Superior Strength and Ductility of In Situ Nano TiB2/Al–Cu–Mg Composites by Cold Rolling and Post-Aging Treatment

Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussions
- (i)
- During post-aging, the reduction of dislocation density due to the recovery can proceed simultaneously with the S-phase precipitation. This also has been considered to cause the decrease of the strength in the CR samples [5].
- (ii)
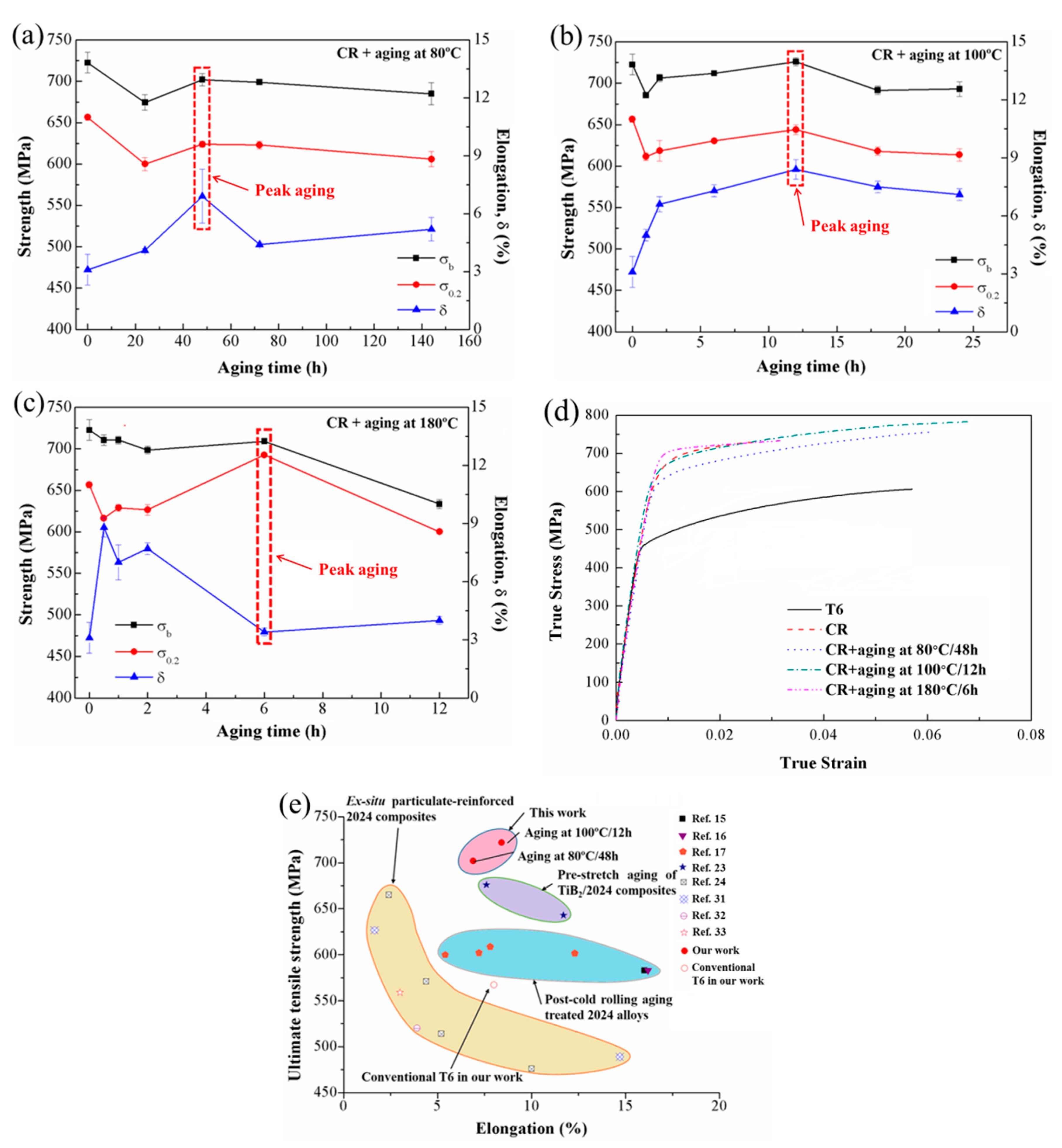
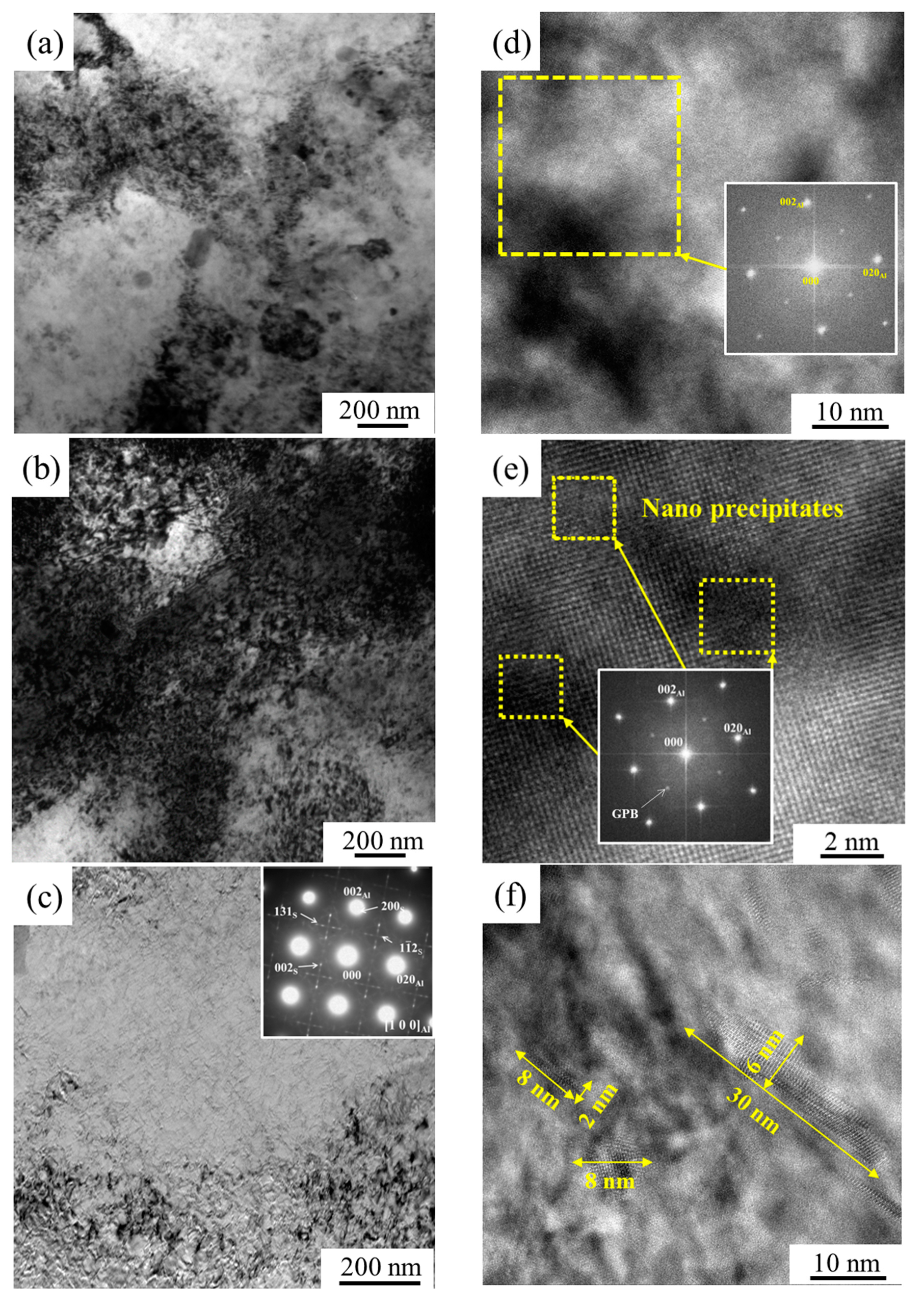
- Since the dislocation density increases drastically during the cold rolling, which provides heterogeneous nucleation sites for precipitation, there is an increasing density of nanosized precipitates in comparison with T6 treatment. For the CR@80 °C/4 h sample, although the aging temperature is quite low, the long aging time (48 h) has resulted in the more reduced dislocation density comparing with the CR@100 °C/12 h sample. Besides, there are relatively few nanosized precipitates (Figure 8d) due to the low aging temperature. Thus, the ~29 MPa loss of σYS compared with the CR sample can be explained. For the CR@100 °C/12 h sample, although the density of dislocations decreases, the precipitation of nanosized precipitates is noticeable and is rarely coarsening (Figure 8e). The strength of the material depends on the interaction of the second phase particles and mobile dislocations. Fine precipitates increase the strength of the material due to the Orowan strengthening effect [41]. On one hand, the contribution to strength from precipitation can compensate for the loss of strength causing from the reduced dislocations density, although there is still a ~9 MPa loss of σYS. On the other hand, the reduced density of dislocations and homogeneously distributed nanosized precipitates contribute to the dramatic improvement of δ from ~3.9% to 8.4% (Table 1).
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Valiev, R.Z. Nanomaterial advantage. Nature 2002, 419, 887. [Google Scholar] [CrossRef] [PubMed]
