Rheological and Mechanical Properties of Ultra-High-Performance Concrete Containing Fine Recycled Concrete Aggregates

Abstract
1. Introduction
2. Materials and Methods
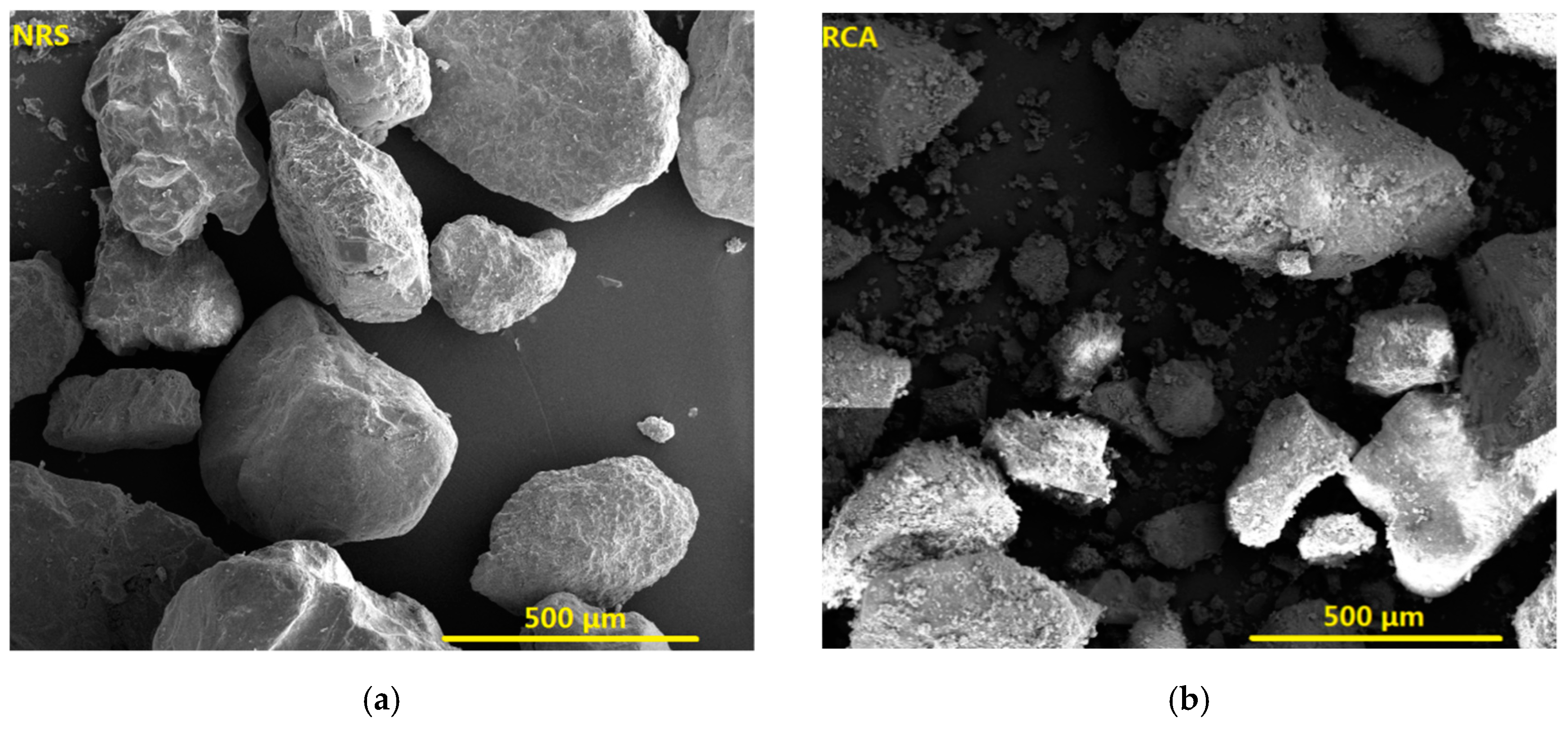
2.1. Materials
2.2. Mix Design
2.3. Specimen Preparation
2.4. Testing Methodologies
2.4.1. Workability and Rheological Properties
2.4.2. Autogenous Shrinkage
2.4.3. Mechanical Properties
2.4.4. Pore Structure
3. Results and Discussion
3.1. Workability and Rheological Properties
3.2. Autogenous Shrinkage
3.3. Mechanical Properties
3.3.1. Compressive Strength
3.3.2. Tensile Strength
3.3.3. Flexural Strength
3.3.4. Young’s Modulus
3.4. Pore Structure
4. Conclusions
- Both the yield stress and the plastic viscosity of UHPC increased with increasing amounts of fine RCA. When the natural aggregate content was replaced with fine RCA at a rate of 60 wt.%, the yield stress and the plastic viscosity of UHPC increased by 54.66% and 30.70%, respectively.
