Tensile Strength and Dispersibility of Pulp/Danufil Wet-Laid Hydroentangled Nonwovens



Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
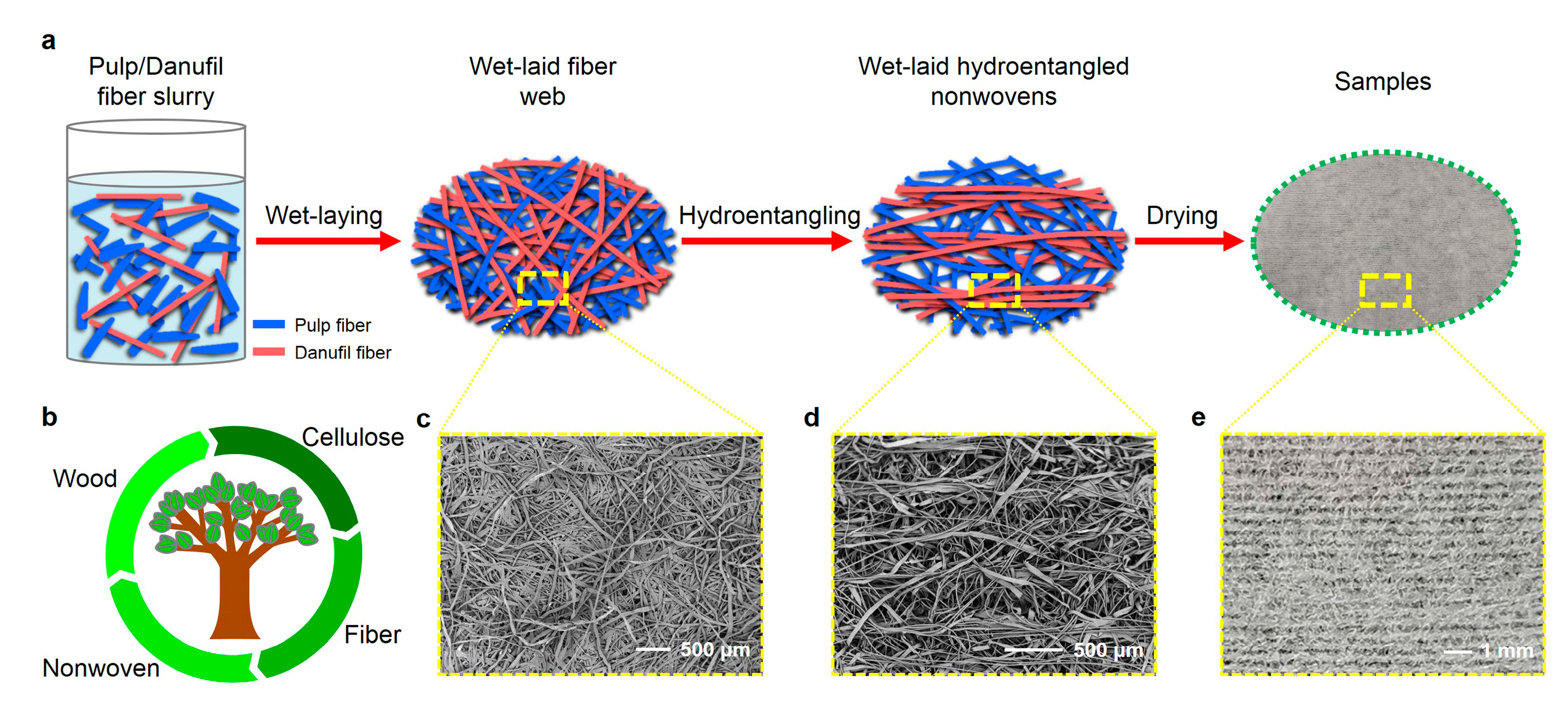
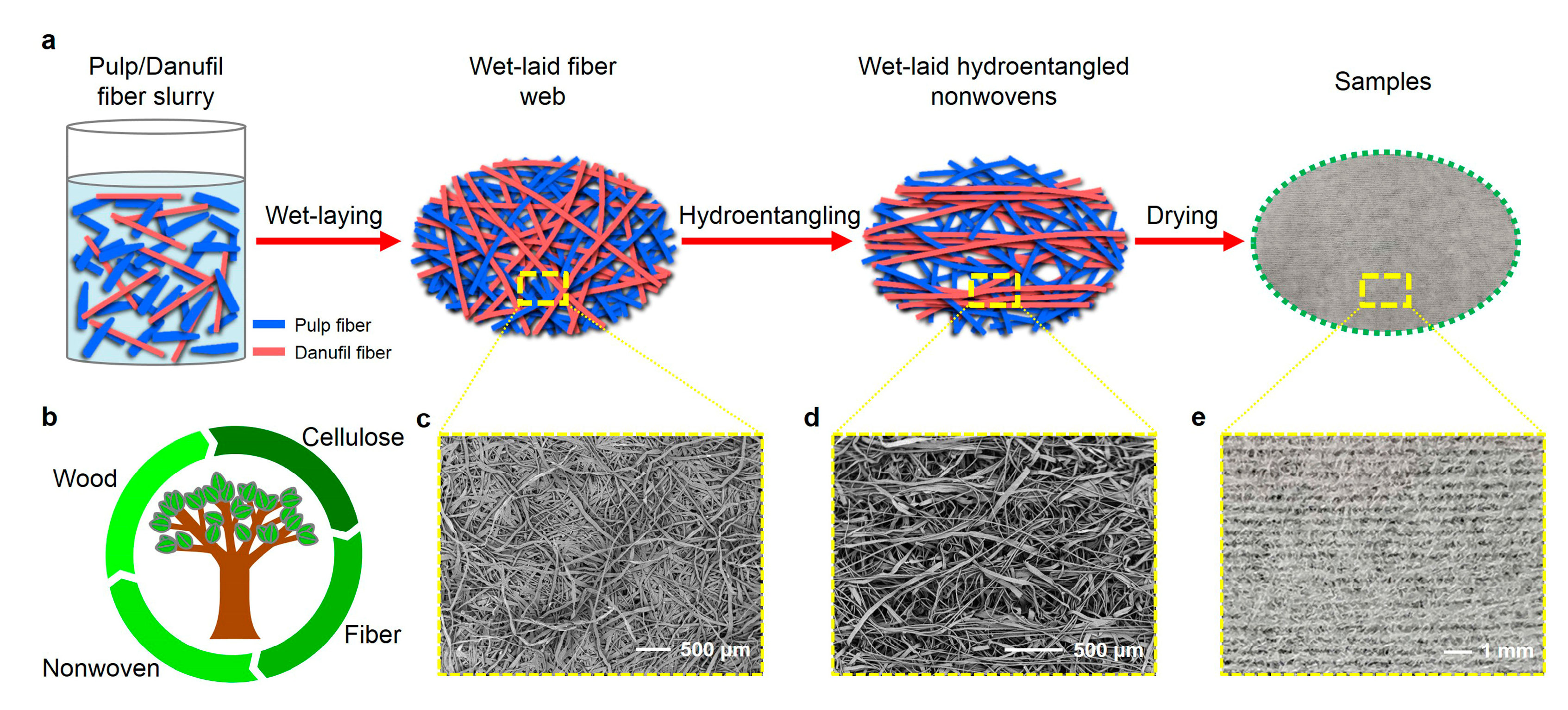
2.2. Fabrication of Wet-Laid Hydroentangled Nonwovens
2.3. Characterization
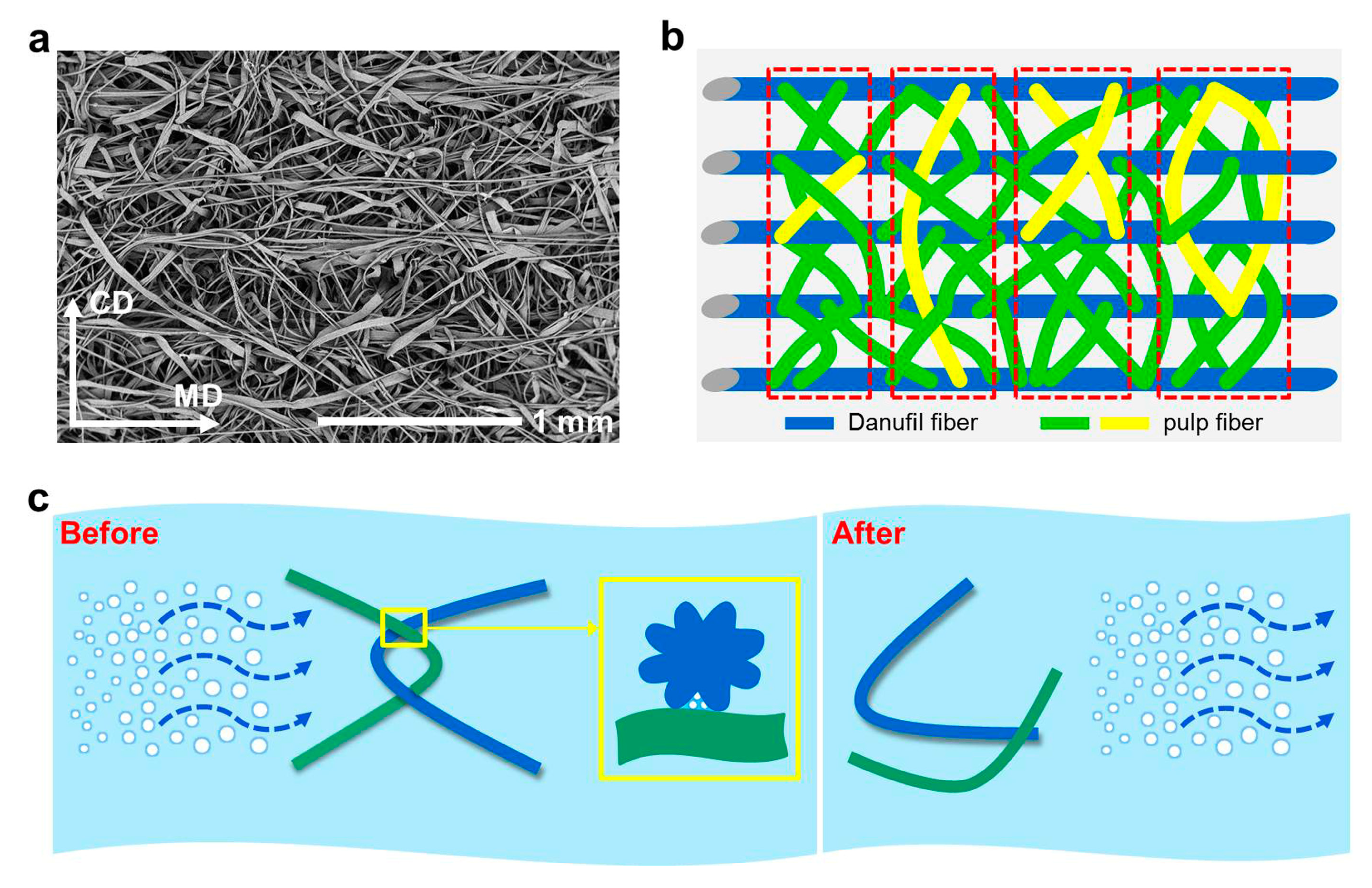
2.3.1. Morphological Characterization by SEM
2.3.2. Characterization of Tensile Strength
2.3.3. Measurement of Dispersibility and Wiping Hands Application
3. Results and Discussion
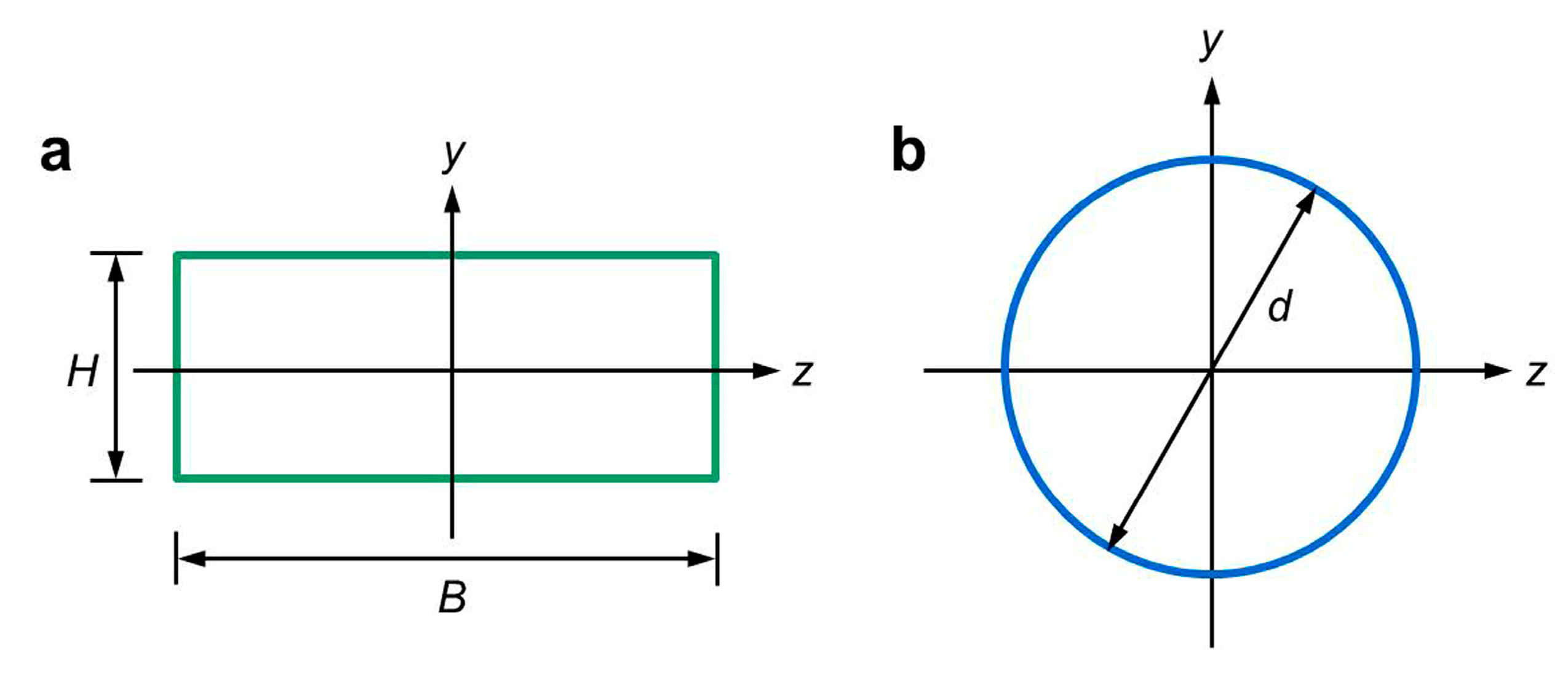
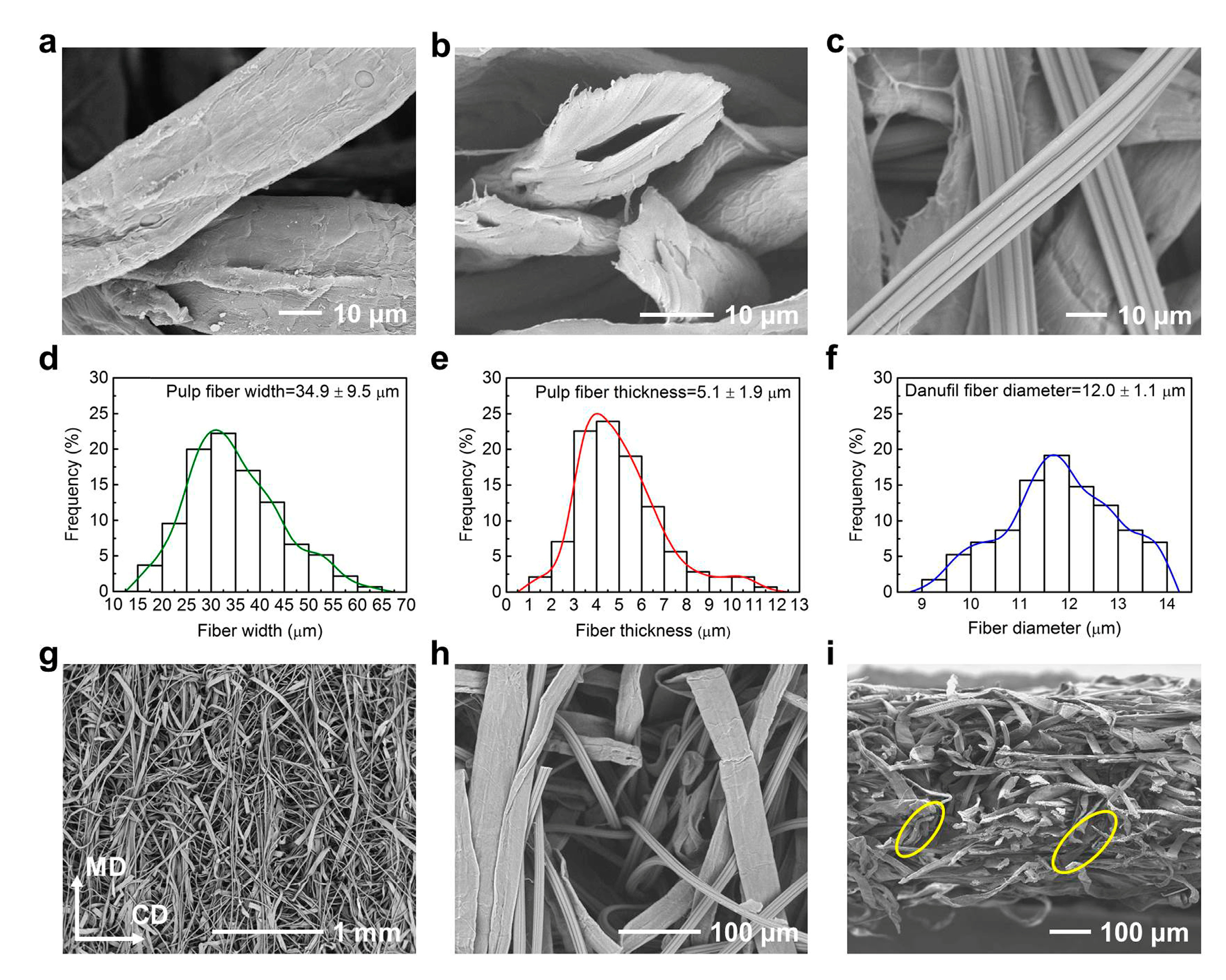
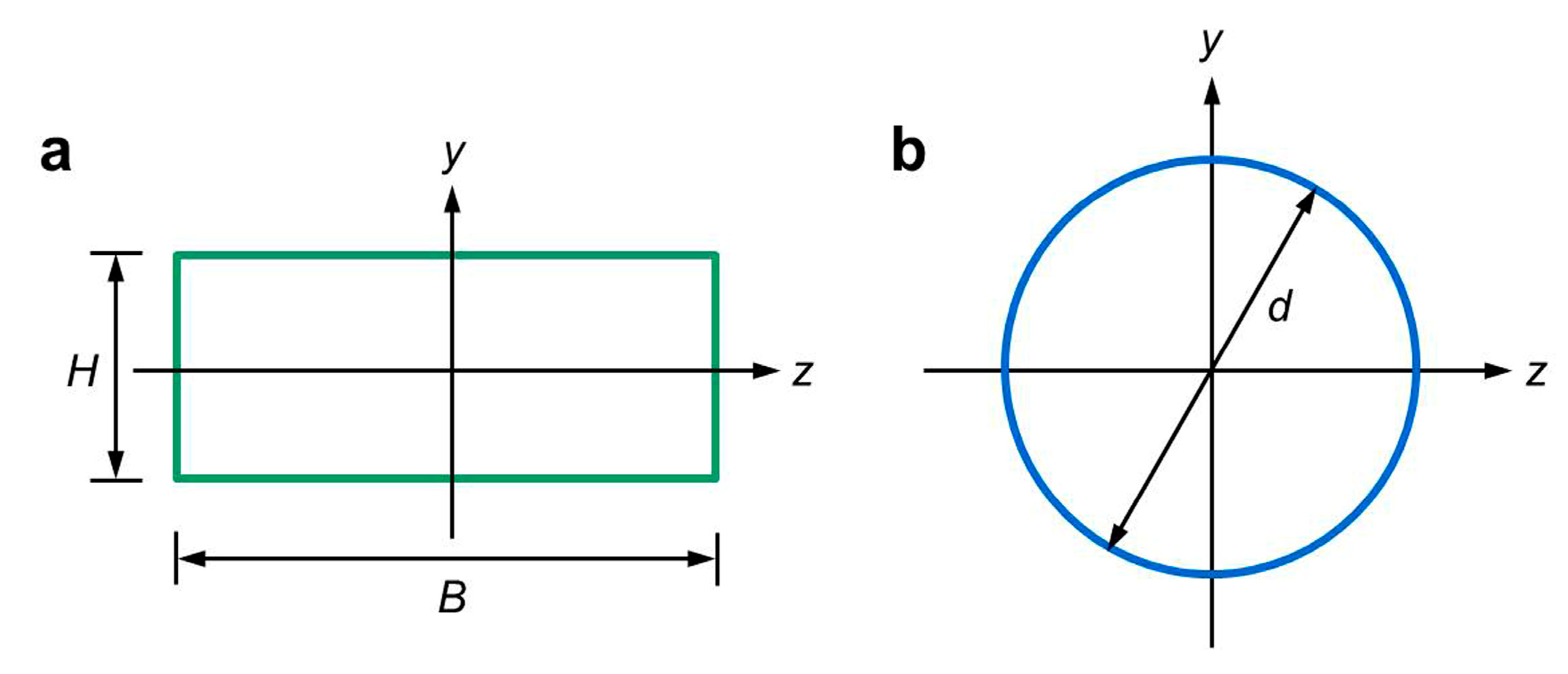
3.1. Parameters of Fibres
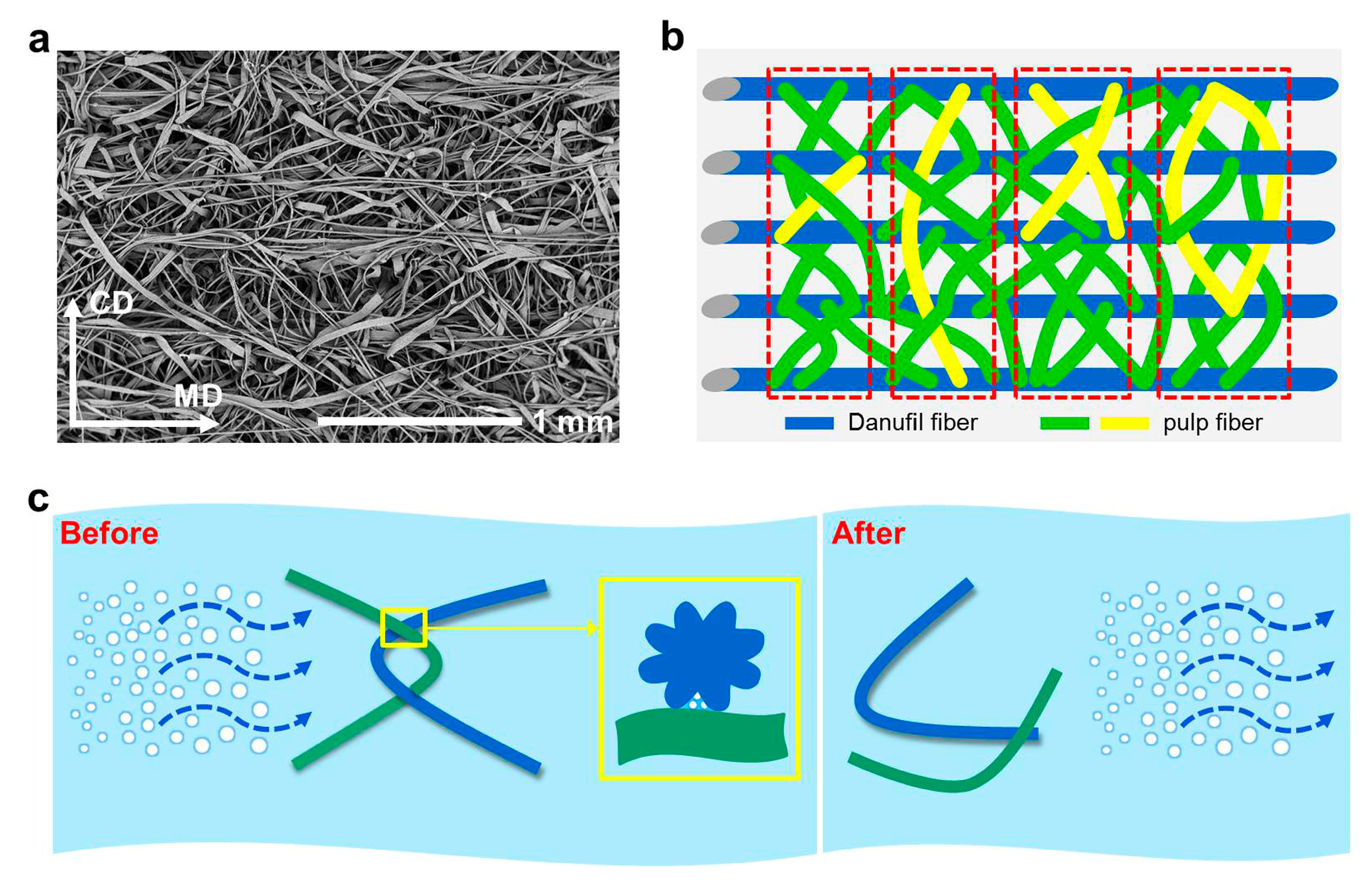
3.2. Structure of Wet-Laid Hydroentangled Nonwovens
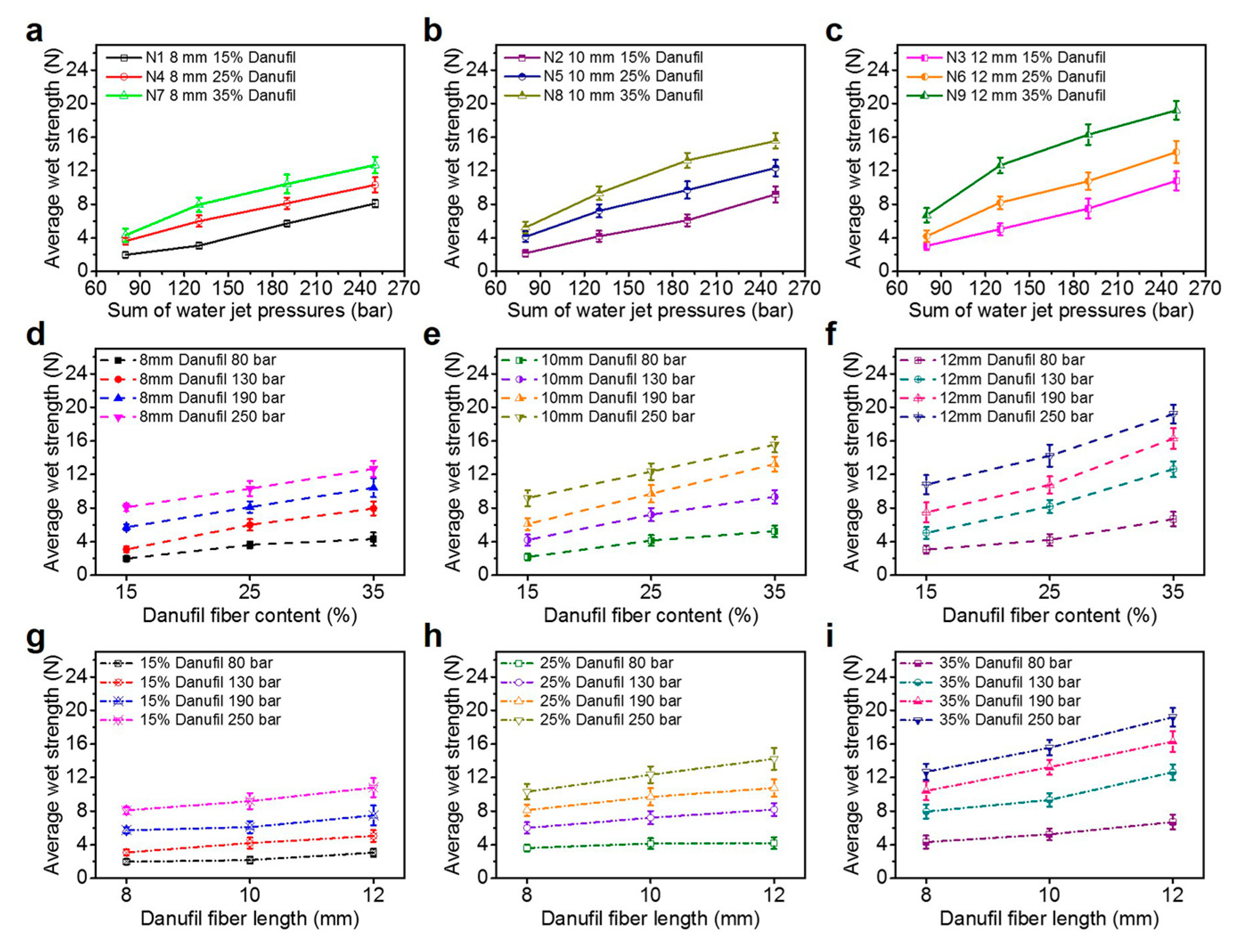
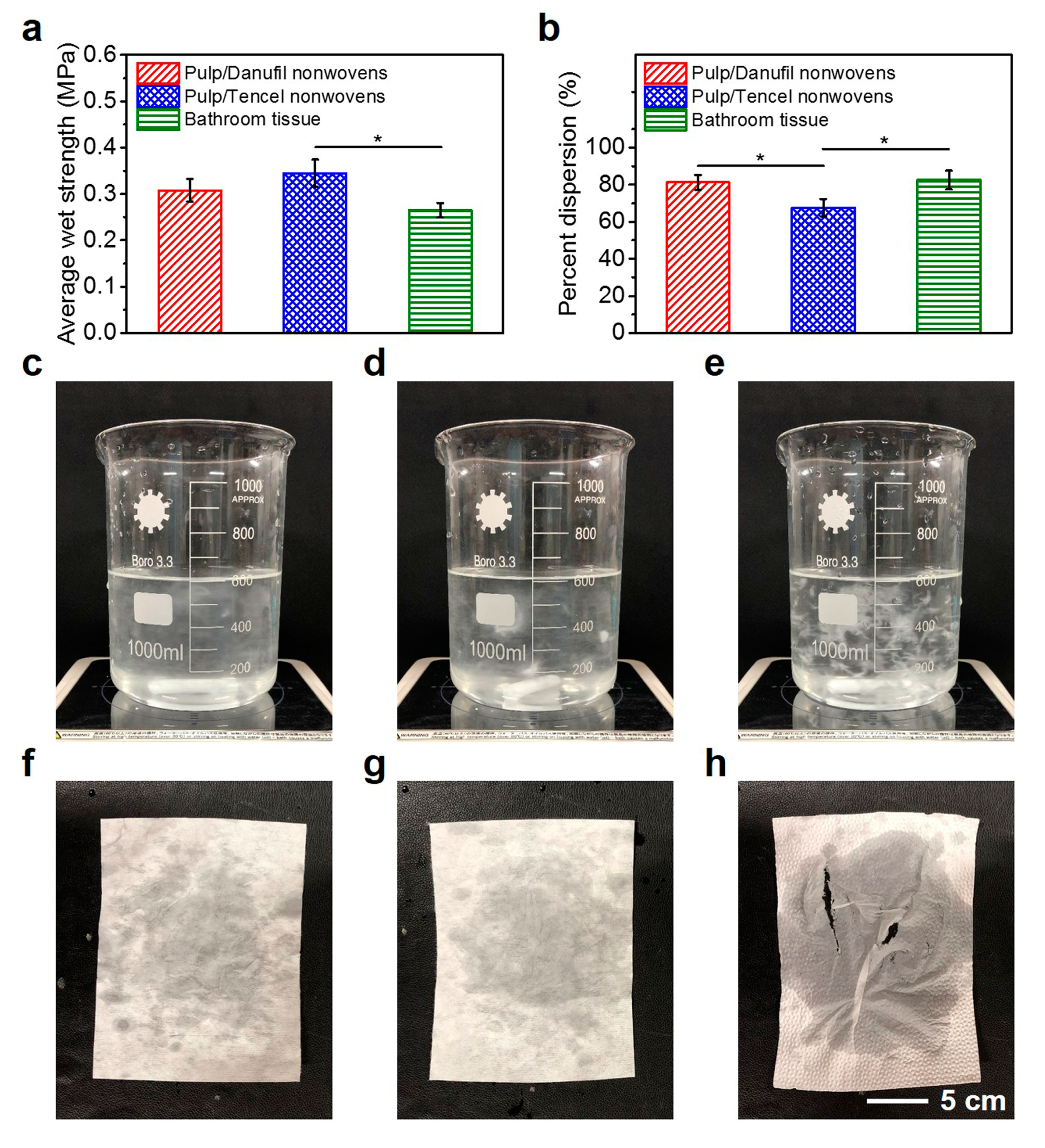
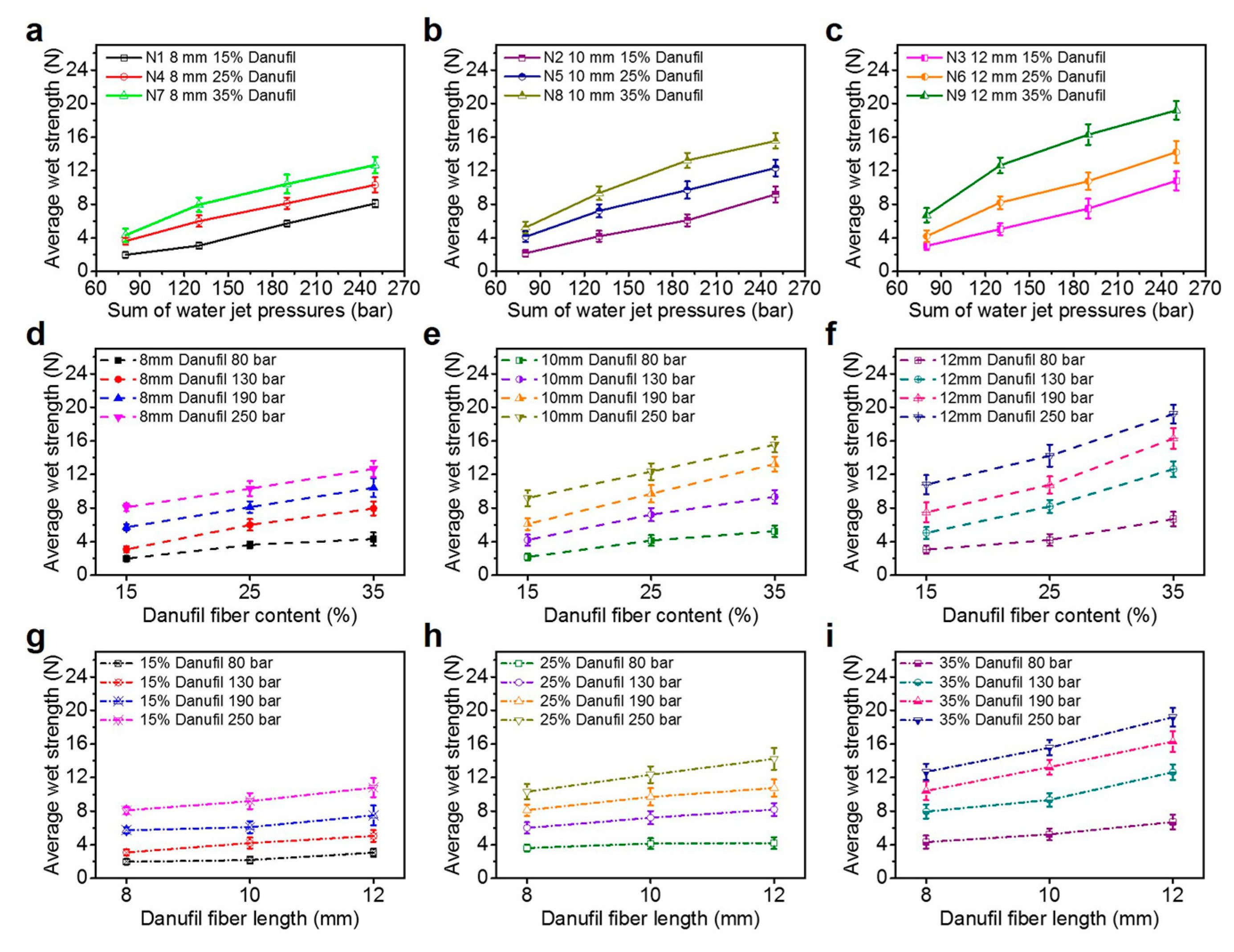
3.3. Wet Strength of Wet-Laid Hydroentangled Nonwovens
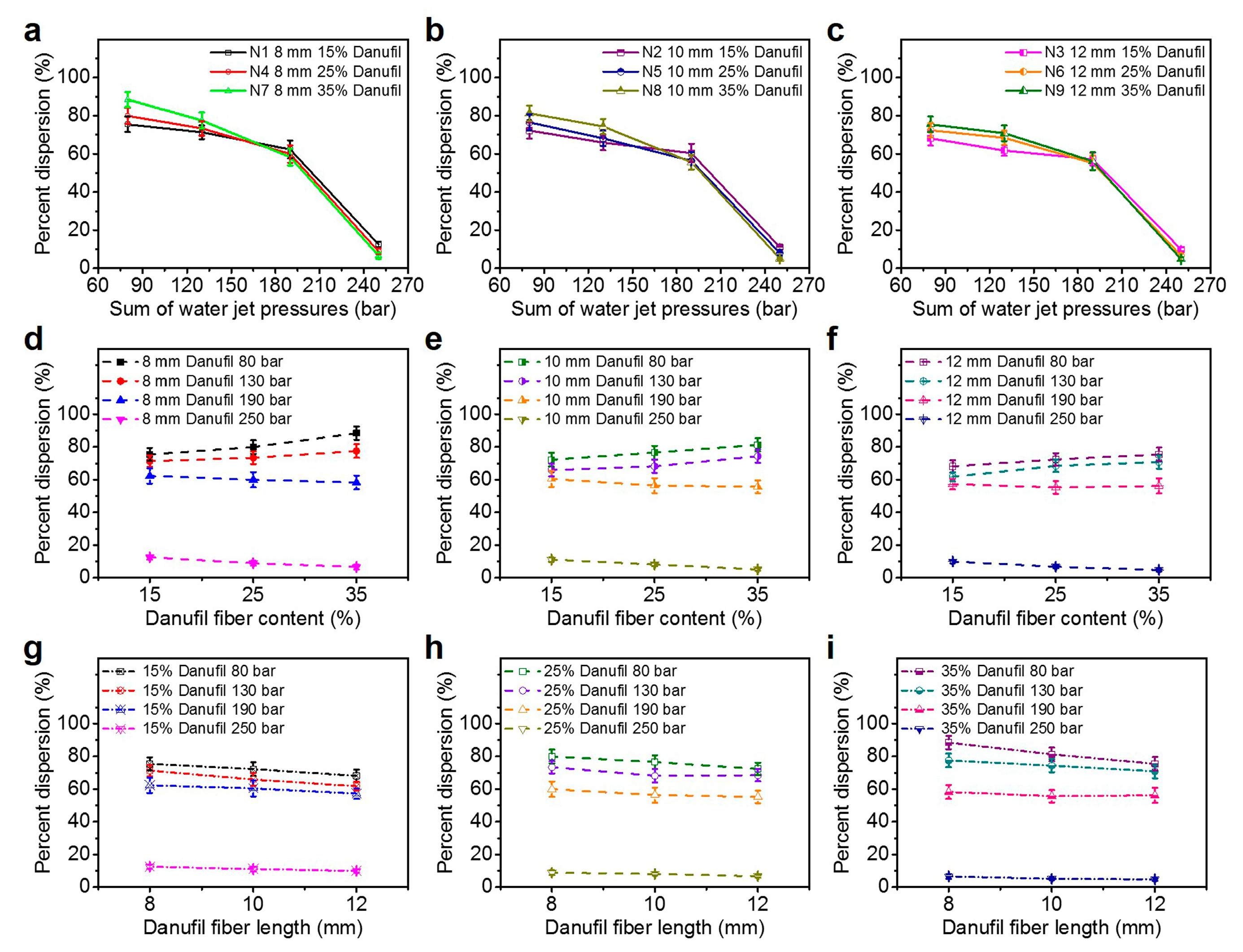
3.4. Dispersibility of Wet-Laid Hydroentangled Nonwovens
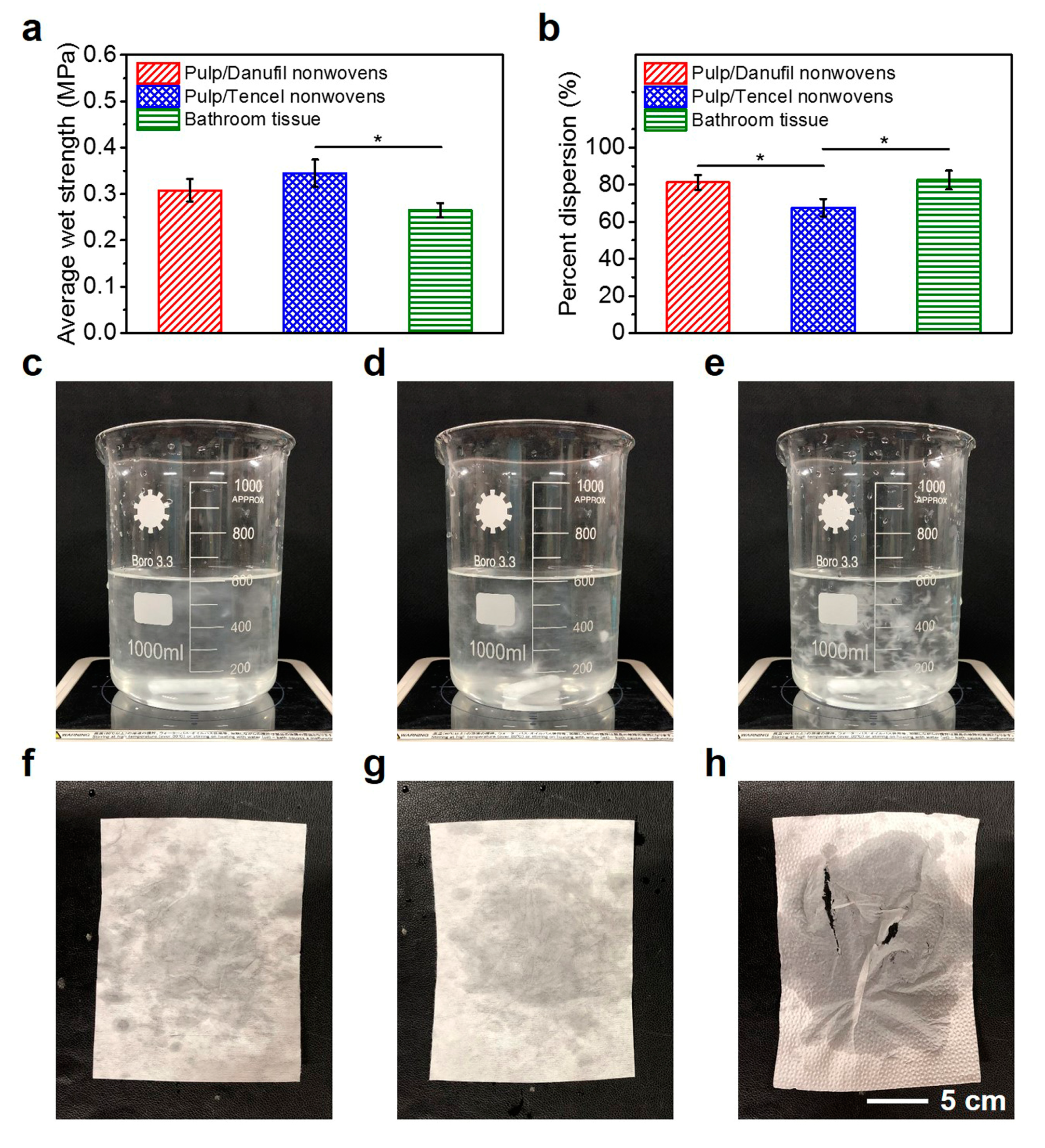