- Styles, M.J.; Hutchinson, C.R.; Chen, Y.; Deschamps, A.; Bastow, T.J. The coexistence of two S (Al2CuMg) phases in Al-Cu-Mg alloys. Acta Mater. 2012, 60, 6940–6951. [Google Scholar] [CrossRef]
- Wang, S.C.; Starink, M.J. Review of precipitation in Al-Cu-Mg(-Li) alloys. Int. Mater. Rev. 2005, 50, 193–215. [Google Scholar] [CrossRef]
- Wang, S.C.; Starink, M.J. Two types of S phase precipitates in Al-Cu-Mg alloys. Acta Mater. 2007, 55, 933–941. [Google Scholar] [CrossRef]
- Ruszkiewicz, B.J.; Grimm, T.; Ragai, I.; Mears, L.; Roth, J.T. A review of electrically-assisted manufacturing with emphasis on modeling and understanding of the electroplastic effect. J. Manuf. Sci. Eng. 2017, 139, 110801. [Google Scholar] [CrossRef]
- Xu, X.F.; Zhao, Y.G.; Ma, B.D.; Zhang, J.T.; Zhang, M. Rapid grain refinement of 2024 Al alloy through recrystallization induced by electropulsing. Mater. Sci. Eng. A 2014, 612, 223–226. [Google Scholar] [CrossRef]
- Sánchez Egea, A.J.; Jorba Peiró, J.; Javier, W.S.; González Rojas, H.A.; Diego, J.C. On the microstructure effects when using electropulsing versus furnace treatments while drawing inox 308L. J. Mater. Res. Technol. 2019, 8, 2269–2279. [Google Scholar] [CrossRef]
- Kim, W.J.; Chung, C.S.; Ma, D.S.; Hong, S.I.; Kim, H.K. Optimization of strength and ductility of 2024 Al by equal channel angular pressing (ECAP) and post-ECAP aging. Scr. Mater. 2003, 49, 333–338. [Google Scholar] [CrossRef]
- Kim, W.J.; Kim, J.K.; Kim, H.K.; Park, J.W.; Jeong, Y.H. Effect of post equal-channel-angular-pressing aging on the modified 7075 Al alloy containing Sc. J. Alloy. Compd. 2008, 450, 222–228. [Google Scholar] [CrossRef]
- Ito, Y.; Horita, Z. Microstructural evolution in pure aluminum processed by high-pressure torsion. Mater. Sci. Eng. A 2009, 503, 32–36. [Google Scholar] [CrossRef]
- Liu, M.; Roven, H.J.; Murashkin, M.; Valiev, R.Z. Structural characterization by high-resolution electron microscopy of an Al–Mg alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2009, 503, 122–125. [Google Scholar] [CrossRef]