- The autogenous shrinkage of UHPC generally decreased because of the addition of fine RCA and it was lowest when the replacement rate of fine RCA was 60 wt.%. The autogenous shrinkage of N40R60 and N100R0 after 28 days was 461.06 and 546.14 μm/m, respectively, with the former being 15.58% lower than the latter.
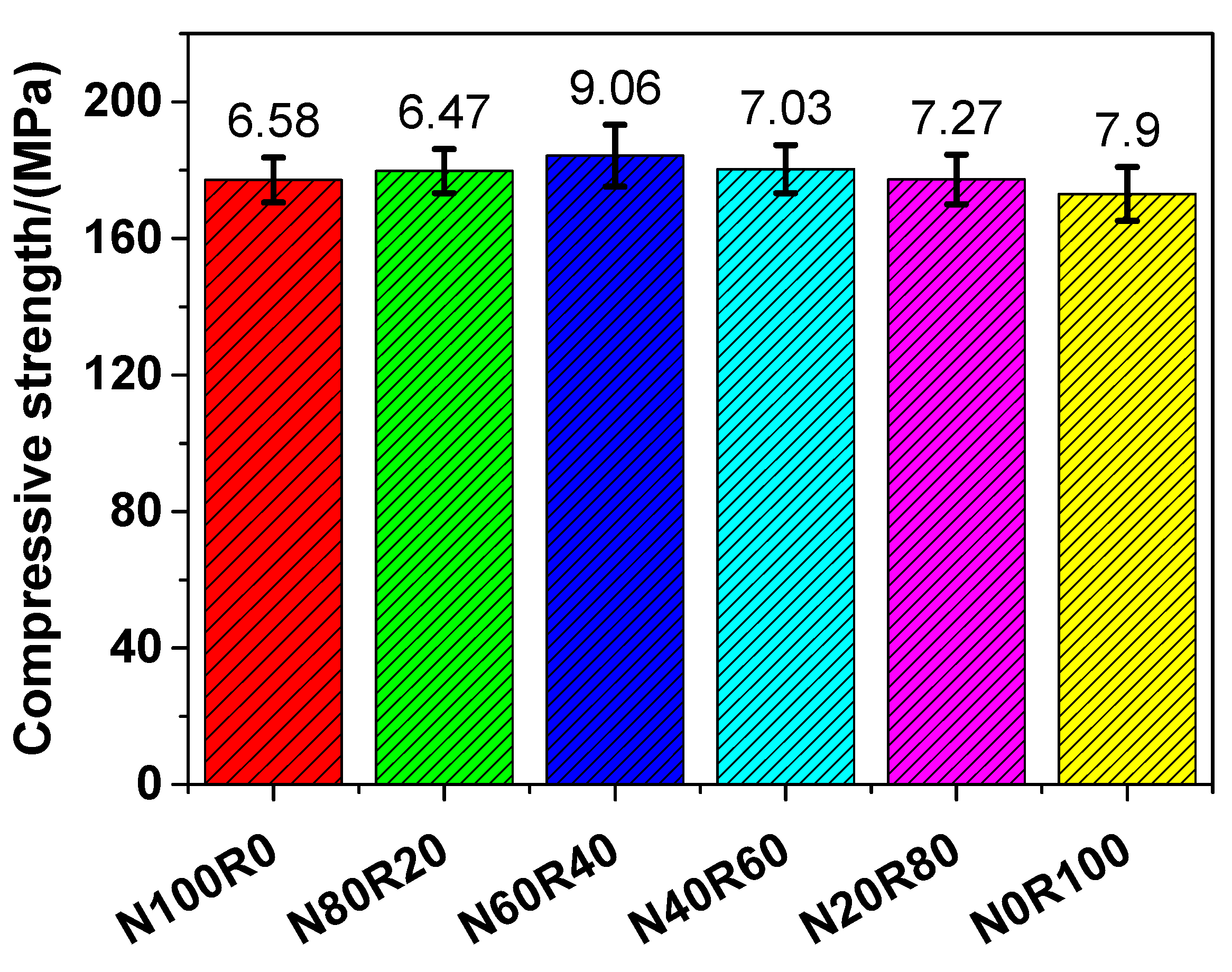
- The compressive strength of UHPC with fine RCA was between 173.05 and 184.26 MPa, and it reached the maximum value when the replacement rate of fine RCA was 40 wt.%.
