Effect of Centrifugal Shot Peening on the Surface Properties of Laser-Cut C45 Steel Parts



Abstract
1. Introduction
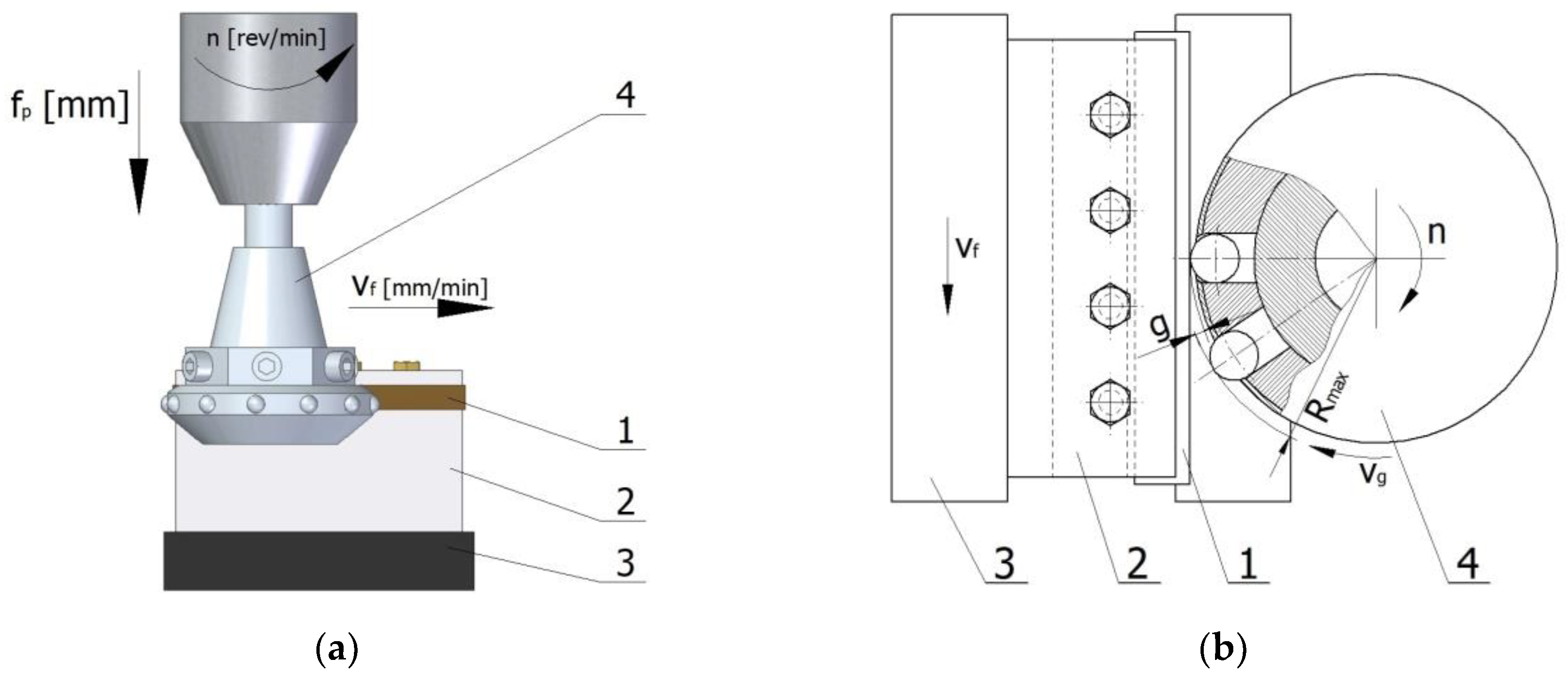
2. Materials and Methods
- —maximum microhardness of the surface layer after centrifugal shot peening,
- —microhardness before shot peening.
