Explorative Study on the Use of Curauá Reinforced Polypropylene Composites for the Automotive Industry

 ,
,  ,
,  ,
,  ,
, 


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fiber Treatment
2.3. Composite Preparation
2.4. Specimen Obtention
2.5. Tensile Testing
2.6. Car Door Handle Modelling and Analysis
3. Results and Discussion
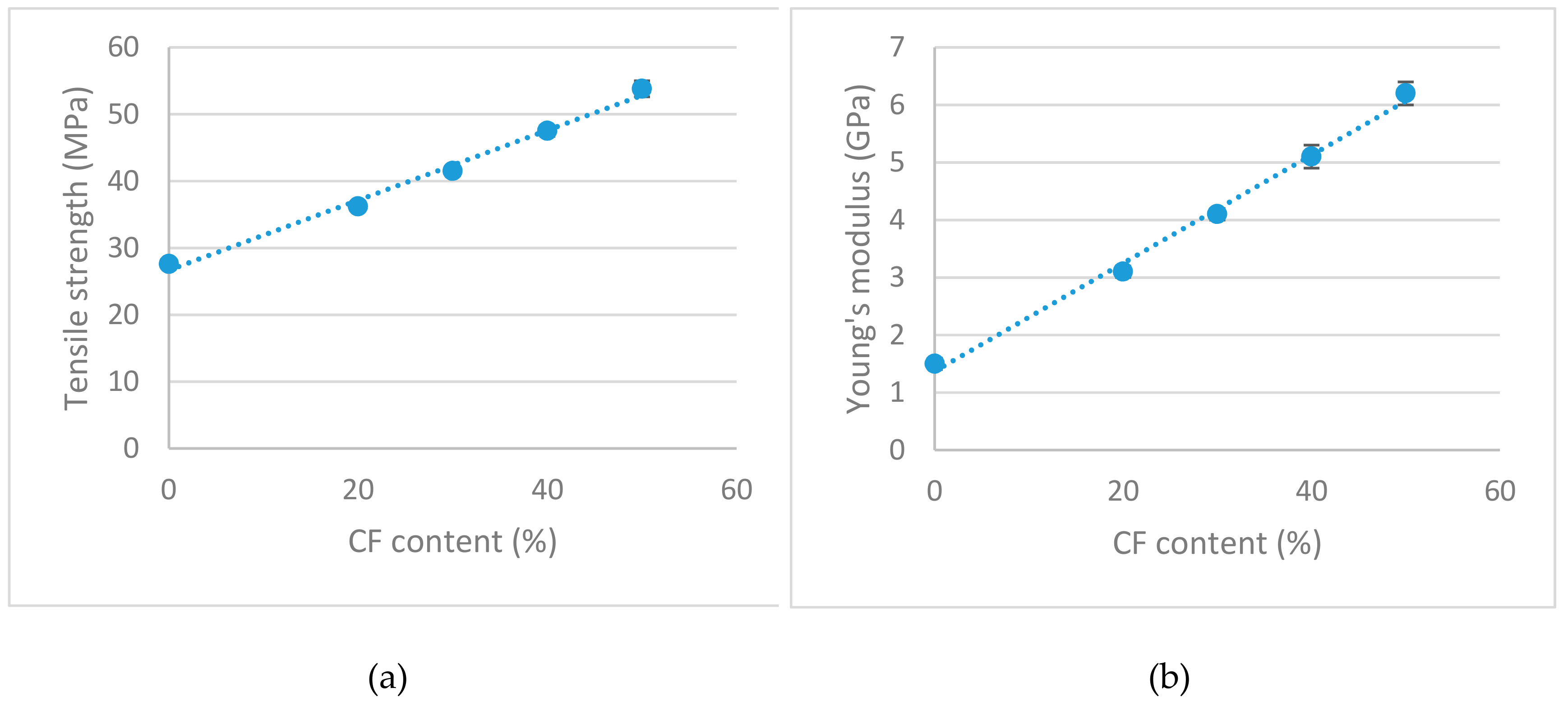
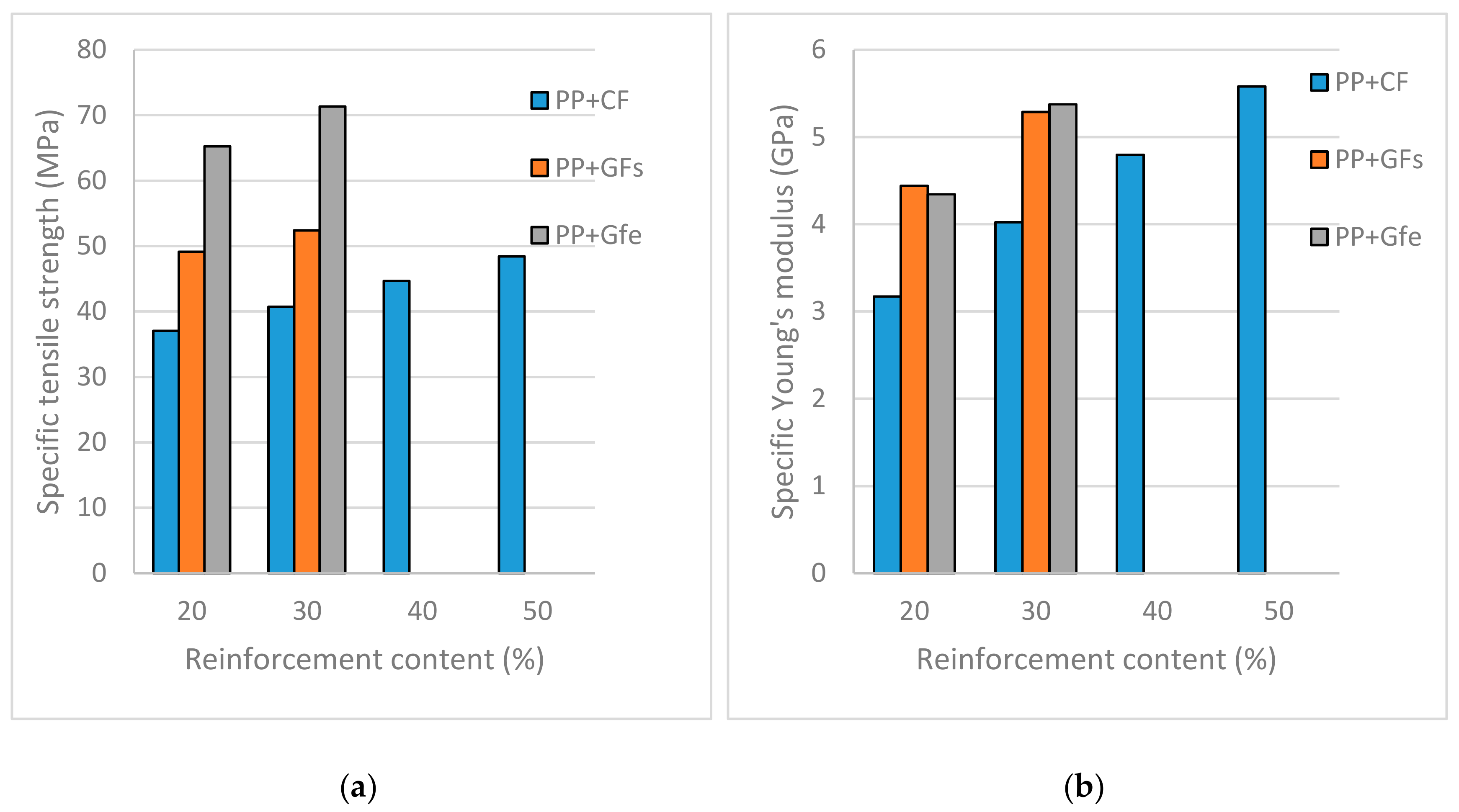
3.1. Tensile Properties of Curauá Reinforced Polypropylene Composites
3.2. Test Case
