Construction and Demolition Waste as Recycled Aggregates in Alkali-Activated Concretes

 , ,
, ,  ,
,
Abstract
1. Introduction
2. RA in Alkali-Activated Concretes
2.1. Fresh State Properties
- C&D waste is porous and absorbs the liquid phases of the system.
- C&D waste is a source of reactive precursors, such as Ca.
2.2. Mechanical Characterizations and Their Influential Parameters
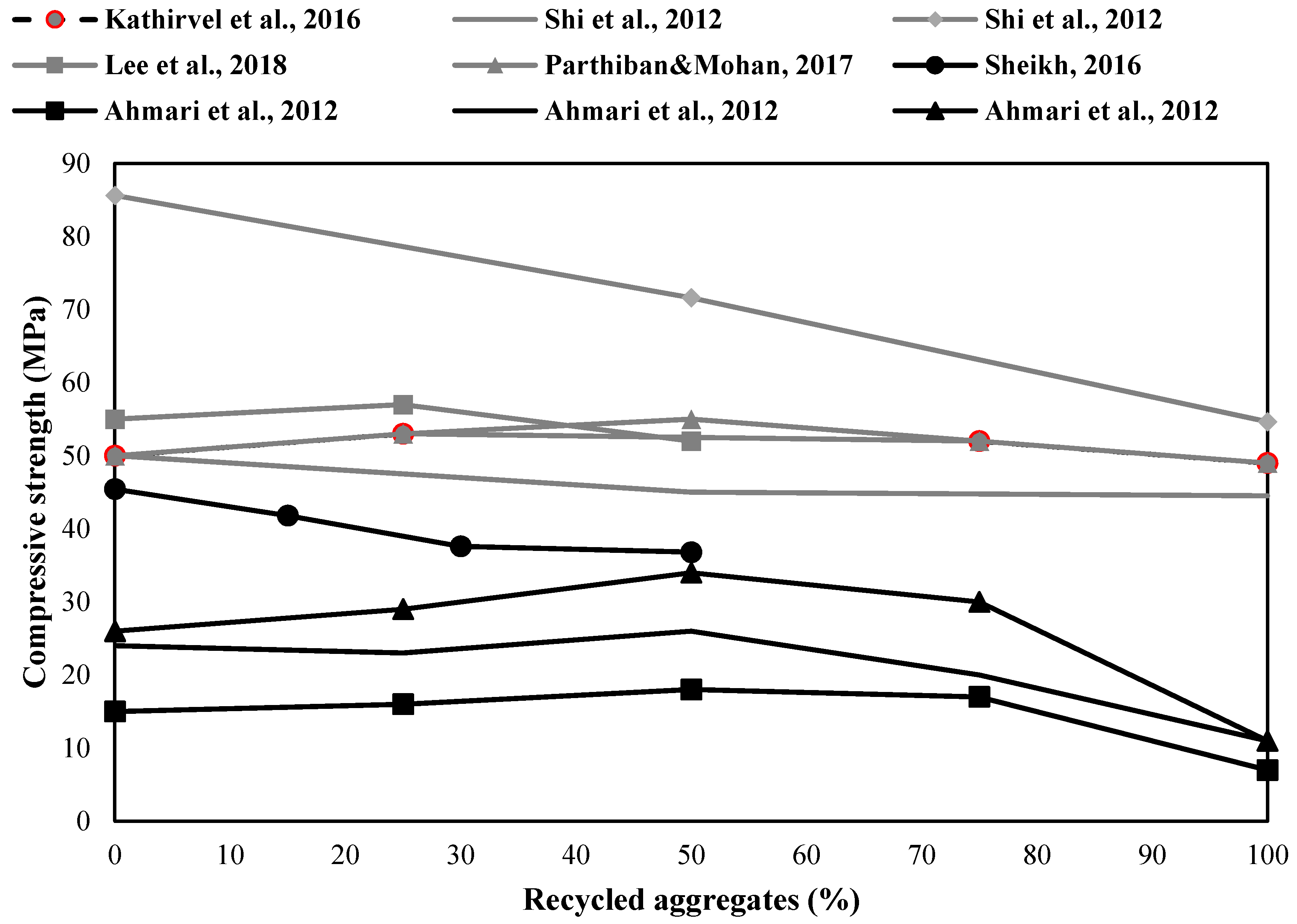
2.2.1. Mechanical Properties
2.2.2. Treatment of RA
2.2.3. Curing Conditions
2.3. Durability Properties
- Surface wear due to abrasion, erosion, or cavitation
- Cracking due to gradients in temperature and humidity, crystallization of salts, or exposure to extremely high or low temperatures
- Hydrolysis of the binder with soft water
- Cation exchange between paste and fluids
- The formation of expansive products due to sulfate attack, alkali-aggregate reaction, or steel reinforcement corrosion
2.3.1. Water Absorption, Sorptivity, and Voids
2.3.2. Chloride and Sulfate Diffusion
2.3.3. Acid Resistance
2.3.4. Freeze and Thaw Resistance
3. Toxicity of RA in Alkali-Activated Binders
4. Environmental Analysis
5. Conclusions
Funding
Conflicts of Interest
References
- Kurad, R.; Silvestre, J.; Brito, J.; Ahmed, H. Effect of incorporation of high volume of recycled concrete aggregates and fly ash on the strength and global warming potential of concrete. J. Clean. Prod. 2017, 166, 485–502. [Google Scholar] [CrossRef]
- Marinkovic’, S.; Radonjanin, V.; Malešev, M.; Ignjatovic’, I. Comparative environmental assessment of natural and recycled aggregate concrete. Waste Manag. 2010, 30, 2255–2264. [Google Scholar] [CrossRef] [PubMed]
- Pacheco-Torgal, F. Eco-efficient construction and building materials research under the EU Framework Programme Horizon 2020. Constr. Build. Mater. 2014, 51, 151–162. [Google Scholar] [CrossRef]
- BS EN 12620:2013. Aggregates for Concrete; Standard by British-Adopted European Standard: London, UK, 2013. [Google Scholar]
- Andrew, R. Global CO2 emissions from cement production. Earth Syst. Sci. Data 2018, 10, 195–2017. [Google Scholar] [CrossRef]
- Mastali, M.; Alzaza, A.; Mohammad Shaad, K.; Kinnunen, P.; Abdollahnejad, Z.; Woof, B.; Illikainen, M. Using Carbonated BOF Slag Aggregates in Alkali-Activated Concretes. Materials 2019, 12, 1288. [Google Scholar] [CrossRef] [PubMed]
- Mastali, M.; Kinnunen, P.; Dalvand, A.; Mohammadi Firouz, R.; Illikainen, M. Drying shrinkage in alkali-activated binders—A critical review. Constr. Build. Mater. 2018, 190, 533–550. [Google Scholar] [CrossRef]
- Provis, J. Alkali-activated materials. Cem. Concr. Res. 2018, 114, 40–48. [Google Scholar] [CrossRef]
- Luukkonen, T.; Abdollahnejad, Z.; Yliniemi, J.; Kinnunen, P.; Illikainen, M. One-part alkali-activated materials: A review. Cem. Concr. Res. 2018, 103, 21–34. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Castro-Gomes, J.; Jalali, S. Alkali-activated binders: A review Part 1. Historical background, terminology, reaction mechanisms and hydration products. Constr. Build. Mater. 2008, 22, 1305–1314. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Castro-Gomes, J.; Jalali, S. Alkali-activated binders: A review. Part 2. About materials and binders manufacture. Constr. Build. Mater. 2008, 22, 1315–1322. [Google Scholar] [CrossRef]
- Tests for Geometrical Properties of Aggregates. Classification Test for the Constituents of Coarse Recycled Aggregate; BS EN 933-11:2009; British-Adopted European Standard: London, UK, 2009.