3. Results
3.1. Surface Roughness
3.2. Microstructure and Microhardness
3.3. XRD Tests
3.4. Residual Stress
4. Conclusions
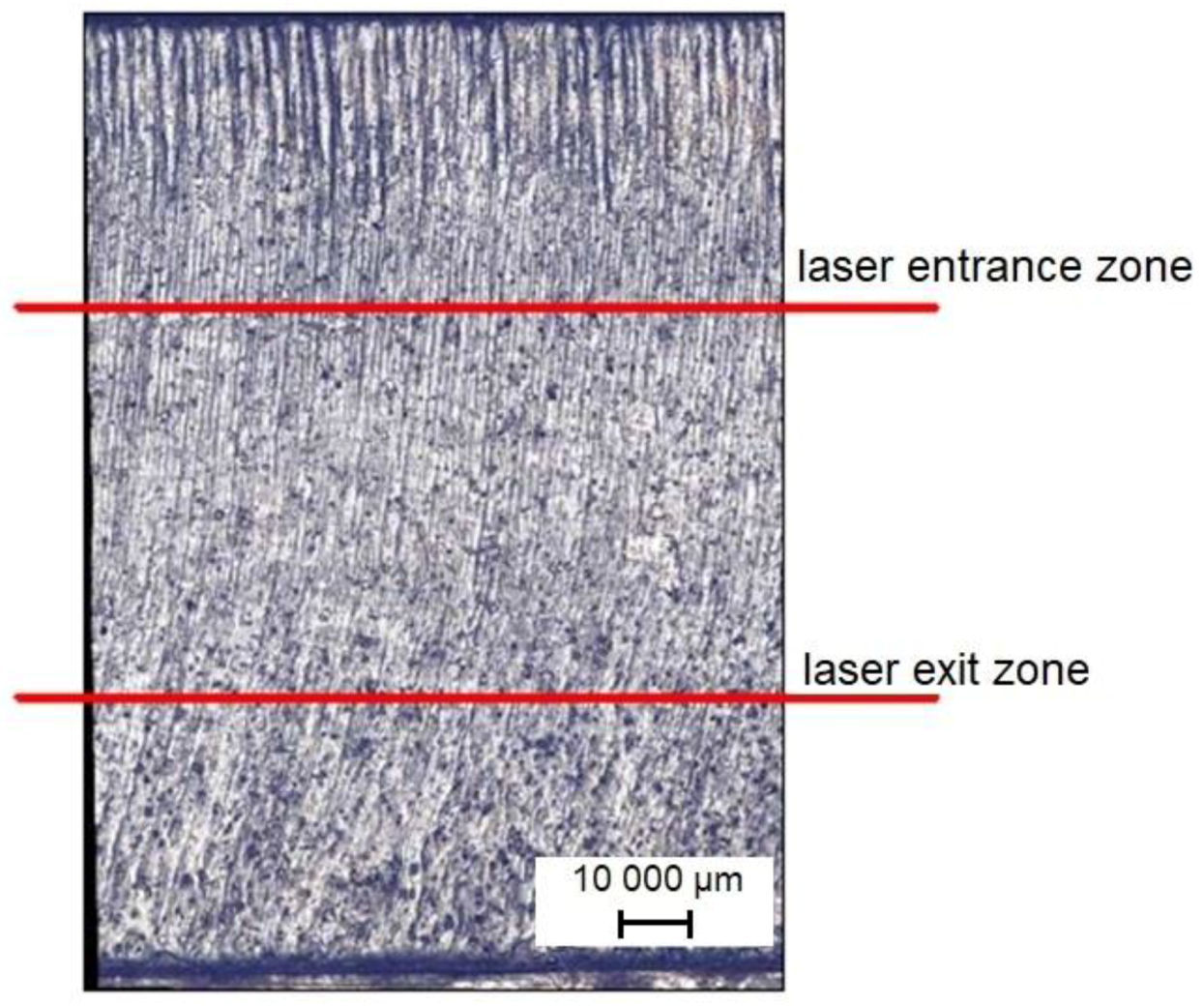
- The use of centrifugal shot peening for finish machining of laser-cut C45 steel parts allowed for obtaining a four-fold reduction in the surface roughness parameters Ra and Rz. Centrifugal shot peening diminished the