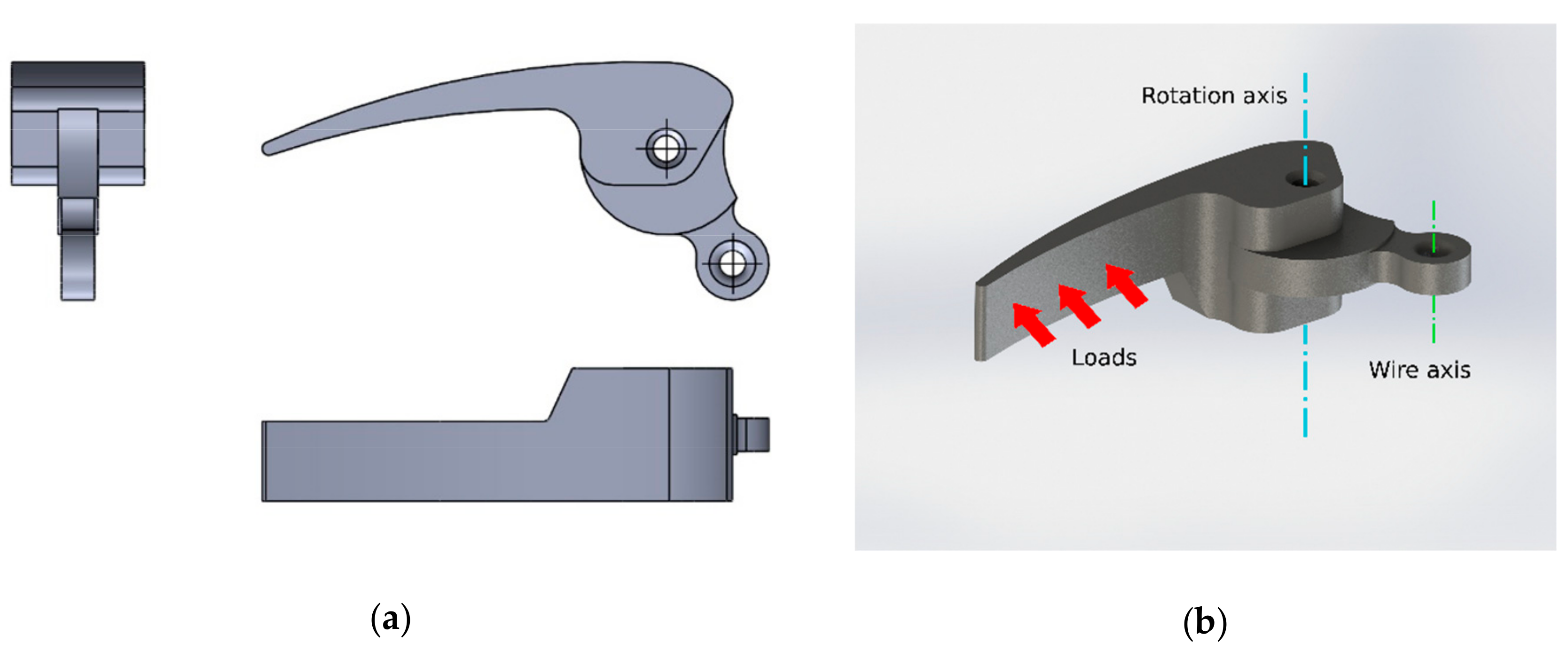
3.1.1. Car Interior Door Handle
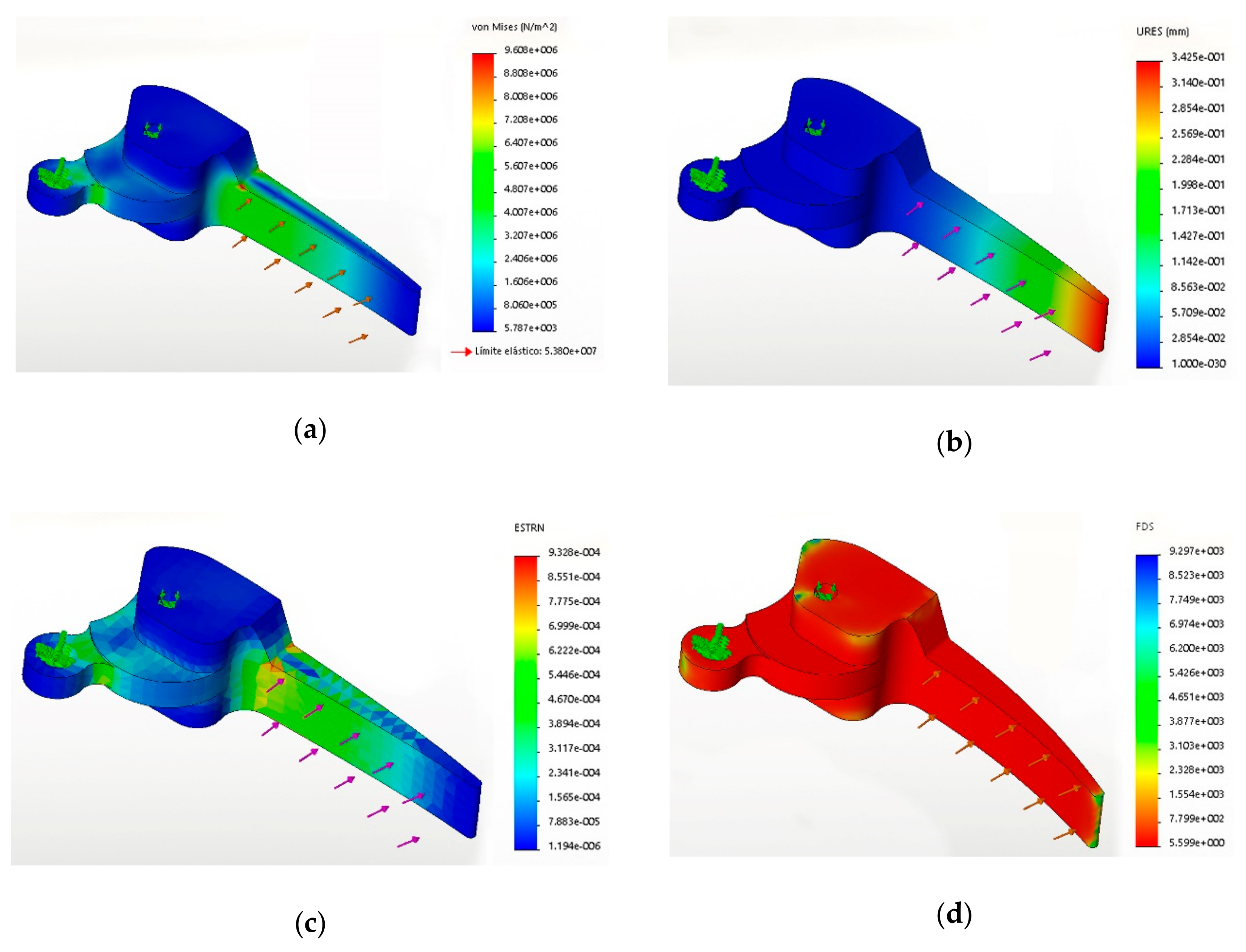
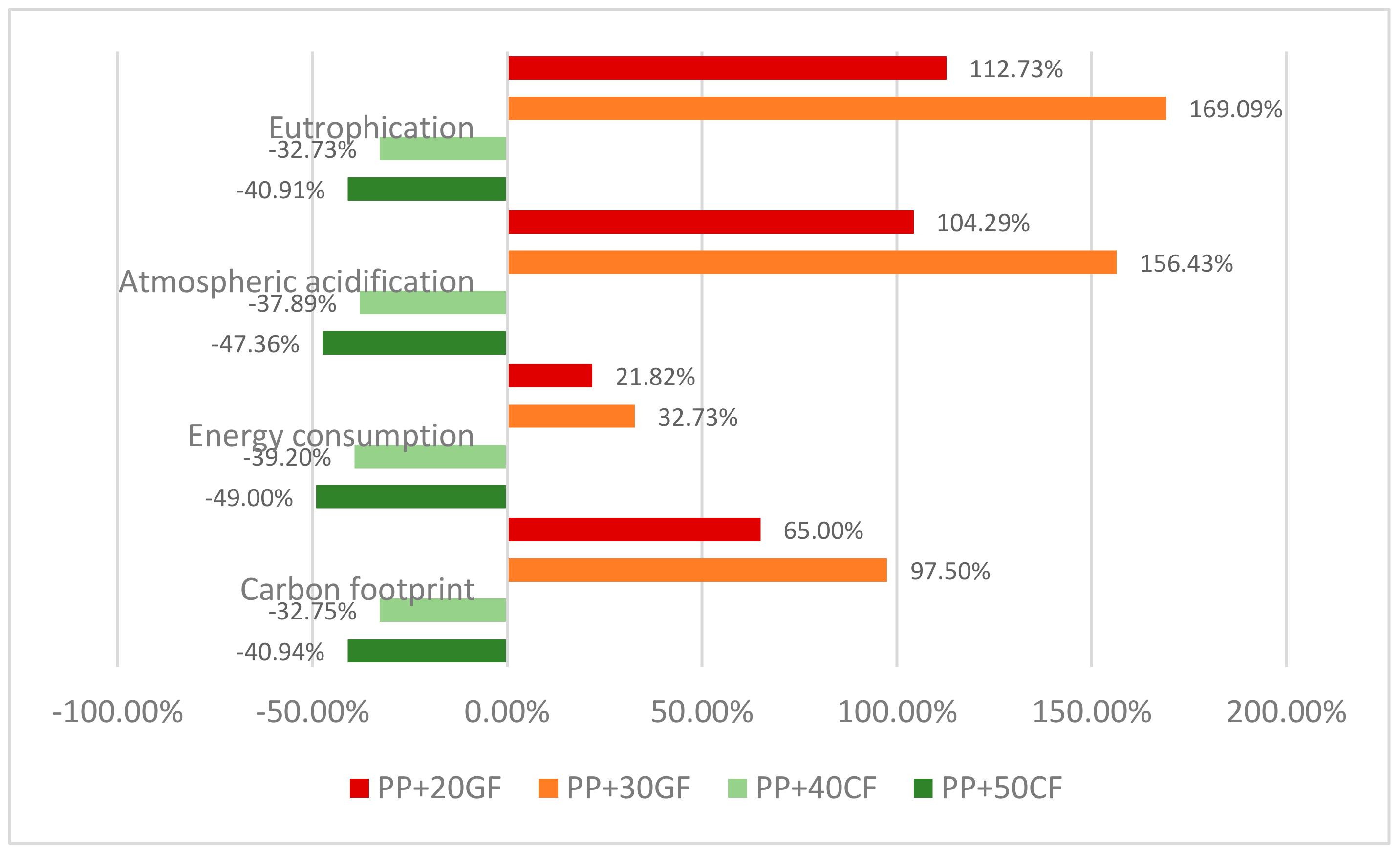
3.1.2. Analysis of the Use of CF-Reinforced PP Composites.
- Loads were applied in the interior face of the lever (Figure 3b)
- The hole around the rotation axis was limited to a rotation degree of freedom, hindering all the other movements.
- The wire axis was limited in all of its degrees of freedom to simulate the reaction forces when the lever is loaded.
