Sequential Effects of Deep Rolling and Post-Weld Heat Treatment on Surface Integrity of AA7075-T651 Aluminum Alloy Friction Stir Welding


Abstract

1. Introduction
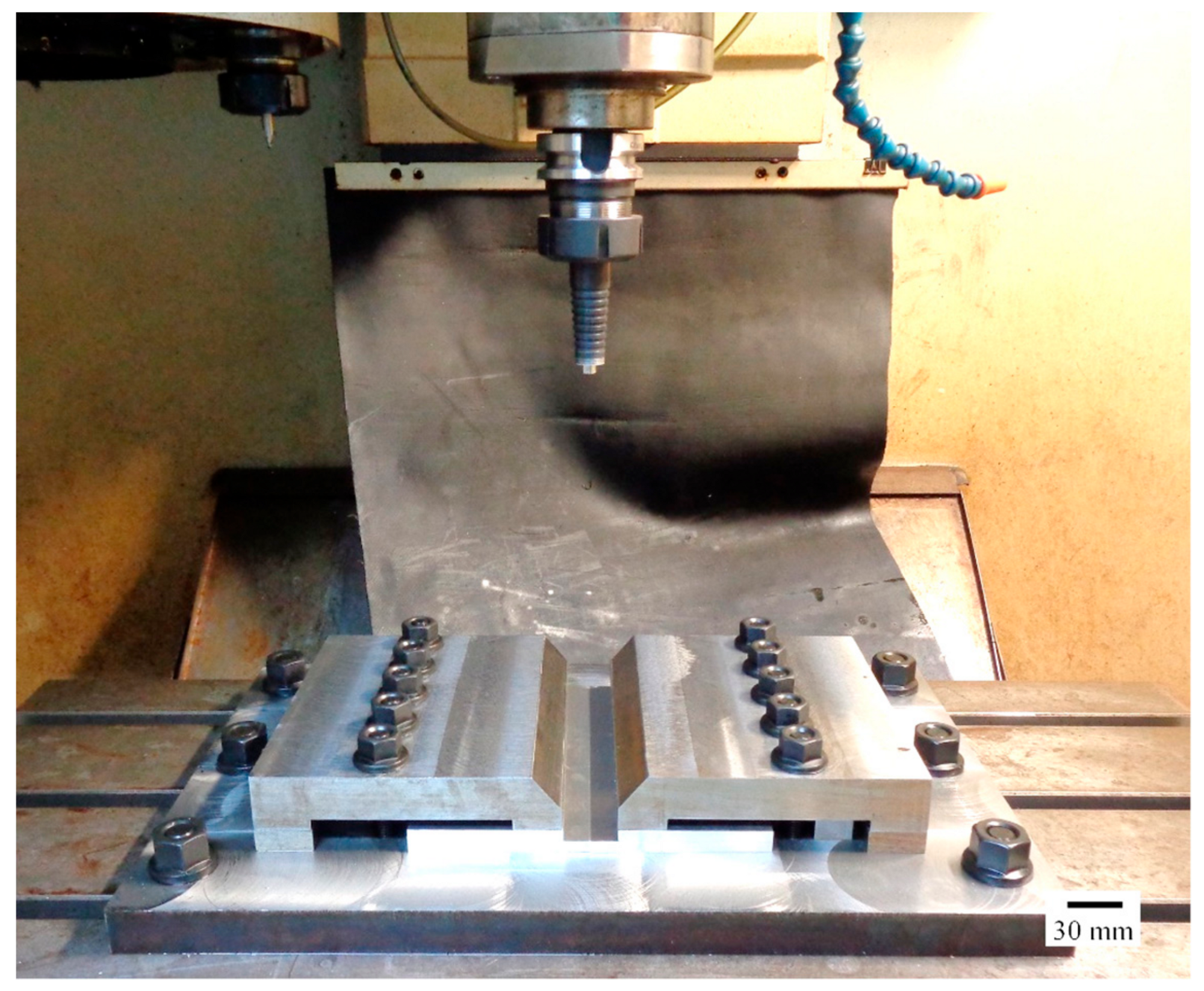
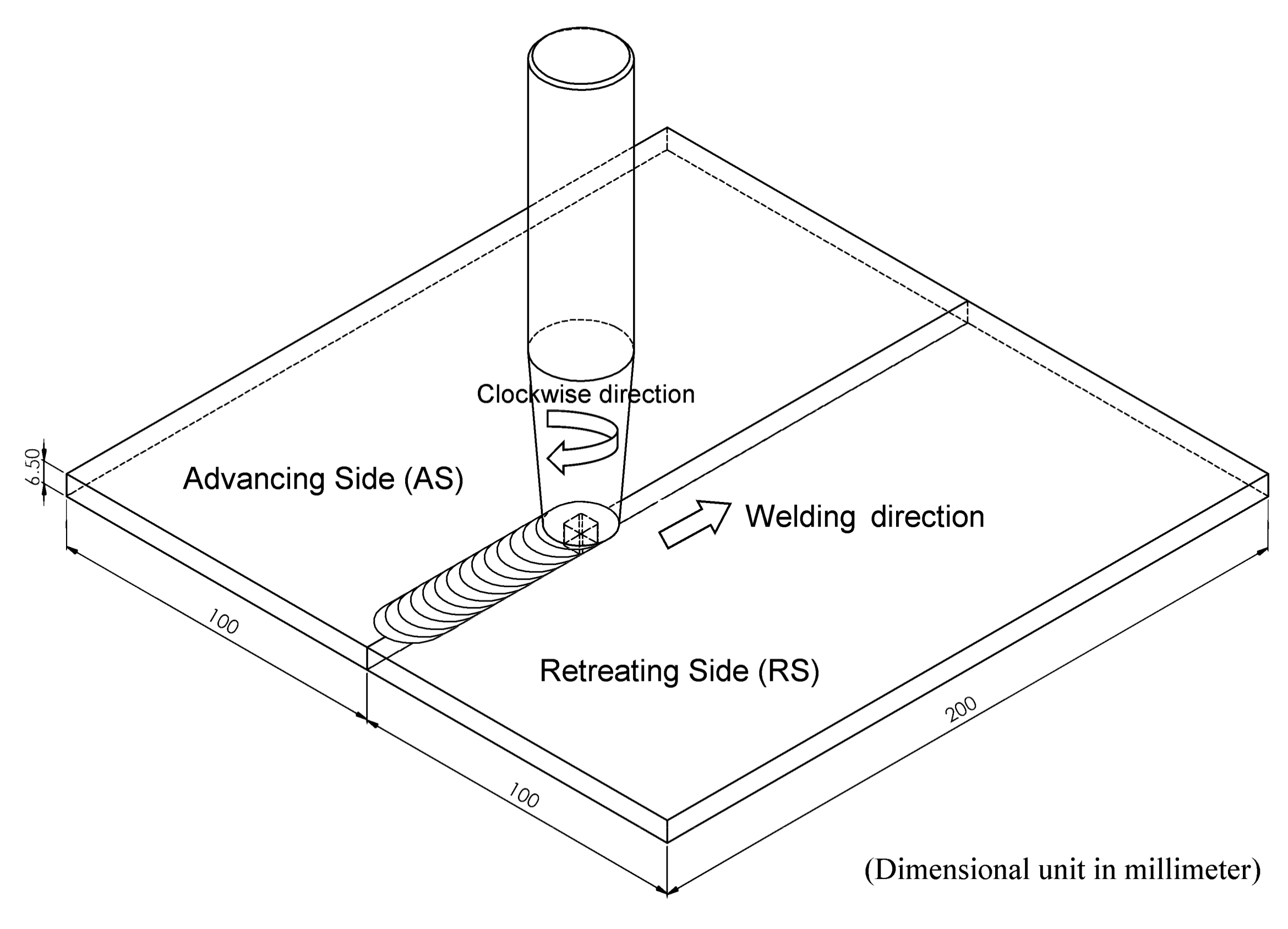
2. Materials and Methods
- = an residual stress under aging temperature and aging time
- = an initial residual stress
- = an aging time
- = a numerical term dependent on the dominant relaxation mechanism( value between 0.1 to 0.3 for non-ferrous alloy)
- = a function dependent on the material and temperature according to Equation (2):
- = a material constant
- = a Boltzmann constant
- = the activation enthalpy for the relaxation process
- = an aging temperature
- For the first workpiece, only FSW was applied.