differences in Ra and Rz between the beam entrance zone and the beam exit zone.
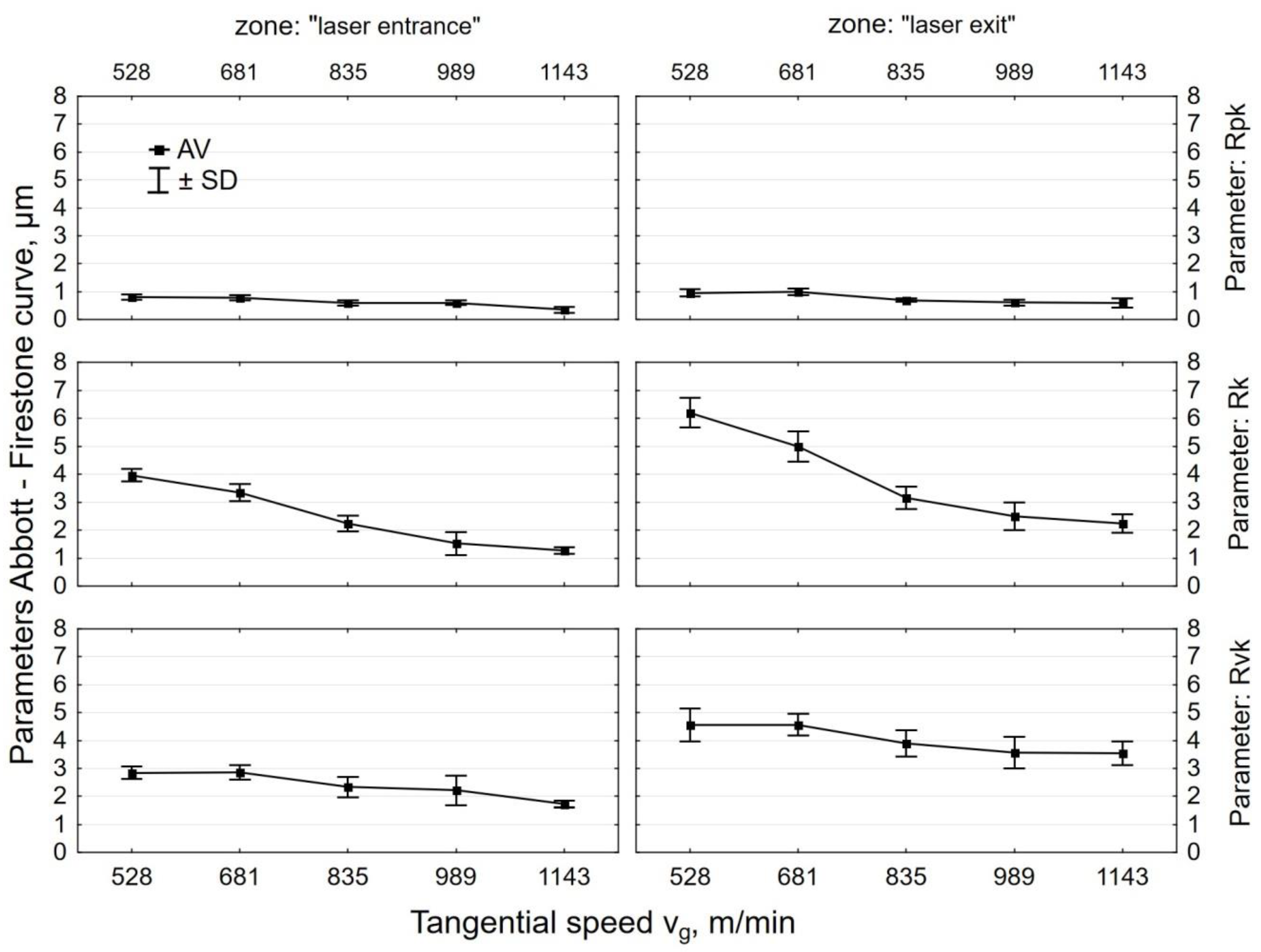
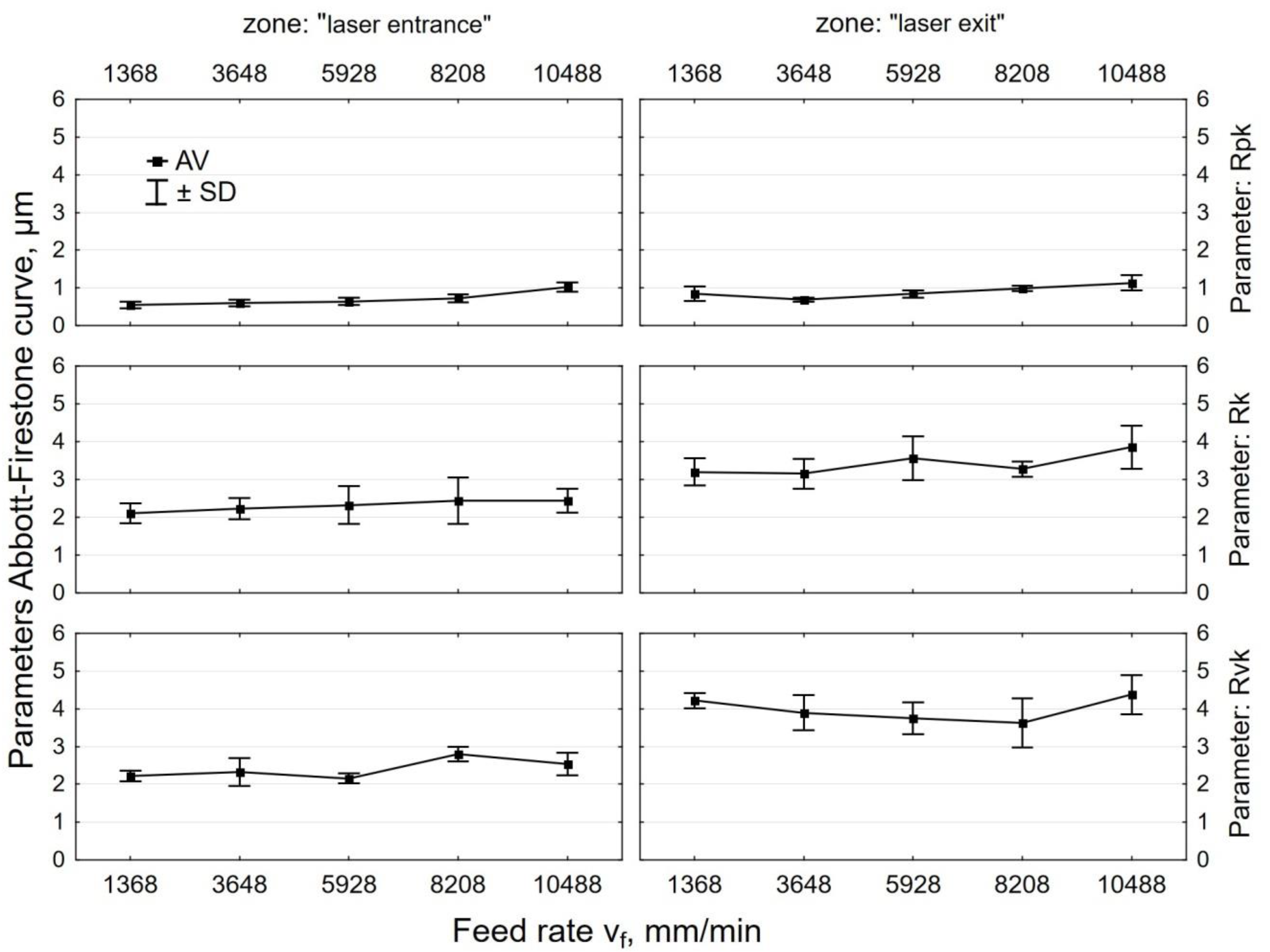
- An increase in the tangential speed of the tool vg resulted in a decrease in roughness parameters, while an increase in feed rate vf had the opposite effect, with the changes being more pronounced for the variable vg.