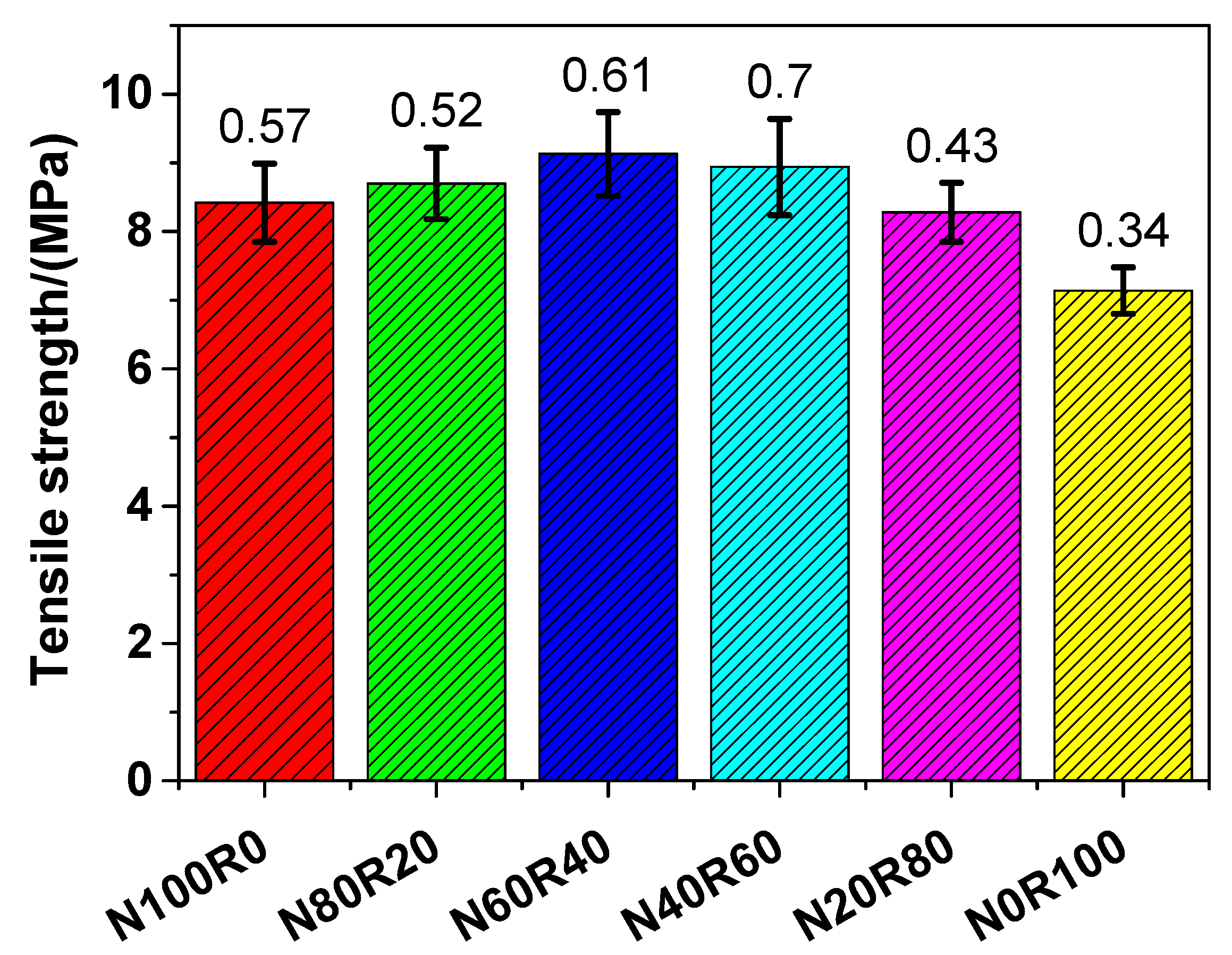
- The tensile strength of UHPC with fine RCA was in the range of 7.14–9.13 MPa. When the replacement rate of fine RCA was 40 wt.%, the tensile strength of UHPC (N60R40) increased to the maximum value, which suggests that N60R40 had a 8.43% higher tensile strength than that of N100R0.
- The relationship between the tensile strength and the compressive strength of UHPC could be described by a Weibull distribution model, and the model established in the work provided a simple way of characterising the tensile strength of UHPC via its compressive strength.