- For the second workpiece, FSW was applied, followed by DR, and then PWHT processes (FSW-DR-PWHT).
- For the third workpiece, FSW was applied, followed by PWHT, and then DR processes (FSW-PWHT-DR).
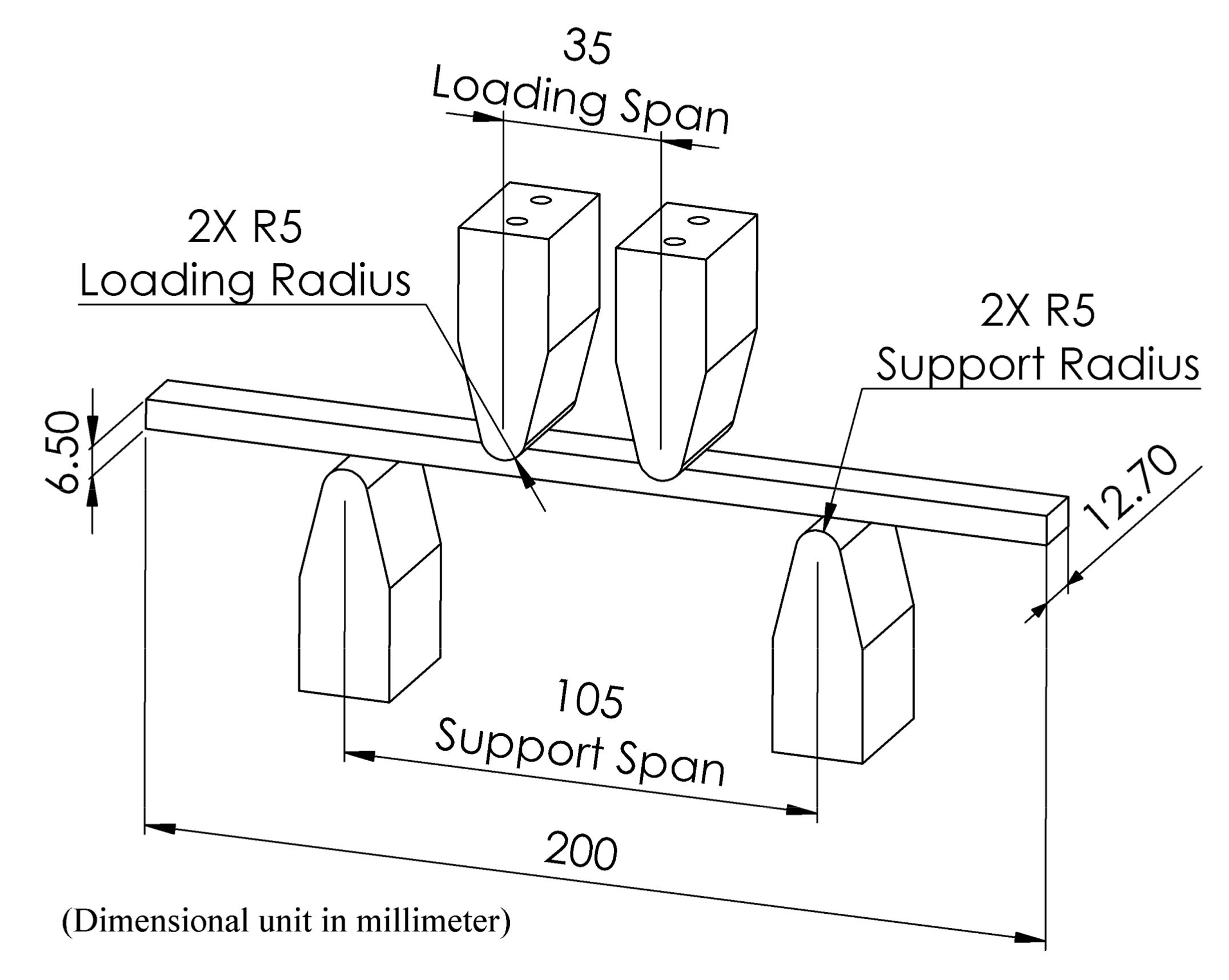
- σ = Bending stress at outer side (MPa)
- F = Load at defined point on the load deflection curve (N)
- L = Length of support span (mm)
- b = Width of test workpiece (mm)
- d = Thickness of test workpiece (mm)
3. Results and Discussion
3.1. Residual Stress
3.2. Microhardness
3.3. Surface Roughness
3.4. Microstructure
3.5. Fatigue Life
4. Conclusions
- Measured values were established by the last step of the treatment. It was found that the greatest benefit concerning both treatment process sequences was yielded when the workpiece was first subject to the PWHT process followed by the DR process (FSW-PWHT-DR).
