A Multiple Twin-Roller Casting Technique for Producing Metallic Glass and Metallic Glass Composite Strips


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Inoue, A.; Takeuchi, A. Recent development and application products of bulk glassy alloys. Acta Mater. 2011, 59, 2243–2267. [Google Scholar] [CrossRef]
- Schuh, C.; Hufnagel, T.; Ramamurty, U. Mechanical behavior of amorphous alloys. Acta Mater. 2007, 55, 4067–4109. [Google Scholar] [CrossRef]
- Eckert, J.; Das, J.; Pauly, S.; Duhamel, C. Mechanical properties of bulk metallic glasses and composites. J. Mater. Res. 2007, 22, 285–301. [Google Scholar] [CrossRef]
- Dong, Y.; Liu, S.Y.; Biskupek, J.; Cao, Q.P.; Wang, X.D.; Jiang, J.Z.; Wunderlich, R.; Fecht, H.J. Improved tensile ductility by severe plastic deformation for nano-structured metallic glass. Materials 2019, 12, 1611. [Google Scholar] [CrossRef]
- Gong, P.; Deng, L.; Jin, J.; Wang, S.; Wang, X.; Yao, K. Review on the research and development of Ti-based bulk metallic glasses. Metals 2016, 6, 264. [Google Scholar] [CrossRef]
- Hofmann, D.C.; Suh, J.Y.; Wiest, A.; Duan, G.; Lind, M.L.; Demetriou, M.D.; Johnson, W.L. Designing metallic glass matrix composites with high toughness and tensile ductility. Nature 2008, 451, 1085–1089. [Google Scholar] [CrossRef]
- Qiao, J.; Jia, H.; Liaw, P.K. Metallic glass matrix composites. Mater. Sci. Eng. R 2016, 100, 1–69. [Google Scholar] [CrossRef]
- Zhang, L.; Narayan, R.L.; Fu, H.M.; Ramamurty, U.; Li, W.R.; Li, Y.D.; Zhang, H.F. Tuning the microstructure and metastability of β-Ti for simultaneous enhancement of strength and ductility of Ti-based bulk metallic glass composites. Acta Mater. 2019, 168, 24–36. [Google Scholar] [CrossRef]
- Sopu, D.; Yuan, X.D.; Moitzi, F.; Stoica, M.; Eckert, J. Structure-property relationships in shape memory metallic glass composites. Materials 2019, 12, 1419. [Google Scholar] [CrossRef]
- Şopu, D.; Albe, K.; Eckert, J. Metallic glass nanolaminates with shape memory alloys. Acta Mater. 2018, 159, 344–351. [Google Scholar] [CrossRef]
- Zhang, L.; Fu, H.; Li, H.; Zhu, Z.; Zhang, H.; Li, W.; Li, Y.; Zhang, H. Developing β-type bulk metallic glass composites from Ti/Zr-based bulk metallic glasses by an iteration method. J. Alloys Compd. 2018, 740, 639–646. [Google Scholar] [CrossRef]
- Schroers, J. Processing of bulk metallic glass. Adv. Mater. 2010, 22, 1566–1597. [Google Scholar] [CrossRef] [PubMed]