- Eguchi, K.; Teranishi, K.; Nakagome, A.; Kishimoto, H.; Shinozaki, K.; Narikawa, M. Application of recycled coarse aggregate by mixture to concrete construction. Constr. Build. Mater. 2007, 21, 1542–1551. [Google Scholar] [CrossRef]
- Yildirim, S.T.; Meyer, C.; Herfellner, S. Effects of internal curing on the strength, drying shrinkage and freeze-thaw resistance of concrete containing recycled concrete aggregates. Constr. Build. Mater. 2015, 91, 288–296. [Google Scholar] [CrossRef]
- Etxeberria, M.; Marí, A.R.; Vázquez, E. Recycled aggregate concrete as structural material. Mater. Struct. 2007, 40, 529–541. [Google Scholar] [CrossRef]
- Pepe, M.; Toledo Filho, R.D.; Koenders, E.A.B.; Martinelli, E. Alternative processing procedures for recycled aggregates in structural concrete. Constr. Build. Mater. 2014, 69, 124–132. [Google Scholar] [CrossRef]
- Katz, A. Properties of concrete made with recycled aggregate from partially hydrated old concrete. Cem. Concr. Res. 2003, 33, 703–711. [Google Scholar] [CrossRef]
- González-Taboada, I.; González-Fonteboa, B.; Martínez-Abella, F.; Carro-López, D. Study of recycled concrete aggregate quality and its relationship with recycled concrete compressive strength using database analysis. Mater. Constr. 2016, 66, e089. [Google Scholar] [CrossRef]
- López-Gayarre, F.; Serna, P.; Domingo-Cabo, A.; Serrano-López, M.A.; López-Colina, C. Influence of recycled aggregate quality and proportioning criteria on recycled concrete properties. Waste Manag. 2009, 29, 3022–3028. [Google Scholar] [CrossRef]
- Jose, M.-S. Porosity of recycled concrete with substitution of recycled concrete aggregate: An experimental study. Cem. Concr. Res. 2002, 32, 1301–1311. [Google Scholar]
- Rao, A. Experimental Investigation on Use of Recycled Aggregates in Mortar and Concrete. Master’s Thesis, Indian Institute of Technology, Kanpur, India, October 2005. [Google Scholar]
- Silva, R.V.; Brito, J.; Dhir, R.K. Fresh-state performance of recycled aggregate concrete: A review. Constr. Build. Mater. 2018, 178, 19–31. [Google Scholar] [CrossRef]
- Evangelista, L.; Brito, J. Mechanical behaviour of concrete made with fine recycled concrete aggregates. Cem. Concr. Compos. 2007, 29, 397–401. [Google Scholar] [CrossRef]
- Jacobsen, S.; Rommetvedt, O.W.; Gjengstø, K.T. Properties and frost durability of recycled aggregate from oslo, norway. In Proceedings of the International Symposium on Sustainable Construction: Use of Recycled Concrete Agregate, Thomas Telford, London, UK, 11–12 November 1998; pp. 189–196. [Google Scholar]
- Thomas, C.; Setién, J.; Polanco, J.A.; Brito, J.; Fiol, F. Micro- and macro-porosity of dry- and saturated-state recycled aggregate concrete. J. Clean. Prod. 2019, 211, 932–940. [Google Scholar] [CrossRef]
- Shi, C.; Li, Y.; Zhang, J.; Li, W.; Chong, L.; Xie, Z. Performance enhancement of recycled concrete aggregate—A review. J. Clean. Prod. 2016, 112, 466–472. [Google Scholar] [CrossRef]
- Nematollahi, B.; Sanjayan, J. Effect of different superplasticizers and activator combinations on workability and strength of fly ash based geopolymer. Mater. Des. 2014, 57, 667–672. [Google Scholar] [CrossRef]
- Nuaklong, P.; Sata, V.; Chindaprasirt, P. Influence of recycled aggregate on fly ash geopolymer concrete properties. J. Clean. Prod. 2016, 112, 2300–2307. [Google Scholar] [CrossRef]
- Wongsa, A.; Zaetang, Y.; Sata, V.; Chindaprasirt, P. Properties of lightweight fly ash geopolymer concrete containing bottom ash as aggregates. Constr. Build. Mater. 2016, 111, 637–643. [Google Scholar] [CrossRef]
- Parthiban, K.; Saravana, R.M.K. Influence of recycled concrete aggregates on the engineering and durability properties of alkali activated slag concrete. Constr. Build. Mater. 2017, 133, 65–72. [Google Scholar] [CrossRef]
- Cartuxo, F.; Brito, J.; Evangelista, L.; Jimenez, J.R.; Ledesma, E.F. Rheological behaviour of concrete made with fine recycled concrete aggregates influence of the superplasticizer. Constr. Build. Mater. 2015, 89, 36–47. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Labrincha, J.; Leonelli, C.; Palomo, A.; Chindaprasit, P. Handbook of Alkali-Activated Cements, Mortars and Concretes; Woodhead Publishing: London, UK, 2014. [Google Scholar]
- Lee, W.K.W.; van Deventer, J.S.J. The effects of inorganic salt contamination on the strength and durability of geopolymers. Colloids Surf. A 2002, 211, 115–126. [Google Scholar] [CrossRef]
- Salgues, M.; Souche, J.C.; Devillers, P.; Garcia-Diaz, E. Influence of initial saturation degree of recycled aggregates on fresh cement paste characteristics: Consequences on recycled concrete properties. Eur. J. Environ. Civ. Eng. 2018, 22, 1146–1160. [Google Scholar] [CrossRef]
- Behera, M.; Bhattacharyya, S.K.; Minocha, A.K.; Deoliya, R.; Maiti, S. Recycled aggregate from C&D waste & its use in concrete—A breakthrough towards sustainability in construction sector: A review. Constr. Build. Mater. 2014, 68, 501–516. [Google Scholar]
