Frost Resistance Number to Assess Freeze and Thaw Resistance of Non-Autoclaved Aerated Concretes Containing Ground Granulated Blast-Furnace Slag and Micro-Silica

 ,
,  ,
,  and
and
Abstract
1. Introduction
2. Experimental Program
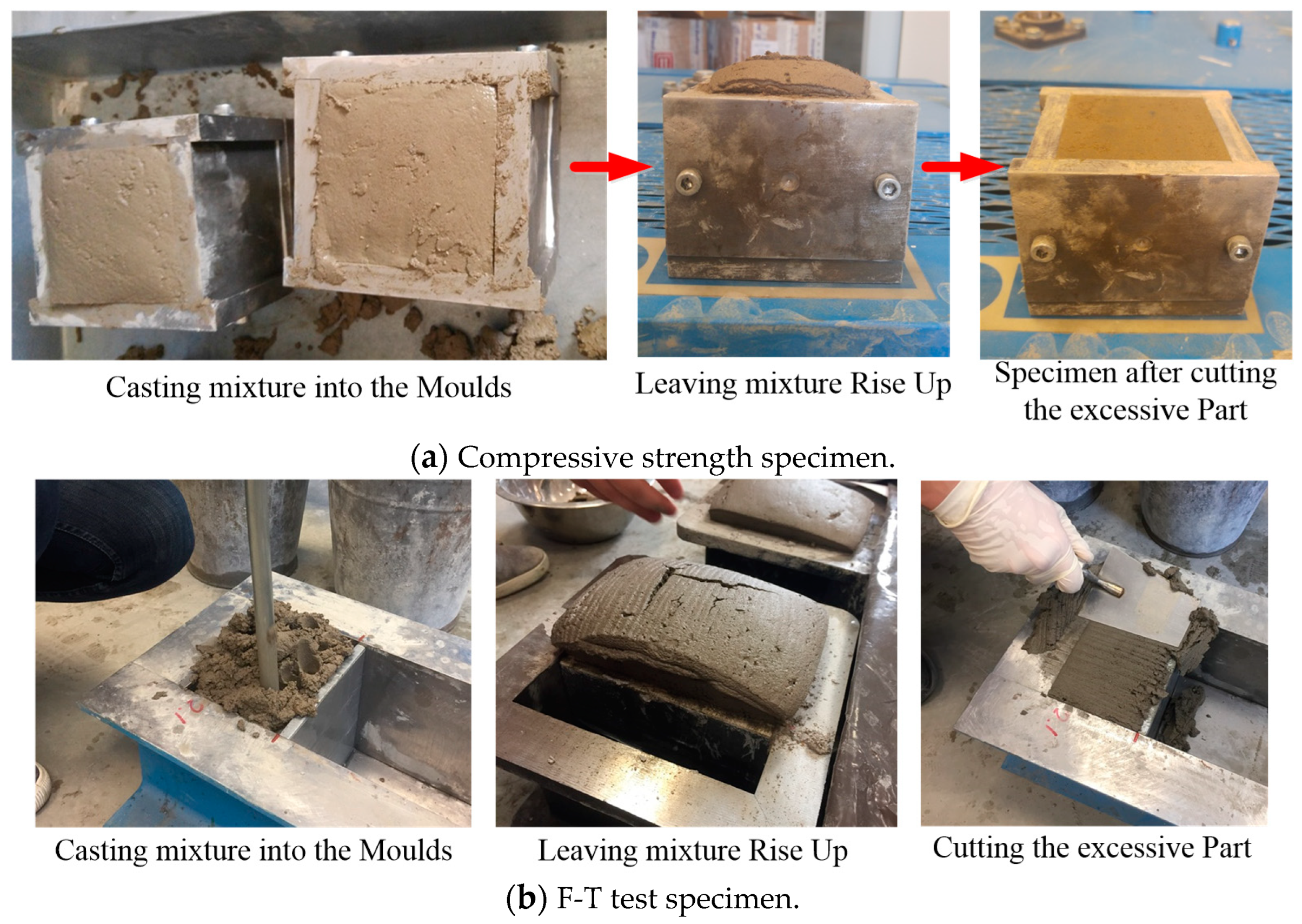
2.1. Materials, Mixture Proportion, Mixing Procedure, and Casting Specimens
2.2. Test Procedures
2.2.1. Determination of Void Ratio, Absorption, a Degree of Saturation of NAAC
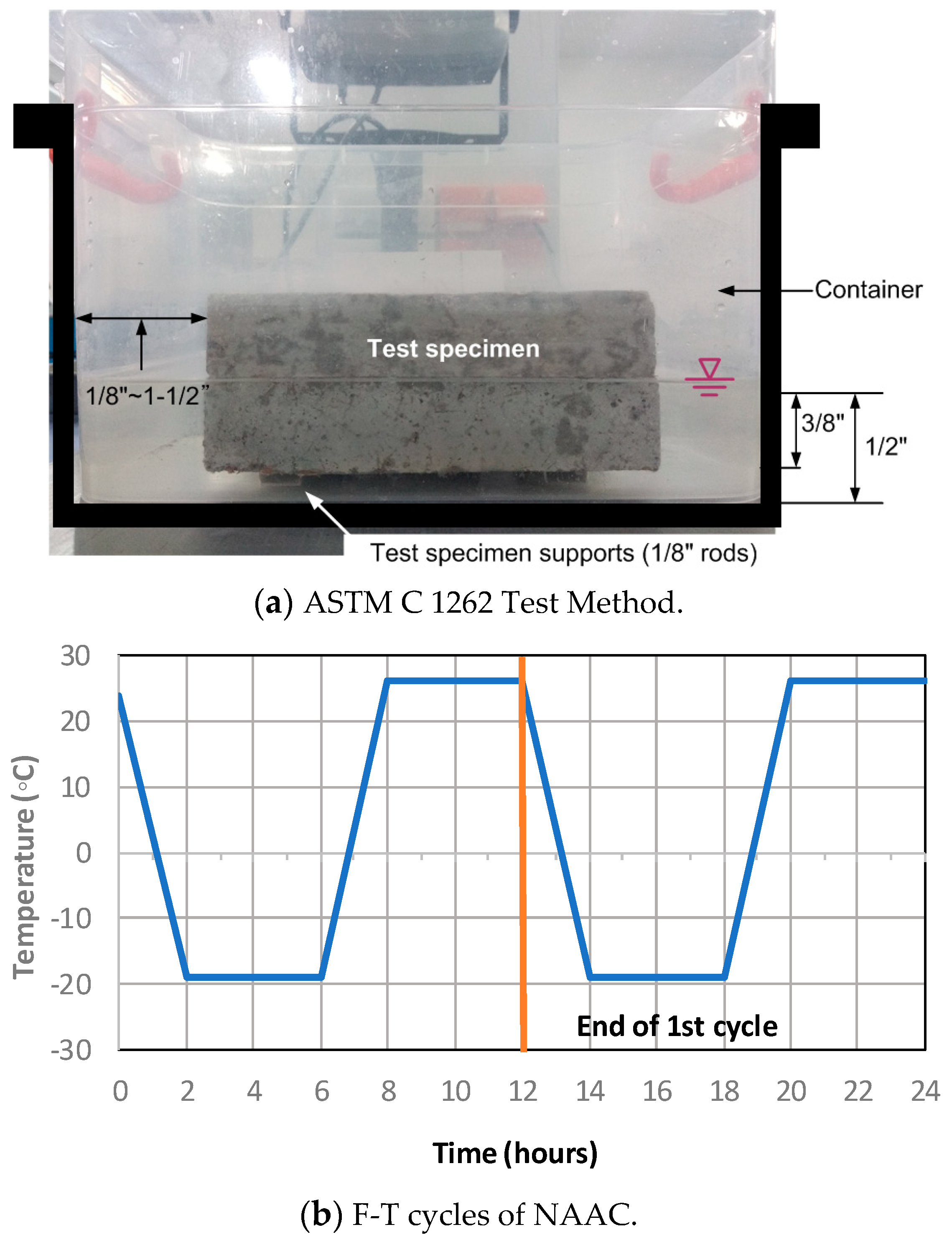
2.2.2. Evaluation of F-T Resistance of NAAC
3. Experimental Results
3.1. Characteristics of Density, Void Ratio, Water Absorption, and Compressive Strength of NAAC
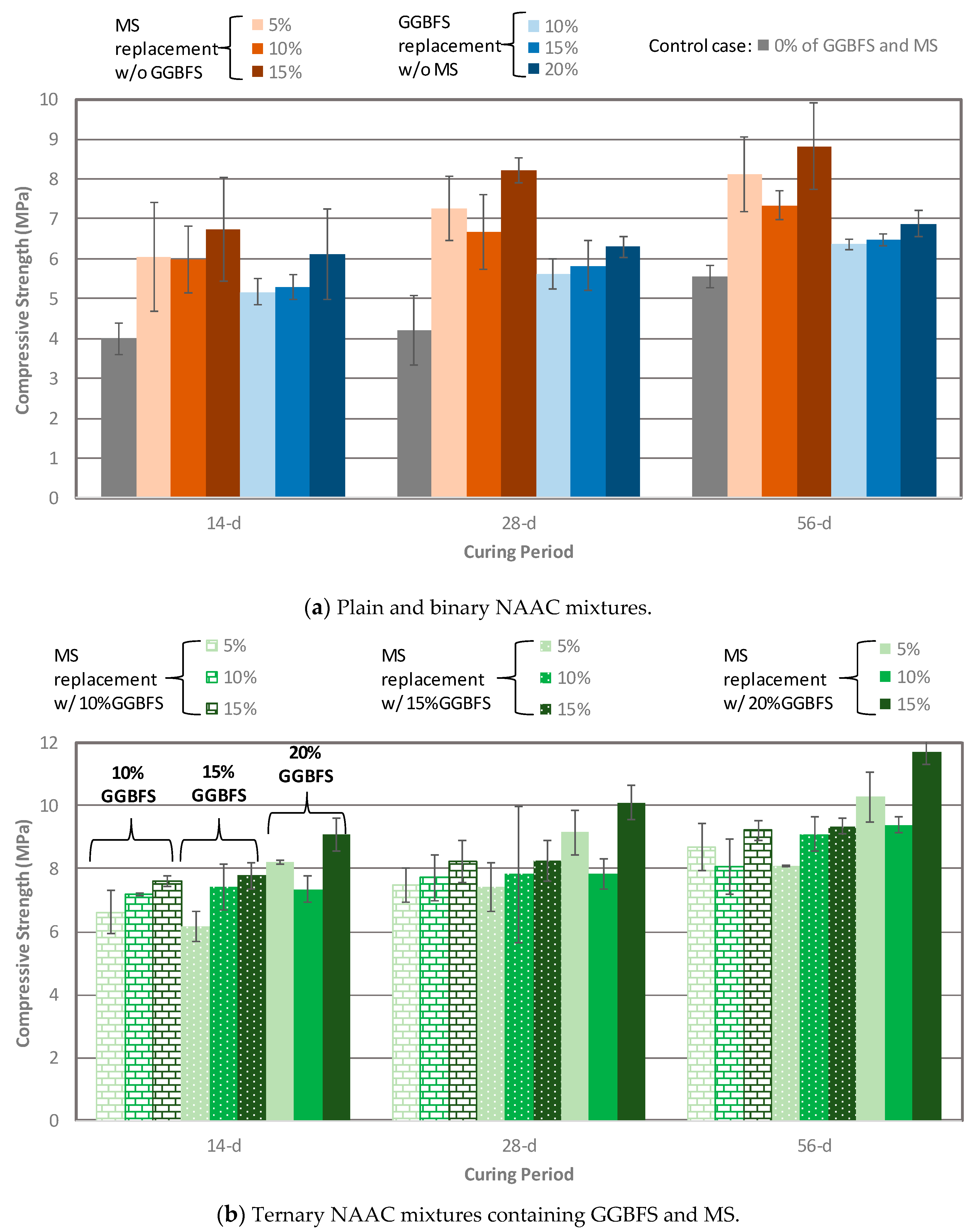
3.1.1. Compressive Strength of NAAC
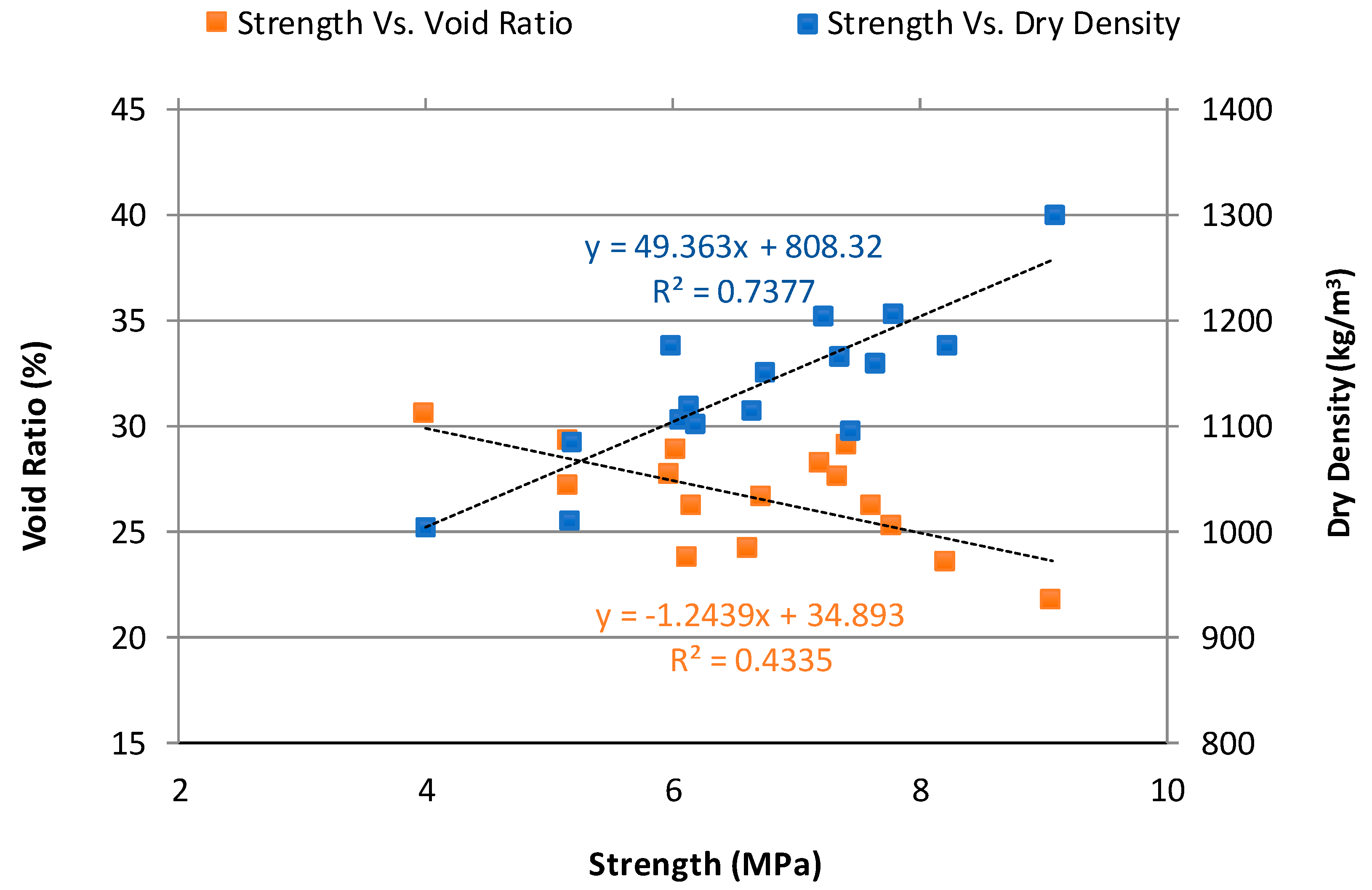
3.1.2. Relationship between Compressive Strength, Void Ratio, and Dry Density