- Han, G.C.; Peng, Z.; Xu, L.H.; Li, N. Ultrasonic vibration facilitates the micro-formability of a Zr-based metallic glass. Materials 2018, 11, 2568. [Google Scholar] [CrossRef] [PubMed]
- Greer, A.L. Metallic glasses. Science 1995, 267, 1947–1953. [Google Scholar] [CrossRef] [PubMed]
- Johnson, W.L. Bulk glass-forming metallic alloys: Science and technology. MRS Bull. 1999, 24, 42–56. [Google Scholar] [CrossRef]
- Jiang, B.; Wang, J.X.; Xu, L.F.; Qian, C.Y.; Liu, T.X.; Dai, J.Y.; Hou, X.L. Tunable mechanical properties of Ti-Zr-Ni-Cr-V amorphous ribbons via different melt spinning speeds during rapid solidification process. Materials 2018, 11, 947. [Google Scholar] [CrossRef] [PubMed]
- Cook, R.; Grocock, P.G.; Thomas, P.M.; Edmonds, D.V.; Hunt, J.D. Development of the twin-roll casting process. J. Mater. Process. Technol. 1995, 55, 76–84. [Google Scholar] [CrossRef]
- Haga, T.; Tkahashi, K.; Ikawaand, M.; Watari, H. Twin roll casting of aluminum alloy strips. J. Mater. Process. Technol. 2004, 153–154, 42–47. [Google Scholar] [CrossRef]
- Oh, Y.S.; Lee, H.; Lee, J.G.; Kim, N.J. Twin-roll strip casting of iron-base amorphous alloys. Mater. Trans. 2007, 48, 1584–1588. [Google Scholar] [CrossRef]
- Aboki, T.A.M.; Masse, M.L.; Dezellus, A.; Ochin, P.; Portier, R. First investigations on twin-rolled Zr59Cu20Al10Ni8Ti3 bulk amorphous alloy by mechanical spectroscopy. Mater. Sci. Eng. A 2004, 370, 330–335. [Google Scholar] [CrossRef]
- Lee, J.G.; Lee, H.; Oh, Y.S.; Lee, S.; Kim, N.J. Continuous fabrication of bulk amorphous alloy sheets by twin-roll strip casting. Intermetallics 2006, 14, 987–993. [Google Scholar] [CrossRef]
- Zhang, L.; Wu, Y.; Feng, S.; Li, W.; Zhang, H.; Fu, H.; Li, H.; Zhu, Z.; Zhang, H. Rejuvenated metallic glass strips produced via twin-roll casting. J. Mater. Sci. Technol. 2019, in press. [Google Scholar] [CrossRef]
- East, D.R.; Kellam, M.; Gibson, M.A.; Seeber, A.; Liang, D.; Nie, J.F. Amorphous magnesium sheet produced by twin roll casting. Mater. Sci. Forum 2010, 654–656, 1078–1081. [Google Scholar] [CrossRef]
- Peker, A.; Johnson, W.L. A highly processable metallic glass: Zr41.2Ti13.8Cu12.5Ni10.0Be22.5. Appl. Phys. Lett. 1993, 63, 2342–2344. [Google Scholar] [CrossRef]
- Inoue, A.; Zhang, T. Fabrication of bulk glassy Zr55Al10Ni5Cu30 alloy of 30 mm in diameter by a suction casting method. Mater. Trans. JIM 1996, 37, 185–187. [Google Scholar] [CrossRef]