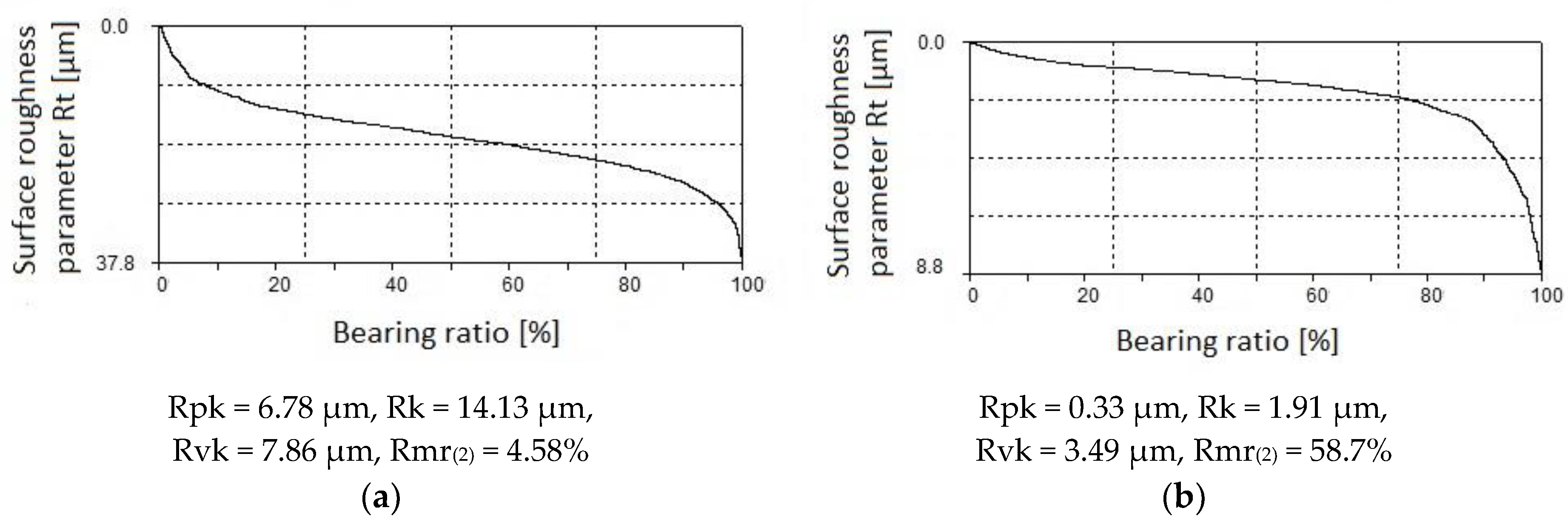
- Centrifugal shot peening allowed for changing the nature of the bearing curve from a degressive–progressive curve to a degressive curve. A significant decline in Rpk, Rk, and Rvk parameters was observed as compared to the values that were obtained after laser cutting.