- Ahmed Shaikh, F. Mechanical and durability properties of fly ash geopolymer concrete containing recycled coarse aggregates. Int. J. Sustain. Built Environ. 2016, 5, 277–287. [Google Scholar] [CrossRef]
- Lee, N.K.; Abate, S.Y.; Kim, H. Use of recycled aggregates as internal curing agent for alkali-activated slag system. Constr. Build. Mater. 2018, 159, 286–296. [Google Scholar] [CrossRef]
- Ahmari, S.; Ren, X.; Toufigh, V.; Zhang, L. Production of geopolymeric binder from blended waste concrete powder and fly ash. Constr. Build. Mater. 2012, 35, 718–729. [Google Scholar] [CrossRef]
- Shi, X.S.; Collins, F.G.; Zhao, X.L.; Wang, Q.Y. Mechanical properties and microstructure analysis of fly ash geopolymeric recycled concrete. J. Hazard. Mater. 2012, 237–238, 20–29. [Google Scholar] [CrossRef]
- Tang, Z.; Hu, Y.; Tam, V.; Li, W. Uniaxial compressive behaviors of fly ash/slag-based geopolymeric concrete with recycled aggregates. Cem. Concr. Compos. 2019, 104, 103375. [Google Scholar] [CrossRef]
- Hansen, T.C. Recycling of Demolished Concrete and Masonry; Taylor and Francis: Oxford, UK, 1992. [Google Scholar]
- Etxeberria, M.; Vazquez, E.; Mari, A.; Barra, M. Influence of amount of recycled coarse aggregates and production process on properties of recycled aggregate concrete. Cem. Concr. Res. 2007, 37, 735–742. [Google Scholar] [CrossRef]
- Rahal, K. Mechanical properties of concrete with recycled coarse aggregate. Build. Environ. 2007, 42, 407–715. [Google Scholar] [CrossRef]
- Yang, K.H.; Chung, H.S.; Ashour, A. Influence of type and replacement level of recycled aggregates on concrete properties. J. ACI Mater. 2008, 3, 289–296. [Google Scholar]
- Sanchez de Juan, M.; Gutierrez, P.A. Influence of recycled aggregate quality on concrete properties. In Proceedings of the International RILEM Conference on the Use of Recycled Materials in Building and Structures, Barcelona, Spain, 8–11 November 2004; pp. 545–553. [Google Scholar]
- Hansen, T.C.; Narud, H. Strength of recycled concrete made from crushed concrete coarse aggregate. Concr. Int. 1983, 5, 79–83. [Google Scholar]
- Butler, L.; West, J.S.; Tighe, S.L. The effect of recycled concrete aggregate properties on the bond strength between RCA concrete and steel reinforcement. Cem. Concr. Res. 2011, 41, 1037–1049. [Google Scholar] [CrossRef]
- Tam, V.W.Y.; Gao, X.F.; Tam, C.M. Microstructural analysis of recycled aggregate concrete produced from two-stage mixing approach. Cem. Concr. Res. 2005, 35, 1195–1203. [Google Scholar] [CrossRef]
- Ravindrajah, R.S.; Loo, Y.H.; Tam, C.T. Recycled concrete as fine and coarse aggregates in concrete. Mag. Concr. Res. 1987, 39, 214–220. [Google Scholar] [CrossRef]
- Chen, H.J.; Yen, T.; Chen, K.H. Use of building rubbles as recycled aggregates. Cem. Concr. Res. 2003, 33, 125–132. [Google Scholar] [CrossRef]
- Aguilar, R.A.; Diaz, O.B.; Escalante-Garcia, J.I. Lightweight concretes of activated metakaolin-fly ash binders, with blast furnace slag aggregates. Constr. Build. Mater. 2010, 24, 1166–1175. [Google Scholar] [CrossRef]
- Sata, V.; Wongsa, A.; Chindaprasirt, P. Properties of pervious geopolymer concrete using recycled aggregates. Constr. Build. Mater. 2013, 42, 33–39. [Google Scholar] [CrossRef]
- Sanusi, O.; Tempest, B.; Ogunro, V.O. Mitigating Leachability from Fly Ash Based Geopolymer Concrete Using Recycled Concrete Aggregate (RCA). In Proceedings of the Geo-Frontiers Congress, Dallas, TX, USA, 13–16 March 2011. [Google Scholar]
- Xie, J.; Chen, W.; Wang, J.; Fang, C.; Zhang, B.; Liu, F. Coupling effects of recycled aggregate and GGBS/metakaolin on physicochemical properties of geopolymer concrete. Constr. Build. Mater. 2019, 226, 345–359. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Tam, V.W.Y.; Labrincha, J.A.; Ding, Y.; Brito, J. Handbook of Recycled Concrete and Demolition Waste; Woodhead Publishing: Cambridge, UK, 2013. [Google Scholar]
- Ranjbar, N.; Mehrali, M.; Mehrali, M.; Alengaram, U.J.; Zamin Jumaat, M. Graphene nanoplatelet-fly ash based geopolymer composites. Cem. Concr. Res. 2015, 76, 222–231. [Google Scholar] [CrossRef]
- Ranjbar, N.; Mehrali, M.; Maheri, M.R.; Maheri, M. Hot-pressed geopolymer. Cem. Concr. Res. 2017, 100, 14–22. [Google Scholar] [CrossRef]
- Robayo-Salazar, R.A.; Rivera, J.F.; Gutiérrez, R.M. Alkali-activated building materials made with recycled construction and demolition wastes. Constr. Build. Mater. 2017, 149, 130–139. [Google Scholar] [CrossRef]
- Oliveira, M.; Barra, D.; Vazquez, E. The influence of retained moisture in aggregates from recycling on the properties of new hardened concrete. Waste Manag. 1996, 16, 113–117. [Google Scholar] [CrossRef]