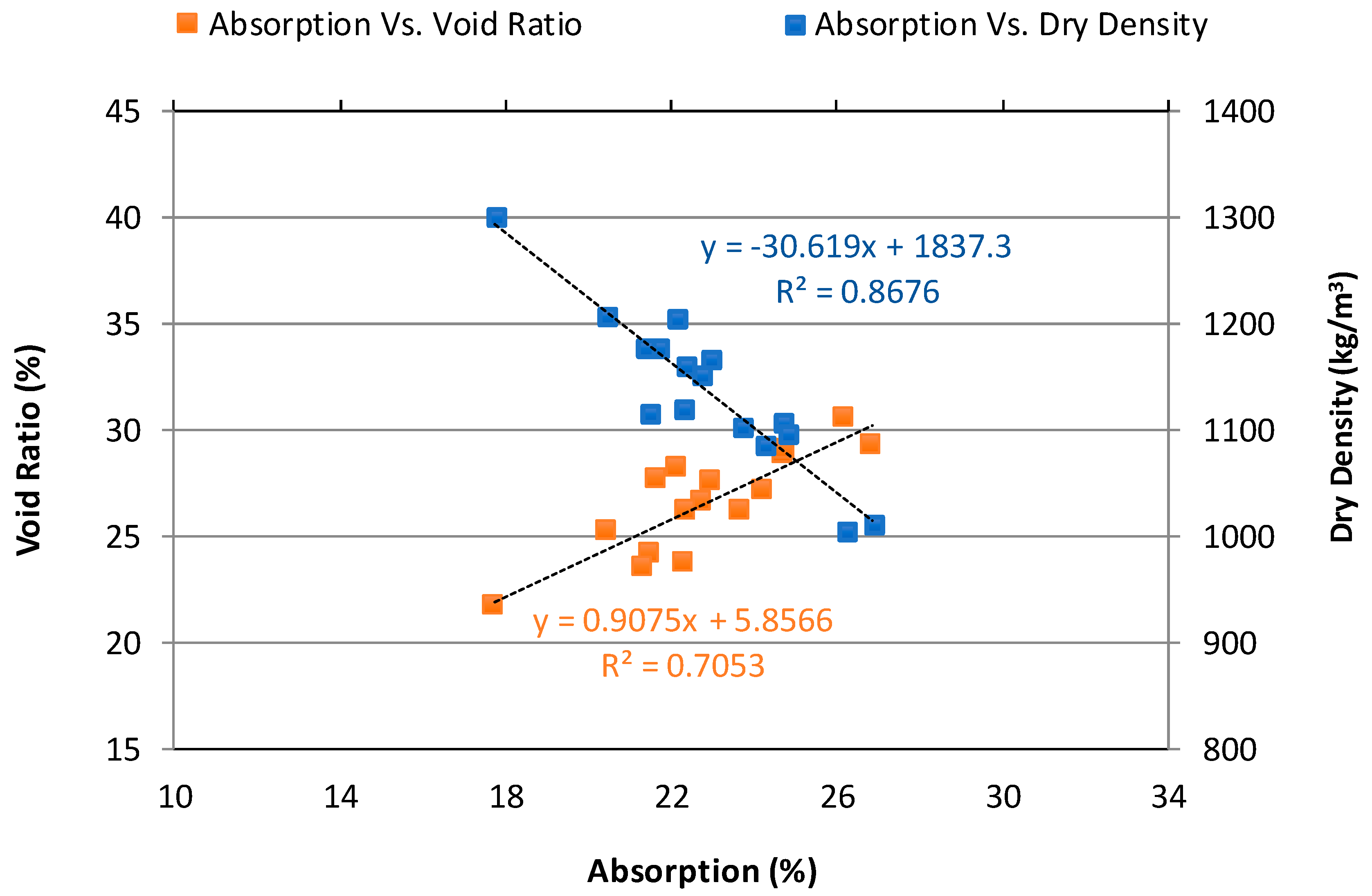
3.1.3. Relationship Between Water Absorption, Dry Density, and Void Ratio
3.2. Evaluation of Freeze-Thaw Resistance of NAAC
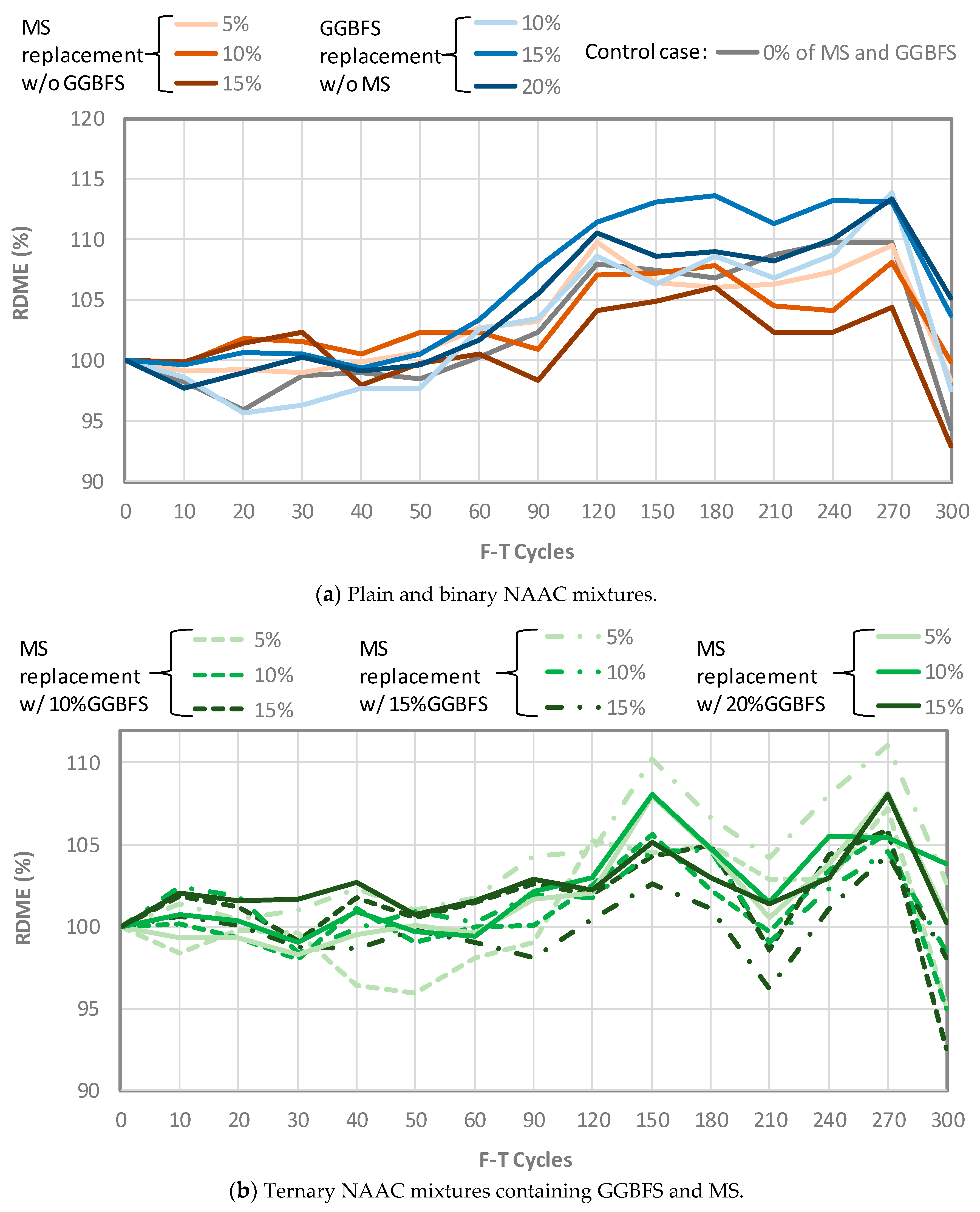
3.2.1. Relative Dynamic Modulus of Elasticity (RDME)
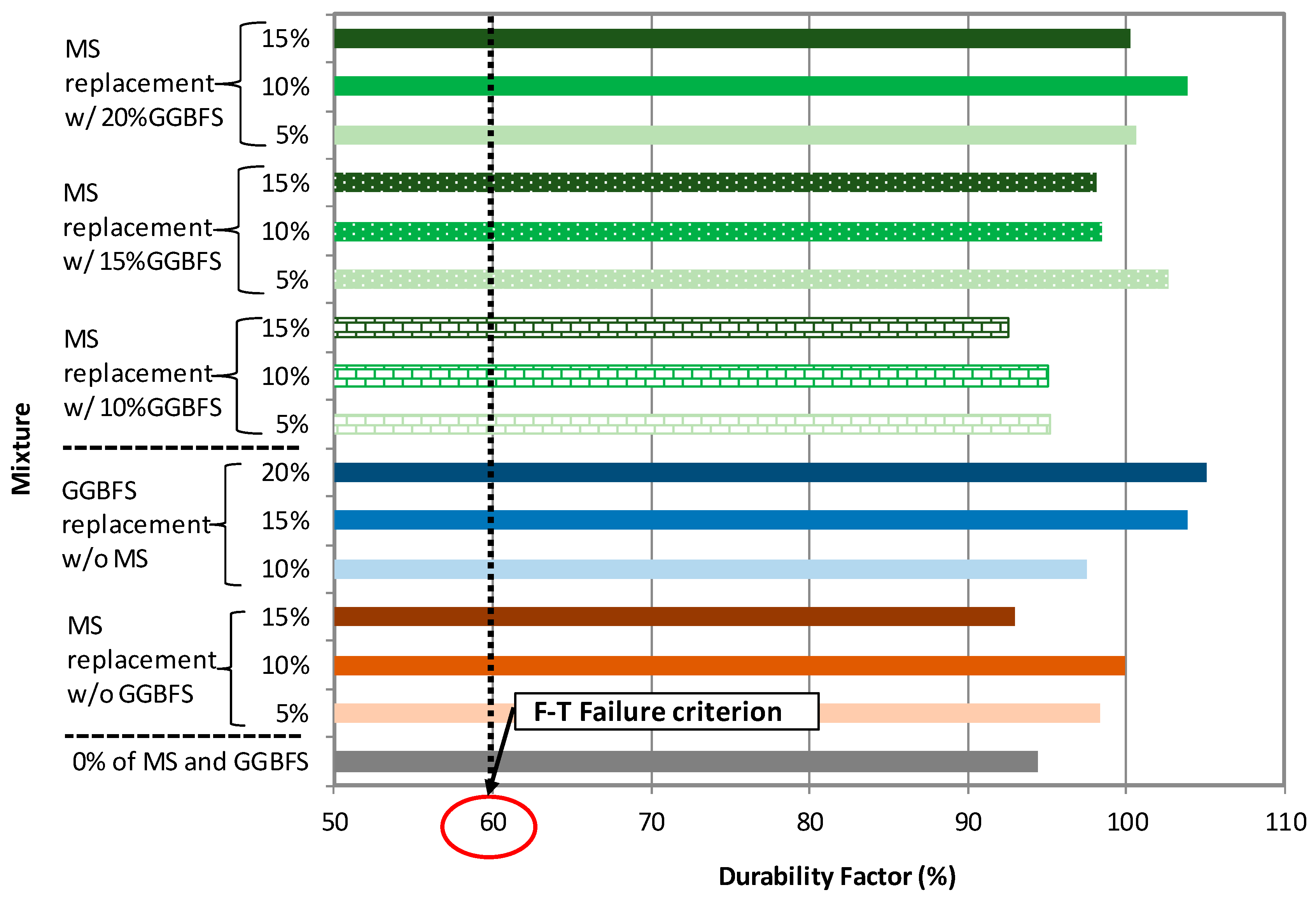
3.2.2. Durability Factor (DF) of NAAC Mixture
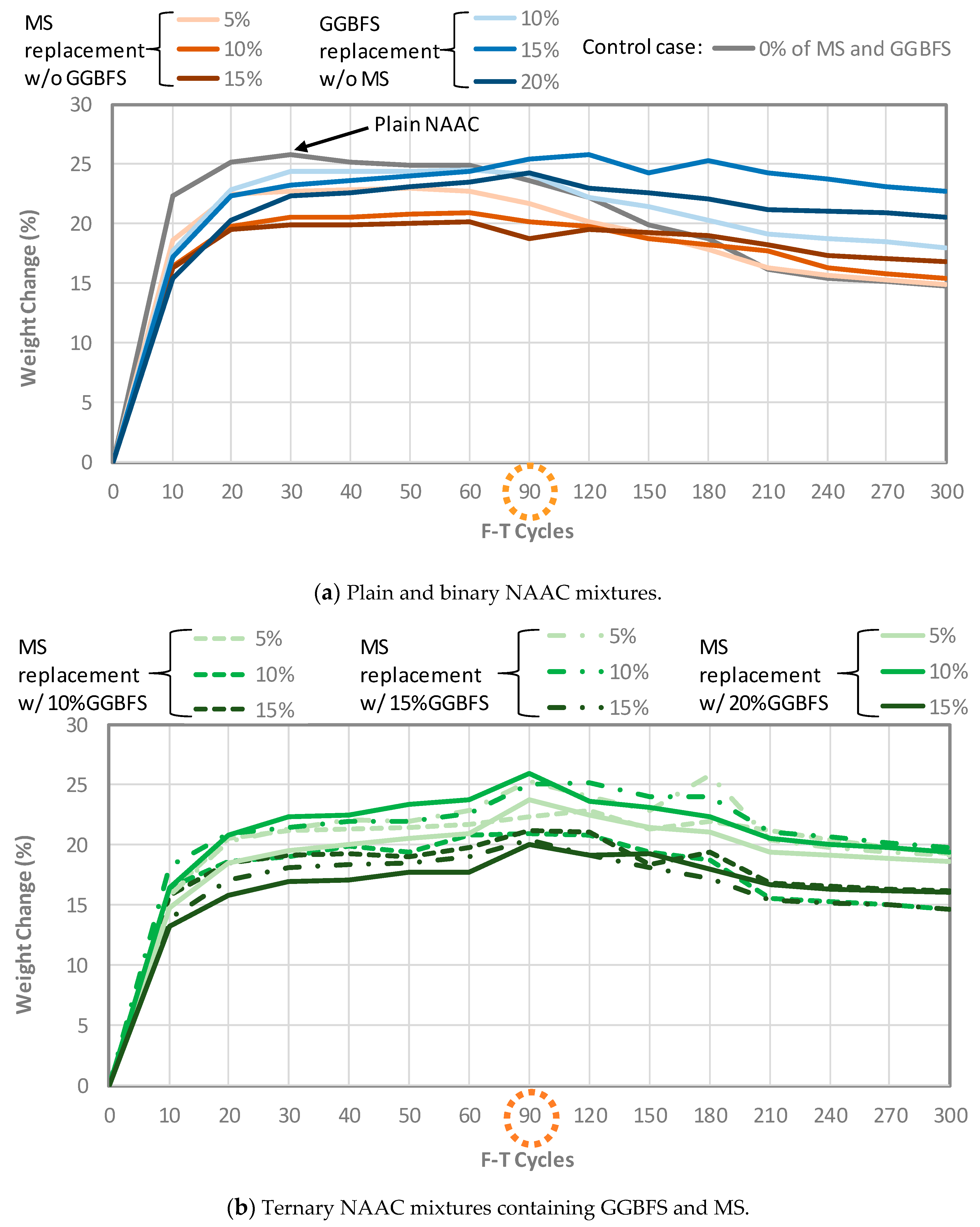
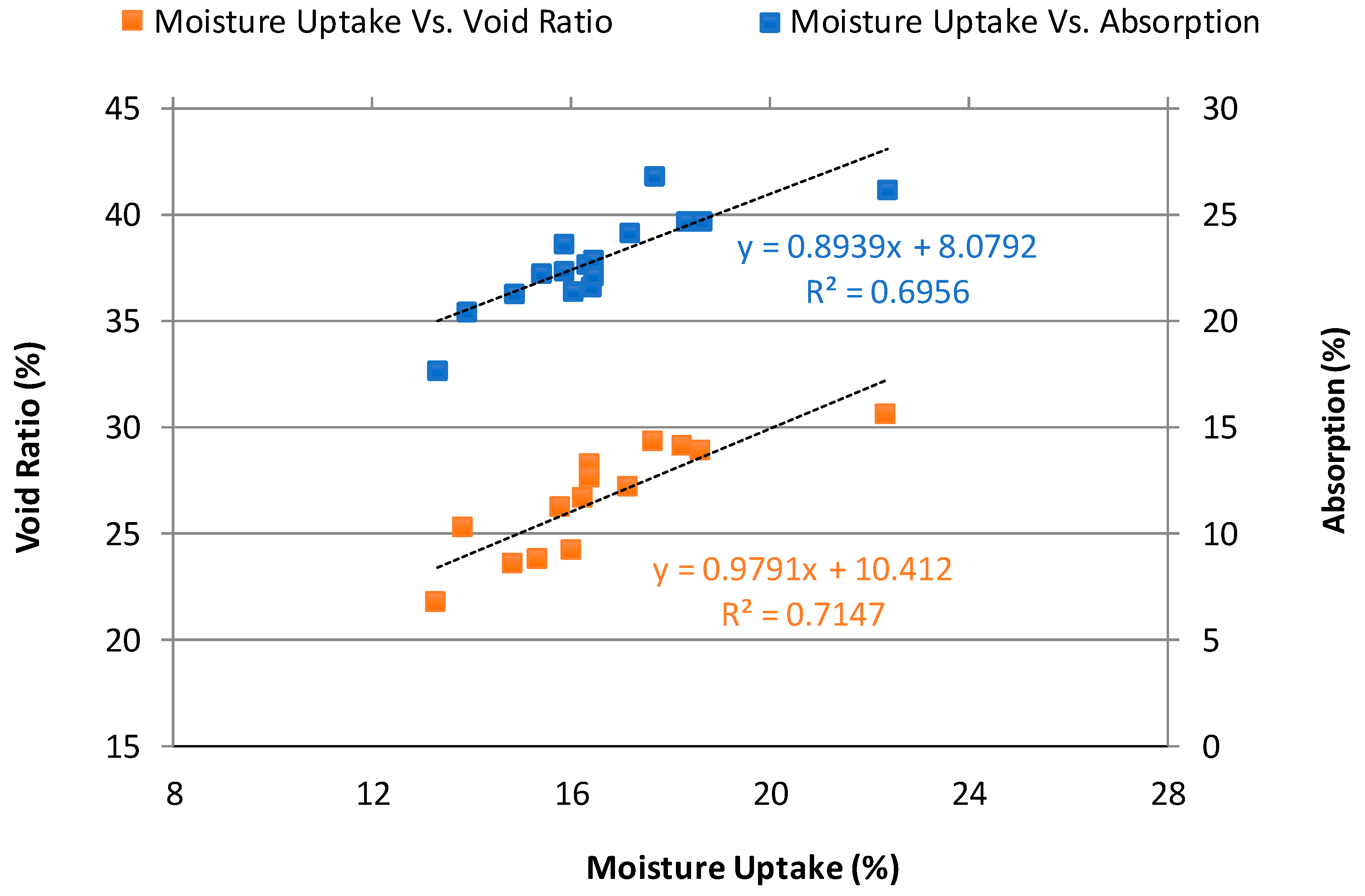
3.2.3. Weight Change and Moisture Uptake of NAAC Mixtures
4. Discussion and Frost Resistance Number
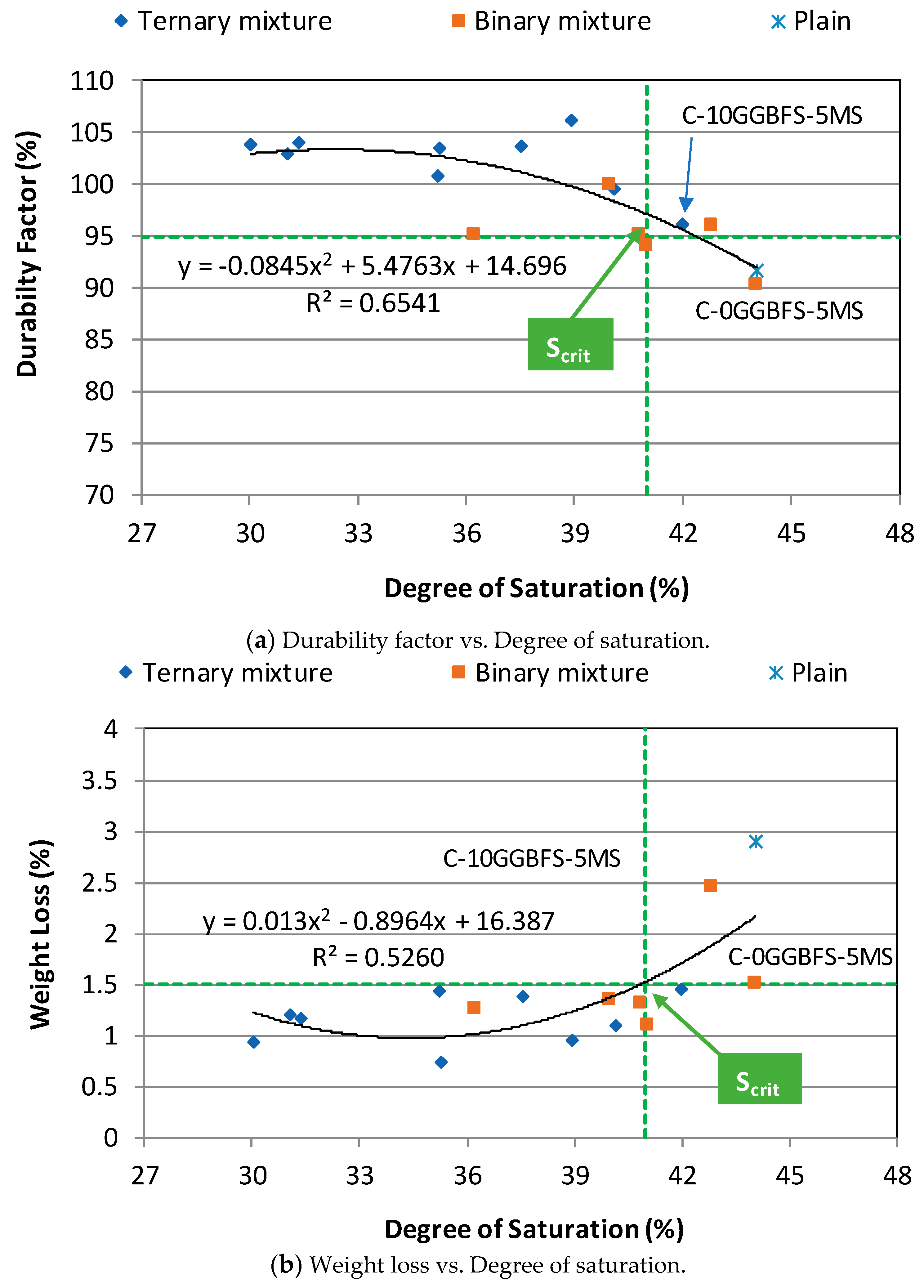
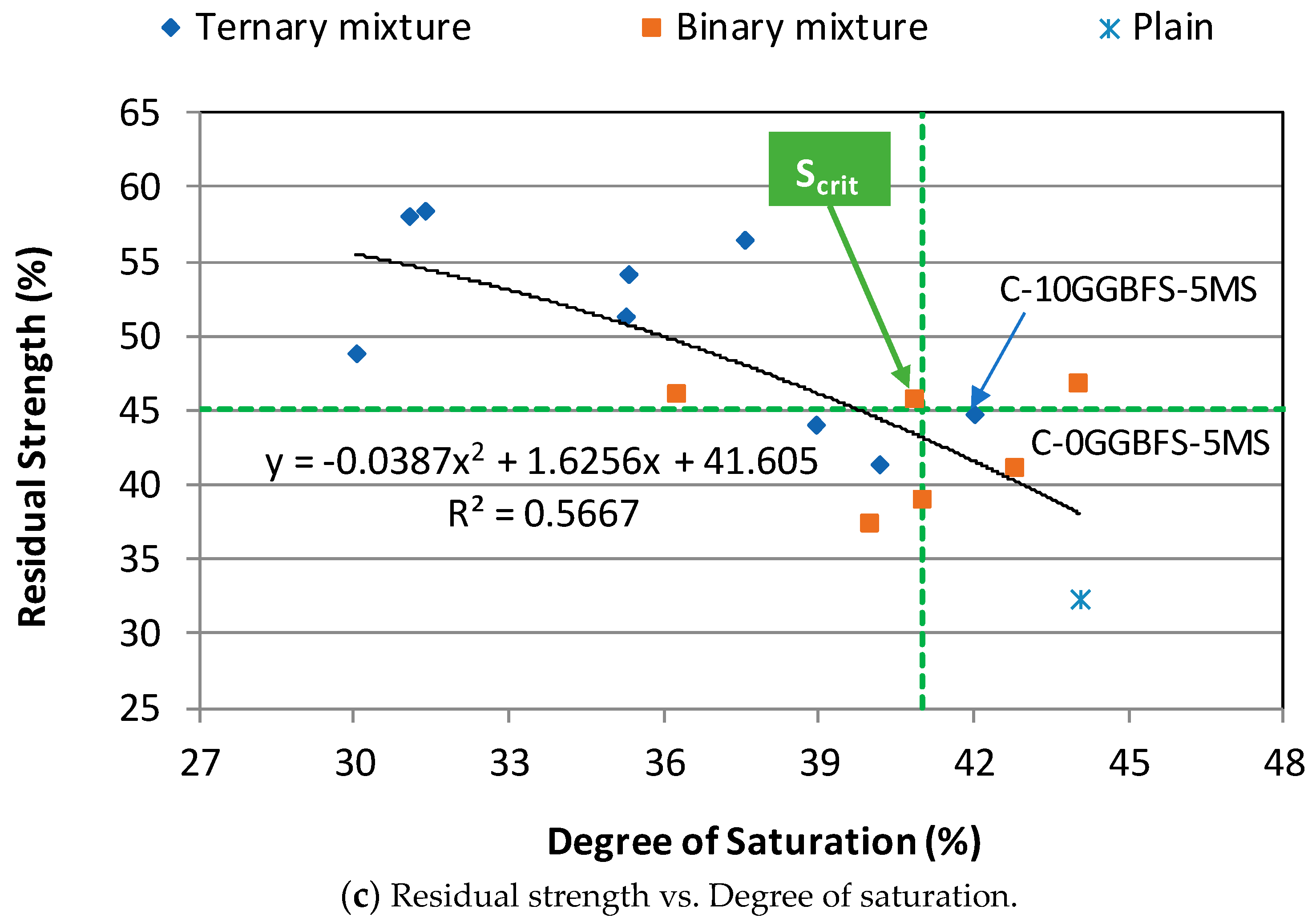
4.1. Factors to Influence the Performance of F-T Resistance of NAAC Mixtures
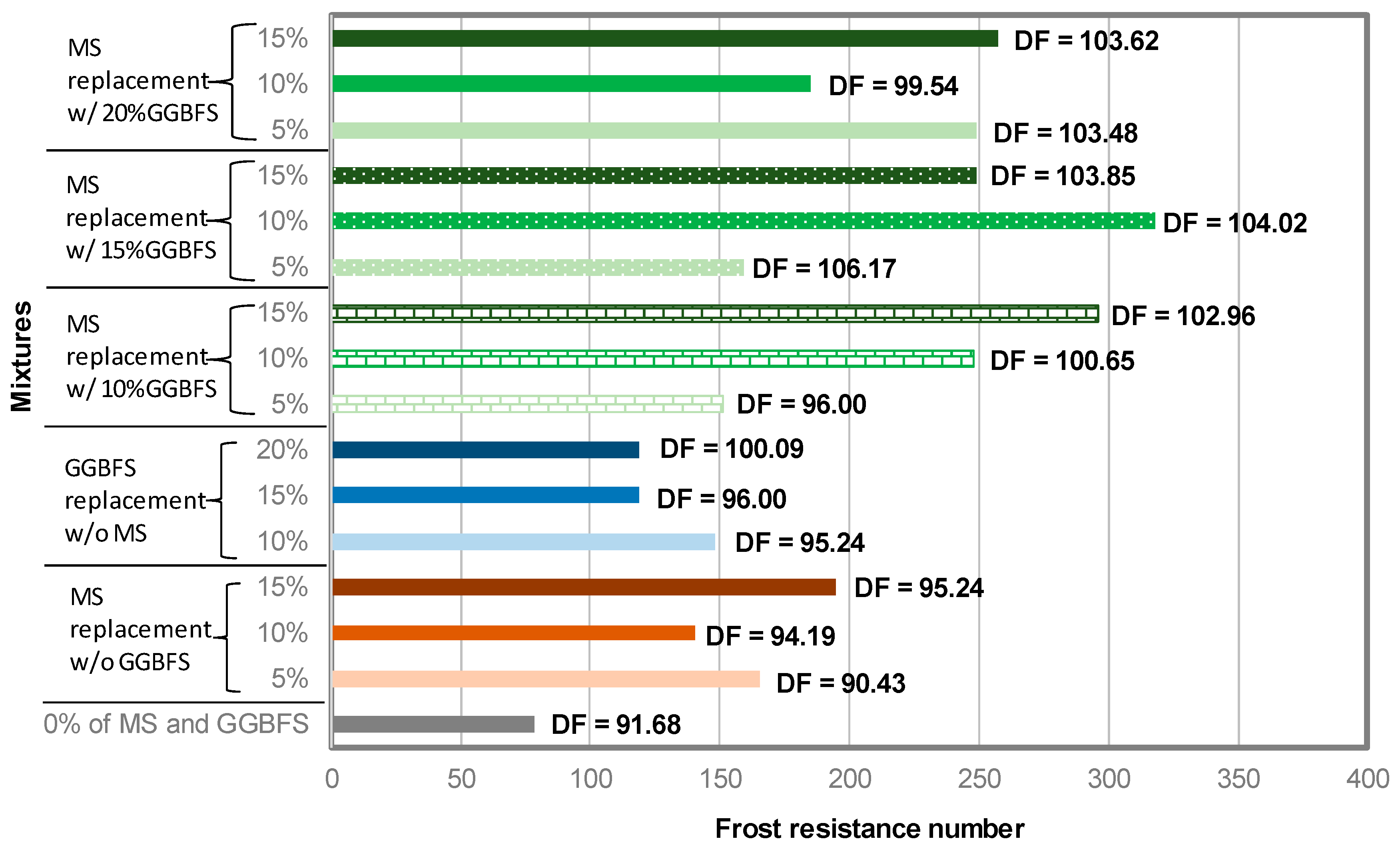
4.2. Frost Resistance Number (FRN) to Evaluate F-T Resistance of NAAC Mixtures
5. Conclusions
- (1)
