Analysis of Plastic Deformation Instabilities at Elevated Temperatures in Hot-Rolled Medium-Mn Steel





Abstract
1. Introduction
2. Material and Experiments
2.1. Material
2.2. Experimental Details
3. Results and Discussion
3.1. Tensile Behavior at Different Deformation Temperatures
3.2. SEM and AFM Microstructural Observations
3.3. Volume Fraction of Retained Austenite
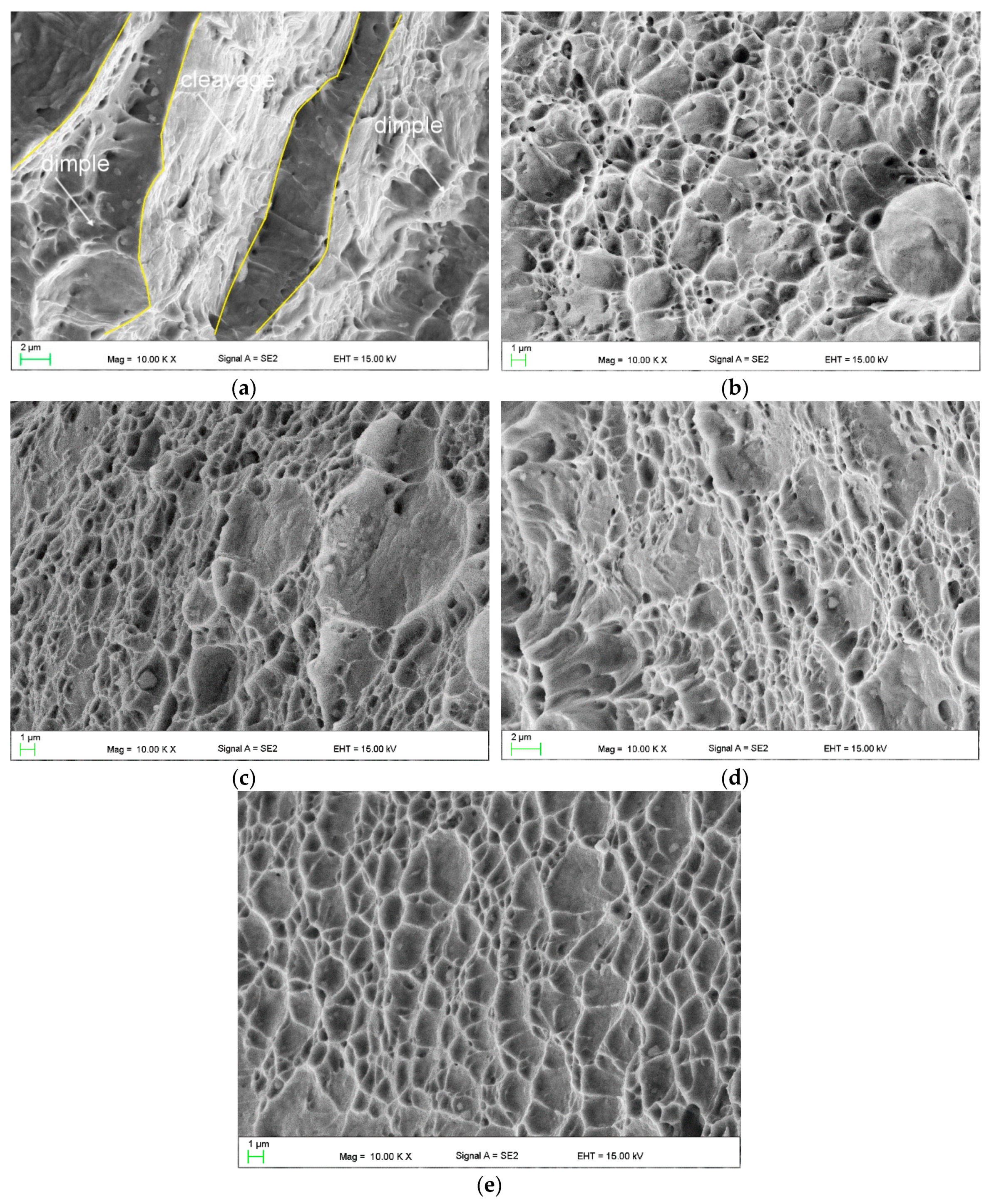
3.4. Fracture Behavior
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kaar, S.; Schneider, R.; Krizan, D.; Béal, C.; Sommitsch, C. Influence of the quenching and partitioning process on the transformation kinetics and hardness in a lean medium manganese TRIP steel. Metals 2019, 9, 353. [Google Scholar] [CrossRef]
- Jablonska, M.; Smiglewicz, A. A study of mechanical properties of high manganese steels after different rolling conditions. Metalurgija 2015, 54, 619–622. [Google Scholar]
- Gorka, J.; Opiela, M. Structure and properties of high-strength low-alloy steel melted by the laser beam. Mater. Perform. Charact. 2019, 8, 1192–1201. [Google Scholar] [CrossRef]
- Chen, S.; Cao, Z.; Wang, C.; Huang, C.; Ponge, D.; Cao, W. Effect of volume fraction and mechanical stability of austenite on ductility of medium Mn steel. J. Iron Steel Res. Int. 2019, 26, 1209–1218. [Google Scholar] [CrossRef]
- Ma, Y.; Song, W.; Zhou, S.; Schwedt, A.; Bleck, W. Influence of intercritical annealing temperature on microstructure and mechanical properties of a cold-rolled medium-Mn steel. Metals 2018, 8, 357. [Google Scholar] [CrossRef]
- Field, D.M.; Van Aken, D.C. Dynamic strain ageing phenomena and tensile response of medium-Mn TRIP steel. Metall. Mater. Trans. A 2018, 49, 1152–1166. [Google Scholar] [CrossRef]
- Wang, X.G.; Wang, L.; Huang, M.X. Kinematic and thermal characteristics of Luders and Portevin-Le Chatelier bands in a medium Mn transformation-induced plasticity steel. Acta Mater. 2017, 124, 17–22. [Google Scholar] [CrossRef]
- Callahan, M.; Perlade, A.; Schmitt, J.H. Interactions of negative strain rate sensitivity, martensite transformation, and dynamic strain aging in 3rd generation advanced high-strength steels. Mater. Sci. Eng. A 2019, 754, 140–151. [Google Scholar] [CrossRef]
- Kim, J.G.; Hong, S.; Anjabin, N.; Park, B.H.; Kim, S.K.; Chin, K.G.; Lee, S.; Kim, H.S. Dynamic strain aging of twinning-induced plasticity (TWIP) steel in tensile testing and deep drawing. Mater. Sci. Eng. A 2015, 633, 136–143. [Google Scholar] [CrossRef]
- Yang, F.; Luo, H.; Hu, C.; Pu, E.; Dong, H. Effects of intercritical annealing process on microstructures and tensile properties of cold-rolled 7Mn steel. Mater. Sci. Eng. A 2017, 685, 115–122. [Google Scholar] [CrossRef]
- Wang, Y.; Ma, Z.; Song, R.; Zhao, S.; Zhang, Z.; Huo, W. Correlation between cementite precipitation and Portevin-Le Chatelier effect in a hot-rolled medium Mn steel. Mater. Lett. 2020, 258, 126796. [Google Scholar] [CrossRef]
