Erosion–Corrosion of 30°, 60°, and 90° Carbon Steel Elbows in a Multiphase Flow Containing Sand Particles

Abstract
:1. Introduction
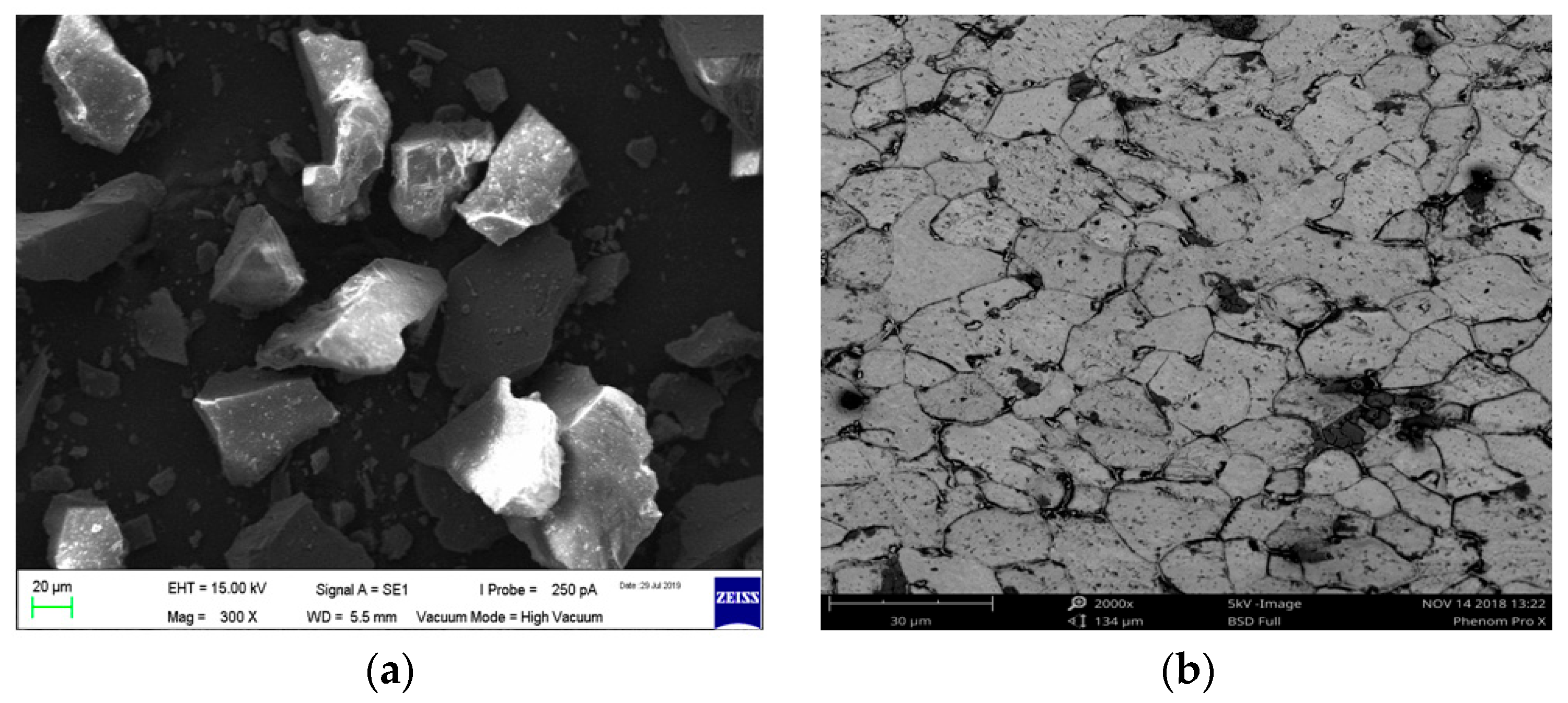