- Centrifugal shot peening resulted in an up to 14-fold increase in the material ratio of the roughness profile as compared to the value obtained after laser cutting.
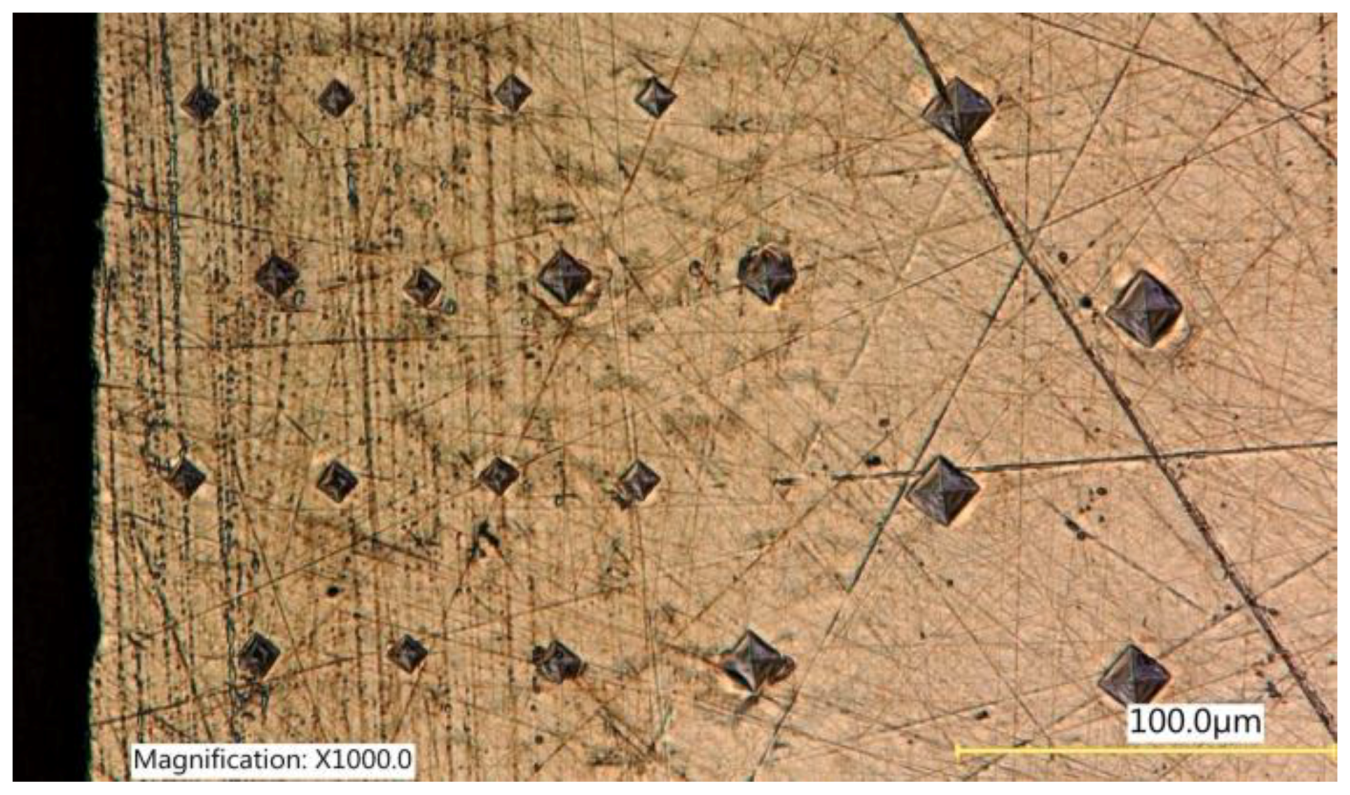
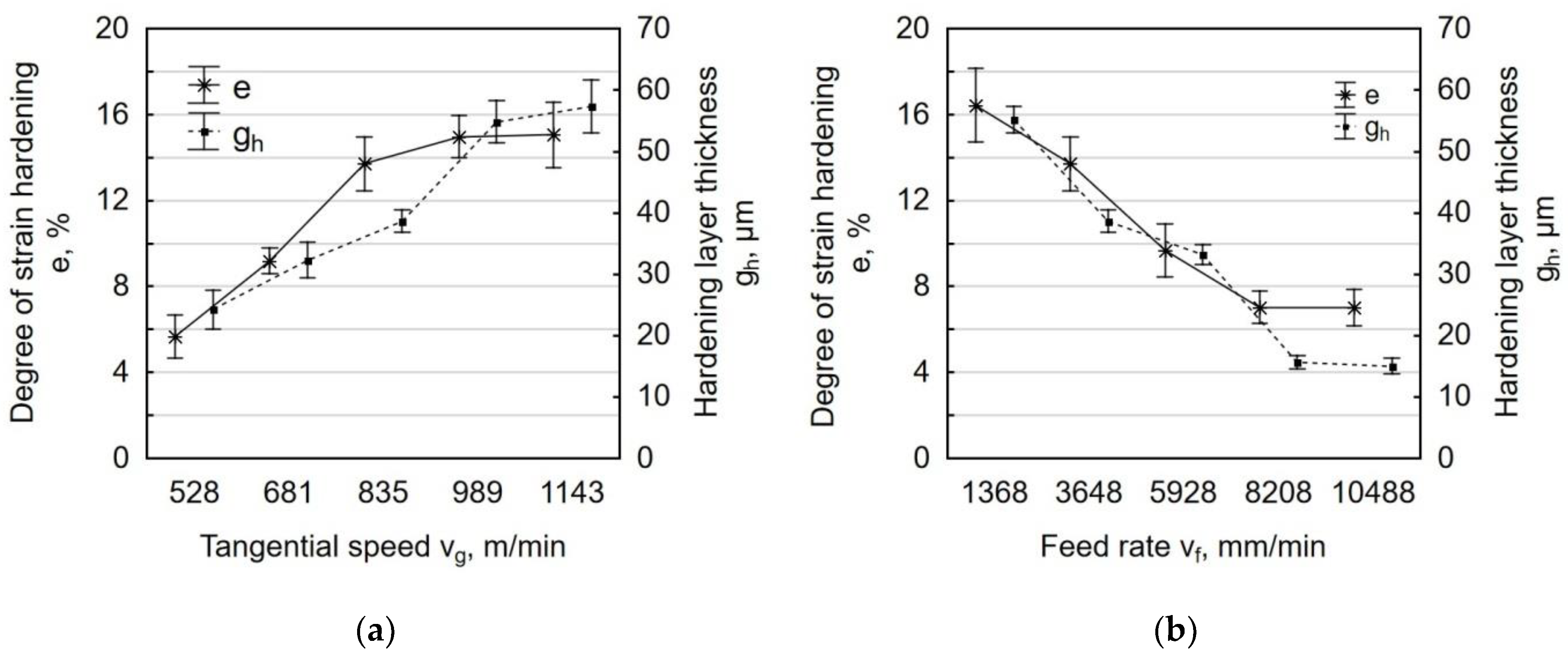
- Peened workpieces had an up to 16% higher microhardness (vg = 835 m/min, vf = 1365 mm/min) and a 15 μm to 58 μm deep hardened layer.