- The FSW-PWHT-DR workpiece can enhance the fatigue life of the material by up to 239% when compared with FSW workpieces that have not undergone any improvement processes. Comparatively, it was found that the FSW-DR-PWHT workpiece resulted in the fatigue life of the material being reduced by up to 26% when compared with the FSW as-welded workpiece. The results of the DR process, the last step of treatment, are that the DR process can enhance the fatigue life.
- Near-surface compressive residual stress has confirmed that a great influence on fatigue life of the welded joint due to the near-surface compressive residual stress can prevent or reduce fatigue surface crack initiation as well as surface fatigue crack growth.
- The DR process improves the surface roughness (decreases the value of surface roughness) to a level equivalent to that of the grinding process with the Ra values in the longitudinal and transverse directions of the FSW-PWHT-DR workpiece at 0.15 µm and 0.07 µm, respectively. Comparatively, the PWHT process relaxes near-surface residual stress during aging treatments but will increase the hardness value as well as improve the hardness uniformity.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| AA | Aluminum Alloy |
| AISI | American Iron and Steel Institute |
| AS | Advancing Side |
| ASTM | American Society for Testing and Materials |
| BM | Base Material |
| CDRX | Continuous Dynamic Recrystallization |
| CNC | Computer Numerical Control |
| DIN | Deutsches Institut für Normung e.V. (German Institute for Standardization) |
| DR | Deep Rolling |
| FSW | Friction Stir Welding |
| FWHM | Full Width at Half Maximum |
| HV | Vickers Hardness Number |
| JIS | Japanese Industrial Standards |
| PWHT | Post-Weld Heat Treatment |
| RS | Retreating Side |
| SZ | Stir Zone |
| TMAZ | Thermo-Mechanically Affected Zone |
| XRD | X-Ray Diffraction |
References
- Thomas, W.M.; Nicholas, E.D.; Needham, J.C.; Murch, M.G.; Templesmith, P.; Dawes, C.J. Friction Stir Butt Welding. GB Patent No. 9125978.8, December 1991. [Google Scholar]
- Serio, L.M.; Palumbo, D.; Filippis, L.A.C.D.; Galietti, U.; Ludovico, A.D. Effect of friction stir process parameters on the mechanical and thermal behavior of 5754-H111 aluminum plates. Materials 2016, 9, 122. [Google Scholar] [CrossRef] [PubMed]
- Kosturek, R.; Sniezek, L.; Wachowski, M.; Torzewski, J. The Influence of post-weld heat treatment on the microstructure and fatigue properties of Sc-modified AA2519 friction stir-welded joint. Materials 2019, 12, 583. [Google Scholar] [CrossRef] [PubMed]
- Padhy, G.K.; Wu, C.S.; Gao, S. Friction stir based welding and processing technologies - processes, parameters, microstructures and applications: A review. J. Mater. Sci. Technol. 2018, 34, 1–38. [Google Scholar] [CrossRef]
- Zapata, J.; Toro, M.; López, D. Residual stresses in friction stir dissimilar welding of aluminum alloys. J. Mater. Process. Technol. 2016, 229, 121–127. [Google Scholar] [CrossRef]
- Fratini, L.; Zuccarello, B. An analysis of through-thickness residual stresses in aluminium FSW butt joints. Int. J. Mach. Tool. Manu. 2006, 46, 611–619. [Google Scholar] [CrossRef]
- Kubit, A.; Trzepiecinski, T.; Bochnowski, W.; Drabczyk, M.; Faes, K. Analysis of the mechanism of fatigue failure of the refill friction stir spot welded overlap joints. Arch. Civ. Mech. Eng. 2019, 19, 1419–1430. [Google Scholar] [CrossRef]