2. Experimental Methods and Materials
2.1. Multiphase Flow Loop and Medium
2.2. Test Section
3. Results and Discussion
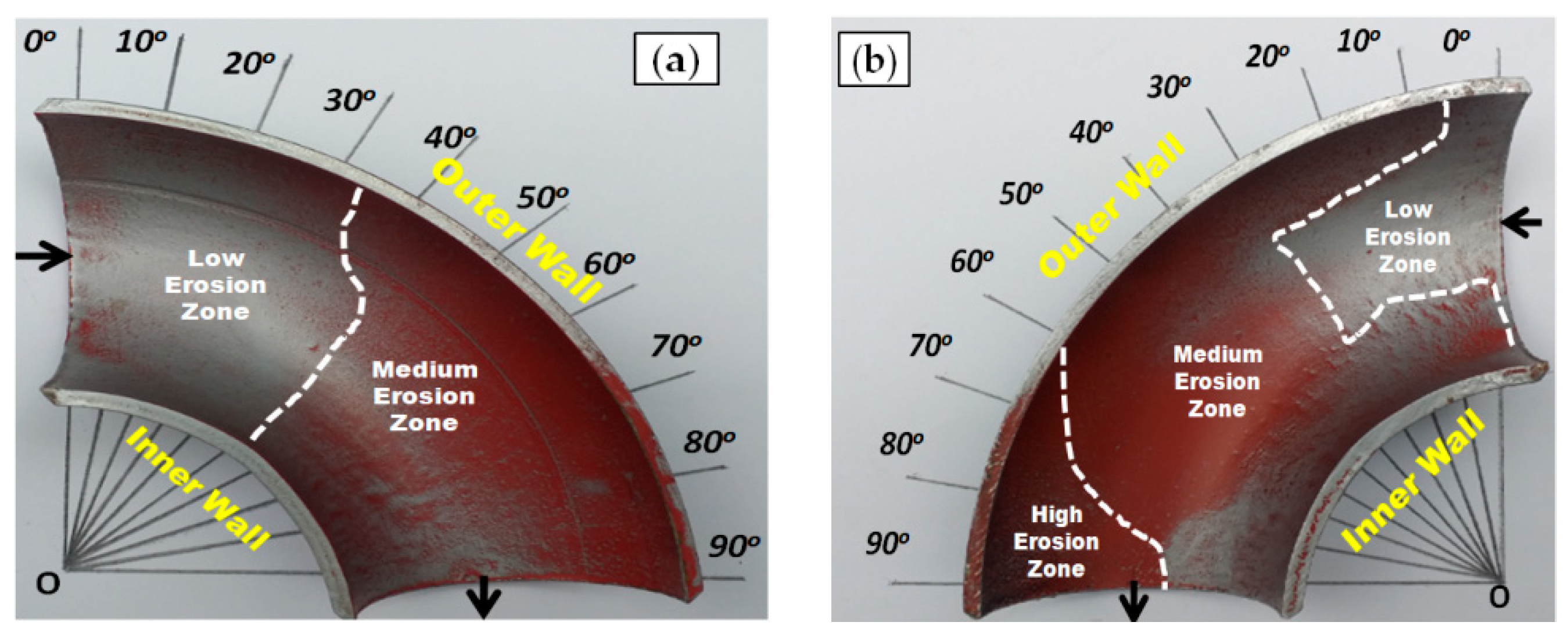