- Manufacturing process, injection molding
- The elements are manufactured in Europe, to be consumed in Europe
- The lifespan is of 15 years
- At the end of life only 5% of the total is dumped
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hottle, T.; Caffrey, C.; McDonald, J.; Dodder, R. Critical factors affecting life cycle assessments of material choice for vehicle mass reduction. Transp. Res. Part. D Transp. Environ. 2017, 56, 241. [Google Scholar] [CrossRef] [PubMed]
- Lewis, G.M.; Buchanan, C.A.; Jhaveri, K.D.; Sullivan, J.L.; Kelly, J.C.; Das, S.; Taub, A.I.; Keoleian, G.A. Green Principles for Vehicle Lightweighting. Environ. Sci. Technol. 2019, 53, 4063–4077. [Google Scholar] [CrossRef] [PubMed]
- Kojima, K.; Ryan, L. IEA Enger Papers. Transp. Energy Effic. 2010. [Google Scholar] [CrossRef]
- Puri, P.; Compston, P.; Pantano, V. Life cycle assessment of Australian automotive door skins. Int. J. Life Cycle Assess. 2009, 14, 420–428. [Google Scholar] [CrossRef]
- Kollamthodi, S.; Kay, D.; Skinner, I.; Dun, C.; Hausberger, S. The potential for mass reduction of passenger cars and light commercial vehicles in relation to future CO2 regulatory requirements. Rep. Eur. Comm. -DG Clim. Action (CLIMA. C. 2.2/FRA/2013/0006/SR1) 2015. [Google Scholar]
- Zah, R.; Hischier, R.; Leao, A.L.; Braun, I. Curaua fibers in the automobile industry–A sustainability assessment. J. Clean. Prod. 2007, 15, 1032–1040. [Google Scholar] [CrossRef]
- Directive, E. 53/EC of the European Parliament and of the Council of 18 September 2000 on end-of life vehicles. Off. J. Eur. Union L Ser. 2000, 21, 34–42. [Google Scholar]
- Fazita, M.R.N.; Jayaraman, K.; Bhattacharyya, D.; Haafiz, M.K.M.; Saurabh, C.K.; Hussin, M.H.; Khalil, A.H.P.S. Green Composites Made of Bamboo Fabric and Poly (Lactic) Acid for Packaging Applications-A Review. Materials 2016, 9, 435. [Google Scholar] [CrossRef]
- Kumar, R.; Ul Haq, M.I.; Raina, A.; Anand, A. Industrial applications of natural fibre-reinforced polymer composites - challenges and opportunities. Int. J. Sustain. Eng. 2019, 12, 212–220. [Google Scholar] [CrossRef]
- Yan, L.; Kasal, B.; Huang, L. A review of recent research on the use of cellulosic fibres, their fibre fabric reinforced cementitious, geo-polymer and polymer composites in civil engineering. Compos. Part. B Eng. 2016, 92, 94–132. [Google Scholar] [CrossRef]
- Reixach, R.; Espinach, F.X.; Arbat, G.; Julián, F.; Delgado-Aguilar, M.; Puig, J.; Mutjé, P. Tensile Properties of Polypropylene Composites Reinforced with Mechanical, Thermomechanical, and Chemi-Thermomechanical Pulps from Orange Pruning. BioResources 2015, 10, 4544–4556. [Google Scholar] [CrossRef]
- Pandey, J.K.; Ahn, S.; Lee, C.S.; Mohanty, A.K.; Misra, M. Recent advances in the application of natural fiber based composites. Macromol. Mater. Eng. 2010, 295, 975–989. [Google Scholar] [CrossRef]
- Oliver-Ortega, H.; Julian, F.; Espinach, F.X.; Tarrés, Q.; Ardanuy, M.; Mutjé, P. Research on the use of lignocellulosic fibers reinforced bio-polyamide 11 with composites for automotive parts: Car door handle case study. J. Clean. Prod. 2019, 226, 64–73. [Google Scholar] [CrossRef]
- Kumar, N.; Das, D. Fibrous biocomposites from nettle (Girardinia diversifolia) and poly(lactic acid) fibers for automotive dashboard panel application. Compos. Part. B Eng. 2017, 130, 54–63. [Google Scholar] [CrossRef]
- Castro, D.; Ruvolo-Filho, A.; Frollini, E. Materials prepared from biopolyethylene and curaua fibers: Composites from biomass. Polym. Test. 2012, 31, 880–888. [Google Scholar] [CrossRef]