- Kubit, A.; Trzepiecinski, T.; Faes, K.; Drabczyk, M.; Bochnowski, W.; Korzeniowski, M. Analysis of the effect of structural defects on the fatigue strength of RFSSW joints using C-scan scanning acoustic microscopy and SEM. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 1308–1321. [Google Scholar] [CrossRef]
- Al-Moussawi, M.; Smith, A.J. Defects in friction stir welding of steel. Metallogr. Microstruct. Anal. 2018, 7, 194–202. [Google Scholar] [CrossRef]
- Juijerm, P.; Altenberger, I.; Scholtes, B. Influence of ageing on cyclic deformation behavior and residual stress relaxation of deep rolled as-quenched aluminium alloy AA6110. Int. J. Fatigue 2007, 29, 1374–1382. [Google Scholar] [CrossRef]
- Schulze, V. Modern Mechanical Surface Treatment, 1st ed.; Wiley-VCH: Weinheim, Germany, 2006. [Google Scholar]
- Zhuang, W.; Liu, Q.; Djugum, R.; Sharp, P.K.; Paradowska, A. Deep surface rolling for fatigue life enhancement of laser clad aircraft aluminium alloy. Appl. Surf. Sci. 2014, 320, 558–562. [Google Scholar] [CrossRef]
- Juijerm, P.; Altenberger, I. Effect of temperature on cyclic deformation behavior and residual stress relaxation of deep rolled under-aged aluminium alloy AA6110. Mat. Sci. Eng. Struct. 2007, 452, 475–482. [Google Scholar] [CrossRef]
- He, Y.; Xiao, G.; Li, W.; Huang, Y. Residual stress of a TC17 titanium alloy after belt grinding and its impact on the fatigue life. Materials 2018, 11, 2218. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mat. Sci. Eng. R. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Delgado, P.; Cuesta, I.I.; Alegre, J.M.; Díaz, A. State of the art of deep rolling. Precis. Eng. 2016, 46, 1–10. [Google Scholar] [CrossRef]
- Sivaraj, P.; Kanagarajan, D.; Balasubramanian, V. Effect of post weld heat treatment on tensile properties and microstructure characteristics of friction stir welded armour grade AA7075-T651 aluminium alloy. Defen. Technol. 2014, 10, 1–8. [Google Scholar] [CrossRef]
- Sharma, C.; Dwivedi, D.K.; Kumar, P. Effect of post weld heat treatments on microstructure and mechanical properties of friction stir welded joints of Al–Zn–Mg alloy AA7039. Mater. Design 2013, 43, 134–143. [Google Scholar] [CrossRef]
- Kumar, P.V.; Reddy, G.M.; Rao, K.S. Microstructure, mechanical and corrosion behavior of high strength AA7075 aluminium alloy friction stir welds—Effect of post weld heat treatment. Defen. Technol. 2015, 11, 362–369. [Google Scholar] [CrossRef]
- Bayazid, S.M.; Farhangi, H.; Asgharzadeh, H.; Radan, L.; Ghahramani, A.; Mirhaji, A. Effect of cyclic solution treatment on microstructure and mechanical properties of friction stir welded 7075 Al alloy. Mater. Sci. Eng. Struct. 2016, 649, 293–300. [Google Scholar] [CrossRef]
- Sharma, V.; Sharma, C.; Upadhyay, V.; Singh, S. Enhancing mechanical properties of friction stir welded joints of Al-Si-Mg alloy through post weld heat treatments. Mater. Today Proc. 2017, 4, 628–636. [Google Scholar] [CrossRef]
- Bellows, G.; Tishler, D.N. Introduction to Surface integrity; General Electric: Cincinnati, OH, USA, 1970. [Google Scholar]
- Saoubi, R.M.; Outeiro, J.C.; Chandrasekaran, H.; Dillon, O.W., Jr.; Jawahir, I.S. A review of surface integrity in machining and its impact on functional performance and life of machined products. Int. J. Sustain. Manuf. 2008, 1, 203–236. [Google Scholar] [CrossRef]
- Aluminum 7075-T6; 7075-T651. Available online: http://www.matweb.com/search/DataSheet.aspx?MatGUID=4f19a42be94546b686bbf43f79c51b7d&ckck=1 (accessed on 5 October 2019).