- Grzegorczyk, B.; Kozłowska, A.; Morawiec, M.; Muszyński, R.; Grajcar, A. Effect of deformation temperature on the Portevin-Le Chatelier effect in medium-Mn steel. Metals 2018, 9, 2. [Google Scholar] [CrossRef]
- Suh, W.D.; Kim, S.J. Medium Mn transformation-induced plasticity steels: Recent progress and challenges. Scripta Mater. 2017, 126, 63–67. [Google Scholar] [CrossRef]
- Sevsek, S.; Brasche, F.; Haase, C.; Bleck, W. Combined deformation twinning and short-range ordering causes serrated flow in high-manganese steels. Mater. Sci. Eng. A 2019, 746, 434–442. [Google Scholar] [CrossRef]
- Jung, I.C.; De Cooman, B.C. Temperature dependence of the flow stress of Fe–18Mn–0.6C–xAl twinning-induced plasticity steel. Acta Mater. 2013, 61, 6724–6735. [Google Scholar] [CrossRef]
- Min, J.; Hector, L.G., Jr.; Zhang, L.; Sund, L.; Carsley, J.E.; Lin, J. Plastic instability at elevated temperatures in a TRIP-assisted steel. Mater. Des. 2016, 95, 370–386. [Google Scholar] [CrossRef]
- Rusinek, A.; Klepaczko, J.R. Experiments on heat generated during plastic deformation and stored energy for TRIP steels. Mater. Des. 2009, 30, 35–48. [Google Scholar] [CrossRef]
- Kozłowska, A.; Janik, A.; Radwański, K.; Grajcar, A. Microstructure evolution and mechanical stability of retained austenite in medium-Mn steel deformed at different temperatures. Materials 2019, 12, 3042. [Google Scholar] [CrossRef]
- Luo, L.; Li, W.; Wang, L.; Zhou, S.; Jin, X. Tensile behaviors and deformation mechanism of a medium Mn-TRIP steel at different temperatures. Mater. Sci. Eng. A 2017, 682, 698–703. [Google Scholar] [CrossRef]
- Grajcar, A.; Skrzypczyk, P.; Woźniak, D. Thermomechanically rolled medium-Mn steels containing retained austenite. Arch. Metall. Mater. 2014, 59, 1691–1697. [Google Scholar] [CrossRef]
- Grajcar, A.; Skrzypczyk, P.; Kozłowska, A. Effects of temperature and time of isothermal holding on retained austenite stability in medium-Mn steels. Appl. Sci. 2018, 8, 2156. [Google Scholar] [CrossRef]
- Standard, A.S.T.M. ASTM E8/E8M—13a Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Mohamadizadeh, A.; Zarei-Hanzaki, A.; Mehtones, S.; Porter, D.; Moallemi, M. Effect of intercritical thermomechanical processing on austenite retention and mechanical properties in a multiphase TRIP-assisted steel. Metall. Mater. Trans. A 2016, 47, 436–449. [Google Scholar] [CrossRef]
- Zou, D.Q.; Li, S.H.; He, J. Temperature and strain rate dependent deformation induced martensitic transformation and flow behavior of quenching and partitioning steels. Mater. Sci. Eng. A 2017, 680, 54–63. [Google Scholar] [CrossRef]
- Pereloma, E.V.; Gazder, A.A.; Timokhina, I.B. Retained austenite: Transformation-Induced Plasticity. In Encyclopedia of Iron, Steel, and Their Alloys; Taylor and Francis: New York, NY, USA, 2016; pp. 3088–3103. [Google Scholar]
- Ramazani, A.; Bruehl, S.; Gerber, T.; Bleck, W.; Prahl, U. Quantification of bake hardening effect in DP600 and TRIP700 steels. Mater. Des. 2014, 57, 479–486. [Google Scholar] [CrossRef]