- Monteiro, S.N.; Lopes, F.P.D.; Barbosa, A.P.; Bevitori, A.B.; Da Silva, I.L.A.; Da Costa, L.L. Natural Lignocellulosic Fibers as Engineering Materials-An Overview. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2011, 42a, 2963–2974. [Google Scholar] [CrossRef]
- Pimenta, P.; Borges, L.M.; Oliveira, F.R.; Silva, S.; Souto, A.P. Pimenta 2016 New. New Text. Fibre: Curaua 2016, 50–57. [Google Scholar]
- Kian, L.K.; Saba, N.; Jawaid, M.; Sultan, M.T.H. A review on processing techniques of bast fibers nanocellulose and its polylactic acid (PLA) nanocomposites. Int. J. Biol. Macromol. 2019, 121, 1314–1328. [Google Scholar] [CrossRef]
- Singh, N.; Hui, D.; Singh, R.; Ahuja, I.P.S.; Feo, L.; Fraternali, F. Recycling of plastic solid waste: A state of art review and future applications. Compos. Part. B Eng. 2017, 115, 409–422. [Google Scholar] [CrossRef]
- Pickering, K.L.; Efendy, M.A.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part. A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef]
- Dunne, R.; Desai, D.; Sadiku, R.; Jayaramudu, J. A review of natural fibres, their sustainability and automotive applications. J. Reinf. Plast. Compos. 2016, 35, 1041–1050. [Google Scholar] [CrossRef]
- Serrano, A.; Espinach, F.X.; Tresserras, J.; Pellicer, N.; Alcala, M.; Mutje, P. Study on the technical feasibility of replacing glass fibers by old newspaper recycled fibers as polypropylene reinforcement. J. Clean. Prod. 2014, 65, 489–496. [Google Scholar] [CrossRef]
- Sena Neto, A.R.; Araujo, M.A.M.; Souza, F.V.D.; Mattoso, L.H.C.; Marconcini, J.M. Characterization and comparative evaluation of thermal, structural, chemical, mechanical and morphological properties of six pineapple leaf fiber varieties for use in composites. Ind. Crop. Prod. 2013, 43, 529–537. [Google Scholar] [CrossRef]
- Tarrés, Q.; Vilaseca, F.; Herrera-Franco, P.J.; Espinach, F.X.; Delgado-Aguilar, M.; Mutjé, P. Interface and micromechanical characterization of tensile strength of bio-based composites from polypropylene and henequen strands. Ind. Crop. Prod. 2019, 132, 319–326. [Google Scholar] [CrossRef]
- Salem, S.; Oliver-Ortega, H.; Espinach, F.X.; Hamed, K.B.; Nasri, N.; Alcalà, M.; Mutjé, P. Study on the Tensile Strength and Micromechanical Analysis of Alfa Fibers Reinforced High Density Polyethylene Composites. Fibers Polym. 2019, 20, 602–610. [Google Scholar] [CrossRef]
- Vilaseca, F.; Del Rey, R.; Serrat, R.; Alba, J.; Mutje, P.; Espinach, F.X. Macro and micro-mechanics behavior of stifness in alkaline treated hemp core fibres polypropylene-based composites. Compos. Pt. B-Eng. 2018, 144, 118–125. [Google Scholar] [CrossRef]
- Serra, A.; Tarrés, Q.; Llop, M.; Reixach, R.; Mutjé, P.; Espinach, F.X. Recycling dyed cotton textile byproduct fibers as polypropylene reinforcement. Text. Res. J. 2019, 89, 2113–2125. [Google Scholar] [CrossRef]
- Suardana, N.; Piao, Y.; Lim, J. Mechanical Properties of Hemp Fibers and Hemp/PP composites: Effects of chemical surface treatment. Mater. Phys. Mech. 2011, 12, 113–125. [Google Scholar]
- Saha, P.; Manna, S.; Chowdhury, S.R.; Sen, R.; Roy, D.; Adhikari, B. Enhancement of tensile strength of lignocellulosic jute fibers by alkali-steam treatment. Bioresour. Technol. 2010, 101, 3182–3187. [Google Scholar] [CrossRef]
- Franco-Marques, E.; Mendez, J.A.; Pelach, M.A.; Vilaseca, F.; Bayer, J.; Mutje, P. Influence of coupling agents in the preparation of polypropylene composites reinforced with recycled fibers. Chem. Eng. J. 2011, 166, 1170–1178. [Google Scholar] [CrossRef]
- Pickering, K.L.; Beckermann, G.W.; Alam, S.N.; Foreman, N.J. Optimising industrial hemp fibre for composites. Compos. Part. a-Appl. Sci. Manuf. 2007, 38, 461–468. [Google Scholar] [CrossRef]
