Manufacturing Dense Thick Films of Lunar Regolith Simulant EAC-1 at Room Temperature


Abstract
1. Introduction
2. Materials and Methods
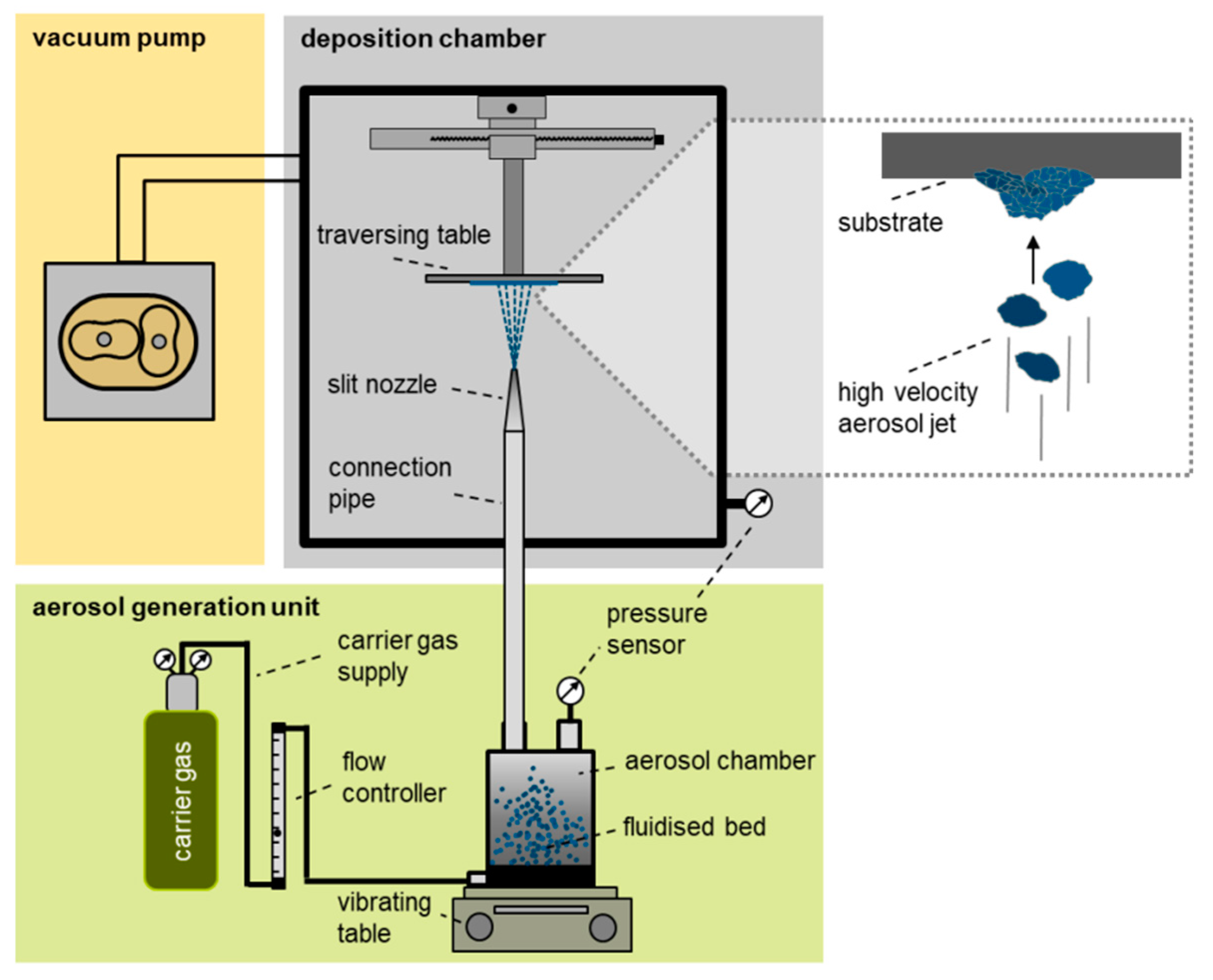
2.1. Material Preparation and Aerosol Deposition
2.2. Analysis
3. Results and Discussion
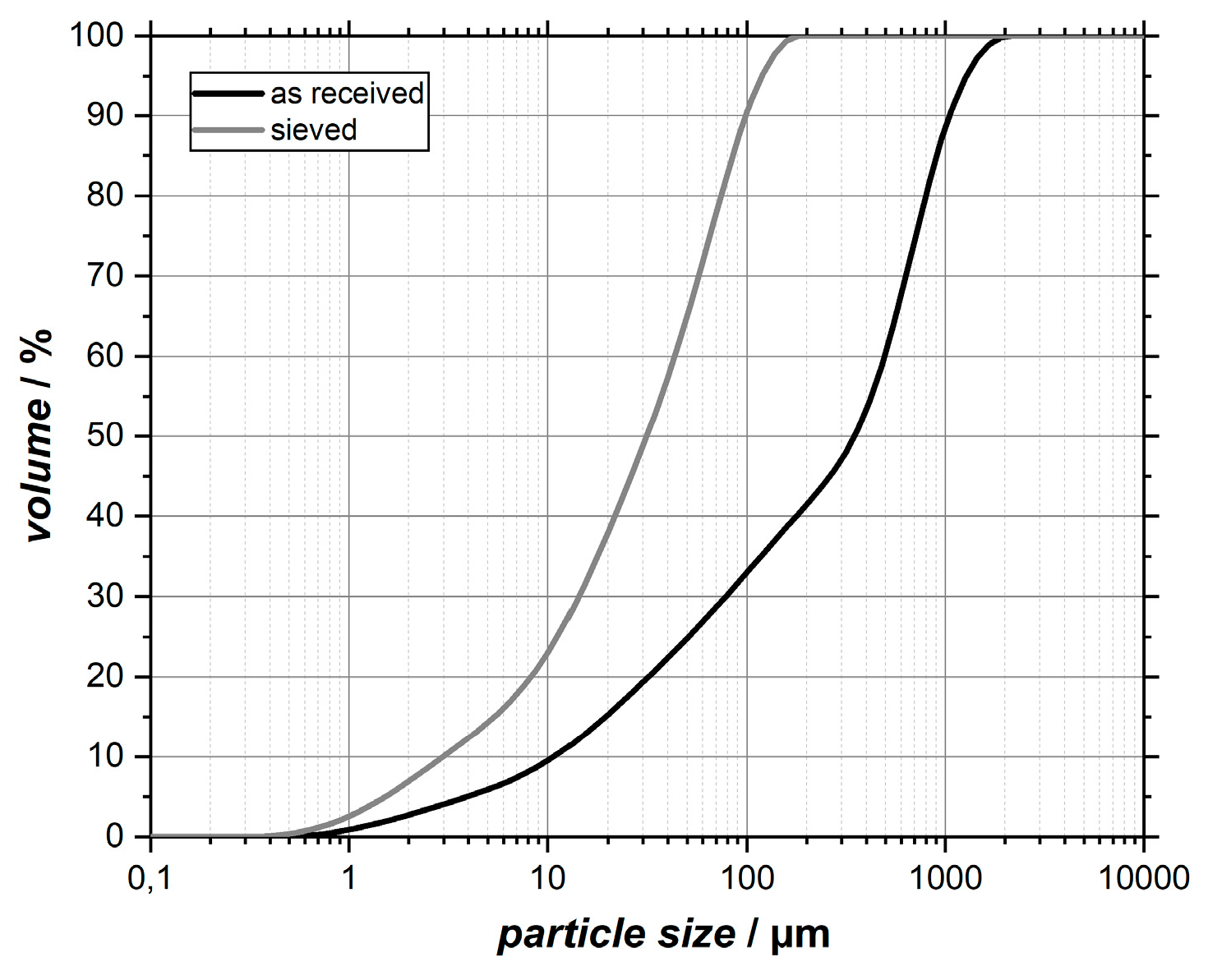
3.1. EAC-1 Powder Characterization
3.2. Deposited EAC-1 Films
3.2.1. Film Thicknesses and Deposition Rates at Steel
3.2.2. LSM—Film and Substrate Surfaces
3.2.3. SEM—Cross-Section
3.2.4. Microhardness
3.2.5. Roughness
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- European Space Agency. Our Closest Neighbour. Available online: https://www.esa.int/Our_Activities/Human_Spaceflight/Exploration/Our_closest_neighbour (accessed on 19 December 2018).