- The mixtures with a higher MS replacement level yielded high compressive strength regardless of binary and ternary mixtures.
- (2)
- While NAAC mixtures with high void ratio did not necessarily result in higher compressive strength, the density to void ratio dominates the compressive strength of NAAC mixtures (the lower the D/VR, the lower the compressive strength).
- (3)
- Water absorption, dry density, and void ratio are closely related to each other, and the NAAC mixture with lower dry density results in increasing void ratio and high-water absorption value.
- (4)
- All NAAC mixtures had good F-T resistance in terms of RDME and DF which presented more than 90%.
- (5)
- The moisture uptake of the NAAC mixture is primarily a function of the void ratio regardless of the type of cementitious material concerning respect to the combination of GGBFS and MS.
- (6)
- Binary NAAC mixtures generally show higher Sd and Wloss and lower DF and Sres than those of ternary NAAC mixtures. This means that higher Sd, the faster F-T damage starts, which results in increasing Wloss and decreasing Sres.
- (7)
- Based on the relationship between DF, Wloss, Sres, and Sd, Scrit of NAAC mixture was determined to 41%.
- (8)
- The developed FRN seems to be an appropriate tool to evaluate the F-T resistance of the NAAC mixture.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kurama, H.; Topcu, I.B.; Karakurt, C. Properties of the autoclaved aerated concrete produced from coal bottom ash. J. Mater. Process. Technol. 2009, 209, 767–773. [Google Scholar] [CrossRef]