- Brindley, B.J.; Worthington, P.J. Reply to “on the grain-size dependence of activation energy associated with serrated yielding”. Scripta Metallurgica 1970, 4, 209–211. [Google Scholar] [CrossRef]
- Kipelova, A.; Kaibyshev, R.; Skorobogatykh, V.; Schenkova, I. Portevin–Le Chatelier effect in an E911 creep resistant steel with 3% Co additives. J. Phys. Conf. Ser. 2010, 240, 012100. [Google Scholar] [CrossRef]
- Yang, F.; Luo, H.; Pu, H.; Zhang, S.; Dong, H. On the characteristics of Portevin–Le Chatelier bands in cold-rolled 7Mn steel showing transformation-induced plasticity. Int. J. Plast. 2018, 103, 188–202. [Google Scholar] [CrossRef]
- Ryu, J.H.; Kim, J.I.; Kim, H.S.; Oh, C.S.; Bhadeshia, H.K.D.H.; Suh, D.W. Austenite stability and heterogeneous deformation in fine-grained transformation induced plasticity-assisted steel. Scr. Mater. 2013, 68, 933–936. [Google Scholar] [CrossRef]
- Sun, B.; Vanderesse, N.; Fazeli, F.; Scott, C.; Chen, J.; Bocher, P.; Jahazi, M.; Yue, S. Discontinuous strain-induced martensite transformation related to the Portevin-Le Chatelier effect in a medium manganese steel. Scr. Mater. 2017, 133, 9–13. [Google Scholar] [CrossRef]
- Callahan, M.; Hubert, O.; Hild, F.; Perlade, A.; Schmitt, J.H. Coincidence of strain-induced TRIP and propagative PLC bands in medium Mn steels. Mater. Sci. Eng. A 2017, 703, 391–400. [Google Scholar] [CrossRef]
- Gibbs, P.J.; De Moor, E.; Merwin, M.J.; Clausen, B.; Speer, J.G.; Matlock, D.K. Austenite stability effects on tensile behavior of manganese-enriched-austenite transformation-induced plasticity steel. Metall. Mater. Trans. A 2011, 42, 3691–3702. [Google Scholar] [CrossRef]
- Cai, Z.H.; Ding, H.; Misra, R.D.K.; Qiguan, S.Q. Mechanistic contribution of the interplay between microstructure and plastic deformation in hot-rolled Fe–11Mn–2/4Al–0.2C steel. Mater. Sci. Eng. A 2016, 652, 205–211. [Google Scholar] [CrossRef]
- Cai, Z.H.; Ding, H.; Misra, R.D.K.; Ying, Z.Y. Austenite stability and deformation behavior in a cold-rolled transformation-induced plasticity steel with medium manganese content. Acta Mater. 2015, 84, 229–236. [Google Scholar] [CrossRef]
- Seol, J.B.; Lee, B.H.; Choi, P.; Lee, S.G.; Park, C.G. Combined nano-SIMS/AFM/EBSD analysis and atom probe tomography, of carbon distribution in austenite/ε-martensite high-Mn steels. Ultramicroscopy 2013, 132, 248–257. [Google Scholar] [CrossRef] [PubMed]
- Sugimoto, K.; Tanino, H.; Kobayashi, J. Impact toughness of medium-Mn transformation-induced plasticity-aided steels. Steel Res. Int. 2015, 86, 1151–1160. [Google Scholar] [CrossRef]
- Kim, H.; Lee, J.; Barlat, F.; Kim, D.; Lee, M.G. Experiment and modeling to investigate the effect of stress state, strain and temperature on martensitic phase transformation in TRIP-assisted steel. Acta Mater. 2015, 97, 435–444. [Google Scholar] [CrossRef]