- Tsuji, N.; Ito, Y.; Saito, Y.; Minamino, Y. Strength and ductility of ultrafine grained aluminum and iron produced by ARB and annealing. Scr. Mater. 2002, 47, 893–899. [Google Scholar] [CrossRef]
- Kim, W.J.; Kim, J.K.; Park, T.Y.; Hong, S.I.; Kim, D.I.; Kim, Y.S.; Lee, J.D. Enhancement of Strength and Superplasticity in a 6061 Al Alloy Processed by Equal-Channel-Angular-Pressing. Metall. Mater. Trans. A 2002, 33, 3155–3164. [Google Scholar] [CrossRef]
- Mirzaei, M.; Roshan, M.R.; Jenabali Jahromi, S.A. Microstructure and mechanical properties relation in cold rolled Al 2024 alloy determined by X-ray line profile analysis. Mater. Sci. Eng. A 2015, 620, 44–49. [Google Scholar] [CrossRef]
- Zheng, R.; Sun, Y.; Ameyama, K.; Ma, C. Optimizing the strength and ductility of spark plasma sintered Al 2024 alloy by conventional thermo-mechanical treatment. Mater. Sci. Eng. A 2014, 590, 147–152. [Google Scholar] [CrossRef]
- Huang, Y.J.; Chen, Z.G.; Zheng, Z.Q. A conventional thermo-mechanical process of Al-Cu-Mg alloy for increasing ductility while maintaining high strength. Scr. Mater. 2011, 64, 382–385. [Google Scholar] [CrossRef]
- Zheng, R.; Ma, C. Novel Fabrication of Bulk Fine-Grained Al-Cu-Mg Alloy with Superior Mechanical Properties. Adv. Eng. Mater. 2016, 18, 1027–1035. [Google Scholar] [CrossRef]
- Zhao, Y.L.; Yang, Z.Q.; Zhang, Z.; Su, G.Y.; Ma, X.L. Double-peak age strengthening of cold-worked 2024 aluminum alloy. Acta Mater. 2013, 61, 1624–1638. [Google Scholar] [CrossRef]
- Ferguson, J.B.; Thao, X.; Rohatgi, P.K.; Cho, K.; Kim, C.S. Computational and analytical prediction of the elastic modulus and yield stress in particulate-reinforced metal matrix composites. Scr. Mater. 2014, 83, 45–48. [Google Scholar] [CrossRef]
- Geng, J.; Hong, T.; Ma, Y.; Wang, M.; Chen, D.; Ma, N.; Wang, H. The solution treatment of in-situ sub-micron TiB2/2024 Al composite. Mater. Des. 2016, 98, 186–193. [Google Scholar] [CrossRef]
- Li, X.P.; Ji, G.; Chen, Z.; Addad, A.; Wu, Y.; Wang, H.W.; Vleugels, J.; Van Humbeeck, J.; Kruth, J.P. Selective laser melting of nano-TiB2 decorated AlSi10Mg alloy with high fracture strength and ductility. Acta Mater. 2017, 129, 183–193. [Google Scholar] [CrossRef]