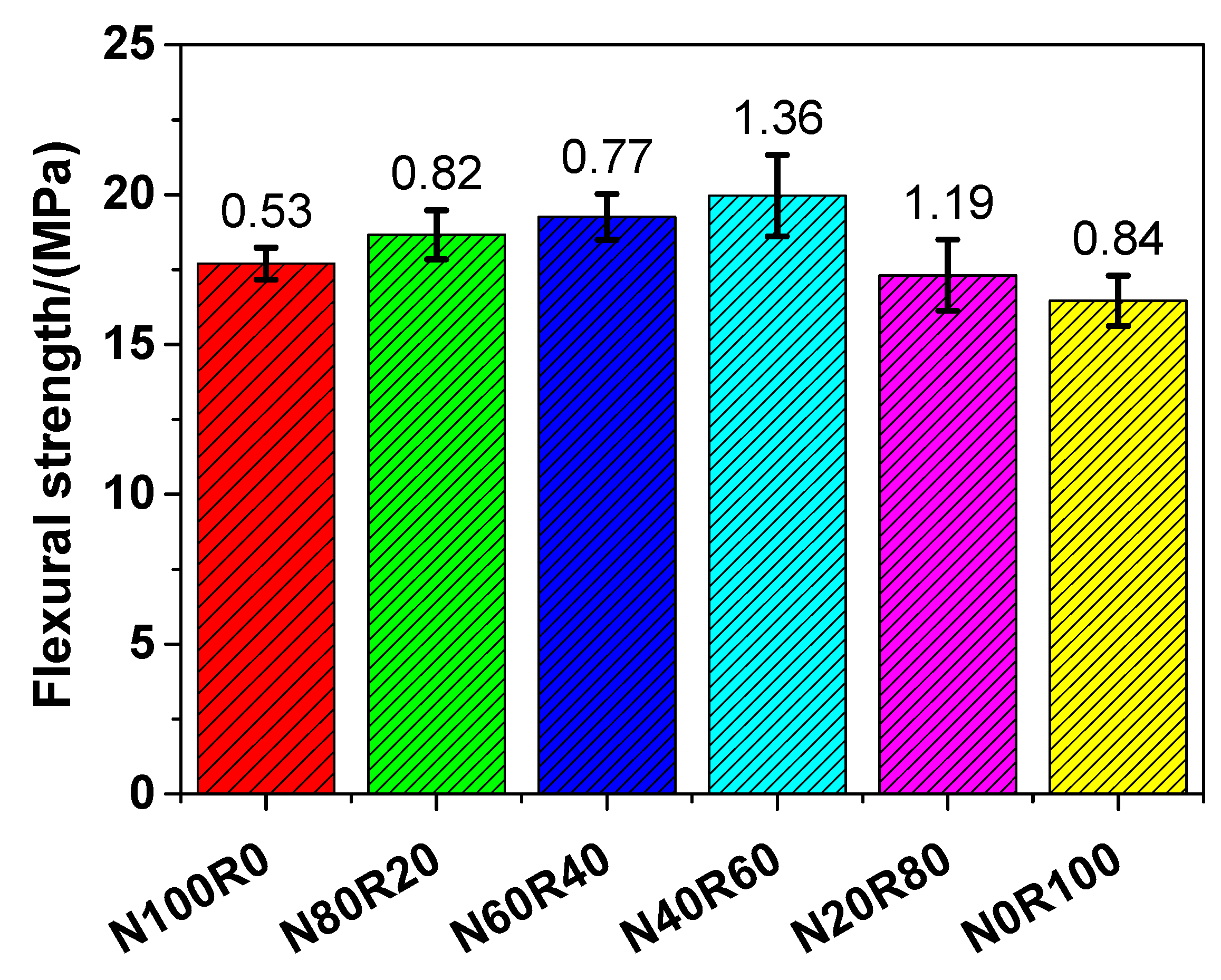
- The four-point flexural strength of UHPC with fine RCA was in the range of 16.64–19.97 MPa. When the replacement rate of fine RCA was 60 wt.%, the four-point flexural strength of UHPC (N40R60) reached the maximum value, which suggests that N40R60 had a 12.82% higher four-point flexural strength than that of N100R0.
- The Young’s modulus of UHPC with fine RCA was in the range of 43.66–49.94 GPa. When the replacement rate of fine RCA was 60 wt.%, the Young’s modulus of UHPC (N40R60) reached the maximum value, which indicates that N40R60 had a 3.40% higher Young’s modulus than that of N100R0.
- According to the linear packing model established in the work, the maximum packing density of mixed fine aggregates displayed a monotonic decreasing trend when the replacement percentage of fine RCA was increased.
- There were no steel fibre clusters detected in the specimens of UHPC, and an isotropic and homogenous distribution of steel fibres was obtained through the special mixing procedure in this work.