- Shuang, S.X.; Yuan, W.Q.; Ling, Z.X.; Frank, C. Discussion on properties and microstructure of geopolymer concrete containing fly ash and recycled aggregate. Adv. Mater. Res. 2012, 450–451, 1577–1583. [Google Scholar]
- Poon, C.S.; Shui, Z.H.; Lam, L. Effect of microstructure of ITZ on compressive strength of concrete prepared with recycled aggregates. Constr. Build. Mater. 2004, 18, 461–468. [Google Scholar] [CrossRef]
- Rao, M.C.; Bhattacharyya, S.K.; Barai, S.V. Influence of field recycled coarse aggregate on properties of concrete. Mater. Struct. 2011, 44, 205–220. [Google Scholar]
- Elhakam, A.A.; Mohamed, A.E.; Awad, E. Influence of self-healing, mixing method and adding silica fume on mechanical properties of recycled aggregates concrete. Constr. Build. Mater. 2012, 35, 421–427. [Google Scholar] [CrossRef]
- Xiao, J.Z.; Li, W.; Fan, Y.; Huang, X. An overview of study on recycled aggregate concrete in China (1996–2011). Constr. Build. Mater. 2012, 31, 364–383. [Google Scholar] [CrossRef]
- Xiao, J.Z.; Li, W.G.; Poon, C.S. Recent studies on mechanical properties of recycled aggregate concrete in China—A review. Sci. China Technol. Sci. 2012, 55, 1463–1480. [Google Scholar] [CrossRef]
- Limbachiya, M.C.; Koulouris, A.; Roberts, J.J.; Fried, A.N. Performance of recycled aggregate concrete. In Proceedings of the RILEM International Symposium on Environment Conscious Materials and System for Sustainable Development, Koriyama, Japan, 6–7 September 2004; pp. 127–136. [Google Scholar]
- Tam, V.W.Y.; Tam, C.M.; Wang, Y. Optimization on proportion for recycled aggregate in concrete using two-stage mixing approach. Constr. Build. Mater. 2007, 21, 1928–1939. [Google Scholar] [CrossRef]
- Rahal, K.N.; Alrefaei, Y.T. Shear strength of recycled aggregate concrete beams containing stirrups. Constr. Build. Mater. 2018, 191, 866–876. [Google Scholar] [CrossRef]
- Parthiban, K.; Saravana, R.M.K. Influence of recycled concrete aggregates on the flexural properties of reinforced alkali activated slag concrete. Constr. Build. Mater. 2016, 102, 51–58. [Google Scholar]
- Khedmati, M.; Kim, Y.; Turner, J. Investigation of the interphase between recycled aggregates and cementitious binding materials using integrated microstructural-nanomechanical-chemical characterization. J. Compos. Part B Eng. 2019, 158, 218–229. [Google Scholar] [CrossRef]
- Xie, J.; Wang, J.; Zhang, B.; Fang, C.; Li, L. Physicochemical properties of alkali activated GGBS and fly ash geopolymeric recycled concrete. Constr. Build. Mater. 2019, 204, 384–398. [Google Scholar] [CrossRef]
- Koushkbaghi, M.; Alipour, P.; Tahmouresi, B.; Mohseni, E.; Saradar, A.; Sarker, P.K. Influence of different monomer ratios and recycled concrete aggregate on mechanical properties and durability of geopolymer concretes. Constr. Build. Mater. 2019, 205, 519–528. [Google Scholar] [CrossRef]
- Ren, X.; Zhang, L. Experimental Study of Geopolymer Concrete Produced from Waste Concrete. J. Mater. Civ. Eng. 2019. [Google Scholar] [CrossRef]
- Navarro, R.; Alcocel, E.G.; Sánchez, I.; Garcés, P.; Zornoza, E. Mechanical properties of alkali activated ground SiMn slag mortars with different types of aggregates. Constr. Build. Mater. 2018, 186, 79–89. [Google Scholar] [CrossRef]
- Ghadir, P.; Ranjbar, N. Clayey soil stabilization using geopolymer and Portland cement. Constr. Build. Mater. 2018, 188, 361–371. [Google Scholar] [CrossRef]
- Arenas, C.; Luna-Galiano, Y.; Leiva, C.; Vilches, L.F.; Arroyo, F.; Villegas, R.; Fernández-Pereira, C. Development of a fly ash-based geopolymeric concrete with construction and demolition wastes as aggregates in acoustic barriers. Constr. Build. Mater. 2017, 134, 433–442. [Google Scholar] [CrossRef]
- Lee, W.K.; van Deventer, J.S.J. The interface between natural siliceous aggregates and geopolymers. Cem. Concr. Res. 2004, 34, 195–206. [Google Scholar] [CrossRef]
- Mastali, M.; Abdollahnejad, Z.; Pacheco-Torgal, F. Performance of waste based alkaline mortars submitted to accelerated carbon dioxide curing. Resour. Conserv. Recycl. 2018, 129, 12–19. [Google Scholar] [CrossRef]
- Malesev, M.; Radonjanin, V.; Marinkovic, S. Recycled concrete as aggregate for structural concrete Production. Sustainability 2010, 2, 1204–1225. [Google Scholar] [CrossRef]
- Domingo-Cabo, A.; Lázaro, C.; López-Gayarre, F.; Serrano-López, M.A.; Serna, P.; Castaño-Tabares, J.O. Creep and shrinkage of recycled aggregate concrete. Constr. Build. Mater. 2009, 23, 2545–2553. [Google Scholar] [CrossRef]
- Debieb, F.; Kenai, S. The use of coarse and fine crushed bricks as aggregate in concrete. Constr. Build. Mater. 2008, 22, 886–893. [Google Scholar] [CrossRef]
- Bentz, D.P.; Snyder, K.A. Protected paste volume in concrete: Extension to internal curing using saturated lightweight fine aggregate. Cem. Concr. Res. 1999, 29, 1863–1867. [Google Scholar] [CrossRef]
- Bentz, D.P.; Weiss, W.J. Internal Curing: A 2010 State-of-the-Art Review; NISTIR: Gaithersburg, MD, USA, 2011.