- Ansdell, M.; Ehrenfreund, P.; McKay, C. Stepping Stones toward Global space Exploration. Acta Astronaut. 2011, 68, 2098–2113. [Google Scholar] [CrossRef]
- National Aeronautics and Space Administration. NASA Strategic Plan 2018. Available online: https://science.nasa.gov/about-us/science-strategy (accessed on 19 December 2018).
- International Space Exploration Coordination Group. The Global Exploration Roadmap. Available online: https://www.globalspaceexploration.org/wordpress/?cat=3 (accessed on 19 December 2018).
- Wörner, J.-D. Moon Village, A Vision for Global Cooperation and Space 4.0. Available online: https://www.esa.int/About_Us/Ministerial_Council_2016/Moon_Village (accessed on 19 December 2018).
- Kornuta, D.; Abbud-Madrid, A.; Atkinson, A.; Barr, J.; Barnhard, G.; Bienhoff, D.; Blair, B.; Clark, V.; Cyrus, J.; DeWitt, B.; et al. Commercial Lunar Propellant Architecture: A Collaborative Study of Lunar Propellant Production. Available online: http://hdl.handle.net/20.500.11753/1245 (accessed on 19 December 2018).
- Meurisse, A.; Beltzung, J.C.; Kolbe, M.; Cowley, A.; Sperl, M. Influence of Mineral Composition on Sintering Lunar Regolith. J. Aerosp. Eng. 2017, 30, 4017014. [Google Scholar] [CrossRef]
- Schleppi, J.; Gibbons, J.; Groetsch, A.; Buckman, J.; Cowley, A.; Bennett, N. Manufacture of glass and mirrors from lunar regolith simulant. J. Mater. Sci. 2018, 30, 174. [Google Scholar] [CrossRef]
- Heiken, G.H.; Vaniman, D.; French, B.M. (Eds.) Lunar Sourcebook: A User’s Guide to the Moon, 1st ed.; Cambridge University Press: Cambridge, UK, 1991. [Google Scholar]
- Crenshaw, D.; Cigno, P.; Kurtis, P.; Wynick, G.; Wang, X.; Jeffrey, R.; Craig, C.; Deriso, S.; Royston, J. To infinity and beyond: Outer space applications of 3-D ceramics printed via ink jet methods. Am. Ceram. Soc. Bull. 2018, 97, 23–28. [Google Scholar]
- Goulas, A.; Harris, R.A.; Friel, R.J. Additive manufacturing of physical assets by using ceramic multicomponent extra-terrestrial materials. Addit. Manuf. 2016, 10, 36–42. [Google Scholar] [CrossRef]
- Labeaga-Martínez, N.; Sanjurjo-Rivo, M.; Díaz-Álvarez, J.; Martínez-Frías, J. Additive manufacturing for a Moon village. Procedia Manuf. 2017, 13, 794–801. [Google Scholar] [CrossRef]
- Song, L.; Xu, J.; Fan, S.; Tang, H.; Li, X.; Liu, J.; Duan, X. Vacuum Sintered Lunar Regolith Simulant: Pore-forming and Thermal Conductivity. Ceram. Int. 2019, 45, 3627–3633. [Google Scholar] [CrossRef]
- Schwandt, C.; Hamilton, J.A.; Fray, D.J.; Crawford, I.A. The production of oxygen and metal from lunar regolith. Planet. Space Sci. 2012, 74, 49–56. [Google Scholar] [CrossRef]
- Hanft, D.; Exner, J.; Schubert, M.; Stöcker, T.; Fuierer, P.; Moos, R. An Overview of the Aerosol Deposition Method: Process Fundamentals and New Trends in Materials Applications. J. Ceram. Sci. Technol. 2015, 6, 147–182. [Google Scholar]
- Akedo, J. Room Temperature Impact Consolidation (RTIC) of Fine Ceramic Powder by Aerosol Deposition Method and Applications to Microdevices. J. Therm. Spray Technol. 2008, 17, 181–198. [Google Scholar] [CrossRef]
- Akedo, J.; Ichiki, M.; Kikuchi, K.; Maeda, R. Jet molding system for realization of three-dimensional micro-structures. Sens. Actuators A 1998, 69, 106–112. [Google Scholar] [CrossRef]
