Enhanced Strength and Ductility in Magnesium Matrix Composites Reinforced by a High Volume Fraction of Nano- and Submicron-Sized SiC Particles Produced by Mechanical Milling and Hot Extrusion


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Mechanical Characterization
3. Results
3.1. Quasi-Static Compressive Mechanical Response
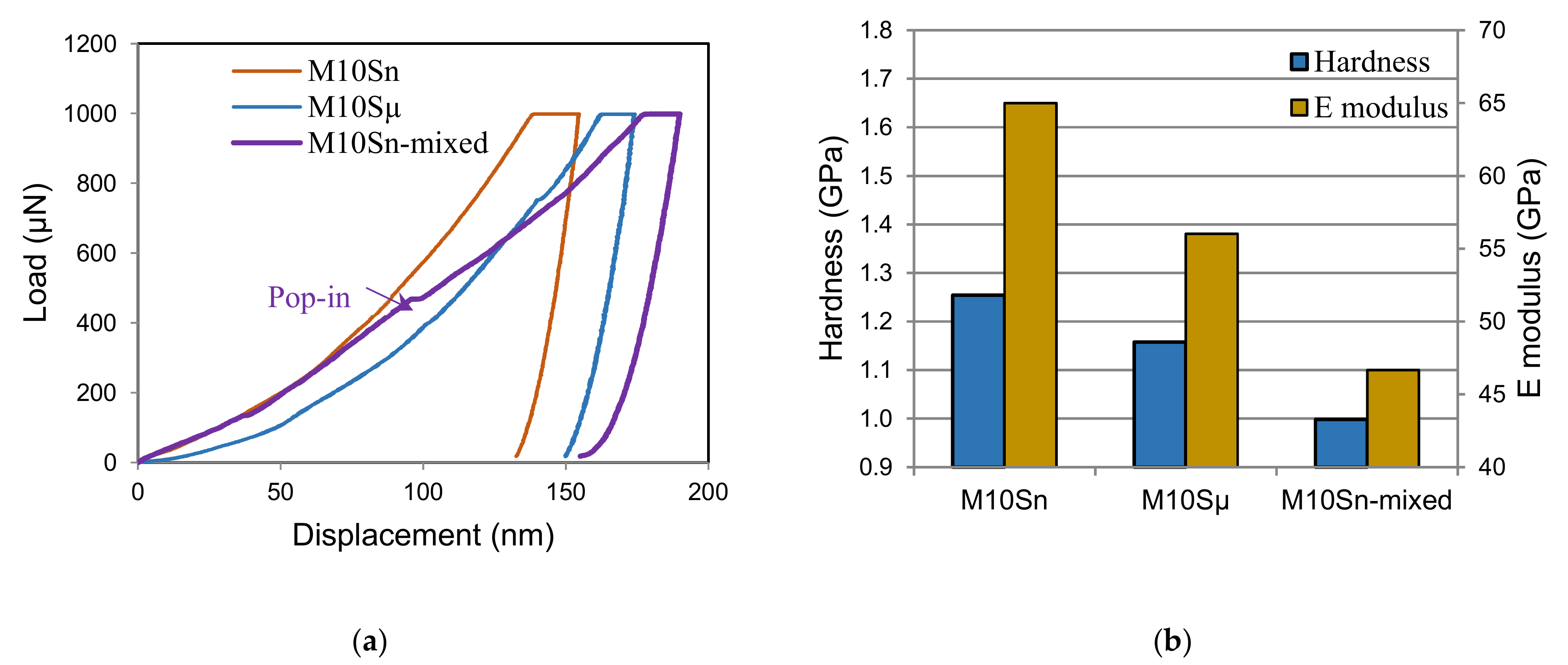