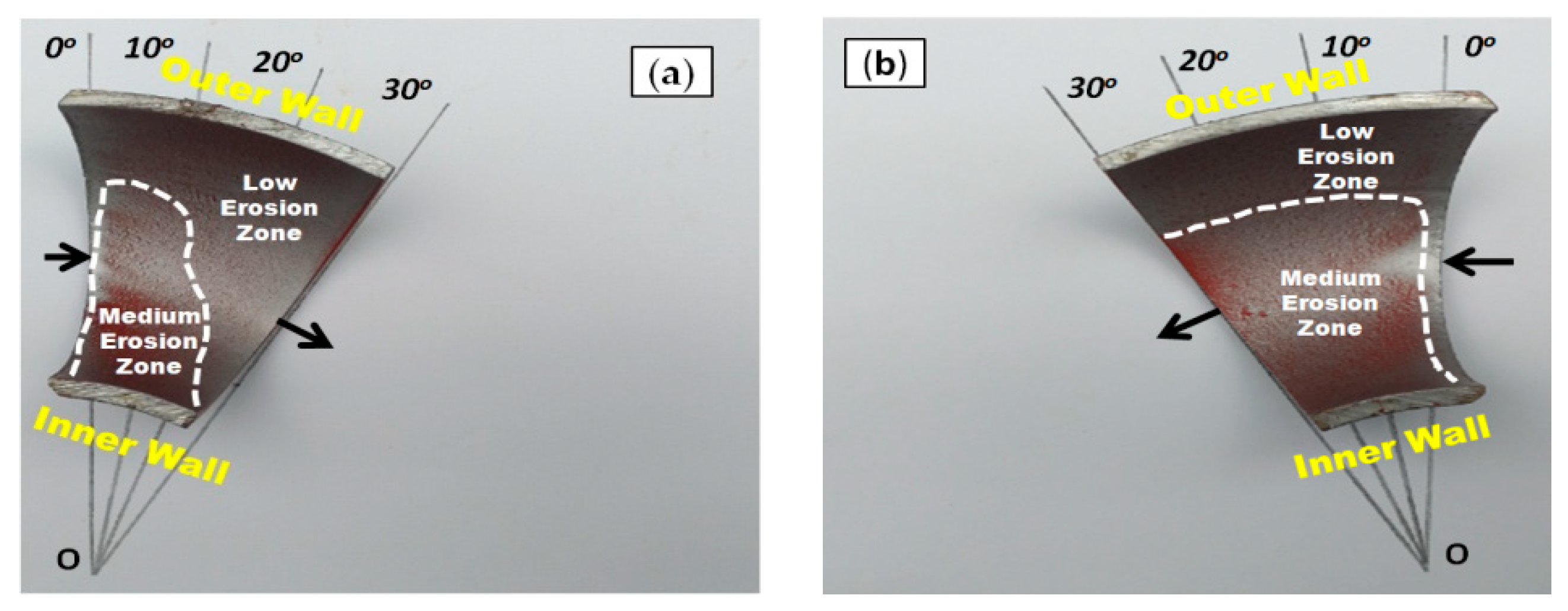
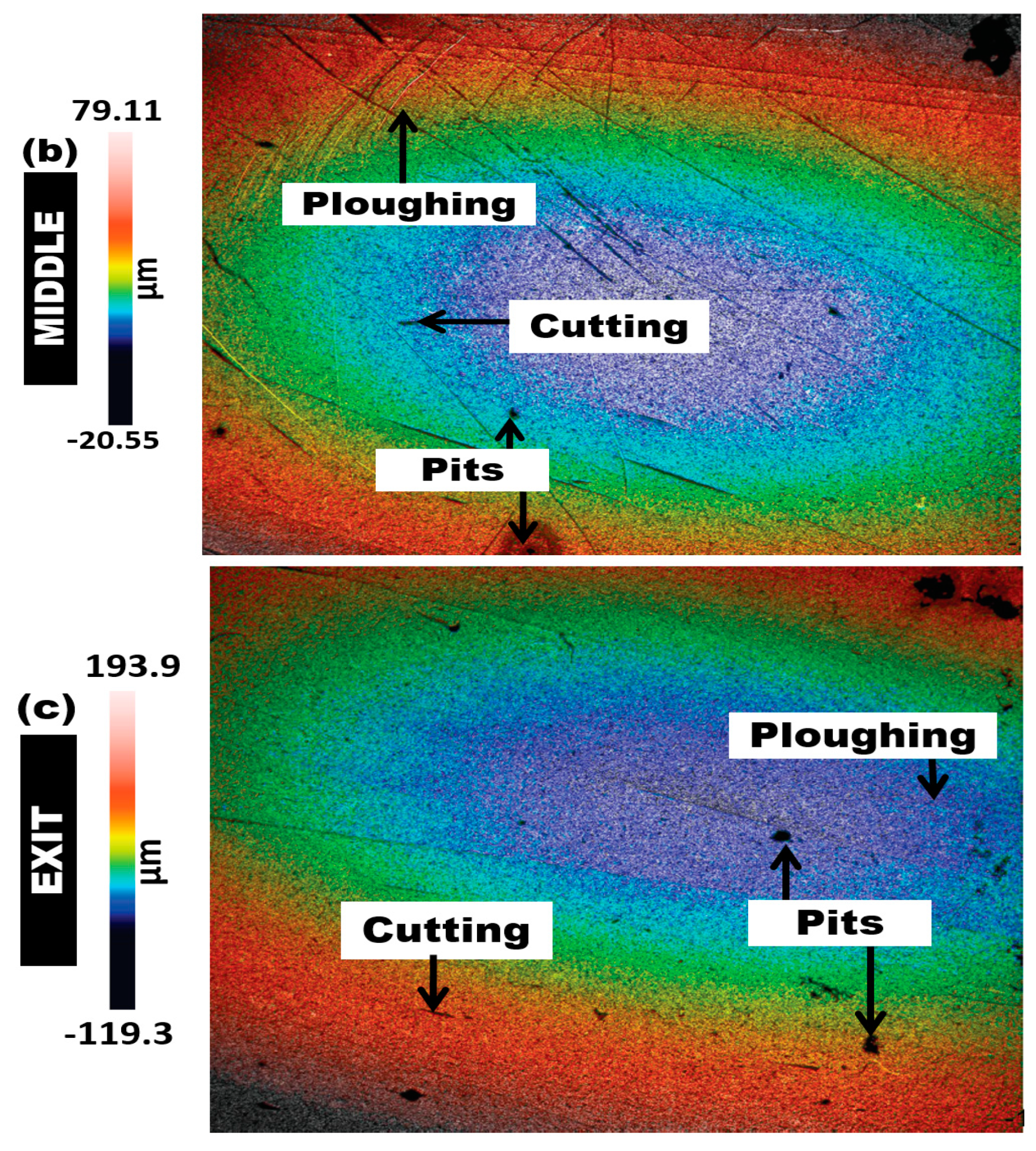
3.1. Multilayer Paint Modeling (MPM) to Determine Erosion Patterns