- Oliver-Ortega, H.; Chamorro-Trenado, M.À.; Soler, J.; Mutjé, P.; Vilaseca, F.; Espinach, F.X. Macro and micromechanical preliminary assessment of the tensile strength of particulate rapeseed sawdust reinforced polypropylene copolymer biocomposites for its use as building material. Constr. Build. Mater. 2018, 168, 422–430. [Google Scholar] [CrossRef]
- Espinach, F.X.; Granda, L.A.; Tarrés, Q.; Duran, J.; Fullana-i-Palmer, P.; Mutjé, P. Mechanical and micromechanical tensile strength of eucalyptus bleached fibers reinforced polyoxymethylene composites. Compos. Part. B Eng. 2017, 116, 333–339. [Google Scholar] [CrossRef]
- Castro, D.; Passador, F.; Ruvolo-Filho, A.; Frollini, E. Use of castor and canola oils in “biopolyethylene” curauá fiber composites. Compos. Part. A Appl. Sci. Manuf. 2017, 95, 22–30. [Google Scholar] [CrossRef]
- Nacas, A.M.; Silva, R.L.; De Paoli, M.A.; Spinacé, M.A. Polypropylene composite reinforced with fibrillated curaua fiber and using maleic anhydride as coupling agent. J. Appl. Polym. Sci. 2017, 134. [Google Scholar] [CrossRef]
- Mano, B.; Araújo, J.; Spinacé, M.; De Paoli, M.-A. Polyolefin composites with curaua fibres: Effect of the processing conditions on mechanical properties, morphology and fibres dimensions. Compos. Sci. Technol. 2010, 70, 29–35. [Google Scholar] [CrossRef]
- Bispo, S.J.L.; Freire Júnior, R.C.S.; Aquino, E.M.F.D. Mechanical properties analysis of polypropylene biocomposites reinforced with curaua fiber. Mater. Res. 2015, 18, 833–837. [Google Scholar] [CrossRef]
- Lopez, J.P.; Mendez, J.A.; Espinach, F.X.; Julian, F.; Mutje, P.; Vilaseca, F. Tensile Strength characteristics of Polypropylene composites reinforced with Stone Groundwood fibers from Softwood. BioResources 2012, 7, 3188–3200. [Google Scholar] [CrossRef]
- International, A. Standard Test Method for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2010; p. D638-10. [Google Scholar]
- International, A. Standard Practice for Conditioning Plastics for Testing; ASTM International: West Conshohocken, PA, USA, 2013; p. D618-13. [Google Scholar]
- Granda, L.A.; Espinach, F.X.; Lopez, F.; Garcia, J.C.; Delgado-Aguilar, M.; Mutje, P. Semichemical fibres of Leucaena collinsii reinforced polypropylene: Macromechanical and micromechanical analysis. Compos. Pt. B-Eng. 2016, 91, 384–391. [Google Scholar] [CrossRef]
- Granda, L.A.; Espinach, F.X.; Mendez, J.A.; Tresserras, J.; Delgado-Aguilar, M.; Mutje, P. Semichemical fibres of Leucaena collinsii reinforced polypropylene composites: Young’s modulus analysis and fibre diameter effect on the stiffness. Compos. Pt. B-Eng. 2016, 92, 332–337. [Google Scholar] [CrossRef]
- Serra, A.; Tarrés, Q.; Claramunt, J.; Mutjé, P.; Ardanuy, M.; Espinach, F. Behavior of the interphase of dyed cotton residue flocks reinforced polypropylene composites. Compos. Part. B: Eng. 2017, 128, 200–207. [Google Scholar] [CrossRef]
- Lopez, J.P.; Mendez, J.A.; El Mansouri, N.E.; Mutje, P.; Vilaseca, F. Mean intrinsic tensile properties of stone groundwood fibers from softwood. BioResources 2011, 6, 5037–5049. [Google Scholar] [CrossRef]
- Lopez, J.P.; Mutje, P.; Pelach, M.A.; El Mansouri, N.E.; Boufi, S.; Vilaseca, F. Analysis of the tensile modulus of PP composites reinforced with Stone grounwood fibers from softwood. BioResources 2012, 7, 1310–1323. [Google Scholar] [CrossRef]
- Patel, H.K.; Ren, G.; Hogg, P.J.; Peijs, T. Hemp fibre as alternative to glass fibre in sheet moulding compound Part 1-influence of fibre content and surface treatment on mechanical properties. Plast. Rubber Compos. 2010, 39, 268–276. [Google Scholar] [CrossRef]