- Baisukhan, A.; Nakkiew, W. Influence of deep rolling process parameters on surface residual stress of AA7075-T651 aluminum alloy friction stir welded joint. Mater. Sci. Forum 2018, 939, 23–30. [Google Scholar] [CrossRef]
- Totten, G.; Howes, M.; Inoue, T. Handbook of residual stress and deformation of steel; ASM International: Materials Park, OH, USA, 2002. [Google Scholar]
- Luan, W.; Jiang, C.; Ji, V. Thermal relaxation of residual stresses in shot peened surface layer on TiB2/Al composite at elevated temperatures. Mater. Trans. 2009, 50, 1499–1501. [Google Scholar] [CrossRef]
- Ko, D.H.; Ko, D.C.; Lim, H.J.; Lee, J.M.; Kim, B.M. Prediction and measurement of relieved residual stress by the cryogenic heat treatment for Al6061 alloy: Mechanical properties and microstructure. J. Mech. Sci. Technol. 2013, 27, 1949–1955. [Google Scholar] [CrossRef]
- Measurement Methods of Residual Stresses. Available online: https://www.stresstech.com/en/knowledge/articles/stresstech-bulletin-12-measurement-methods-residual-stresses/ (accessed on 6 October 2019).
- Voort, G.F.V. Metallography Principles and Practice; ASM International: Materials Park, OH, USA, 1999. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Cu | Mn (Max) | Mg | Zn | Cr | Fe (Max) | Al |
|---|---|---|---|---|---|---|---|
| Standard | 1.2–2.0 | 0.30 | 2.1–2.9 | 5.1–6.1 | 0.18–0.28 | 0.50 | Balance |
| Measured | 1.83 | 0.09 | 4.95 | 7.39 | 0.32 | 0.37 | Balance |
| Mechanical Properties | Value |
|---|---|
| Hardness, Vickers | 175 |
| Tensile strength, ultimate | 572 MPa |
| Tensile strength, yield | 503 MPa |
| Modulus of elasticity | 71.7 GPa |
| Poisson’s ratio | 0.33 |
| Shear modulus | 26.9 GPa |
| Shear strength | 331 MPa |
| Fatigue strength (5 × 108 cycles) | 159 MPa |
| Parameters | Value |
|---|---|
| Rotational speed | 1600 rpm |
| Welding speed | 30 mm/min |
| Plunge depth | 0.1 mm |
| Plunge feed rate | 6 mm/min |
| Dwell time | 15 s |
| Tool tilt angle | 0° |
| Rolling Pressure (Bar) | Rolling Speed (mm/min) | Rolling Offset (mm) |
|---|---|---|
| 150 | 1400 | 0.10 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baisukhan, A.; Nakkiew, W. Sequential Effects of Deep Rolling and Post-Weld Heat Treatment on Surface Integrity of AA7075-T651 Aluminum Alloy Friction Stir Welding. Materials 2019, 12, 3510. https://doi.org/10.3390/ma12213510
Baisukhan A, Nakkiew W. Sequential Effects of Deep Rolling and Post-Weld Heat Treatment on Surface Integrity of AA7075-T651 Aluminum Alloy Friction Stir Welding. Materials. 2019; 12(21):3510. https://doi.org/10.3390/ma12213510
Chicago/Turabian StyleBaisukhan, Adirek, and Wasawat Nakkiew. 2019. "Sequential Effects of Deep Rolling and Post-Weld Heat Treatment on Surface Integrity of AA7075-T651 Aluminum Alloy Friction Stir Welding" Materials 12, no. 21: 3510. https://doi.org/10.3390/ma12213510
APA StyleBaisukhan, A., & Nakkiew, W. (2019). Sequential Effects of Deep Rolling and Post-Weld Heat Treatment on Surface Integrity of AA7075-T651 Aluminum Alloy Friction Stir Welding. Materials, 12(21), 3510. https://doi.org/10.3390/ma12213510