3.5. Applications of Wet-Laid Hydroentangled Nonwovens
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ramamurthy, P.; Chellamani, K.P.; Dhurai, B.; ThankaRajan, S.P.; Subramanian, B.; Santhini, E. Antimicrobial Characteristics of Pulsed Laser Deposited Metal Oxides on Polypropylene Hydroentangled Nonwovens for Medical Textiles. Fibres Text. East. Eur. 2017, 122, 112–119. [Google Scholar] [CrossRef]
- Easson, M.; Villalpando, A.; Condon, B.D. Absorbent Properties of Carboxymethylated Fiber, Hydroentangled Nonwoven and Regenerated Cellulose: A Comparative Study. J. Eng. Fibers Fabr. 2017, 12, 61–69. [Google Scholar] [CrossRef]
- Edwards, N.W.M.; Best, E.L.; Connell, S.D.; Goswami, P.; Carr, C.M.; Wilcox, M.H.; Russell, S.J. Role of surface energy and nano-roughness in the removal efficiency of bacterial contamination by nonwoven wipes from frequently touched surfaces. Sci. Technol. Adv. Mater. 2017, 18, 197–209. [Google Scholar] [CrossRef] [PubMed]
- Hinchliffe, D.J.; Condon, B.D.; Slopek, R.P.; Reynolds, M. The adsorption of alkyl-dimethyl-benzyl-ammonium chloride onto cotton nonwoven hydroentangled substrates at the solid–liquid interface is minimized by additive chemistries. Text. Res. J. 2015, 87, 70–80. [Google Scholar] [CrossRef]
- Ghosh, S. Composite nonwovens in medical applications. In Composite Non-Woven Materials, 1st ed.; Das, D., Pourdeyhimi, B., Eds.; Woodhead Publishing: Sawston, UK, 2014; pp. 211–224. [Google Scholar]
- Theodora, C.; Sara, P.; Silvio, F.; Alessandra, B.; Giuseppe, T.; Barbara, V.; Barbara, C.; Sabrina, R.; Silvia, D.; Stefania, P. Platelet lysate and adipose mesenchymal stromal cells on silk fibroin nonwoven mats for wound healing. J. Appl. Polym. Sci. 2016, 133, 42942. [Google Scholar] [CrossRef]
- Yekrang, J.; Sarijeh, B.; Semnani, D.; Zarrebini, M. Prediction of heat transfer and air permeability properties of light weight nonwovens using artificial intelligence. Indian J. Fibre Text. Res. 2015, 40, 373–379. [Google Scholar]
- Sawhney, P.; Reynolds, M.; Allen, C.; Slopek, R.; Condon, B. Progressive and cumulative fabric effects of multiple hydroentangling impacts at different water pressures on greige cotton substrate. Text. Res. J. 2015, 86, 145–154. [Google Scholar] [CrossRef]
