar]
- Fetters, L.J.; Lohse, D.J.; Richter, D.; Witten, T.A.; Zirkel, A. Connection between Polymer Molecular Weight, Density, Chain Dimensions, and Melt Viscoelastic Properties. Macromolecules 1994, 27, 4639–4647. [Google Scholar] [CrossRef]
- De Gennes, P.G. Wetting: Statics and dynamics. Rev. Mod. Phys. 1985, 57, 827–863. [Google Scholar] [CrossRef]
- Watanabe, H. Viscoelasticity and dynamics of entangled polymers. Prog. Polym. Sci. 1999, 24, 1253–1403. [Google Scholar] [CrossRef]
- Ding, Y.; Wook Ro, H.; Germer, T.A.; Douglas, J.F.; Okerberg, B.C.; Karim, A.; Soles, C.L. Relaxation behavior of polymer structures fabricated by nanoimprint lithography. ACS Nano 2007, 1, 84–92. [Google Scholar] [CrossRef] [PubMed]
- Zhao, W.; Rafailovich, M.H.; Sokolov, J.; Fetters, L.J.; Plano, R.; Sanyal, M.K.; Sinha, S.K.; Sauer, B.B. Wetting properties of thin liquid polyethylene propylene films. Phys. Rev. Lett. 1993, 70, 1453–1456. [Google Scholar] [CrossRef] [PubMed]
- Gawrisch, W.; Brereton, M.G.; Fischer, E.W. A new method for data evaluation of small angle neutron scattering experiments and its application to amorphous polycarbonate. Polym. Bull. 1981, 4, 687–691. [Google Scholar] [CrossRef]
- Larsson, A.; Dérand, H. Stability of polycarbonate and polystyrene surfaces after hydrophilization with high intensity oxygen RF plasma. J. Colloid Interface Sci. 2002, 246, 214–221. [Google Scholar] [CrossRef] [PubMed]
- Sharma, R.; Holcomb, E.; Trigwell, S.; Mazumder, M. Stability of atmospheric-pressure plasma induced changes on polycarbonate surfaces. J. Electrostat. 2007, 65, 269–273. [Google Scholar] [CrossRef]
- Gourgon, C.; Ferchichi, A.K.; Pietroy, D.; Haatainen, T.; Tesseire, J. Scatterometry analysis of sequentially imprinted patterns: Influence of thermal parameters. Microelectron. Eng. 2012, 98, 270–274. [Google Scholar] [CrossRef]
- Yoon, H.; Cho, H.S.; Suh, K.Y.; Char, K. Step-and-repeat process for thermal nanoimprint lithography. Nanotechnology 2010, 21, 105302. [Google Scholar] [CrossRef]
- Francone, A.; Kehoe, T.; Obieta, I.; Saez-Martinez, V.; Bilbao, L.; Khokhar, A.Z.; Gadegaard, N.; Simao, C.D.; Kehagias, N.; Sotomayor Torres, C.M. Integrated 3D hydrogel waveguide out-coupler by step-and-repeat thermal nanoimprint lithography: A promising sensor device for water and pH. Sensors 2018, 18, 3240. [Google Scholar] [CrossRef] [PubMed]
- Haatainen, T.; Ahopelto, J.; Gruetzner, G.; Fink, M.; Pfeiffer, K. Step and stamp imprint lithography using a commercial flip chip bonder. Proc. SPIE Int. Soc. Opt. Eng. 2000, 3997, 874–881. [Google Scholar]
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Y.; Luo, B.; Cheng, X. Enhanced Thermal Stability of Thermoplastic Polymer Nanostructures for Nanoimprint Lithography. Materials 2019, 12, 545. https://doi.org/10.3390/ma12030545
Jiang Y, Luo B, Cheng X. Enhanced Thermal Stability of Thermoplastic Polymer Nanostructures for Nanoimprint Lithography. Materials. 2019; 12(3):545. https://doi.org/10.3390/ma12030545
Chicago/Turabian StyleJiang, Youwei, Bingqing Luo, and Xing Cheng. 2019. "Enhanced Thermal Stability of Thermoplastic Polymer Nanostructures for Nanoimprint Lithography" Materials 12, no. 3: 545. https://doi.org/10.3390/ma12030545
APA StyleJiang, Y., Luo, B., & Cheng, X. (2019). Enhanced Thermal Stability of Thermoplastic Polymer Nanostructures for Nanoimprint Lithography. Materials, 12(3), 545. https://doi.org/10.3390/ma12030545