3.2. Quasi-Static Nanoindentation Response
4. Discussion
5. Conclusions
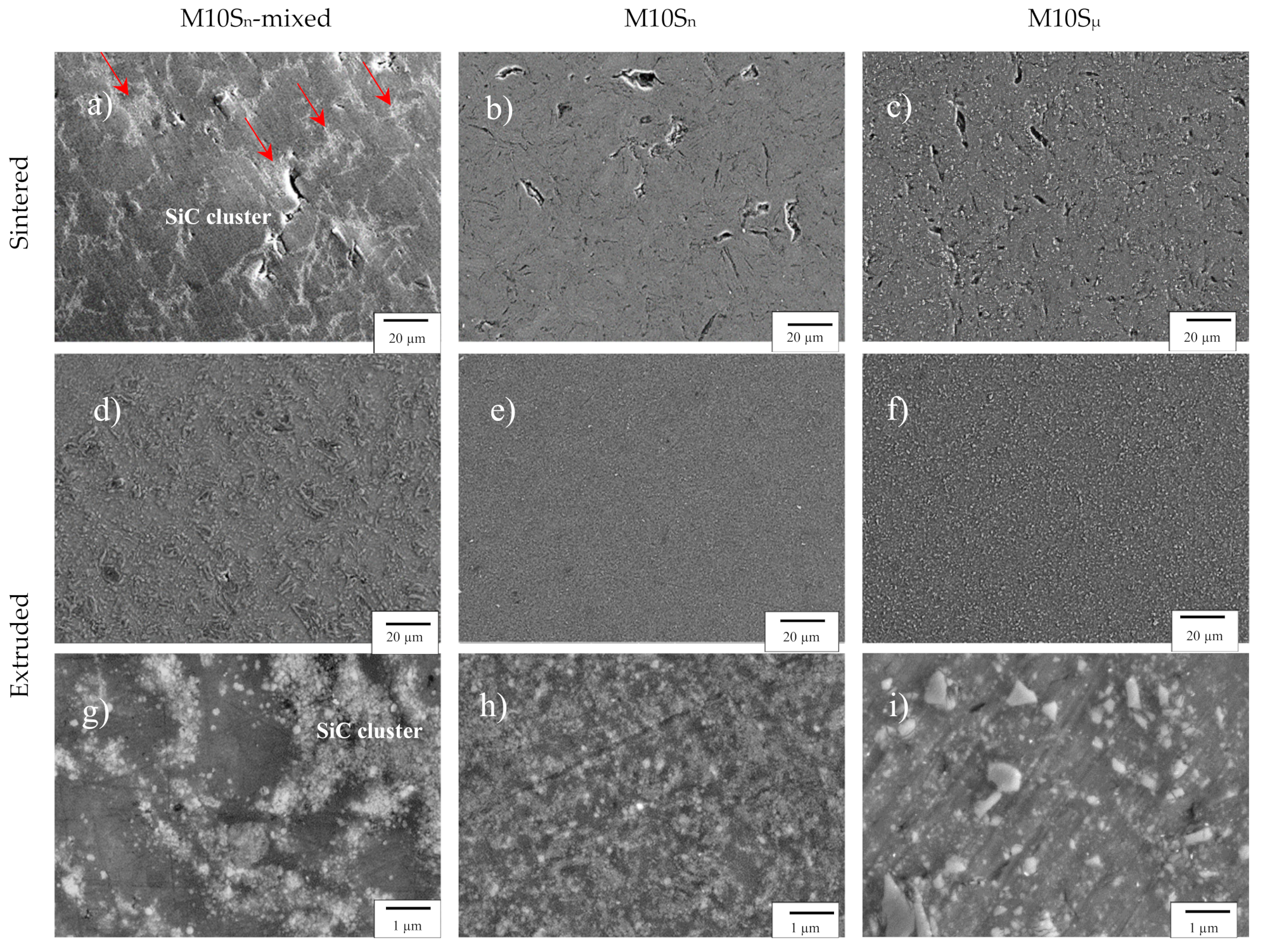
- Mechanical milling can successfully prevent agglomeration of the SiC nanoparticles up to a high volume fraction of 10 vol %.
- The agglomeration of the SiC nanoparticles in the M10Sn-mixed nanocomposite leads to poor compacting, sintering, and extrusion performance.