- Tian, R.; Li, L.; De Cooman, B.C.; Wei, X.C.; Sun, P. Effect of temperature and strain rate on dynamic properties of low silicon TRIP steel. J. Iron Steel Res. Inst. 2006, 13, 51–56. [Google Scholar] [CrossRef]
- Asghari, A.; Zarei-Hanzaki, A.; Eskandari, M. Temperature dependence of plastic deformation mechanisms in a modified transformation-twinning induced plasticity steel. Mater. Sci. Eng. A 2013, 579, 150–156. [Google Scholar] [CrossRef]
- Zhang, M.; Li, L.; Ding, J.; Wu, Q.; Wang, Y.D.; Almer, J.; Guo, F.; Ren, Y. Temperature-dependent micromechanical behavior of medium-Mn transformation-induced-plasticity steel studied by in situ synchrotron X-ray diffraction. Acta Mater. 2017, 141, 294–303. [Google Scholar] [CrossRef]
- Sun, B.; Palanisamy, D.; Ponge, D.; Gault, B.; Fazeli, F.; Scott, C.; Yue, S.; Raabe, D. Revealing fracture mechanisms of medium manganese steels with and without delta-ferrite. Acta Mater. 2019, 164, 683–696. [Google Scholar] [CrossRef]
- Liu, C.; Peng, Q.; Xue, Z.; Wang, S.; Yang, C. Microstructure and mechanical properties of hot-rolled and cold-rolled medium-Mn TRIP steels. Materials 2018, 11, 2242. [Google Scholar] [CrossRef] [PubMed]
- Calcagnotto, M.; Adachi, Y.; Ponge, D.; Raabe, D. Deformation and fracture mechanisms in fine-and ultrafine-grained ferrite/martensite dual-phase steels and the effect of aging. Acta Mater. 2011, 59, 658–670. [Google Scholar] [CrossRef]
- Jacques, J.; Furnemont, Q.; Pardoen, T.; Delannay, F. On the role of martensitic transformation on damage and cracking resistance in TRIP-assisted multiphase steels. Acta Mater. 2001, 49, 139–152. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Deformation Temperature [°C] | εcr | Δσ+max [MPa] | Δσ-max [MPa] | [MPa] | [MPa] | |
|---|---|---|---|---|---|---|
| 60 | 0.01 | 55 | 42 | 43 | 32 | 0.022 |
| 140 | 0.05 | 82 | 90 | 64 | 62 | 0.005 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kozłowska, A.; Grzegorczyk, B.; Staszuk, M.; Nuckowski, P.M.; Grajcar, A. Analysis of Plastic Deformation Instabilities at Elevated Temperatures in Hot-Rolled Medium-Mn Steel. Materials 2019, 12, 4184. https://doi.org/10.3390/ma12244184
Kozłowska A, Grzegorczyk B, Staszuk M, Nuckowski PM, Grajcar A. Analysis of Plastic Deformation Instabilities at Elevated Temperatures in Hot-Rolled Medium-Mn Steel. Materials. 2019; 12(24):4184. https://doi.org/10.3390/ma12244184
Chicago/Turabian StyleKozłowska, Aleksandra, Barbara Grzegorczyk, Marcin Staszuk, Paweł M. Nuckowski, and Adam Grajcar. 2019. "Analysis of Plastic Deformation Instabilities at Elevated Temperatures in Hot-Rolled Medium-Mn Steel" Materials 12, no. 24: 4184. https://doi.org/10.3390/ma12244184
APA StyleKozłowska, A., Grzegorczyk, B., Staszuk, M., Nuckowski, P. M., & Grajcar, A. (2019). Analysis of Plastic Deformation Instabilities at Elevated Temperatures in Hot-Rolled Medium-Mn Steel. Materials, 12(24), 4184. https://doi.org/10.3390/ma12244184