- Chaipanich, A.; Chindaprasirt, P. The properties and durability of autoclaved aerated concrete masonry blocks. In Eco-Efficient Masonry Bricks and Blocks: Design, Properties and Durability; Woodhead Publishing: Sawston, UK, 2015; pp. 215–230. [Google Scholar]
- Narayanan, N.; Ramamurthy, K. Structure and properties of aerated concrete: A review. Cem. Concr. Compos. 2000, 22, 321–329. [Google Scholar] [CrossRef]
- Van Rooyen, A.S. Structural Lightweight Aerated Concrete. Master’s Thesis, Stellenbosch University, Stellenbosch, South Africa, 2013. [Google Scholar]
- Zhu, H.; Wan, K.T.; Satekenova, E.; Zhang, D.; Leung, C.; Kim, J. Development of lightweight strain hardening cementitious composite for structural retrofit and energy efficiency improvement of unreinforced masonry housings. Constr. Build. Mater. 2018, 167, 791–812. [Google Scholar] [CrossRef]
- Narayanan, N.; Ramamurthy, K. Microstructural investigations on aerated concrete. Cem. Concr. Res. 2000, 30, 457–464. [Google Scholar] [CrossRef]
- Jones, M.R.; McCarthy, A. Relations between structure and mechanical properties of autoclaved aerated concrete. Cem. Concr. Res. 2006, 9, 507–514. [Google Scholar]
- Ulykbanov, A.; Sharafutdinov, E.; Chung, C.W.; Zhang, D.; Shon, C.S. Performance-based Model to Predict Thermal Conductivity of Non-Autoclaved Aerated Concrete through Linearization Approach. Constr. Build. Mater. 2019, 196, 555–563. [Google Scholar] [CrossRef]
- Alexanderson, J. Heat of hydration in foamed concrete: Effect of mix constituents and plastic density. Cem. Concr. Res. 1979, 36, 1032–1041. [Google Scholar]
- U.S. Department of Transportation. Freeze-Thaw Resistance of Concrete with Marginal Air Content; Publication No. FHWA-HRT-06-117; Federal Highway Administration: Washington, DC, USA, 2006.