- Cioffi, F.; Ibáñez, J.; Fernández, R.; González-Doncel, G. The effect of lateral off-set on the tensile strength and fracture of dissimilar friction stir welds, 2024 Al alloy and 17% SiC/2124 Al composite. Mater. Des. 2015, 65, 438–446. [Google Scholar] [CrossRef]
- Angers, R.; Krishnadev, M.R.; Tremblay, R.; Corriveau, J.F.; Dube, D. Characterization of SiCp/2024 aluminum alloy composites prepared by mechanical processing in a low energy ball mill. Mater. Sci. Eng. A 1999, 262, 9–15. [Google Scholar] [CrossRef]
- Varma, V.K.; Kamat, S.V.; Kutumbarao, V.V. Tensile behaviour of powder metallurgy processed (Al-Cu-Mg)/SiCp composites. Mater. Sci. Technol. 2013, 17, 93–101. [Google Scholar] [CrossRef]
- Abdollahi, A.; Alizadeh, A.; Baharvandi, H.R. Dry sliding tribological behavior and mechanical properties of Al2024-5wt.%B4C nanocomposite produced by mechanical milling and hot extrusion. Mater. Des. 2014, 55, 471–481. [Google Scholar] [CrossRef]
- Nie, C.; Gu, J.; Liu, J.; Zhang, D. Investigation on microstructures and interface character of B4C particles reinforced 2024Al matrix composites fabricated by mechanical alloying. J. Alloy. Compd. 2008, 454, 118–122. [Google Scholar] [CrossRef]
- Abdel-Azim, A.N.; Shash, Y.; Mostafa, S.F.; Younan, A. Ageing behaviour of 2024-Al alloy reinforced with Al2O3 particles. J. Mater. Process. Tech. 1995, 55, 140–145. [Google Scholar] [CrossRef]
- Kok, M. Production and mechanical properties of Al2O3 particle-reinforced 2024 aluminium alloy composites. J. Mater. Process. Tech. 2005, 161, 381–387. [Google Scholar] [CrossRef]
- Wang, M.; Chen, D.; Chen, Z.; Wu, Y.; Wang, F.; Ma, N.; Wang, H. Mechanical properties of in-situ TiB2/A356 composites. Mater. Sci. Eng. A 2014, 590, 246–254. [Google Scholar] [CrossRef]
- Karbalaei Akbari, M.; Baharvandi, H.R.; Shirvanimoghaddam, K. Tensile and fracture behavior of nano/micro TiB2 particle reinforced casting A356 aluminum alloy composites. Mater. Des. 2015, 66, 150–161. [Google Scholar] [CrossRef]