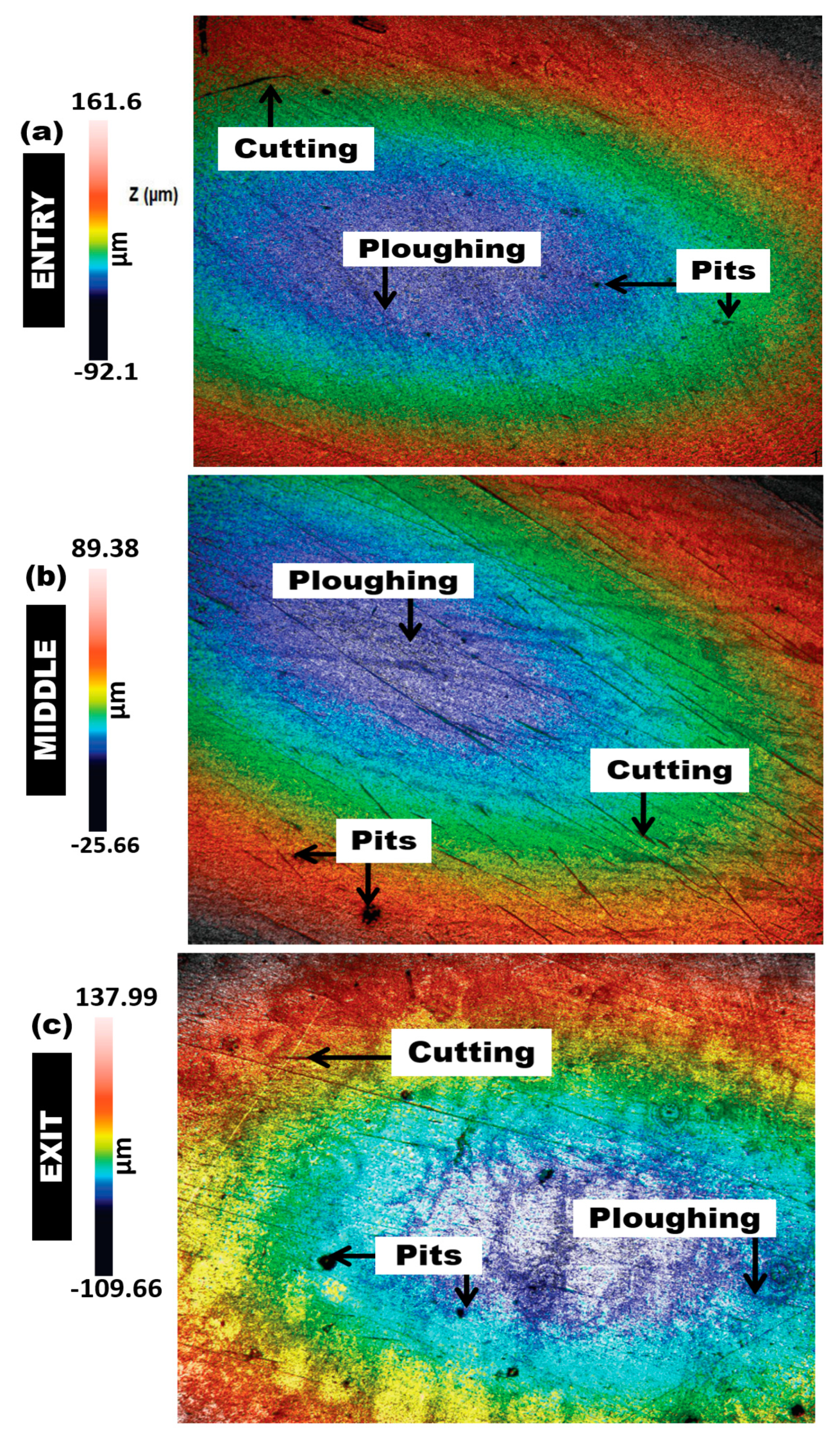
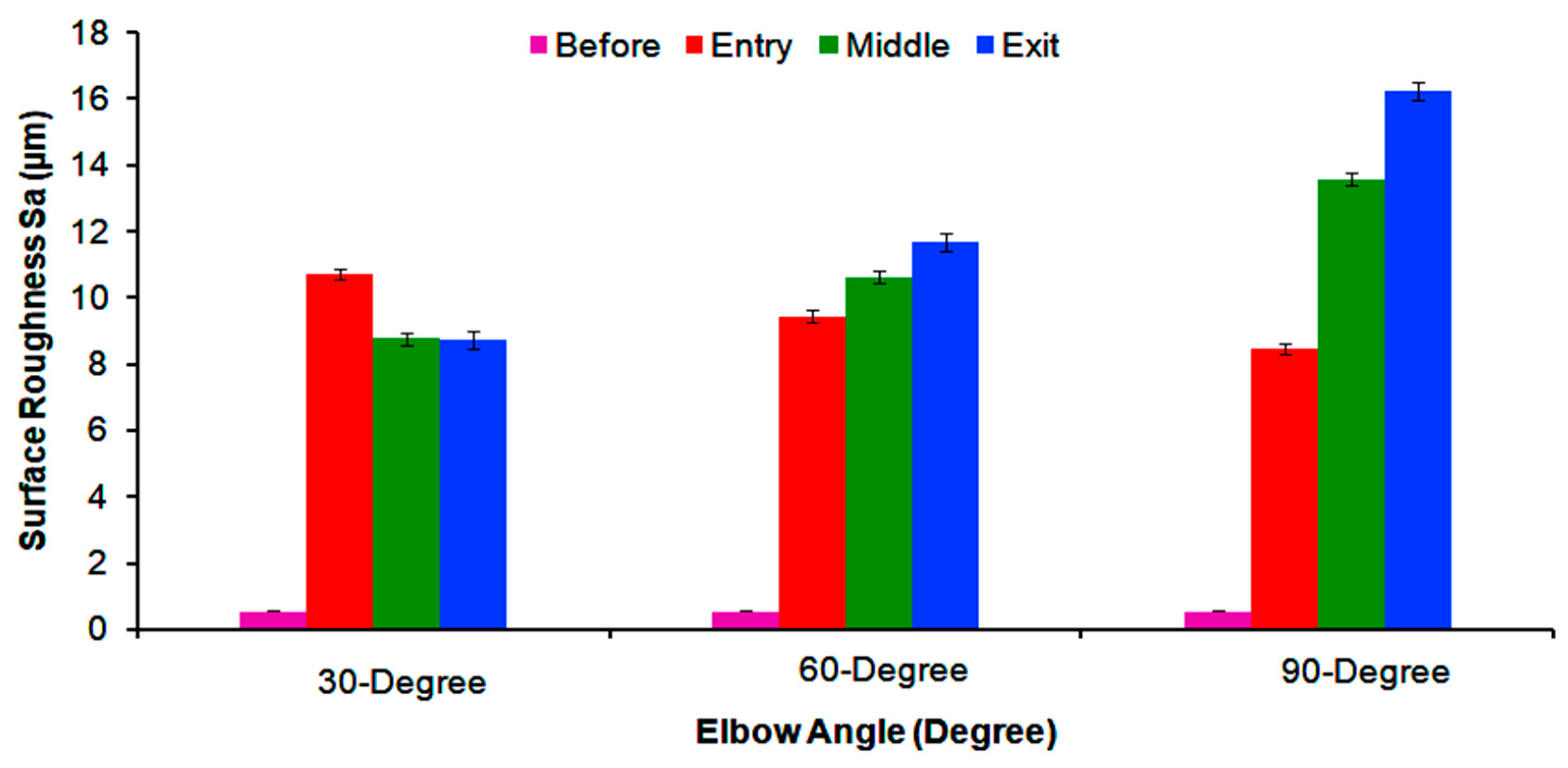
3.2. Surface Roughness
3.3. Mass Loss
4. Conclusions
- From mass loss rate measurements of the tested elbows, erosion–corrosion is observed to be 12 times higher in the wide-angle elbow than in the small-angle elbow for identical flow conditions.