- Mitchell, R.L.; Thamsen, P.U.; Gunkel, M.; Waschnewski, J. Investigations into wastewater composition focusing on nonwoven wet wipes. Czas. Tech. 2017, 1, 125–135. [Google Scholar] [CrossRef]
- Pantoja Munoz, L.; Gonzalez Baez, A.; McKinney, D.; Garelick, H. Characterisation of “flushable” and “non-flushable” commercial wet wipes using microRaman, FTIR spectroscopy and fluorescence microscopy: To flush or not to flush. Environ. Sci. Pollut. Res. 2018, 25, 20268–20279. [Google Scholar] [CrossRef]
- Deng, C.; Liu, W.; Zhang, Y.; Huang, C.; Zhao, Y.; Jin, X. Environmentally friendly and breathable wet-laid hydroentangled nonwovens for personal hygiene care with excellent water absorbency and flushability. R. Soc. Open Sci. 2018, 5, 171486. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhao, Y.; Latifi, M.; Wang, R.; Jin, X. Investigation of the mechanical and dispersible properties of wood pulp/Danufil wetlaid nonwovens with/without hydroentanglement. J. Text. Inst. 2018, 109, 647–655. [Google Scholar] [CrossRef]
- Carbonell, A.; Boronat, T.; Fages, E.; Girones, S.; Sanchez-Zapata, E.; Perez-Alvarez, J.A.; Sanchez-Nacher, L.; Garcia-Sanoguera, D. Wet-laid technique with Cyperus esculentus: Development, manufacturing and characterization of a new composite. Mater. Des. 2015, 86, 887–893. [Google Scholar] [CrossRef]
- Hubbe, M.A.; Koukoulas, A.A. Wet-Laid Nonwovens Manufacture—Chemical Approaches Using Synthetic and Cellulosic Fibers. BioResources 2016, 11, 5500–5552. [Google Scholar] [CrossRef]
- Ghossein, H.; Hassen, A.A.; Paquit, V.; Love, L.J.; Vaidya, U.K. Innovative Method for Enhancing Carbon Fibers Dispersion in Wet-Laid Nonwovens. Mater. Today Commun. 2018, 17, 100–108. [Google Scholar] [CrossRef]
- Bai, J.; Wang, H.; Wang, Y.; Hu, J. Preparation of poly-p-phenylenebenzobisoxazole (PBO) fibrillated pulp and dielectric properties of carbon fiber/PBO wet-laid nonwoven fabric. Text. Res. J. 2017, 88, 1559–1568. [Google Scholar] [CrossRef]
- Endres, A.; Schramm, S.; Lütke, C.; Nendel, S. Prospects of wet-laid nonwovens for organosheet-products. Reinf. Plast. 2018, 62, 208–211. [Google Scholar] [CrossRef]