- Zhang, L.; Pauly, S.; Tang, M.; Eckert, J.; Zhang, H. Two-phase quasi-equilibrium in β-type Ti-based bulk metallic glass composites. Sci. Rep. 2016, 6, 19235. [Google Scholar] [CrossRef]
- Tang, M.Q.; Zhang, H.F.; Zhu, Z.W.; Fu, H.M.; Wang, A.M.; Li, H.; Hu, Z.Q. TiZr-base bulk metallic glass with over 50 mm in diameter. J. Mater. Sci. Technol. 2010, 26, 481–486. [Google Scholar] [CrossRef]
- Folsom, C.A.; Zok, F.W.; Lange, F.F. Flexural properties of brittle multilayer materials: II, experiments. J. Am. Ceram. Soc. 1994, 77, 2081–2087. [Google Scholar] [CrossRef]
- Lee, C.S.; Lee, K.A.; Li, D.M.; Yoo, S.J.; Nam, W.J. Microstructural influence on fatigue properties of a high-strength spring steel. Mater. Sci. Eng. A 1998, 241, 30–37. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, L.; Zhang, H.; Fu, H.; Li, H.; Zhang, H. Strengthening Ti-based bulk metallic glass composites containing phase transformable β-Ti via Al addition. Scr. Mater. 2019, 173, 11–15. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
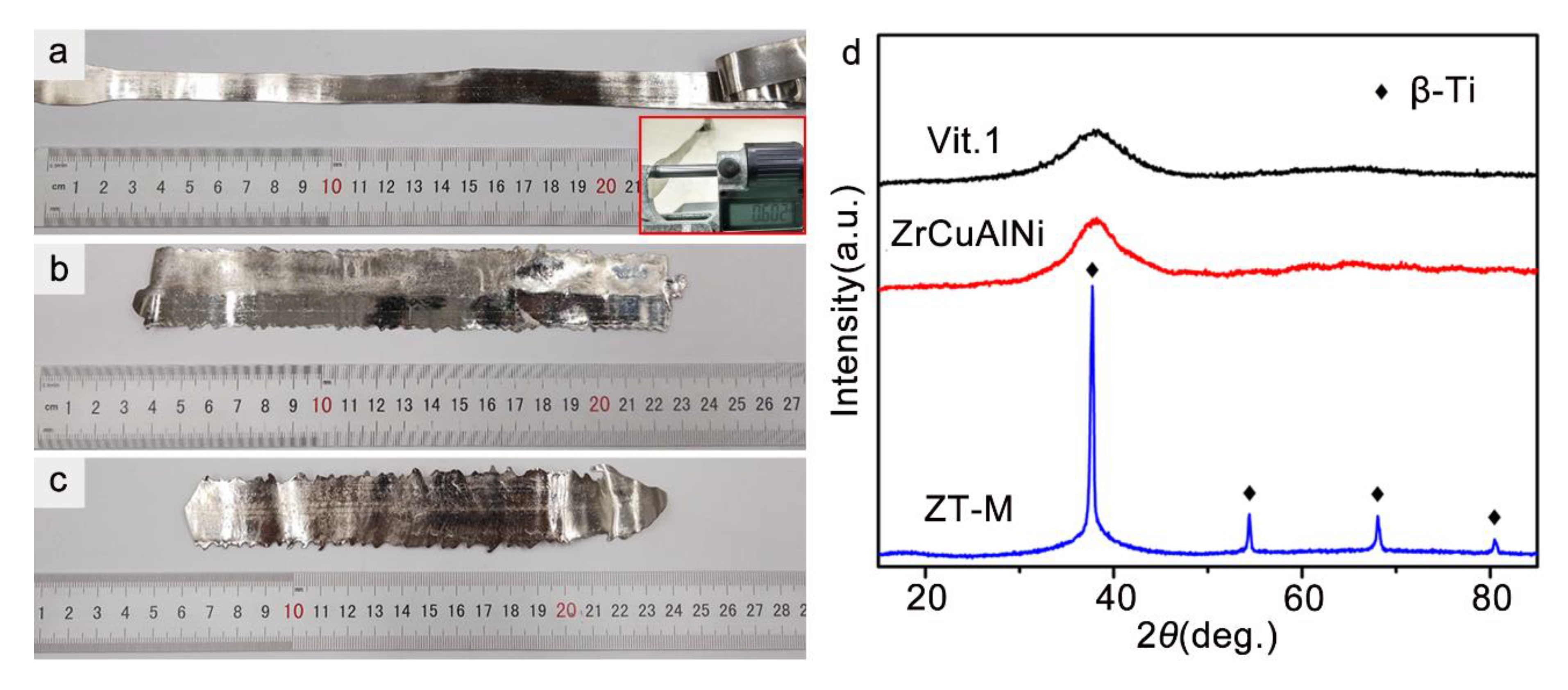
| Alloy | Weight (g) | Roller Speed (r min−1) | Nozzle Diameter (mm) | Ar Flow Rate (L min−1) | Length (mm) | Width (mm) | Thickness (mm) |
|---|---|---|---|---|---|---|---|
| Vit.1 | 16.5 | 185 | 1 | 8 | 300 | 12 | 0.6 |
| ZrCuAlNi | 18.2 | 185 | 1.5 | 8 | 190 | 26 | 0.43 |
| ZT-M | 17.6 | 185 | 1.5 | 8 | 170 | 20 | 0.46 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, Y.; Zhang, L.; Chen, S.; Li, W.; Zhang, H. A Multiple Twin-Roller Casting Technique for Producing Metallic Glass and Metallic Glass Composite Strips. Materials 2019, 12, 3842. https://doi.org/10.3390/ma12233842
Wu Y, Zhang L, Chen S, Li W, Zhang H. A Multiple Twin-Roller Casting Technique for Producing Metallic Glass and Metallic Glass Composite Strips. Materials. 2019; 12(23):3842. https://doi.org/10.3390/ma12233842
Chicago/Turabian StyleWu, Yi, Long Zhang, Sen Chen, Wen Li, and Haifeng Zhang. 2019. "A Multiple Twin-Roller Casting Technique for Producing Metallic Glass and Metallic Glass Composite Strips" Materials 12, no. 23: 3842. https://doi.org/10.3390/ma12233842
APA StyleWu, Y., Zhang, L., Chen, S., Li, W., & Zhang, H. (2019). A Multiple Twin-Roller Casting Technique for Producing Metallic Glass and Metallic Glass Composite Strips. Materials, 12(23), 3842. https://doi.org/10.3390/ma12233842