- It was observed that the impact wear at the downstream of the 90° and 60° elbows precipitated in the formation of large erosion–corrosion pits and resulted in the highest erosive and corrosive damage adjacent to the elbow exit.
- For slug flow, the surface roughness on the elbow internal surface is greatly influenced by the elbow angular configuration. The mean surface roughness in the downstream adjacent to the outlet of the 90° and 60° elbow was higher than in the upstream regions, while at the 30° elbow, the surface roughness in the upstream region was higher than in the downstream region.
- In this work, the maximum erosive location was found in the upper half (UH) elbow section for all tested elbows, which experiences more erosion compared with the bottom half (BH) section.
- The extent of erosion–corrosion shows that the 90° elbow pipe is more prone to erosive damage than the 60° and 30° elbows in slug flow. Thus, to replace wide-angle elbows (e.g., 90°) with a small angle elbow (e.g., 30° and 60°) is recommended for suitable cases.
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hutchings, I.; Winter, R.; Field, J.E. Solid particle erosion of metals: The removal of surface material by spherical projectiles. Proc. R. Soc. Lond. A Math. Phys. Sci. 1976, 348, 379–392. [Google Scholar] [CrossRef]
- Jahanmir, S. The mechanics of subsurface damage in solid particle erosion. Wear 1980, 61, 309–324. [Google Scholar] [CrossRef]
- Bellman, R.; Levy, A. Erosion mechanism in ductile metals. Wear 1981, 7, 1. [Google Scholar] [CrossRef]
- Tilly, G.P. A two stage mechanism of ductile erosion. Wear 1973, 23, 87–96. [Google Scholar] [CrossRef]
- Elkholy, A. Prediction of abrasion wear for slurry pump materials. Wear 1983, 84, 39–49. [Google Scholar] [CrossRef]
- Clark, H.M. On the impact rate and impact energy of particles in a slurry pot erosion tester. Wear 1991, 147, 165–183. [Google Scholar] [CrossRef]
- Arabnejad, H.; Mansouri, A.; Shirazi, S.; McLaury, B. Development of mechanistic erosion equation for solid particles. Wear 2015, 332, 1044–1050. [Google Scholar] [CrossRef]
- Finnie, I. Erosion of surfaces by solid particles. Wear 1960, 3, 87–103. [Google Scholar] [CrossRef]
- Bitter, J.G.A. A study of erosion phenomena: Part II. Wear 1963, 6, 169–190. [Google Scholar] [CrossRef]
- Neilson, J.H.; Gilchrist, A. Erosion by a stream of solid particles. Wear 1968, 11, 111–122. [Google Scholar] [CrossRef]
- Meng, H.C.; Ludema, K.C. Wear models and predictive equations: Their form and content. Wear 1995, 181–183, 443–457. [Google Scholar] [CrossRef]
- Cheng, J.; Li, Z.; Zhang, N.; Dou, Y.; Cui, L. Experimental Study on Erosion–Corrosion of TP140 Casing Steel and 13Cr Tubing Steel in Gas–Solid and Liquid–Solid Jet Flows Containing 2 wt% NaCl. Materials 2019, 12, 358. [Google Scholar] [CrossRef] [PubMed]
- Li, P.; Zhao, Y.; Wang, L. Research on Erosion-Corrosion Rate of 304 Stainless Steel in Acidic Slurry via Experimental Design Method. Materials 2019, 12, 2330. [Google Scholar] [CrossRef] [PubMed]