- Geng, J.; Liu, G.; Hong, T.; Wang, M.; Chen, D.; Ma, N.; Wang, H. Tuning the microstructure features of in-situ nano TiB2/Al-Cu-Mg composites to enhance mechanical properties. J. Alloy. Compd. 2019, 775, 193–201. [Google Scholar] [CrossRef]
- Nie, C.Z.; Gu, J.J.; Liu, J.L.; Zhang, D. Production of Boron Carbide Reinforced 2024 Aluminum Matrix Composites by Mechanical Alloying. Mater. Trans. 2007, 48, 990–995. [Google Scholar] [CrossRef]
- Luk, M.J.; Mirza, F.A.; Chen, D.L.; Ni, D.R.; Xiao, B.L.; Ma, Z.Y. Low cycle fatigue of SiCp reinforced AA2009 composites. Mater. Des. 2015, 66, 274–283. [Google Scholar] [CrossRef]
- Chen, Z.; Li, J.; Borbely, A.; Ji, G.; Zhong, S.Y.; Wu, Y.; Wang, M.L.; Wang, H.W. The effects of nanosized particles on microstructural evolution of an in-situ TiB2/6063Al composite produced by friction stir processing. Mater. Des. 2015, 88, 999–1007. [Google Scholar] [CrossRef]
- Hong, T.; Shen, Y.; Geng, J.; Chen, D.; Li, X.; Zhou, C. Effect of cryogenic pre-treatment on aging behavior of in-situ TiB2/Al-Cu-Mg composites. Mater. Charact. 2016, 119, 40–46. [Google Scholar] [CrossRef]
- Sha, G.; Marceau, R.K.W.; Gao, X.; Muddle, B.C.; Ringer, S.P. Nanostructure of aluminium alloy 2024: Segregation, clustering and precipitation processes. Acta Mater. 2011, 59, 1659–1670. [Google Scholar] [CrossRef]
- Morgeneyer, T.F.; Starink, M.J.; Wang, S.C.; Sinclair, I. Quench sensitivity of toughness in an Al alloy: Direct observation and analysis of failure initiation at the precipitate-free zone. Acta Mater. 2008, 56, 2872–2884. [Google Scholar] [CrossRef]
- Lin, Y.C.; Zhang, J.L.; Liu, G.; Liang, Y.J. Effects of pre-treatments on aging precipitates and corrosion resistance of a creep-aged Al-Zn-Mg-Cu alloy. Mater. Des. 2015, 83, 866–875. [Google Scholar] [CrossRef]
- Zindal, A.; Jain, J.; Prasad, R.; Singh, S.S.; Cizek, P. Correlation of grain boundary precipitate characteristics with fracture and fracture toughness in an Mg-8Al-0.5 Zn alloy. Mater. Sci. Eng. A 2017, 706, 192–200. [Google Scholar] [CrossRef]