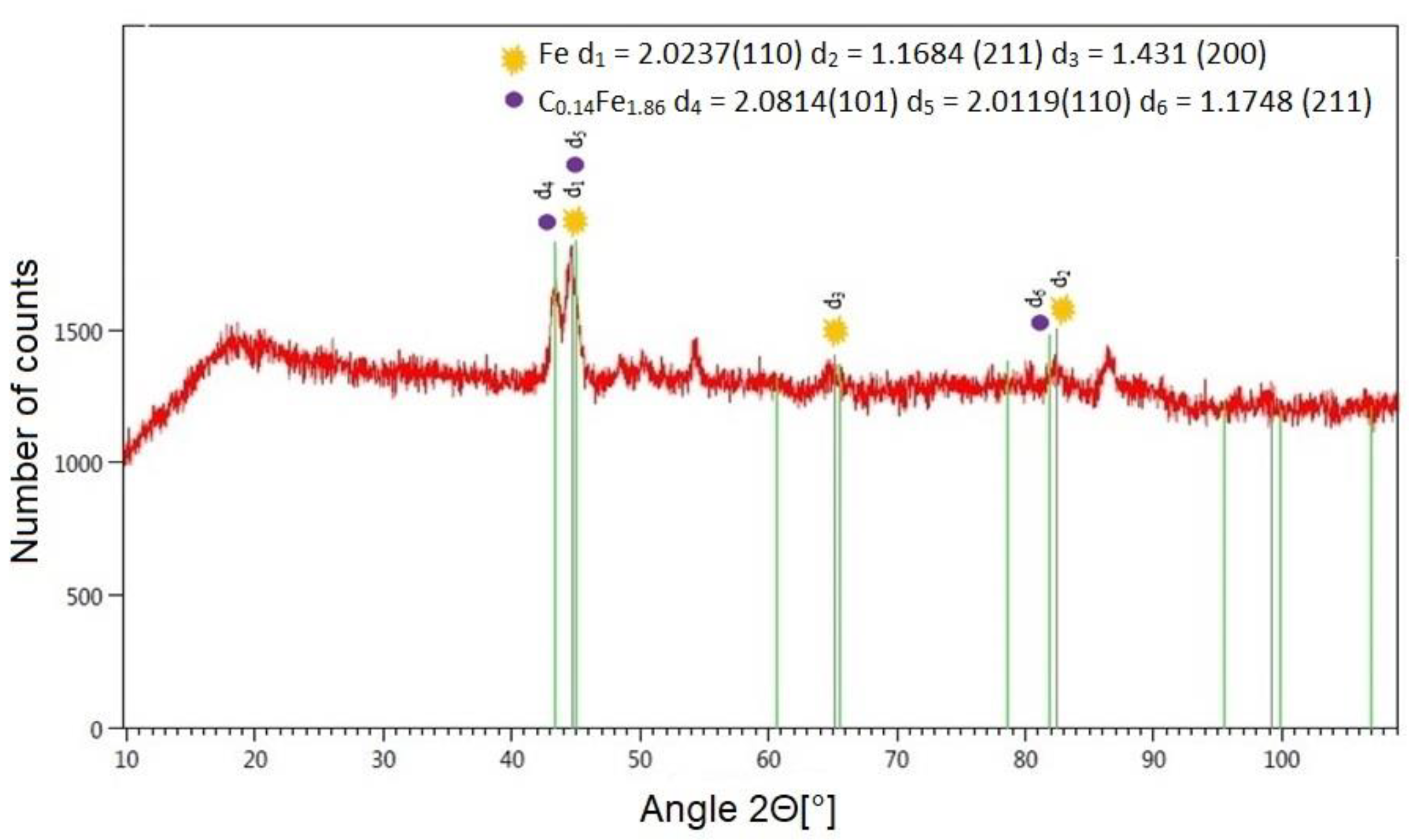
- As the surface of a workpiece was impacted by shot during centrifugal shot peening, oxide phases, which are combustion products, were blasted off and sheared off the surface, which caused the removal of Fe3O4, Fe2O3, and Fe0.9 oxides.
- In the surface layer of the specimens, compressive residual stresses were formed during centrifugal shot peening, whose absolute maximum value varied from 450 MPa to 740 MPa. The stresses resided at a depth of 0.25–0.40 mm, depending on the technological parameters of the peening process.
- As the tangential speed of the peening head vg grew to 835 m/min, an increase was observed in the absolute value of compressive residual stresses and the depth of their accumulation; a further increase in tangential speed only increased the depth of the occurrence of compressive residual stresses. An increase in feed rate vf caused a decrease in the absolute value of compressive residual stresses, but it did not significantly affect the depth of accumulation of residual stresses.
- The results of the centrifugal shot peening experiments demonstrate that this cold working method can be successfully used with CNC machine tools. The CNC machine tools are equipped with control systems that can be used to guide the tool along a designated path, which allows for processing parts with complex shapes.