- Suragani Venu, L.B.; Shim, E.; Anantharamaiah, N.; Pourdeyhimi, B. Impacts of high-speed waterjets on web structures. J. Text. Inst. 2014, 105, 430–443. [Google Scholar] [CrossRef]
- Ahmad, F.; Tausif, M.; Hassan, M.Z.; Ahmad, S.; Malik, M.H. Mechanical and comfort properties of hydroentangled nonwovens from comber noil. J. Ind. Text. 2017, 47, 2014–2028. [Google Scholar] [CrossRef]
- Venu, L.B.S.; Shim, E.; Anantharamaiah, N.; Pourdeyhimi, B. Structures and properties of hydroentangled nonwovens: Effect of number of manifolds. J. Text. Inst. 2017, 108, 301–313. [Google Scholar] [CrossRef]
- Li, G.; Staszel, C.; Yarin, A.L.; Pourdeyhimi, B. Hydroentanglement of Polymer Nonwovens 2: Simulation of multiple polymer fibers and prediction of entanglement. Polymer 2018, 164, 205–216. [Google Scholar] [CrossRef]
- Ogunleye, C.; Anandjiwala, R. Development of hydroentangled nonwoven fabrics for the protective garments. J. Ind. Text. 2015, 46, 335–360. [Google Scholar] [CrossRef]