- DTI. Strength Data for Design Safety; D.o.t.a., Ed.; Industry: London, UK, 2002. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | VF | ρC (g/cm3) | σtC (MPa) | EtC (GPa) | εtC (%) |
|---|---|---|---|---|---|
| PP | 0 | 0.905 | 27.6 ± 0.5 | 1.5 ± 0.1 | 9.3 1 ± 0.2 |
| PP + 20CF | 0.136 | 0.977 | 36.2 ± 0.6 | 3.1 ± 0.1 | 2.8 ± 0.1 |
| PP + 30CF | 0.212 | 1.019 | 41.5 ± 0.7 | 4.1 ± 0.1 | 2.3 ± 0.1 |
| PP + 40CF | 0.295 | 1.063 | 47.5 ± 0.8 | 5.1 ± 0.2 | 2.1 ± 0.1 |
| PP + 50CF | 0.386 | 1.111 | 53.8 ± 1.2 | 6.2 ± 0.2 | 1.9 ± 0.1 |
| Sample | VF | ρC (g/cm3) | σtC (MPa) | EtC (GPa) | εtC (%) |
|---|---|---|---|---|---|
| PP + 20GFs | 0.084 | 1.036 | 50.9 ±4.3 | 4.6 ± 0.1 | 3.1 ± 0.1 |
| PP + 30GFs | 0.136 | 1.116 | 58.5 ± 4.3 | 5.9 ± 0.2 | 3.0 ± 0.2 |
| PP + 20GFe | 0.084 | 1.036 | 67.6 ± 0.9 | 4.5 ± 0.2 | 4.7 ± 0.2 |
| PP + 30GFe | 0.136 | 1.116 | 79.6 ± 1.2 | 6.0 ± 0.1 | 4.4 ± 0.2 |
| Sample | Safety Factor | Net Displacement (mm) | Percentage Displacement (%) | Von Mises (MPa) | Mass (g) |
|---|---|---|---|---|---|
| PP | 2.9 | 1.4 | 0.4 | 9.6 | 10.2 |
| PP + 20GFs | 5.3 | 0.4 | 0.1 | 9.6 | 11.7 |
| PP + 30GFs | 6.1 | 0.4 | 0.1 | 9.6 | 12.6 |
| PP + 20GFe | 7.0 | 0.5 | 0.1 | 9.6 | 11.7 |
| PP + 30GFe | 8.3 | 0.3 | 0.1 | 9.6 | 12.6 |
| PP + 20CF | 3.8 | 0.7 | 0.2 | 9.6 | 11.0 |
| PP + 30CF | 4.3 | 0.5 | 0.1 | 9.6 | 11.5 |
| PP + 40CF | 4.9 | 0.4 | 0.1 | 9.6 | 12.0 |
| PP + 50CF | 5.6 | 0.3 | 0.1 | 9.6 | 12.5 |
| Sample | Safety Factor | Net Displacement (mm) | Percentage Displacement (%) | Von Mises (MPa) |
|---|---|---|---|---|
| PP | 0.8 | 5.0 | 1.3 | 33.7 |
| PP + 20GFs | 1.5 | 1.6 | 0.4 | 33.7 |
| PP + 30GFs | 1.7 | 1.3 | 0.3 | 33.7 |
| PP + 20GFe | 2.0 | 1.7 | 0.5 | 33.7 |
| PP + 30GFe | 2.4 | 1.2 | 0.3 | 33.7 |
| PP + 20CF | 1.1 | 2.4 | 0.7 | 33.7 |
| PP + 30CF | 1.2 | 1.8 | 0.5 | 33.7 |
| PP + 40CF | 1.4 | 1.4 | 0.4 | 33.7 |
| PP + 50CF | 1.6 | 1.2 | 0.3 | 33.7 |
| Sample | Carbon Footprint (kg CO2) | Energy Consumption (MJ) | Atmospheric Acidification (kg SO2) | Eutrophication (kg PO4) |
|---|---|---|---|---|
| PP | 0.048 | 1.10 | 1.40 × 10−4 | 1.10 × 10−5 |
| PP + 20GF | 0.079 | 1.34 | 2.86 × 10−4 | 2.34 × 10−5 |
| PP + 30GF | 0.095 | 1.46 | 3.59 × 10−4 | 2.96 × 10−5 |
| PP + 40CF | 0.032 | 0.67 | 8.70 × 10−4 | 7.40 × 10−6 |
| PP + 50CF | 0.028 | 0.56 | 7.37 × 10−4 | 6.50 × 10−6 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Delgado-Aguilar, M.; Tarrés, Q.; Marques, M.d.F.V.; Espinach, F.X.; Julián, F.; Mutjé, P.; Vilaseca, F. Explorative Study on the Use of Curauá Reinforced Polypropylene Composites for the Automotive Industry. Materials 2019, 12, 4185. https://doi.org/10.3390/ma12244185
Delgado-Aguilar M, Tarrés Q, Marques MdFV, Espinach FX, Julián F, Mutjé P, Vilaseca F. Explorative Study on the Use of Curauá Reinforced Polypropylene Composites for the Automotive Industry. Materials. 2019; 12(24):4185. https://doi.org/10.3390/ma12244185
Chicago/Turabian StyleDelgado-Aguilar, Marc, Quim Tarrés, María de Fátima V. Marques, Francesc X. Espinach, Fernando Julián, Pere Mutjé, and Fabiola Vilaseca. 2019. "Explorative Study on the Use of Curauá Reinforced Polypropylene Composites for the Automotive Industry" Materials 12, no. 24: 4185. https://doi.org/10.3390/ma12244185
APA StyleDelgado-Aguilar, M., Tarrés, Q., Marques, M. d. F. V., Espinach, F. X., Julián, F., Mutjé, P., & Vilaseca, F. (2019). Explorative Study on the Use of Curauá Reinforced Polypropylene Composites for the Automotive Industry. Materials, 12(24), 4185. https://doi.org/10.3390/ma12244185