- The findings of N40R60 concluded in the paper indicated that the comprehensive performance of UHPC was improved due the addition of fine RCA and that using fine RCA to produce UHPC contributed to reducing natural resource and energy consumption.
Author Contributions
Funding
Conflicts of Interest
References
- Marinković, S.; Dragaš, J.; Ignjatović, I.; Tošić, N. Environmental assessment of green concretes for structure use. J. Clean. Prod. 2017, 154, 633–649. [Google Scholar] [CrossRef]
- Jiang, J.; Zhou, W.; Gao, Y.; Wang, L.; Wang, F.; Chu, H.; Xu, G.; Vandevyvere, B.; Sierens, Z.; Li, J. Feasibility of manufacturing ultra-high performance cement-based composites (UHPCCs) with recycled sand: A preliminary study. Waste Manag. 2019, 83, 104–112. [Google Scholar] [CrossRef] [PubMed]
- Beumer, C.; Figge, L.; Elliott, J. The sustainability of globalisation: Including the ‘social robustness criterion’. J. Clean. Prod. 2018, 179, 704–715. [Google Scholar] [CrossRef]
- Xu, G.; Shen, W.; Zhang, B.; Li, Y.; Ji, X.; Ye, Y. Properties of recycled aggregate concrete prepared with scattering-filling coarse aggregate process. Cem. Concr. Compos. 2018, 93, 19–29. [Google Scholar] [CrossRef]
- Brand, A.S.; Roesler, J.R.; Salas, A. Initial moisture and mixing effects on higher quality recycled coarse aggregate concrete. Constr. Build. Mater. 2015, 79, 83–89. [Google Scholar] [CrossRef]
- Kumar, B.M.V.; Ananthan, H.; Balaji, K.V.A. Experimental studies on utilization of coarse and finer fractions of recycled concrete aggregates in self compacting concrete mixes. J. Build. Eng. 2017, 9, 100–108. [Google Scholar] [CrossRef]
- Yang, J.; Du, Q.; Bao, Y. Concrete with recycled concrete aggregate and crushed clay bricks. Constr. Build. Mater. 2011, 25, 1935–1945. [Google Scholar] [CrossRef]
- Gomes, M.; de Brito, J. Structural concrete with incorporation of coarse recycled concrete and ceramic aggregates: Durability performance. Mater Struct. 2009, 42, 663–675. [Google Scholar] [CrossRef]
- Khalaf, F.M.; DeVenny, A.S. Properties of new and recycled clay brick aggregates for use in concrete. J. Mater. Civ. Eng. 2005, 17, 456–464. [Google Scholar] [CrossRef]
- Cachim, P.B. Mechanical properties of brick aggregate concrete. Constr. Build. Mater. 2009, 23, 1292–1297. [Google Scholar] [CrossRef]
- De Brito, J.; Pereira, A.S.; Correia, J.R. Mechanical behaviour of non-structural concrete made with recycled ceramic aggregates. Cem. Concr. Compos. 2005, 27, 429–433. [Google Scholar] [CrossRef]
- Verian, K.P.; Ashraf, W.; Cao, Y. Properties of recycled concrete aggregate and their influence in new concrete production. Res. Conserv. Recycl. 2018, 133, 30–49. [Google Scholar] [CrossRef]
- Kisku, N.; Joshi, H.; Ansari, M.; Panda, S.K.; Nayak, S.; Dutta, S.C. A critical review and assessment for usage of recycled aggregate as sustainable construction material. Constr. Build. Mater. 2017, 131, 721–740. [Google Scholar] [CrossRef]
- Silva, R.V.; de Brito, J.; Dhir, R.K. Establishing a relationship between modulus of elasticity and compressive strength of recycled aggregate concrete. J. Clean. Prod. 2016, 112, 2171–2186. [Google Scholar] [CrossRef]
- Mukharjee, B.B.; Barai, S.V. Influence of incorporation of nano-silica and recycled aggregates on compressive strength and microstructure of concrete. Constr. Build. Mater. 2014, 71, 570–578. [Google Scholar] [CrossRef]
- Exteberria, M.; Vazquez, E.; Mari, A.; Barra, M. Influence of amount of recycled coarse aggregates and production process on properties of recycled aggregate concrete. Cem. Conc. Res. 2007, 37, 735–742. [Google Scholar]
- Thomas, J.; Thaickavil, N.N.; Wilson, P.M. Strength and durability of concrete containing recycled concrete aggregates. J. Build. Eng. 2018, 19, 349–365. [Google Scholar] [CrossRef]
- Verma, S.K.; Ashish, D.K. Mechanical behavior of concrete comprising successively recycled concrete aggregates. Adv. Conc. Const. 2017, 5, 303–311. [Google Scholar]
- Saha, S.; Rajasekaran, C. Mechanical properties of recycled aggregate concrete produced with Portland Pozzolana cement. Adv. Concr. Constr. 2016, 4, 27–35. [Google Scholar]
- Tabsh, S.W.; Abdelfatah, A.S. Influence of recycled concrete aggregates on strength properties of concrete. Constr. Build. Mater. 2009, 23, 1163–1167. [Google Scholar] [CrossRef]