Author Contributions
Funding
Conflicts of Interest
References
- Boujelbene, M. Influence of the CO2 laser cutting process parameters on the Quadratic Mean Roughness Rq of the low carbon steel. Procedia Manuf. 2018, 20, 259–264. [Google Scholar] [CrossRef]
- Cekic, A.; Begic-Hajdarevic, D. Definition of Mathematical Models of High-alloyed Steel 1.4828 in CO2 Laser Cutting. Procedia Eng. 2015, 100, 435–444. [Google Scholar] [CrossRef][Green Version]
- Powell, J. Laser Cutting; Springer: London, UK, 1993. [Google Scholar]
- Pocorni, J.; Powell, J.; Deichsel, E.; Frostevarg, J.; Kaplan, A.F.H. Fibre laser cutting stainless steel: Fluid dynamics and cut front morphology. Opt. Laser Technol. 2017, 87, 87–93. [Google Scholar] [CrossRef]
- Scintilla, L.D.; Tricarico, L. Estimating cutting front temperature difference in disk and CO2 laser beam fusion cutting. Opt. Laser Technol. 2012, 44, 1468–1479. [Google Scholar] [CrossRef]
- Jarosz, K.; Löschner, P.; Niesłony, P. Effect of cutting speed on surface quality and heat-affected zone in laser cutting of 316L stainless steel. Procedia Eng. 2016, 149, 155–162. [Google Scholar] [CrossRef]
- Riveiro, A.; Quintero, F.; Del Val, J.; Boutinguiza, M.; Wallerstein, D.; Comesaña, R.; Lusquiños, F.; Pou, J. Laser cutting of aluminium alloy Al-2024-T3. Procedia Manuf. 2017, 13, 396–401. [Google Scholar] [CrossRef]
- Hasçalik, A.; Ay, M. CO2 laser cut quality of Inconel 718 nickel–based superalloy. Opt. Laser Technol. 2013, 48, 554–564. [Google Scholar] [CrossRef]
- Leone, C.; Genna, S. Heat affected zone extension in pulsed Nd: YAG laser cutting of CFRP. Compos. Part B 2018, 140, 174–182. [Google Scholar] [CrossRef]
- Patidar, D.; Rana, R.S. The effect of CO2 laser cutting parameter on Mechanical and Microstructural characteristics of high strength steel-a review. Mater. Today Proc. 2018, 5, 17753–17762. [Google Scholar] [CrossRef]
- Yilbas, B.S. Laser cutting of thick sheet metals: Effects of cutting parameters on kerf size variations. J. Mater. Proc. Technol. 2008, 201, 285–290. [Google Scholar] [CrossRef]
- Rajaram, N.; Sheikh-Ahmad, J.; Cheraghi, S.H. CO2 laser cut quality of 4130 steel. Int. J. Mach. Tool Manuf. 2003, 43, 351–358. [Google Scholar] [CrossRef]
- Yilbas, B.S.; Arif, A.F.M.; Abdul Aleem, B.J. Laser cutting of sharp edge: Thermal stress analysis. Opt. Lasers Eng. 2010, 48, 10–19. [Google Scholar] [CrossRef]
- Steen, W.M. Laser Material Processing; Springer: London, UK, 2003. [Google Scholar]
- Kannatey-Asibu, E., Jr. Principles of Laser Materials Processing; John Wiley & Sons: New Jersey, NJ, USA, 2009. [Google Scholar]
- Leszczyńska-Madej, B.; Richert, M.; Sak, T. Effect of unconventional methods of cutting on microstructure, topography and microhardness changes in steel. Metall. Foundry Eng. 2012, 38, 109–115. [Google Scholar] [CrossRef][Green Version]
- Boujelbene, M.; Alghamdi, A.S.; Miraoui, I.; Bayraktar, E.; Gazbar, M. Effects of the laser cutting parameters on the micro-hardness and on the heat affected zone HAZ of the mi-hardened steel. Int. J. Adv. Appl. Sci. 2017, 4, 19–25. [Google Scholar] [CrossRef]
- Grum, J.; Zuljan, D. Analysis of heat effects in laser cutting of steels. J. Mater. Eng. Perform. 1996, 5, 526–537. [Google Scholar] [CrossRef]
- Iordanova, I.; Antonov, V.; Gurkovsky, S. Changes of microstructure and mechanical properties of cold-rolled low carbon steel due to its surface treatment by Nd: Glass pulsed laser. Surf. Coat. Technol. 2002, 153, 267–275. [Google Scholar] [CrossRef]
- Salem, H.G.; Mansour, M.S.; Badr, Y.; Abbas, W.A. CW Nd: YAG laser cutting of ultra low carbon steel thin sheets using O2 assist gas. J. Mater. Process. Technol. 2008, 196, 64–72. [Google Scholar] [CrossRef]
- Keles, O.; Oner, U. A study of the laser cutting process: Influence of laser power and cutting speed on cut quality. Lasers Eng. 2010, 20, 319–327. [Google Scholar]
- Popov, E.V.; Kovalev, V.G.; Shubin, I.N. Technology and Automation of Stamping; MGTU: Moscow, Russia, 2003. (In Russian) [Google Scholar]
- Razumov, M.S.; Zubkov, N.S.; Afanas’eva, L.E. Effect of diamond smoothening on the structure and properties of the deposited metal in the laser-affected zone. Laser Treat. 2009, 51, 606–609. [Google Scholar] [CrossRef]