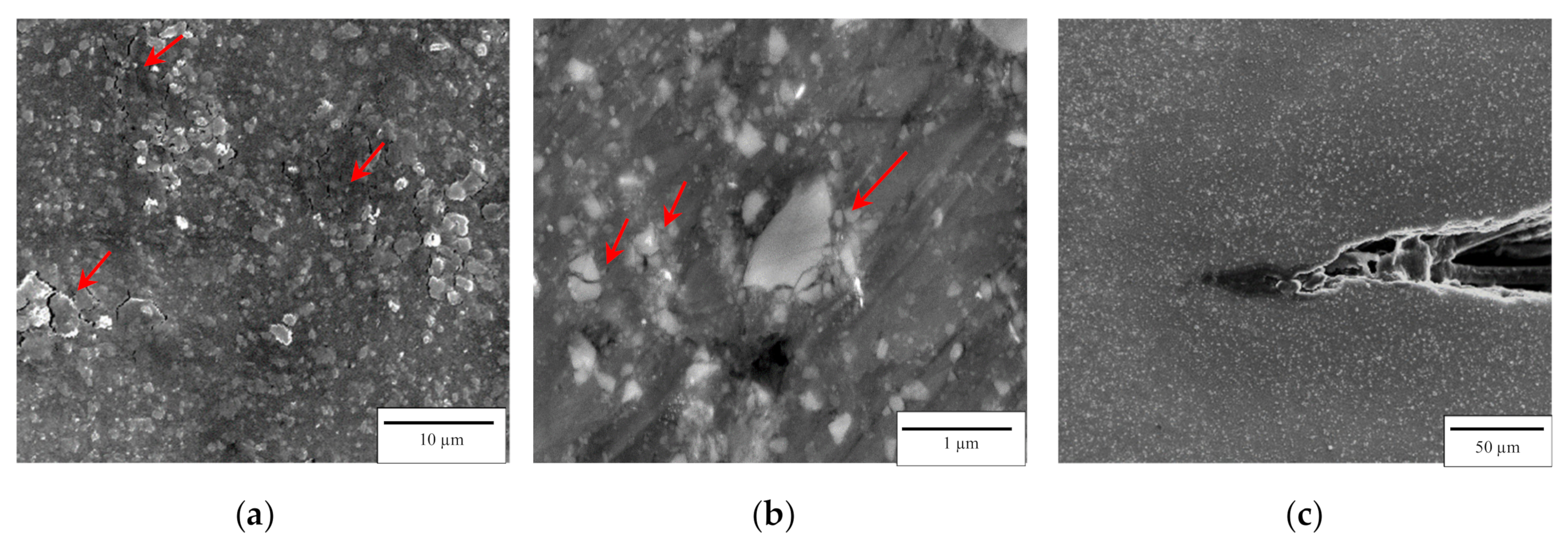
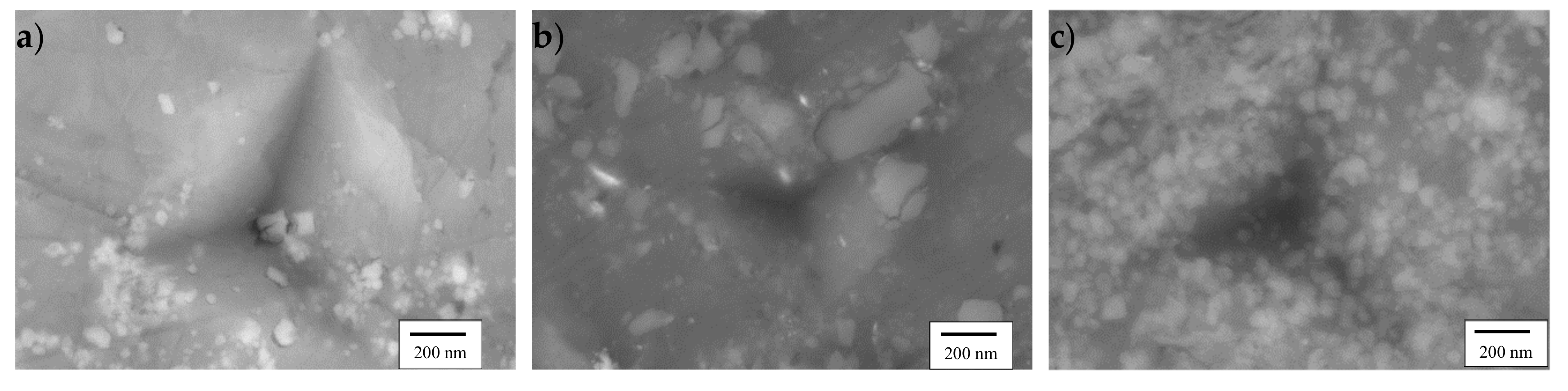
- Microstructural characterization of the locally deformed region through nanoindentation revealed interfacial debonding between the Mg matrix and nanoparticle clusters in the mixed nanocomposite, and particle fragmentation in the submicrocomposite.