- Rao, M.C.; Bhattacharyya, S.K.; Barai, S.V. Influence of field recycled coarse aggregate on properties of concrete. Mater. Struct. 2011, 44, 205–220. [Google Scholar]
- Xiao, J.; Li, W.; Fan, Y.; Huang, X. An overview of study on recycled aggregate concrete in China (1996–2011). Constr. Build. Mater. 2012, 31, 364–383. [Google Scholar] [CrossRef]
- Limbachiya, M.C.; Leelawat, T.; Dhir, R.K. Use of recycled concrete aggregate in high-strength concrete. Mater. Struct. 2000, 33, 574–580. [Google Scholar] [CrossRef]
- Guo, H.; Shi, C.; Guan, X.; Zhu, J.; Ding, Y.; Ling, T.C.; Zhang, H.; Wang, Y. Durability of recycled aggregate concrete—A review. Cem. Concr. Compos. 2018, 89, 251–259. [Google Scholar] [CrossRef]
- Limbachiya, M.C.; Meddah, M.S.; Ouchagour, Y. Use of recycled concrete aggregate in fly-ash concrete. Constr. Build. Mater. 2012, 27, 439–449. [Google Scholar] [CrossRef]
- Sim, J.; Park, C. Compressive strength and resistance to chloride ion penetration and carbonation of recycled aggregate concrete with varying amount of fly ash and fine recycled aggregate. Waste Manag. 2011, 31, 2352–2360. [Google Scholar] [CrossRef] [PubMed]
- Saravanakumar, P.; Dhinakaran, G. Durability characteristics of recycled aggregate concrete. Struct. Eng. Mech. 2013, 47, 701–711. [Google Scholar] [CrossRef]
- Pereira, P.; Evangelista, L.; de Brito, J. The effect of superplasticizers on the mechanical performance of concrete made with fine recycled concrete aggregates. Cem. Concr. Compos. 2012, 34, 1044–1052. [Google Scholar] [CrossRef]
- Thomas, C.; Setien, J.; Polanco, J.A.; Alaejos, P.; Sanchez, M. Durability of recycled aggregate concrete. Constr. Build. Mater. 2013, 40, 1054–1065. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Long-term mechanical and durability properties of recycled aggregate concrete prepared with the incorporation of fly ash. Cem. Concr. Compos. 2013, 37, 12–19. [Google Scholar] [CrossRef]
- Kanellopoulos, A.; Nicolaides, D.; Petrou, M.F. Mechanical and durability properties of concretes containing recycled lime powder and recycled aggregates. Constr. Build. Mater. 2014, 53, 253–259. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Enhancing the durability properties of concrete prepared with coarse recycled aggregate. Constr. Build. Mater. 2012, 35, 69–76. [Google Scholar] [CrossRef]
- Wang, H.; Sun, X.; Wang, J.; Monteiro, P.J.M. Permeability of concrete with recycled concrete aggregate and pozzolanic materials under stress. Materials 2016, 9, 252. [Google Scholar] [CrossRef] [PubMed]
- Pradhan, S.; Kumar, S.; Barai, S.V. Recycled aggregate concrete: Particle Packing Method (PPM) of mix design approach. Constr. Build. Mater. 2017, 152, 269–284. [Google Scholar] [CrossRef]
- Ho, H.L.; Huang, R.; Lin, W.T.; Cheng, A. Pore-structures and durability of concrete containing pre-coated fine recycled mixed aggregates using pozzolan and polyvinyl alcohol materials. Constr. Build. Mater. 2018, 160, 278–292. [Google Scholar] [CrossRef]
- Awoyera, P.O.; Akinmusuru, J.O.; Dawson, A.R.; Ndambuki, J.M.; Thom, N.H. Microstructural characteristics, porosity and strength development in ceramic-laterized concrete. Cem. Concr. Compos. 2018, 86, 224–237. [Google Scholar] [CrossRef]
- Wang, R.; Gao, X.; Huang, H.; Han, G. Influence of rheological properties of cement mortar on steel fiber distribution in UHPC. Constr. Build. Mater. 2017, 144, 65–73. [Google Scholar] [CrossRef]
- ASTM C 230/C 230M. Standard Specification for Flow Table for Use in Tests of Hydraulic Cement; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Meng, W.; Valipour, M.; Khayat, K.H. Optimization and performance of cost-effective ultra-high performance concrete. Mater. Struct. 2017, 50, 29. [Google Scholar] [CrossRef]
- Meng, W.; Khayat, K.H. Effect of graphite nanoplatelets and carbon nanofibers on rheology, hydration, shrinkage, mechanical properties, and microstructure of UHPC. Cem. Conc. Res. 2018, 105, 64–71. [Google Scholar] [CrossRef]
- Standard for Test Method of Mechanical Properties on Ordinary Concrete; GB/T 50081-2002; Ministry of Construction of the People’s Republic of China: Beijing, China, 2002. (In Chinese)
- Guidelines for Design, Construction and Production Control of Fiber Reinforced Concrete Structures; CNR-DT 204; National Research Council of Italy: Rome, Italy, 2007.