- Sonawane, T.R.; Pimplikar, S.S. Use of recycled aggregate in concrete. Int. J. Eng. Res. Technol. 2013, 2, 1–9. [Google Scholar]
- Tam, V.W.Y.; Tam, C.M.; Le, K.N. Removal of cement mortar remains from recycled aggregate using pre-soaking approaches. Resour. Conserv. Recycl. 2007, 50, 82–101. [Google Scholar] [CrossRef]
- Movassaghi, R. Durability of Reinforced Concrete Incorporating Recycled Concrete as Aggregate. Master’s Thesis, University of Waterloo, Waterloo, ON, Canada, 2006. [Google Scholar]
- Mastali, M.; Abdollahnejad, Z.; Pacheco-Torgal, F. Carbon dioxide sequestration of fly ash alkaline-based mortars containing recycled aggregates and reinforced by hemp fibres. Constr. Build. Mater. 2018, 160, 48–56. [Google Scholar] [CrossRef]
- Abbas, A.; Fathifazl, G.; Isgor, O.B.; Razaqpur, A.G.; Fournier, B.; Foo, S. Proposed method for determining the residual mortar content of recycled concrete aggregates. Int. J. ASTM 2008, 5, 1–12. [Google Scholar]
- Juan, M.S.; Gutierrez, P.A. Study on the influence of attached mortar content on the properties of recycled concrete aggregate. Constr. Build. Mater. 2009, 23, 872–877. [Google Scholar] [CrossRef]
- Akbarnezhad, A.; Ong, K.C.G.; Zhang, M.H.; Tam, C.T.; Foo, T.W.J. Microwave-assisted beneficiation of recycled concrete aggregates. Constr. Build. Mater. 2011, 25, 3469–3479. [Google Scholar] [CrossRef]
- Kuroda, Y.; Hashida, H. A closed-loop concrete system on a construction site. In Proceedings of the International Symposium on Sustainable Development of Cement, Concrete and Concrete Structures, Toronto, ON, Canada, 5–7 October 2005; pp. 371–388. [Google Scholar]
- Shima, H.; Tateyashiki, H.; Nakato, T.; Okamoto, M.; Asano, T. New technology for recovering high quality aggregate from demolished concrete. In Proceedings of the Fifth International Symposium on East Asia Recycling Technology, Tsukuba, Japan, 15–17 June 1999; pp. 106–109. [Google Scholar]
- Shima, H.; Tateyashiki, H.; Matsuhashi, R.; Yoshida, Y. An Advanced Concrete Recycling Technology and its Applicability Assessment through Input-Output Analysis. J. Adv. Concr. Technol. 2005, 3, 53–67. [Google Scholar] [CrossRef]
- Yanagibashi, K.; Inoue, K.; Seko, S.; Tsuji, D. A study on cyclic use of aggregate for structural concrete. SB05 Tokyo: Action for sustainability. In Proceedings of the World Sustainable Building Conference, Tokyo, Japan, 27–29 September 2005; pp. 2585–2592. [Google Scholar]
- Li, L.; Poon, C.H.; Xiao, J.; Xuan, D. Effect of carbonated recycled coarse aggregate on the dynamic compressive behaviour of recycled aggregate concrete. Constr. Build. Mater. 2017, 151, 52–62. [Google Scholar] [CrossRef]
- Mastali, M.; Abdollahnejad, Z.; Pacheco-Torgal, F. Carbon dioxide sequestration on fly ash/waste glass alkaline-based mortars with recycled aggregates: Compressive strength, hydration products, carbon footprint and cost analysis. In Carbon Dioxide Sequestration based Cementitious Construction Materials; Woodhead Publishing: Cambridge, UK, 2018. [Google Scholar]
- Aydın, S.; Baradan, B. Mechanical and microstructural properties of heat cured alkali-activated slag mortars. Mater. Des. 2012, 35, 374–383. [Google Scholar] [CrossRef]