- Penttala, V. Surface and internal deterioration of concrete due to saline and non-saline freeze-thaw loads. Cem. Concr. Res. 2006, 36, 921–928. [Google Scholar] [CrossRef]
- Shon, C.-S.; Lee, D.; Kim, J.H.; Chung, C.-W. Freezing and thawing resistance of cellular concrete containing binary and ternary cementitious mixtures. Constr. Build. Mater. 2018, 168, 73–81. [Google Scholar] [CrossRef]
- Chung, C.-W.; Shon, C.-S.; Kim, Y.S. Chloride ion diffusivity of fly ash and silica fume concretes exposed to freeze-thaw cycles. Constr. Build. Mater. 2010, 24, 1739–1745. [Google Scholar] [CrossRef]
- Chen, Y.L.; Ko, M.S.; Chang, J.E.; Lin, C.T. Recycling of desulfurization slag for the production of autoclaved aerated concrete. Constr. Build. Mater. 2018, 158, 132–140. [Google Scholar] [CrossRef]
- Mehta, P.K.; Monteiro, P.J.M. Concrete Structure, Properties, and Materials, 2nd ed.; Prentice Hall: Upper Saddle River, NJ, USA, 1993; pp. 209–214. [Google Scholar]
- Mindess, S.; Young, J.F.; Darwin, D. Concrete, 2nd ed.; Prentice Hall: Upper Saddle River, NJ, USA, 2003; p. 108. [Google Scholar]
- Wawrzeńczyk, J.; Juszczak, T.; Molendowska, A. Determining equivalent performance for frost durability of concrete containing different amounts of ground granulated blast furnace slag. Bull. Pol. Acad. Sci. Tech. Sci. 2016, 64, 731–737. [Google Scholar] [CrossRef][Green Version]
- Zhang, S.Y.; Fan, Y.F.; Wzng, Q. Experiment study on the effect of GGBFS on frost resistance of concrete. Key Eng. Mater. 2015, 629, 207–212. [Google Scholar] [CrossRef]
- Folagbade, S.O. Effect of fly ash and silica fume on the sorptivity of concrete. Int. J. Eng. Sci. Technol. 2012, 4, 4238–4243. [Google Scholar]
- Bektimirova, U.; Shon, C.S.; Zhang, D.; Sharafutdinov, E.; Kim, J.R. Proportioning and Characterization of Reactive Powder Concrete for an Energy Storage Pile Application. Appl. Sci. 2018, 8, 2507. [Google Scholar] [CrossRef]
- Ulykbanov, A.; Sharafutdinov, E.; Ramazanova, E.; Shon, C.-S. Thermal conductivity of aerated concrete based on response surface method. Mater. Sci. For. 2018, 917, 342–346. [Google Scholar] [CrossRef]
- Sharafutdinov, E.; Abdigaliyev, A.; Sheriyev, A.; Zhang, D.; Shon, C.-S. Properties of non-autoclaved aerated concrete with quadruple cementitious mixture using Response Surface Method. Mater. Sci. For. 2018, 917, 337–341. [Google Scholar] [CrossRef]
- Schaefer, V.R.; Wang, K.; Suleiman, M.T.; Kevern, J.T. Mix Design Development for Pervious Concrete in Cold Weather Climates; Report #2006-01; Center for Transportation Research and Education, Iowa State University: Ames, IA, USA, 2006. [Google Scholar]
- American Society for Testing and Materials. ASTM C642-13 Standard Test Method for Density, Absorption, and Voids in Hardened Concrete; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Foraboschi, P.; Vanin, A. Mechanical behavior of the timber-terrazzo composite floor. Constr. Build. Mater. 2015, 80, 295–314. [Google Scholar] [CrossRef]
- Li, W.; Pour-Ghaz, M.; Castro, J.; Weiss, J. Water absorption and critical degree of saturation relating to freeze-thaw damage in concrete pavement joints. J. Mater. Civ. Eng. 2012, 24, 299–307. [Google Scholar] [CrossRef]
- American Society for Testing and Materials. ASTM C1262/C1262M-16 Standard Test Method for Evaluating the Freeze-Thaw Durability of Dry-Cast Segmental Retaining Wall Units and Related Concrete Units; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- American Society for Testing and Materials. ASTM C260/C260M-10a (2016) Standard Specification for Air-Entraining Admixtures for Concrete; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- Sabir, B.B. Mechanical properties and frost resistance of silica fume concrete. Cem. Concr. Comp. 1997, 19, 285–294. [Google Scholar] [CrossRef]
- American Society for Testing and Materials. ASTM C666/C666M-15 (2015) Standard Test Method for Resistance of Concrete to Rapid Freezing and Thawing; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- American Society for Testing and Materials. ASTM C109 Standard Test Method for Compressive Strength of Hydraulic Cement Mortars; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- Lee, H.S.; Wang, X.Y.; Zhang, L.N.; Koh, K.T. Analysis of the optimum usage of slag for the compressive strength of concrete. Materials 2015, 8, 1213–1229. [Google Scholar] [CrossRef] [PubMed]
- Shon, C.-S.; Abdigaliyev, A.; Bagitova, B.; Chung, C.-W.; Kim, D. Determination of air-void system and modified frost resistance number for freeze-thaw resistance evaluation of ternary blended concrete made of ordinary Portland cement/silica fume/class F fly ash. Cold Reg. Sci. Technol. 2018, 155, 127–136. [Google Scholar] [CrossRef]
- Kearsley, E.P.; Wainwright, P.J. Porosity and permeability of foamed concrete. Cem. Concr. Res. 2001, 31, 805–812. [Google Scholar] [CrossRef]
- You, L.; You, Z.; Dai, Q.; Guo, S.; Wang, J.; Schultz, M. Characteristics of water-foamed asphalt mixture under multiple freeze-thaw cycles: Laboratory evaluation. J. Mater. Civ. Eng. 2018, 30, 04018270. [Google Scholar] [CrossRef]
- Khanfour, M.-K.; Refai, A.E. Effect of freeze-thaw cycles on concrete reinforced with basalt-fiber reinforced polymers (BFRP) bars. Constr. Build. Mater. 2017, 158, 135–146. [Google Scholar] [CrossRef]
- Gjorv, O.E.; Okkenhaug, R.; Bathen, E.; Husevag, R. Frost resistance and air-void characteristics in hardened concrete. Nord. Concr. Res. 1978, 8, 89–104. [Google Scholar]