- Savino, V.; Lanzoni, L.; Tarantino, A.M.; Viviani, M. Simple and effective models to predict the compressive and tensile strength of HPFRC as the steel fiber content and type changes. Compos. Part B Eng. 2018, 137, 153–162. [Google Scholar] [CrossRef]
- Mefteh, H.; Kebaili, O.; Oucief, H.; Berredjem, L.; Arabi, N. Influence of moisture conditioning of recycled aggregates on the properties of fresh and hardened concrete. J. Clean. Prod. 2013, 54, 282–288. [Google Scholar] [CrossRef]
- Wang, W.; Liu, Y.; Jiang, L.; Zhao, L.; Li, Z. Effect of physical properties of recycled coarse aggregate on the mechanical properties of recycled aggregate thermal insulation concrete (RATIC). Constr. Build. Mater. 2018, 180, 229–238. [Google Scholar] [CrossRef]
- Andal, J.; Shehata, M.; Zacarias, P. Properties of concrete containing recycled concrete aggregate of preserved quality. Constr. Build. Mater. 2016, 125, 842–855. [Google Scholar] [CrossRef]
- Evangelista, L.; de Brito, J. Concrete with fine recycled aggregates: A review. Eur. J. Environ. Civ. Eng. 2014, 18, 129–172. [Google Scholar] [CrossRef]
- Faleschini, F.; Jimenez, C.; Barra, M.; Aponte, D.; Vazquez, E.; Pellegrino, C. Rheology of fresh concretes with recycled aggregates. Constr. Build. Mater. 2014, 73, 407–416. [Google Scholar] [CrossRef]
- Bizinotto, M.B.; Faleschini, F.; Fernández, C.G.J.; Hernández, D.F.A. Effects of chemical admixtures on the rheology of fresh recycled aggregate concretes. Constr. Build. Mater. 2017, 151, 353–362. [Google Scholar] [CrossRef]
- Gómez-Soberón, J.M.V. Porosity of recycled concrete with substitution of recycled concrete aggregate: An experimental study. Cem. Conc. Res. 2002, 32, 1301–1311. [Google Scholar] [CrossRef]
- Jiang, J.; Feng, T.; Chu, H.; Wu, Y.; Wang, F.; Zhou, W.; Wang, Z. Quasi-static and dynamic mechanical properties of eco-friendly ultra-high performance concrete containing aeolian sand. Cem. Concr. Compos. 2019, 97, 369–378. [Google Scholar] [CrossRef]
- Soliman, N.A.; Tagnit-Hamou, A. Using glass sand as an alternative for quartz sand in UHPC. Constr. Build. Mater. 2017, 145, 243–252. [Google Scholar] [CrossRef]
- Ferdosian, I.; Camões, A. Eco-efficient ultra-high performance concrete development by means of response surface methodology. Cem. Concr. Compos. 2017, 84, 146–156. [Google Scholar] [CrossRef]
- Chu, H.Y.; Ge, X.; Jiang, J.Y.; Tang, J.; Zhang, Z. Mechanical properties and ablation behaviour of nuclear sacrificial materials containing graphene sulfonate nanosheets. Constr. Build. Mater. 2018, 191, 69–79. [Google Scholar] [CrossRef]
- Chu, H.Y.; Jiang, J.Y.; Sun, W.; Zhang, M. Effects of graphene sulfonate nanosheets on mechanical and thermal properties of sacrificial concrete during high temperature exposure. Cem. Concr. Compos. 2017, 82, 252–264. [Google Scholar] [CrossRef]
- Chu, H.; Jiang, J.; Sun, W.; Zhang, M. Thermal behavior of siliceous and ferro-siliceous sacrificial concrete subjected to elevated temperatures. Mater. Des. 2016, 95, 470–480. [Google Scholar] [CrossRef]