- Posi, P.; Teerachanwit, C.; Tanutong, C.; Limkamoltip, S.; Lertnimoolchai, S.; Sata, V.; Chindaprasirt, P. Lightweight geopolymer concrete containing aggregate from recycle lightweight block. Mater. Des. 2013, 52, 580–586. [Google Scholar] [CrossRef]
- Lampris, C.; Lupo, R.; Cheeseman, C.R. Geopolymerisation of silt generated from construction and demolition waste washing plants. Waste Manag. 2009, 29, 368–373. [Google Scholar] [CrossRef] [PubMed]
- Gonzalez-Corominas, A.; Etxeberria, M.; Poon, C.H. Influence of steam curing on the pore structures and mechanical properties of fly-ash high performance concrete prepared with recycled aggregates. Cem. Concr. Compos. 2016, 42, 77–84. [Google Scholar] [CrossRef]
- Ranjbar, N.; Mehrali, M.; Behnia, A.; Alengaram, U.J.; Zamin Jumaat, M. Compressive strength and microstructural analysis of fly ash/palm oil fuel ash based geopolymer mortar. Mater. Des. 2014, 59, 532–539. [Google Scholar] [CrossRef]
- Limbachiya, M.; Meddah, M.S.; Ouchagour, Y. Performance of Portland/silica fume cement concrete produced with recycled concrete aggregate. J. ACI Mater. 2012, 109, 91–100. [Google Scholar]
- ACI Committee. 201, 201.2R-01: Guide to Durable Concrete; American Concrete Institute: Michigan, MI, USA, 2002. [Google Scholar]
- Mehta, P.K.; Gerwick, B.C. Cracking-corrosion interaction in concrete exposed to marine environment. Concr. Int. 1982, 4, 45–51. [Google Scholar]
- Gomes, M.; De Brito, J. Structural concrete with incorporation of coarse recycled concrete and ceramic aggregates: Durability performance. Mater. Struct. 2009, 42, 663–675. [Google Scholar] [CrossRef]
- Thomas, C.; Setién, J.; Polanco, J.A.; Alaejos, P.; Sánchez De Juan, M. Durability of recycled aggregate concrete. Constr. Build. Mater. 2013, 40, 1054–1065. [Google Scholar] [CrossRef]
- Kou, S.; Poon, C. Long-term mechanical and durability properties of recycled aggregate concrete prepared with the incorporation of fly ash. Cem. Concr. Compos. 2013, 37, 12–19. [Google Scholar] [CrossRef]
- Salem, R.M.; Burdette, E.G.; Jackson, N.M. Resistance to freezing and thawing of recycled aggregate concrete. J. ACI Mater. 2003, 100, 216–221. [Google Scholar]
- Bassani, M.; Tefa, L.; Russo, A.; Palmero, P. Alkali-activation of recycled construction and demolition waste aggregate with no added binder. Constr. Build. Mater. 2019, 205, 398–413. [Google Scholar] [CrossRef]
- Poon, C.S.; Chan, D. Feasible use of recycled concrete aggregates and crushed clay brick as unbound road sub-base. Constr. Build. Mater. 2006, 20, 578–585. [Google Scholar] [CrossRef]
- Eckert, M.; Oliveira, M. Mitigation of the negative effects of recycled aggregate water absorption in concrete technology. Constr. Build. Mater. 2017, 133, 416–424. [Google Scholar] [CrossRef]
- Hu, Y.; Tang, Z.; Li, W.; Li, Y.; Tam, V. Physical-mechanical properties of fly ash/GGBFS geopolymer composites with recycled aggregates. Constr. Build. Mater. 2019, 226, 139–151. [Google Scholar] [CrossRef]
- Nuaklong, P.; Sata, V.; Chindaprasirt, P. Properties of metakaolin-high calcium fly ash geopolymer concrete containing recycled aggregate from crushed concrete specimens. Constr. Build. Mater. 2018, 161, 365–373. [Google Scholar] [CrossRef]