- Viazmensky, H.; Richard, C.E.; Williamson, J.E. Water Entanglement Process and Product. U.S. Patent 5,009,747, 23 April 1991. [Google Scholar]
- Gilmore, T.F.; Morton, G.P.; Timble, N.B. Hydroentangled unbleached cotton. In Proceedings of the Nonwovens Conference, Atlanta, GA, USA, 11–13 March 1996; TAPPI Press: Atlanta, GA, USA, 1996; pp. 129–134. [Google Scholar]
- Haeubl, M.; Holzleithner, G.; Rahbaran, S.; Klinger, J.; Stanger, E.; Wolf, C.; Dvorzak, M. Comfort meets functionality: Skin-friendly solutions for adult incontinence. Lenzinger Ber 2017, 93, 53–63. [Google Scholar]
- Zhang, Y.; Jin, X. The influence of pressure sum, fiber blend ratio, and basis weight on wet strength and dispersibility of wood pulp/Lyocell wetlaid/spunlace nonwovens. J. Wood Sci. 2018, 64, 256–263. [Google Scholar] [CrossRef]
- ISO. ISO 9073-3: Textiles–Test Methods for Nonwovens–Part 3: Determination of Tensile Strength and Elongation; ISO: Geneva, Switzerland, 1989. [Google Scholar]
- Guidelines for Assessing the Flushability of Disposable Nonwoven Products (Edition 4). Available online: https://www.edana.org/ (accessed on 1 November 2018).