- Cai, F.; Liu, W.; Fan, X.H.; Lu, M.X. Research progress on erosion corrosion of metallic materials under fluid jet impingement. Mocaxue Xuebao Tribol. 2011, 31, 521–527. [Google Scholar]
- Bateni, M.R.; Szpunar, J.A.; Wang, X.; Li, D.Y. Wear and corrosion wear of medium carbon steel and 304 stainless steel. Wear 2006, 260, 116–122. [Google Scholar] [CrossRef]
- Aminul Islam, M.; Farhat, Z.N.; Ahmed, E.M.; Alfantazi, A.M. Erosion enhanced corrosion and corrosion enhanced erosion of API X-70 pipeline steel. Wear 2013, 302, 1592–1601. [Google Scholar] [CrossRef]
- Telfer, C.G.; Stack, M.M.; Jana, B.D. Particle concentration and size effects on the erosion-corrosion of pure metals in aqueous slurries. Tribol. Int. 2012, 53, 35–44. [Google Scholar] [CrossRef]
- Bai, Y.; Bai, Q. 13—Hydraulics. In Subsea Engineering Handbook, 2nd ed.; Bai, Y., Bai, Q., Eds.; Gulf Professional Publishing: Boston, MA, USA, 2019; pp. 315–361. [Google Scholar] [CrossRef]
- Coker, A.K. 4—FLUID FLOW. In Ludwig’s Applied Process Design for Chemical and Petrochemical Plants, 4th ed.; Coker, A.K., Ed.; Gulf Professional Publishing: Burlington, NJ, USA, 2007; pp. 133–302. [Google Scholar] [CrossRef]
- Kesana, N.; Grubb, S.; McLaury, B.; Shirazi, S. Ultrasonic measurement of multiphase flow erosion patterns in a standard elbow. J. Energy Resour. Technol. 2013, 135, 032905. [Google Scholar] [CrossRef]
- Vieira, R.E.; Parsi, M.; Zahedi, P.; McLaury, B.S.; Shirazi, S.A. Sand erosion measurements under multiphase annular flow conditions in a horizontal-horizontal elbow. Powder Technol. 2017, 320, 625–636. [Google Scholar] [CrossRef]
- Parsi, M.; Kara, M.; Agrawal, M.; Kesana, N.; Jatale, A.; Sharma, P.; Shirazi, S. CFD simulation of sand particle erosion under multiphase flow conditions. Wear 2017, 376, 1176–1184. [Google Scholar] [CrossRef]
- Elemuren, R.; Tamsaki, A.; Evitts, R.; Oguocha, I.N.A.; Kennell, G.; Gerspacher, R.; Odeshi, A. Erosion-corrosion of 90° AISI 1018 steel elbows in potash slurry: Effect of particle concentration on surface roughness. Wear 2019, 430, 37–49. [Google Scholar] [CrossRef]
- Gundameedi, V.M. Performance of Electrical Resistance Probes and Acoustic Monitors in Slug Flow. Master’s Thesis, University of Tulsa, Tulsa, OK, USA, 2008. [Google Scholar]
- Mazumder, Q.H.; Shirazi, S.A.; McLaury, B.S. Prediction of Solid Particle Erosive Wear of Elbows in Multiphase Annular Flow-Model Development and Experimental Validations. J. Energy Resour. Technol. 2008, 130, 023001. [Google Scholar] [CrossRef]
- Parsi, M.; Najmi, K.; Najafifard, F.; Hassani, S.; McLaury, B.S.; Shirazi, S.A. A comprehensive review of solid particle erosion modeling for oil and gas wells and pipelines applications. J. Nat. Gas Sci. Eng. 2014, 21, 850–873. [Google Scholar] [CrossRef]
- Mandhane, J.M.; Gregory, G.A.; Aziz, K. A flow pattern map for gas—liquid flow in horizontal pipes. Int. J. Multiph. Flow 1974, 1, 537–553. [Google Scholar] [CrossRef]
- Wu, J.; Graham, L.J.W.; Lester, D.; Wong, C.Y.; Kilpatrick, T.; Smith, S.; Nguyen, B. An effective modeling tool for studying erosion. Wear 2011, 270, 598–605. [Google Scholar] [CrossRef]