- Abe, M.; Asano, K.; Fujiwara, A. Influence of the precipitate-free zone width on the tensile properties of an Al-6wt Pct Zn-l.2wt Pct Mg alloy. Metall. Trans. 1973, 4, 1499–1505. [Google Scholar]
- Ibrahim, I.A.; Mohamed, F.A.; Lavernia, E.J. Particulate reinforced metal matrix composites—A review. J. Mater. Sci. 1991, 26, 1137–1156. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Conditions | Yield Strength (σYS, MPa) | Ultimate Tensile Strength (σUTS, MPa) | Elongation (%) | Uniform Elongation (%) |
|---|---|---|---|---|
| T6 | 459 ± 4 | 567 ± 3 | 7.5 ± 0.2 | 6.2 ± 0.1 |
| CR | 653 ± 4 | 710 ± 12 | 3.9 ± 0.8 | 3.2 ± 0.5 |
| CR@80 °C/48 h | 624 ± 4 | 702 ± 8 | 6.9 ± 1.4 | 5.0 ± 0.9 |
| CR@100 °C/12 h | 644 ± 6 | 726 ± 5 | 8.4 ± 0.5 | 7.1 ± 0.2 |
| CR@180 °C/6 h | 693 ± 1 | 709 ± 1 | 3.2 ± 0.2 | 2.8 ± 0.5 |
| Conditions | FWHMs of Al(3 3 1) Peak | FWHMs of Al(3 3 1) Peak |
|---|---|---|
| CR | 1.076° | 1.136° |
| CR@80 °C/48 h | 1.035° | 1.081° |
| CR@100 °C/12 h | 1.049° | 1.118° |
| CR@180 °C/6 h | 0.958° | 0.995° |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, J.; Geng, J.; Xia, C.; Wang, M.; Chen, D.; Wang, H. Superior Strength and Ductility of In Situ Nano TiB2/Al–Cu–Mg Composites by Cold Rolling and Post-Aging Treatment. Materials 2019, 12, 3626. https://doi.org/10.3390/ma12213626
Tang J, Geng J, Xia C, Wang M, Chen D, Wang H. Superior Strength and Ductility of In Situ Nano TiB2/Al–Cu–Mg Composites by Cold Rolling and Post-Aging Treatment. Materials. 2019; 12(21):3626. https://doi.org/10.3390/ma12213626
Chicago/Turabian StyleTang, Junhui, Jiwei Geng, Cunjuan Xia, Mingliang Wang, Dong Chen, and Haowei Wang. 2019. "Superior Strength and Ductility of In Situ Nano TiB2/Al–Cu–Mg Composites by Cold Rolling and Post-Aging Treatment" Materials 12, no. 21: 3626. https://doi.org/10.3390/ma12213626
APA StyleTang, J., Geng, J., Xia, C., Wang, M., Chen, D., & Wang, H. (2019). Superior Strength and Ductility of In Situ Nano TiB2/Al–Cu–Mg Composites by Cold Rolling and Post-Aging Treatment. Materials, 12(21), 3626. https://doi.org/10.3390/ma12213626