- Panzer, F.; Hanft, D.; Gujar, T.P.; Kahle, F.-J.; Thelakkat, M.; Köhler, A.; Moos, R. Compact Layers of Hybrid Halide Perovskites Fabricated via the Aerosol Deposition Process—Uncoupling Material Synthesis and Layer Formation. Materials 2016, 9, 277. [Google Scholar] [CrossRef] [PubMed]
- Crawford, I.A. Lunar resources: A Review. Prog. Phys. Geogr. 2015, 39, 137–167. [Google Scholar] [CrossRef]
- McKay, D.S.; Cooper, B.L.; Taylor, L.A.; James, J.T.; Thomas-Keprta, K.; Pieters, C.M.; Wentworth, S.J.; Wallace, W.T.; Lee, T.S. Physicochemical properties of respirable-size lunar dust. Acta Astronaut. 2015, 107, 163–176. [Google Scholar] [CrossRef]
- Taylor, L.A.; Schmitt, H.H.; Carrier, W.D., III; Nakagawa, M. The Lunar Dust Problem: From Liability to Asset. In Proceedings of the 1st Space Exploration Mission: Continuing the Voyage of Discovery, Orlando, FL, USA, 30 January–1 February 2005. [Google Scholar]
- Park, J.; Liu, Y.; Kihm, K.D.; Taylor, L.A. Characterization of Lunar Dust for Toxicological Studies. I: Particle Size Distribution. J. Aerosp. Eng. 2008, 21, 266–271. [Google Scholar] [CrossRef]
- Ahn, C.-W.; Choi, J.-J.; Ryu, J.; Hahn, B.-D.; Kim, J.-W.; Yoon, W.-H.; Choi, J.-H.; Park, D.-S. Microstructure and electrochemical properties of iron oxide film fabricated by aerosol deposition method for lithium ion battery. J. Power Sources 2015, 275, 336–340. [Google Scholar] [CrossRef]
- Moon, B.S.; Lee, S.-H.; Huh, Y.H.; Kwon, O.E.; Park, B.; Lee, B.; Lee, S.-H.; Hwang, I. Improved light-extraction efficiency from organic light-emitting diodes using hazy SiO2 thin films created by using an aerosol-deposition method. J. Korean Phys. Soc. 2015, 66, 1275–1284. [Google Scholar] [CrossRef]
- Kim, H.-J.; Choi, H.-J.; Nam, S.-M.; Song, Y.-W. High-performance laser mode-locker with glass-hosted SWNTs realized by room-temperature aerosol deposition. Opt. Express 2011, 19, 4762. [Google Scholar] [CrossRef]
- Sahner, K.; Kaspar, M.; Moos, R. Assessment of the novel aerosol deposition method for room temperature preparation of metal oxide gas sensor films. Sens. Actuators B 2009, 139, 394–399. [Google Scholar] [CrossRef]
- Adamczyk, J.; Fuierer, P. Compressive stress in nano-crystalline titanium dioxide films by aerosol deposition. Surf. Coat. Technol. 2018, 350, 542–549. [Google Scholar] [CrossRef]
- Schubert, M.; Leupold, N.; Exner, J.; Kita, J.; Moos, R. High-Temperature Electrical Insulation Behavior of Alumina Films Prepared at Room Temperature by Aerosol Deposition and Influence of Annealing Process and Powder Impurities. J. Therm. Spray Technol. 2018, 27, 870–879. [Google Scholar] [CrossRef]
- Schubert, M.; Exner, J.; Moos, R. Influence of Carrier Gas Composition on the Stress of Al2O3 Coatings Prepared by the Aerosol Deposition Method. Materials 2014, 7, 5633–5642. [Google Scholar] [CrossRef] [PubMed]
- Hanft, D.; Glosse, P.; Denneler, S.; Berthold, T.; Oomen, M.; Kauffmann-Weiss, S.; Weis, F.; Häßler, W.; Holzapfel, B.; Moos, R. The Aerosol Deposition Method: A Modified Aerosol Generation Unit to Improve Coating Quality. Materials 2018, 11, 1572. [Google Scholar] [CrossRef]
- Sarobol, P.; Cook, A.; Clem, P.G.; Keicher, D.; Hirschfeld, D.; Hall, A.C.; Bell, N.S. Additive Manufacturing of Hybrid Circuits. Annu. Rev. Mater. Res. 2016, 46, 41–62. [Google Scholar] [CrossRef]