- Wu, J.; Ngyuen, B.; Graham, L.; Zhu, Y.; Kilpatrick, T.; Davis, J. Minimizing Impeller Slurry Wear through Multilayer Paint Modelling. Can. J. Chem. Eng. 2005, 83, 835–842. [Google Scholar] [CrossRef]
- Noui-Mehidi, M.N.; Graham, L.J.W.; Wu, J.; Nguyen, B.V.; Smith, S. Study of erosion behaviour of paint layers for multilayer paint technique applications in slurry erosion. Wear 2008, 264, 737–743. [Google Scholar] [CrossRef]
- Thaker, J.; Banerjee, J. Influence of intermittent flow sub-patterns on erosion-corrosion in horizontal pipe. J. Pet. Sci. Eng. 2016, 145, 298–320. [Google Scholar] [CrossRef]
- Malka, R.; Nešić, S.; Gulino, D.A. Erosion–corrosion and synergistic effects in disturbed liquid-particle flow. Wear 2007, 262, 791–799. [Google Scholar] [CrossRef]
- Khan, R.; Ya, H.H.; Pao, W. Numerical investigation of the elbow angle effect on solid particle erosion for liquid-solid. Int. J. Mech. Mechatron. Eng. 2019, 19, 1–13. [Google Scholar]
- Banakermani, M.R.; Naderan, H.; Saffar-Avval, M. An investigation of erosion prediction for 15° to 90° elbows by numerical simulation of gas-solid flow. Powder Technol. 2018, 334, 9–26. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Cr | Cu | P | C | S | Ni | Mn | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.26 | 0.21 | 0.25 | 0.045 | 0.2 | 0.035 | 0.3 | 0.52 | 98.18 |
| SiO2 | Al2O3 | Fe2O3 | Na2O | MgO | CaO |
|---|---|---|---|---|---|
| 98.08 | 1.17 | 0.28 | 0.03 | 0.22 | 0.22 |
| Surface Parameters (µm) | 90-Degree | 60-Degree | 30-Degree | |||
|---|---|---|---|---|---|---|
| (µ ± σ) | Sa | Sv | Sa | Sv | Sa | Sv |
| Entry | 8.46 ± 0.31 | 22.99 ± 0.42 | 9.45 ± 0.39 | 32.52 ± 1.12 | 10.72 ± 0.34 | 38.01 ± 4.63 |
| Middle | 13.56 ± 0.16 | 230.78 ± 2.41 | 10.62 ± 0.14 | 26.55 ± 1.81 | 8.76 ± 0.14 | 24.37 ± 3.89 |
| Exit | 16.21 ± 0.46 | 298.94 ± 9.17 | 11.63 ± 0.28 | 113.89 ± 7.73 | 8.64 ± 0.25 | 43.23 ± 5.48 |
| Test Elbow | VSG (m/s) | VSL (m/s) | Flow Time (h) | Particle Size (µm) | Particle Concentration (wt.%) | Mass Loss Rate (kg/m2·s) |
|---|---|---|---|---|---|---|
| 30° | 2.5 | 0.5 | 10 | 50 ± 2 | 2 | 2.31 × 10−7 |
| 60° | 2.5 | 0.5 | 10 | 50 ± 2 | 2 | 3.78 × 10−7 |
| 90° | 2.5 | 0.5 | 10 | 50 ± 2 | 2 | 2.77 × 10−6 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khan, R.; Ya, H.H.; Pao, W.; Khan, A. Erosion–Corrosion of 30°, 60°, and 90° Carbon Steel Elbows in a Multiphase Flow Containing Sand Particles. Materials 2019, 12, 3898. https://doi.org/10.3390/ma12233898
Khan R, Ya HH, Pao W, Khan A. Erosion–Corrosion of 30°, 60°, and 90° Carbon Steel Elbows in a Multiphase Flow Containing Sand Particles. Materials. 2019; 12(23):3898. https://doi.org/10.3390/ma12233898
Chicago/Turabian StyleKhan, Rehan, Hamdan H. Ya, William Pao, and Armaghan Khan. 2019. "Erosion–Corrosion of 30°, 60°, and 90° Carbon Steel Elbows in a Multiphase Flow Containing Sand Particles" Materials 12, no. 23: 3898. https://doi.org/10.3390/ma12233898
APA StyleKhan, R., Ya, H. H., Pao, W., & Khan, A. (2019). Erosion–Corrosion of 30°, 60°, and 90° Carbon Steel Elbows in a Multiphase Flow Containing Sand Particles. Materials, 12(23), 3898. https://doi.org/10.3390/ma12233898