- Mao, N.; Russell, S.J. A framework for determining the bonding intensity in hydroentangled nonwoven fabrics. Compos. Sci. Technol. 2006, 66, 80–91. [Google Scholar] [CrossRef]
- Yu, W.D.; Chu, C.Y. Textile Physics, 1st ed.; Donghua University Press: Shanghai, China, 2002; pp. 2–25. [Google Scholar]
- Zwick, K.J.; Vogel, N.J.; Baker, J.K. Dispersible Moist Wipe. U.S. Patent 14/068,847, 30 April 2015. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Total Water Jet Pressure (bars) | Specific Pressure Values of Each Row (bars) |
|---|---|
| 80 | 30, 50 |
| 130 | 30, 50, 50 |
| 190 | 30, 50, 50, 60 |
| 250 | 30, 50, 50, 60, 60 |
| Samples | Danufil Fiber Length (mm) | Pulp/Danufil Fiber Blend Ratio (%) | Basis Weight (g m−2) |
|---|---|---|---|
| N1 | 8 | 85/15 | 65 |
| N2 | 10 | 85/15 | 65 |
| N3 | 12 | 85/15 | 65 |
| N4 | 8 | 75/25 | 65 |
| N5 | 10 | 75/25 | 65 |
| N6 | 12 | 75/25 | 65 |
| N7 | 8 | 65/35 | 65 |
| N8 | 10 | 65/35 | 65 |
| N9 | 12 | 65/35 | 65 |
| Samples | Average Wet Strength (N) | F-test (P = 0.05) | ||
|---|---|---|---|---|
| 80 (bars) (SD) | 130 (bars) (SD) | 190 (bars) (SD) | 250 (bars) (SD) | |
| N1 | 2.0 ± 0.3 | 3.1 ± 0.4 | 5.7 ± 0.4 | 8.1 ± 0.5 |
| N2 | 2.2 ± 0.4 | 4.2 ± 0.6 | 6.1 ± 0.7 | 9.2 ± 1.0 |
| N3 | 3.1 ± 0.5 | 5.0 ± 0.7 | 7.5 ± 1.2 | 10.8 ± 1.1 |
| N4 | 3.6 ± 0.4 | 6.0 ± 0.7 | 8.1 ± 0.7 | 10.3 ± 0.9 |
| N5 | 4.1 ± 0.6 | 7.2 ± 0.8 | 9.7 ± 1.0 | 12.3 ± 1.0 |
| N6 | 4.2 ± 0.7 | 8.2 ± 0.8 | 10.8 ± 1.0 | 14.2 ± 1.3 |
| N7 | 4.3 ± 0.8 | 8.0 ± 0.8 | 10.4 ± 1.1 | 12.7 ± 1.0 |
| N8 | 5.2 ± 0.7 | 9.3 ± 0.8 | 13.2 ± 0.9 | 15.6 ± 0.9 |
| N9 | 6.7 ± 0.9 | 12.6 ± 0.9 | 16.3 ± 1.2 | 19.2 ± 1.1 |
| Samples | Percent Dispersion (%) | F-test (P = 0.05) | ||
|---|---|---|---|---|
| 80 (bars) (SD) | 130 (bars) (SD) | 190 (bars) (SD) | 250 (bars) (SD) | |
| N1 | 75.4 ± 4.0 | 71.3 ± 3.6 | 62.3 ± 4.7 | 12.5 ± 1.4 |
| N2 | 72.2 ± 4.2 | 65.9 ± 3.9 | 60.4 ± 4.9 | 11.1 ± 1.3 |
| N3 | 68.1 ± 3.8 | 61.7 ± 2.7 | 57.2 ± 3.3 | 9.9 ± 1.1 |
| N4 | 79.9 ± 4.1 | 73.4 ± 3.8 | 60.0 ± 4.6 | 8.9 ± 1.5 |
| N5 | 76.5 ± 4.2 | 68.1 ± 4.0 | 56.4 ± 4.6 | 8.1 ± 1.1 |
| N6 | 72.4 ± 3.8 | 68.4 ± 3.7 | 55.2 ± 3.9 | 6.7 ± 1.0 |
| N7 | 88.5 ± 4.0 | 77.5 ± 4.2 | 58.3 ± 4.3 | 6.6 ± 1.5 |
| N8 | 81.3 ± 4.1 | 74.4 ± 3.9 | 55.7 ± 3.8 | 5.1 ± 0.7 |
| N9 | 75.5 ± 4.1 | 70.8 ± 4.1 | 56.2 ± 4.6 | 4.8 ± 0.9 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deng, C.; Gong, R.H.; Huang, C.; Zhang, X.; Jin, X.-Y. Tensile Strength and Dispersibility of Pulp/Danufil Wet-Laid Hydroentangled Nonwovens. Materials 2019, 12, 3931. https://doi.org/10.3390/ma12233931
Deng C, Gong RH, Huang C, Zhang X, Jin X-Y. Tensile Strength and Dispersibility of Pulp/Danufil Wet-Laid Hydroentangled Nonwovens. Materials. 2019; 12(23):3931. https://doi.org/10.3390/ma12233931
Chicago/Turabian StyleDeng, Chao, R. Hugh Gong, Chen Huang, Xing Zhang, and Xiang-Yu Jin. 2019. "Tensile Strength and Dispersibility of Pulp/Danufil Wet-Laid Hydroentangled Nonwovens" Materials 12, no. 23: 3931. https://doi.org/10.3390/ma12233931
APA StyleDeng, C., Gong, R. H., Huang, C., Zhang, X., & Jin, X.-Y. (2019). Tensile Strength and Dispersibility of Pulp/Danufil Wet-Laid Hydroentangled Nonwovens. Materials, 12(23), 3931. https://doi.org/10.3390/ma12233931