- Skoczylas, A. Geometric structure of the C45 steel surface after centrifugal burnishing and perpendicular shot peening. Adv. Sci. Technol. Res. J. 2018, 12, 20–28. [Google Scholar] [CrossRef]
- Kułakowska, A.; Kukielka, L.; Kukielka, K.; Malag, L.; Patyk, R.; Bohdal, L. Possibilty of steering of products surface layer properties in burnishing rolling process. Appl. Mech. Mater. 2014, 474, 442–447. [Google Scholar] [CrossRef]
- Korzynski, M.; Pacana, A. Centreless burnishing and influence of its parameters on machining effects. J. Mater. Process. Technol. 2010, 210, 1217–1223. [Google Scholar] [CrossRef]
- Galda, L.; Sep, J.; Prucnal, S. The effect of dimples geometry in the sliding surface on the tribological properties under starved lubrication conditions. Tribol. Int. 2016, 99, 77–84. [Google Scholar] [CrossRef]
- Rudawska, A.; Reszka, M.; Warda, M.; Miturska, I.; Szabelski, J.; Stancekova, D.; Skoczylas, A. Milling as a method of surface pre-treatment of steel for adhesive bonding. J. Adhes. Sci. Technol. 2016, 30, 2619–2636. [Google Scholar] [CrossRef]
- Kwiatkowski, M.; Kłonica, M.; Kuczmaszewski, J.; Satho, S. Comparative analysis of energetic properties of Ti6Al4V titanium and EN-AW-2017A(PA6) aluminum alloy surface layers for an adhesive bonding application. Ozone Sci. Eng. 2013, 35, 220–228. [Google Scholar] [CrossRef]
- Matuszak, J.; Zaleski, K. Analysis of deburring effectiveness and surface layer properties around edges of workpieces made of 7075 aluminium alloy. Aircr. Eng. Aerosp. Technol. 2018, 90, 515–523. [Google Scholar] [CrossRef]
- Nadolny, K.; Plichta, J.; Radowski, M. Reciprocal internal cylindrical grinding integrated with dynamic centrifugal burnishing of hard-to-cut materials. Proceed. Inst. Mech. Eng. Part. E J. Process. Mech. Eng. 2015, 229, 265–279. [Google Scholar] [CrossRef]
- Wiertel, M.; Zaleski, K.; Gorgol, M.; Skoczylas, A.; Zaleski, R. Impact of impulse shot peening parameters on properties of stainless steel surface. Acta Phys. Pol. A 2017, 132, 1611–1615. [Google Scholar] [CrossRef]
- Zaleski, R.; Zaleski, K.; Gorgol, M.; Wiertel, M. Positron annihilation study of aluminum, titanium, and iron alloys surface after shot peening. Appl. Phys. A Mater. Sci. Process. 2015, 120, 551–559. [Google Scholar] [CrossRef]
- Kubit, A.; Bucior, M.; Zielecki, W.; Stachowicz, F. The impact of heat treatment and shot peening on the fatigue strength of 51CrV4 steel. Procedia Struct. Integr. 2016, 2, 3330–3336. [Google Scholar] [CrossRef]
- Zaleski, K. The effect of vibratory and rotational shot peening and wear on fatigue life of steel. Eksploatacja I Niezawodnosc Maintenance Reliability. 2017, 19, 102–107. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition, (%) | ||||||||
|---|---|---|---|---|---|---|---|---|
| C | Mn | Si | P | S | Cr | Ni | Mo | Fe |
| 0.48 | 0.74 | 0.36 | 0.011 | 0.01 | 0.09 | 0.02 | 0.002 | rest |
| Yield point | Re = 430 MPa | |||||||
| Tensile strength | Rm = 740 MPa | |||||||
| Hardness | 250 HB | |||||||
| Number in the Base ICDD PDF–4+ | Chemical Formula | Lattice Parameters (nm) | Angles (°) |
|---|---|---|---|
| 04-009-8436 | Fe3O4 | a = b = c = 0.8403 | α = β = γ = 90° |
| 04-006-9058 | Fe2O3 | a = b = 0.5350 c = 1.3720 | α = β = 90° γ = 120° |
| 04-001-9267 | Fe0.9O | a = b = c = 0.4298 | α = β = γ = 90° |
| Number in the Base ICDD PDF–4+ | Chemical Formula | Lattice Parameters (nm) | Angles (°) |
|---|---|---|---|
| 04-002-1061 | Fe–α | a = b = c = 0.2862 | α = β = γ = 90° |
| 00-044-1289 | C0.14Fe1.86 | a = b = 0.2846 c = 0.3053 | α = β = γ = 90° |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Skoczylas, A.; Zaleski, K. Effect of Centrifugal Shot Peening on the Surface Properties of Laser-Cut C45 Steel Parts. Materials 2019, 12, 3635. https://doi.org/10.3390/ma12213635
Skoczylas A, Zaleski K. Effect of Centrifugal Shot Peening on the Surface Properties of Laser-Cut C45 Steel Parts. Materials. 2019; 12(21):3635. https://doi.org/10.3390/ma12213635
Chicago/Turabian StyleSkoczylas, Agnieszka, and Kazimierz Zaleski. 2019. "Effect of Centrifugal Shot Peening on the Surface Properties of Laser-Cut C45 Steel Parts" Materials 12, no. 21: 3635. https://doi.org/10.3390/ma12213635
APA StyleSkoczylas, A., & Zaleski, K. (2019). Effect of Centrifugal Shot Peening on the Surface Properties of Laser-Cut C45 Steel Parts. Materials, 12(21), 3635. https://doi.org/10.3390/ma12213635