- Roy, D.M.; Jiang, W.; Silsbee, M.R. Chloride diffusion in ordinary, blended, and alkali-activated cement pastes and its relation to other properties. Cem. Concr. Res. 2000, 30, 1879–1884. [Google Scholar] [CrossRef]
- Glasser, F.P.; Marchand, J.; Samson, E. Durability of concrete—Degradation phenomena involving detrimental chemical reactions. Cem. Concr. Res. 2008, 38, 226–246. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Abdollahnejad, Z.; Camões, A.F.; Jamshidi, M.; Ding, Y. Durability of alkali-activated binders: A clear advantage over Portland cement or an unproven issue? Constr. Build. Mater. 2012, 30, 400–405. [Google Scholar] [CrossRef]
- ACI. 318-11, Building Code Requirements for Structural Concrete and Commentary; American Concrete Institute: Michigan, MI, USA, 2011. [Google Scholar]
- Zhu, Q.; Jiang, L.; Chen, Y.; Xu, J.; Mo, L. Effect of chloride salt type on chloride binding behavior of concrete. Constr. Build. Mater. 2012, 37, 512–517. [Google Scholar] [CrossRef]
- Thomas, M.D.A.; Hooton, R.D.; Scott, A.; Zibara, H. The effect of supplementary cementitious materials on chloride binding in hardened cement paste. Cem. Concr. Res. 2012, 42, 1–7. [Google Scholar] [CrossRef]
- Ariffin, M.A.M.; Bhutta, M.A.R.; Hussin, M.W.; Mohd Tahir, M.; Aziah, N. Sulfuric acid resistance of blended ash geopolymer concrete. Constr. Build. Mater. 2013, 43, 80–86. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Jalali, S. Resistance to acid attack, abrasion and leaching behavior of alkali-activated mine waste binders. Mater. Struct. 2011, 44, 487–498. [Google Scholar]
- Deshpande, N.; Kulkarni, S.S.; Patil, N. Effectiveness of using coarse recycled concrete aggregate in concrete. Int. J. Earth Sci. Eng. 2011, 4, 913–919. [Google Scholar]
- Mehta, P.K.; Monteiro, P.J.M. Concrete: Microstructure, Properties, and Materials, 3rd ed.; Mc Graw-Hill: New York, NY, USA, 2006. [Google Scholar]
- Vavro, M.; Boháčová, J.; Mec, P.; Tomková, V.; Vlček, J.; Staněk, S. Alkali-Activated Building Materials Based on Blast Furnace Slag and Non-Standard Aggregates. Trans. VŠB-Tech. Univ. Ostrav. Civ. Eng. Ser. 2011, 2011, 1–8. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Ding, Y.; Miraldo, S.; Abdollahnejad, Z.; Labrincha, J.A. Are geopolymers more suitable than Portland cement to produce high volume recycled aggregates HPC? Constr. Build. Mater. 2012, 36, 1048–1052. [Google Scholar] [CrossRef]
- Panizza, M.; Natali, M.; Garbin, E.; Tamburini, S.; Secco, M. Assessment of geopolymers with Construction and Demolition Waste (CDW) aggregates as a building material. Constr. Build. Mater. 2018, 181, 119–133. [Google Scholar] [CrossRef]
- Achtemichuk, S.; Hubbard, J.; Sluce, R.; Shehata, M.H. The utilization of recycled concrete aggregate to produce controlled low-strength materials without using Portland cement. Cem. Concr. Compos. 2009, 31, 564–569. [Google Scholar] [CrossRef]
- Yang, K.-H.; Song, J.K.; Song, K.-I. Assessment of CO2 reduction of alkali-activated concrete. J. Clean. Prod. 2013, 39, 265–272. [Google Scholar] [CrossRef]