- Johnson, S.D.; Schwer, D.; Park, D.-S.; Park, Y.-S.; Gorzkowski, E.P. Deposition efficiency of barium hexaferrite by aerosol deposition. Surf. Coat. Technol. 2017, 332, 542–549. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, Y.; Suo, X.; Gong, Y.; Li, C.-J.; Li, H. Impact-induced bonding and boundary amorphization of TiN ceramic particles during room temperature vacuum cold spray deposition. Ceram. Int. 2016, 42, 1640–1647. [Google Scholar] [CrossRef]
- Johnson, S.D.; Gonzalez, C.M.; Anderson, V.; Robinson, Z.; Newman, H.S.; Shin, S.; Qadri, S.B. Magnetic and structural properties of sintered bulk pucks and aerosol deposited films of Ti-doped barium hexaferrite for microwave absorption applications. J. Appl. Phys. 2017, 122, 24901. [Google Scholar] [CrossRef]
- Gadelmawla, E.S.; Koura, M.M.; Maksoud, T.M.A.; Elewa, I.M.; Soliman, H.H. Roughness parameters. J. Mater. Process. Technol. 2002, 123, 133–145. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxides | Concentration in m.% |
|---|---|
| SiO2 | 43.7 |
| Al2O3 | 12.6 |
| Fe2O3 | 12.00 |
| FeO | - |
| MgO | 11.90 |
| CaO | 10.80 |
| Na2O | 2.90 |
| K2O | 1.30 |
| TiO2 | 2.40 |
| MnO | 0.20 |
| P2O5 | 0.60 |
| Total | 98.40 |
| Parameter | Sample 1 | Sample 2 | Sample 3 |
|---|---|---|---|
| Mass of used simulant | 21 g | 20 g | 44 g |
| Number of single scans | 50 | 50 | 100 |
| Substrate | Stainless steel sheets 70 mm × 30 mm × 1 mm | ||
| Coated area | 25 × 10 mm2 | ||
| Nozzle outlet width | 25 mm | ||
| Distance substrate – nozzle | 2 mm | ||
| Carrier gas | O2 | ||
| Volume flow | 6 L/min | ||
| Scan rate | 5 mm/s | ||
| Film and Deposition Properties | Sample 1 | Sample 2 | Sample 3 |
|---|---|---|---|
| Mean film thickness ()/µm | 2.91 | 2.50 | 5.36 |
| Standard deviation µm | 0.52 | 0.29 | 0.40 |
| Deposition time/min | 2 | 2 | 4 |
| Deposition rate 1/(µm mm2/min) | 436.5 | 375 | 402 |
| Hardness | Sample 2 | Sample 3 | ||
|---|---|---|---|---|
| EAC-1 | Substrate | EAC-1 | Substrate | |
| Mean/HV | 295.33 | 240.26 | 267.45 | 245.07 |
| Standard deviation/HV | 97.75 | 8.39 | 108.53 | 12.37 |
| Roughness Parameters | Sample 2 | Sample 3 | ||
|---|---|---|---|---|
| EAC-1 | Substrate | EAC-1 | Substrate | |
| Ra/µm | 0.36 | 0.01 | 0.44 | 0.01 |
| Rz/µm | 2.83 | 0.08 | 3.25 | 0.08 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nieke, P.; Kita, J.; Häming, M.; Moos, R. Manufacturing Dense Thick Films of Lunar Regolith Simulant EAC-1 at Room Temperature. Materials 2019, 12, 487. https://doi.org/10.3390/ma12030487
Nieke P, Kita J, Häming M, Moos R. Manufacturing Dense Thick Films of Lunar Regolith Simulant EAC-1 at Room Temperature. Materials. 2019; 12(3):487. https://doi.org/10.3390/ma12030487
Chicago/Turabian StyleNieke, Philipp, Jaroslaw Kita, Marc Häming, and Ralf Moos. 2019. "Manufacturing Dense Thick Films of Lunar Regolith Simulant EAC-1 at Room Temperature" Materials 12, no. 3: 487. https://doi.org/10.3390/ma12030487
APA StyleNieke, P., Kita, J., Häming, M., & Moos, R. (2019). Manufacturing Dense Thick Films of Lunar Regolith Simulant EAC-1 at Room Temperature. Materials, 12(3), 487. https://doi.org/10.3390/ma12030487