- Pigeon, M.; Pleau, R. Durability of Concrete in Cold Climates; E& FN Spon: London, UK, 1995; pp. 148–153. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Compounds (wt %) | Cement | Microsilica | GGBFS | Aggregate | Physical Properties of Other Materials | |
|---|---|---|---|---|---|---|
| SiO2 | 18.20 | 98.00 | 34.20 | 68.90 | Aggregate | - |
| Al2O3 | 4.01 | 0.45 | 11.90 | 9.03 | Absorption | 6.2% |
| Fe2O3 | 11.79 | 0.05 | 0.21 | 4.00 | fineness modulus | 1.02 |
| Sum | 34.00 | 97.5 | 46.31 | 81.83 | ||
| CaO | 53.8 | 0.47 | 36.1 | 11.30 | Gradation (total % passing) | |
| K2O | 0.79 | 0.62 | 0.72 | 2.11 | #4 (4.72 mm) | 100 |
| Na2O | 0.16 | - | 0.73 | 1.69 | #8 (2.36) | 92.9 |
| MgO | 0.58 | 0.25 | 11.9 | 1.49 | #16 (1.18 mm) | 88.6 |
| TiO2 | 0.20 | - | 1.75 | 0.49 | #30 (0.60 mm) | 85.2 |
| MnO | 0.46 | - | 0.51 | 0.26 | #50 (0.30 mm) | 82.6 |
| P2O5 | - | - | - | 0.23 | #100 (0.15 mm) | 49.2 |
| SO3 | 4.32 | 0.12 | 2.12 | - | #200 (0.075 mm) | 6.9 |
| Free CaO | - | - | - | - | Pan | 0.0 |
| L.O.I | - | - | - | - | Lime (SG) | 2.20 |
| Fineness | 1 32.38 | 2 48.4 | 2 10.8 | - | Gypsum (SG) | 2.30 |
| 3 SG | 3.14 | 2.22 | 2.90 | 2.40 | Al powder (SG) | 2.70 |
| Mixture | Unit Weight (kg/m3) | |||||||
|---|---|---|---|---|---|---|---|---|
| Sand | Cement | MS | GGBFS | Lime | Gypsum | Water | Al Power | |
| C-0GGBFS-0MS | 1091.5 | 471.0 | 0.0 | 0.0 | 110.0 | 58.0 | 319.5 | 1.9 |
| C-0GGBFS-5MS | 1099.8 | 447.5 | 16.7 | 0.0 | 110.0 | 58.0 | 316.1 | 1.9 |
| C-0GGBFS-10MS | 1108.1 | 423.9 | 33.3 | 0.0 | 110.0 | 58.0 | 312.6 | 1.9 |
| C-0GGBFS-15MS | 1116.4 | 400.4 | 50.0 | 0.0 | 110.0 | 58.0 | 309.2 | 1.9 |
| C-10GGBFS-0MS | 1095.8 | 423.9 | 0.0 | 43.5 | 110.0 | 58.0 | 317.7 | 1.9 |
| C-15GGBFS-0MS | 1098.0 | 400.4 | 0.0 | 65.3 | 110.0 | 58.0 | 316.8 | 1.9 |
| C-20GGBFS-0MS | 1100.2 | 376.8 | 0.0 | 87.0 | 110.0 | - | 315.9 | 1.9 |
| C-10GGBFS-5MS | 1104.1 | 400.4 | 16.7 | 43.5 | 110.0 | 58.0 | 314.3 | 1.9 |
| C-10GGBFS-10MS | 1112.4 | 376.8 | 33.3 | 43.5 | 110.0 | 58.0 | 310.8 | 1.9 |
| C-10GGBFS-15MS | 1120.7 | 353.3 | 50.0 | 43.5 | 110.0 | 58.0 | 307.4 | 1.9 |
| C-15GGBFS-5MS | 1106.3 | 376.8 | 16.7 | 65.3 | 110.0 | 58.0 | 313.4 | 1.9 |
| C-15GGBFS-10MS | 1114.6 | 353.3 | 33.3 | 65.3 | 110.0 | 58.0 | 309.9 | 1.9 |
| C-15GGBFS-15MS | 1122.8 | 329.7 | 50.0 | 65.3 | 110.0 | 58.0 | 306.5 | 1.9 |
| C-20GGBFS-5MS | 1108.4 | 353.3 | 16.7 | 87.0 | 110.0 | 58.0 | 312.5 | 1.9 |
| C-20GGBFS-10MS | 1116.7 | 329.7 | 33.3 | 87.0 | 110.0 | 58.0 | 309.0 | 1.9 |
| C-20GGBFS-15MS | 1125.0 | 306.2 | 50.0 | 87.0 | 110.0 | 58.0 | 305.6 | 1.9 |
| Mixture | Density (D) | Void Ratio (Vr) | Density to Void Ratio (D/VR) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 14 | 28 | 56 | 14 | 28 | 56 | 14 | 28 | 56 | |
| C-0GGBFS-0MS | 1774.8 | 1762.5 | 1768.2 | 43.0 | 51.6 | 51.9 | 32.9 | 34.2 | 34.1 |
| C-0GGBFS-5MS | 1781.8 | 1828.3 | 1834.9 | 44.8 | 47.0 | 44.2 | 38.5 | 38.9 | 41.5 |
| C-0GGBFS-10MS | 1751.7 | 1762.6 | 1763.6 | 50.8 | 52.1 | 48.6 | 42.5 | 33.8 | 36.3 |
| C-0GGBFS-15MS | 1828.5 | 1838.7 | 1817.7 | 45.4 | 48.7 | 43.0 | 43.4 | 37.8 | 42.3 |
| C-10GGBFS-0MS | 1784.0 | 1783.3 | 1784.4 | 50.5 | 49.6 | 48.8 | 34.6 | 36.0 | 36.6 |
| C-15GGBFS-0MS | 1777.7 | 1789.0 | 1786.4 | 50.2 | 50.4 | 47.1 | 40.0 | 35.5 | 37.9 |
| C-20GGBFS-0MS | 1782.3 | 1784.2 | 1780.9 | 51.3 | 50.6 | 49.1 | 47.2 | 35.2 | 36.3 |
| C-10GGBFS-5MS | 1759.7 | 1728.9 | 1776.6 | 49.9 | 45.6 | 49.8 | 46.1 | 37.9 | 35.7 |
| C-10GGBFS-10MS | 1778.0 | 1748.4 | 1779.9 | 51.0 | 47.2 | 50.4 | 42.7 | 37.0 | 35.3 |
| C-10GGBFS-15MS | 1804.0 | 1781.5 | 1812.7 | 48.8 | 45.6 | 46.5 | 44.4 | 39.1 | 39.0 |
| C-15GGBFS-5MS | 1775.3 | 1778.8 | 1786.6 | 49.8 | 49.7 | 50.1 | 42.2 | 35.8 | 35.7 |
| C-15GGBFS-10MS | 1802.3 | 1807.6 | 1785.8 | 48.3 | 49.2 | 45.6 | 37.7 | 36.8 | 39.2 |
| C-15GGBFS-15MS | 1788.6 | 1803.0 | 1786.6 | 48.8 | 47.7 | 49.0 | 47.9 | 37.8 | 36.5 |
| C-20GGBFS-5MS | 1822.8 | 1865.1 | 1827.5 | 45.2 | 47.1 | 46.7 | 50.1 | 39.6 | 39.2 |
| C-20GGBFS-10MS | 1820.0 | 1836.2 | 1803.9 | 45.2 | 47.8 | 46.1 | 42.3 | 38.4 | 39.2 |
| C-20GGBFS-15MS | 1850.0 | 1861.4 | 1854.4 | 40.4 | 45.6 | 45.9 | 60.0 | 40.8 | 40.4 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sharafutdinov, E.; Shon, C.-S.; Zhang, D.; Chung, C.-W.; Kim, J.; Bagitova, S. Frost Resistance Number to Assess Freeze and Thaw Resistance of Non-Autoclaved Aerated Concretes Containing Ground Granulated Blast-Furnace Slag and Micro-Silica. Materials 2019, 12, 4151. https://doi.org/10.3390/ma12244151
Sharafutdinov E, Shon C-S, Zhang D, Chung C-W, Kim J, Bagitova S. Frost Resistance Number to Assess Freeze and Thaw Resistance of Non-Autoclaved Aerated Concretes Containing Ground Granulated Blast-Furnace Slag and Micro-Silica. Materials. 2019; 12(24):4151. https://doi.org/10.3390/ma12244151
Chicago/Turabian StyleSharafutdinov, Eldar, Chang-Seon Shon, Dichuan Zhang, Chul-Woo Chung, Jong Kim, and Saltanat Bagitova. 2019. "Frost Resistance Number to Assess Freeze and Thaw Resistance of Non-Autoclaved Aerated Concretes Containing Ground Granulated Blast-Furnace Slag and Micro-Silica" Materials 12, no. 24: 4151. https://doi.org/10.3390/ma12244151
APA StyleSharafutdinov, E., Shon, C.-S., Zhang, D., Chung, C.-W., Kim, J., & Bagitova, S. (2019). Frost Resistance Number to Assess Freeze and Thaw Resistance of Non-Autoclaved Aerated Concretes Containing Ground Granulated Blast-Furnace Slag and Micro-Silica. Materials, 12(24), 4151. https://doi.org/10.3390/ma12244151