- Ouellet-Plamondon, C.; Habert, G. Life cycle assessment (LCA) of alkali-activated cements and concretes. In Handbook of Alkali-Activated Cements, Mortars and Concretes; Woodhead Publishing: London, UK, 2015. [Google Scholar]
- Van Deventer, J.S.J.; Provis, J.; Duxson, P. Technical and commercial progress in the adoption of geopolymer cement. Miner. Eng. 2012, 29, 89–104. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hardened State Properties | Proposed Solution | References |
|---|---|---|
| Mechanical strength | Using less than 50% RA (25 to 40 wt %) | [30,36,37,38,39,62,63,64,65,66,67,69] |
| Adding a slightly larger quantity of cement (~5%) in the cementitious compositions | [2] | |
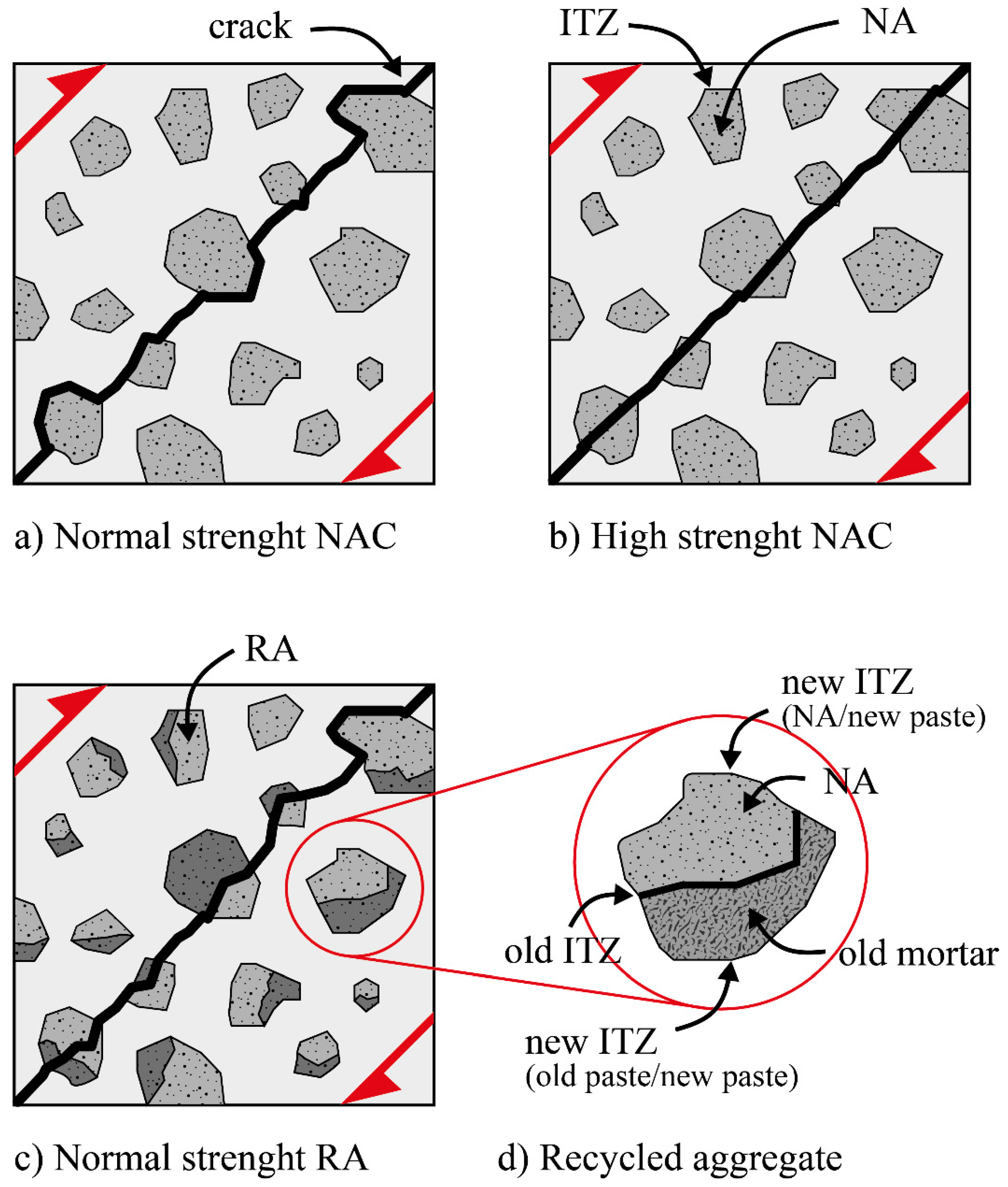
| The improvement at the ITZ by focusing on the quality and strength of RA and the properties of alkaline solutions | [35,68,72] | |
| Adjustment of water demand of RA with using: (1) pre-saturation and (2) the addition of more water during the mixing procedure | [22] | |
| Using thermal curing conditions with a temperature of 60–70 °C | [58,97,99,101] | |
| Increasing the molarity of sodium hydroxide up to a certain point | [28,76,78] | |
| Using carbon dioxide sequestration as a treatment approach for RA | [95,96] | |
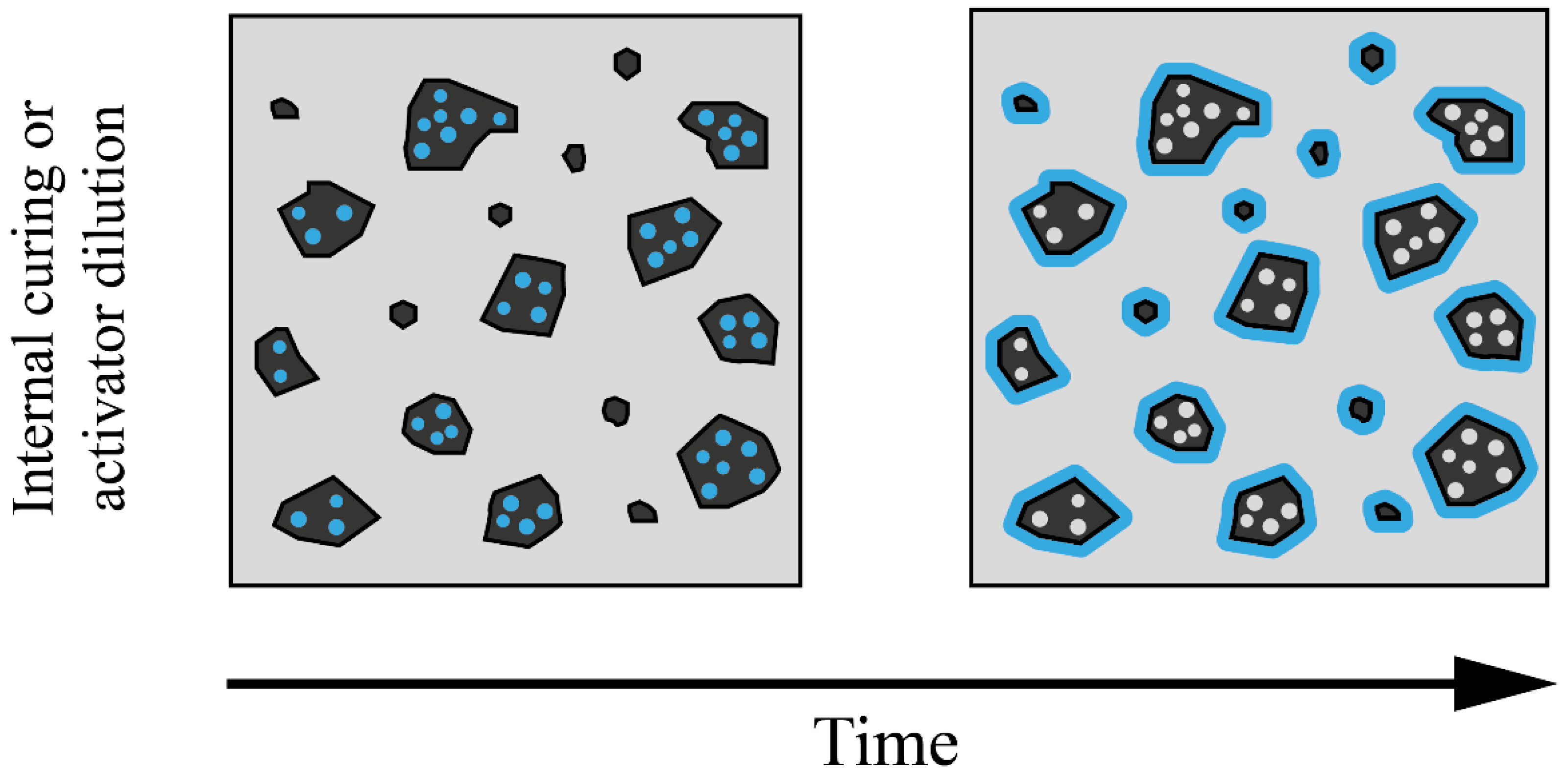
| Shrinkage | The internal curing action using RA with a diameter less than 2 mm | [37,82] |
| Replacing RA up to 30% (wt %) | [102] |
| Durability Index | Proposed Solutions | References |
|---|---|---|
| Water absorption, porosity, sorptivity | The moisture state of RA should be approximately 80% or pre-saturated | [42,69] |
| Staged mixing approach could be used | [111] | |
| Limit RA content | [98] | |
| Use small size RA | [98] | |
| Use reactive additive to enhance binder properties | [113] | |
| Chloride and sulfate diffusion | Use of 25–75 wt % of RA | [69] |
| Increasing sodium silicate to sodium hydroxide ratio | [72] | |
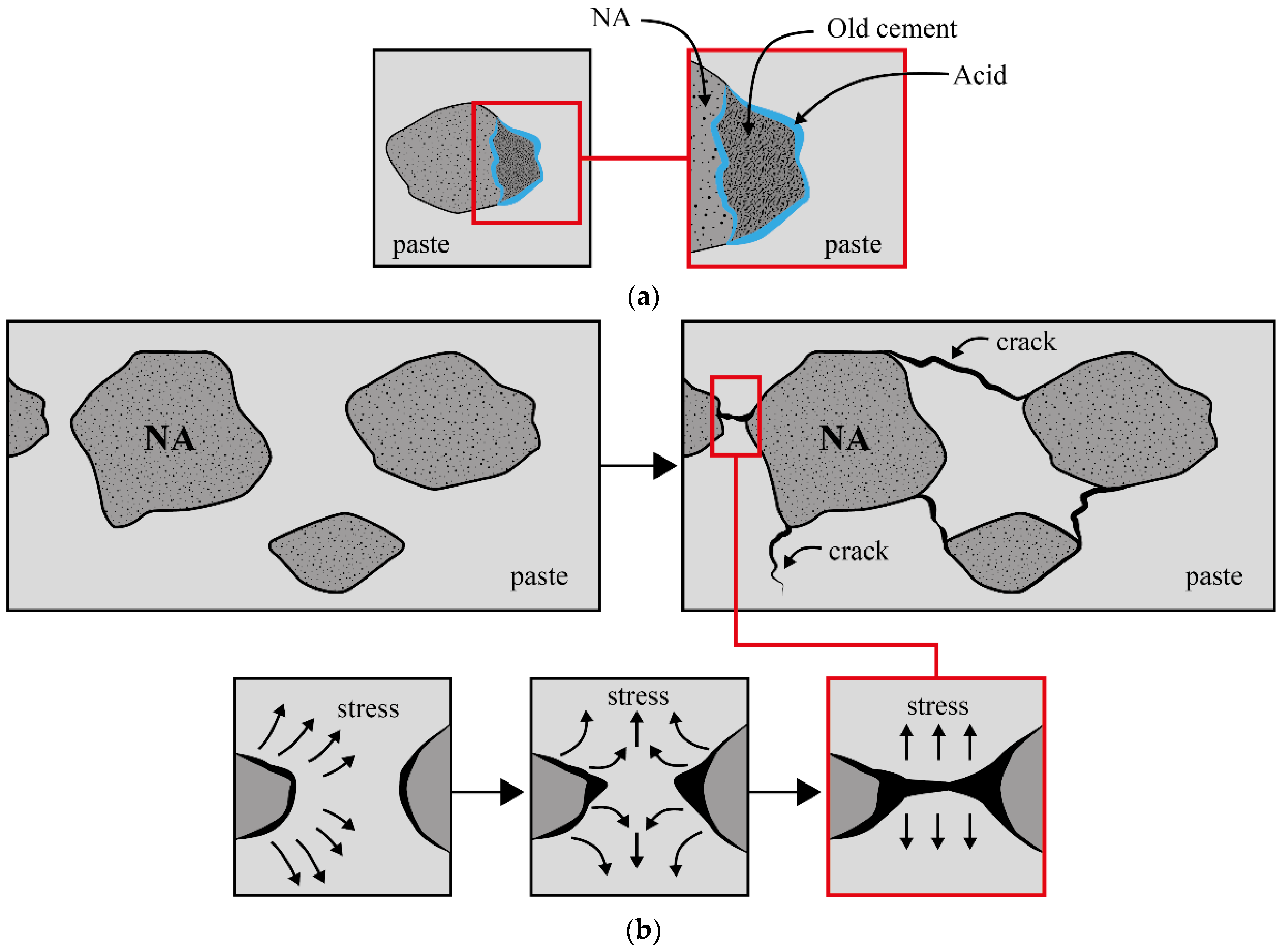
| Acid resistance | Using recycled bricks instead of crushed old OPC concretes as RA | [122] |
| Use reactive additive to enhance binder properties | [113] | |
| Freeze and thaw resistance | Using crushed old OPC concretes instead of recycled bricks as RA | [124] |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abdollahnejad, Z.; Mastali, M.; Falah, M.; Luukkonen, T.; Mazari, M.; Illikainen, M. Construction and Demolition Waste as Recycled Aggregates in Alkali-Activated Concretes. Materials 2019, 12, 4016. https://doi.org/10.3390/ma12234016
Abdollahnejad Z, Mastali M, Falah M, Luukkonen T, Mazari M, Illikainen M. Construction and Demolition Waste as Recycled Aggregates in Alkali-Activated Concretes. Materials. 2019; 12(23):4016. https://doi.org/10.3390/ma12234016
Chicago/Turabian StyleAbdollahnejad, Zahra, Mohammad Mastali, Mahroo Falah, Tero Luukkonen, Mehran Mazari, and Mirja Illikainen. 2019. "Construction and Demolition Waste as Recycled Aggregates in Alkali-Activated Concretes" Materials 12, no. 23: 4016. https://doi.org/10.3390/ma12234016
APA StyleAbdollahnejad, Z., Mastali, M., Falah, M., Luukkonen, T., Mazari, M., & Illikainen, M. (2019). Construction and Demolition Waste as Recycled Aggregates in Alkali-Activated Concretes. Materials, 12(23), 4016. https://doi.org/10.3390/ma12234016