- Chu, H.; Jiang, J.; Sun, W.; Zhang, M. Mechanical and physicochemical properties of ferro-siliceous concrete subjected to elevated temperatures. Constr. Build. Mater. 2016, 122, 743–752. [Google Scholar] [CrossRef]
- Yoo, D.Y.; Kim, S.; Kim, M.J. Comparative shrinkage behavior of ultra-high-performance fiber-reinforced concrete under ambient and heat curing conditions. Constr. Build. Mater. 2018, 162, 406–419. [Google Scholar] [CrossRef]
- Wang, J.Y.; Guo, J.Y. Damage investigation of ultra high performance concrete under direct tensile test using acoustic emission techniques. Cem. Concr. Compos. 2018, 88, 17–28. [Google Scholar] [CrossRef]
- Su, Y.; Wu, C.; Li, J.; Li, Z.X.; Li, W. Development of novel ultra-high performance concrete: From material to structure. Constr. Build. Mater. 2017, 135, 517–528. [Google Scholar] [CrossRef]
- Alsalman, A.; Dang, C.N.; Prinz, G.S.; Hale, W.M. Evaluation of modulus of elasticity of ultra-high performance concrete. Constr. Build. Mater. 2017, 153, 918–928. [Google Scholar] [CrossRef]
- Dimitriou, G.; Savva, P.; Petrou, M.F. Enhancing mechanical and durability properties of recycled aggregate concrete. Constr. Build. Mater. 2018, 158, 228–235. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Cement | Silica Fume | Fly Ash |
|---|---|---|---|
| Chemical Composition | (wt.%) | ||
| CaO | 63.50 | 0.85 | 8.07 |
| SiO2 | 21.30 | 95.23 | 48.54 |
| Al2O3 | 4.90 | 0.96 | 31.35 |
| Fe2O3 | 3.52 | 0.79 | 5.24 |
| MgO | 0.95 | 0.81 | 2.53 |
| SO3 | 1.84 | 1.36 | 1.27 |
| K2O | 0.82 | 1.58 | |
| Na2O | 1.42 | ||
| Loss on ignition | 3.17 | ||
| Physical properties | |||
| Specific gravity | 3.15 | 2.24 | 2.55 |
| Specific surface (m2/kg) | 349.8 | 2.65 × 104 | |
| 28d Compressive strength (MPa) | 63.6 | ||
| Mixture | N100R0 | N80R20 | N60R40 | N40R60 | N20R80 | N0R100 |
|---|---|---|---|---|---|---|
| Cement | 648 | 648 | 648 | 648 | 648 | 648 |
| Fly ash | 324 | 324 | 324 | 324 | 324 | 324 |
| Silica fume | 108 | 108 | 108 | 108 | 108 | 108 |
| NRS | 1188 | 950.4 | 712.8 | 475.2 | 237.6 | 0 |
| RCA | 0 | 237.6 | 475.2 | 712.8 | 950.4 | 1188 |
| Water | 194.4 | 194.4 | 194.4 | 194.4 | 194.4 | 194.4 |
| Water reducer | 21.6 | 21.6 | 21.7 | 21.9 | 22.0 | 22.3 |
| Steel fiber | 196 | 196 | 196 | 196 | 196 | 196 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, L.; Huang, L.; Ding, H. Rheological and Mechanical Properties of Ultra-High-Performance Concrete Containing Fine Recycled Concrete Aggregates. Materials 2019, 12, 3717. https://doi.org/10.3390/ma12223717
Yu L, Huang L, Ding H. Rheological and Mechanical Properties of Ultra-High-Performance Concrete Containing Fine Recycled Concrete Aggregates. Materials. 2019; 12(22):3717. https://doi.org/10.3390/ma12223717
Chicago/Turabian StyleYu, Lanzhen, Lili Huang, and Hui Ding. 2019. "Rheological and Mechanical Properties of Ultra-High-Performance Concrete Containing Fine Recycled Concrete Aggregates" Materials 12, no. 22: 3717. https://doi.org/10.3390/ma12223717
APA StyleYu, L., Huang, L., & Ding, H. (2019). Rheological and Mechanical Properties of Ultra-High-Performance Concrete Containing Fine Recycled Concrete Aggregates. Materials, 12(22), 3717. https://doi.org/10.3390/ma12223717