- Compared with the mixed nanocomposite, a remarkable enhancement in the elastic modulus of the milled nanocomposite can be related to the homogeneous distribution of the nanoparticles and strong interface bonding between the nanoparticles and the Mg matrix developed during the mechanical milling process.
- Due to the strengthening effect from the ultrafine-grained Mg matrix and the uniform dispersions of the high volume fraction of SiC nanoparticles, the mechanically milled nanocomposite possessed prominent mechanical strengths.
- The remarkably enhanced ductility of the high content Mg–SiC nanocomposite was attributed to the activation of the non-basal slip systems that might be induced by dynamic recrystallization, but is dependent on the distribution of the SiC nanoparticles added.
- The produced ultrafine/nano Mg structure reinforced with uniform distribution of the SiCn with a high volume fraction of 10 vol % had improved combinations of high strength and ductility, which show great promise for a variety of applications where lightweight materials are required.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mordike, B.L.; Ebert, T. Magnesium: Properties-applications-potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Zou, H.; Zeng, X.; Zhai, C.; Ding, W. The effects of yttrium element on microstructure and mechanical properties of Mg-5 wt.% Zn-2 wt.% Al alloy. Mater. Sci. Eng. A 2005, 402, 142–148. [Google Scholar] [CrossRef]
- Al-Samman, T.; Li, X. Sheet texture modification in magnesium-based alloys by selective rare earth alloying. Mater. Sci. Eng. A 2011, 528, 3809–3822. [Google Scholar] [CrossRef]
- Nguyen, Q.B.; Gupta, M. Increasing significantly the failure strain and work of fracture of solidification processed AZ31B using nano-Al2O3 particulates. J. Alloys Compd. 2008, 459, 244–250. [Google Scholar] [CrossRef]
- Goh, C.S.; Wei, J.; Lee, L.C.; Gupta, M. Simultaneous enhancement in strength and ductility by reinforcing magnesium with carbon nanotubes. Mater. Sci. Eng. A 2006, 423, 153–156. [Google Scholar] [CrossRef]
- Dieringa, H. Properties of magnesium alloys reinforced with nanoparticles and carbon nanotubes: A review. J. Mater. Sci. 2011, 46, 289–306. [Google Scholar] [CrossRef]
- Sankaranarayanan, S.; Nayak, U.P.; Sabat, R.K.; Suwas, S.; Almajid, A.; Gupta, M. Nano-ZnO particle addition to monolithic magnesium for enhanced tensile and compressive response. J. Alloys Compd. 2014, 615, 211–219. [Google Scholar] [CrossRef]
- Hassan, S.F.; Gupta, M. Effect of length scale of Al2O3 particulates on microstructural and tensile properties of elemental Mg. Mater. Sci. Eng. A 2006, 425, 22–27. [Google Scholar] [CrossRef]
- Hassan, S.F.; Gupta, M. Development of nano-Y2O3 containing magnesium nanocomposites using solidification processing. J. Alloys Compd. 2007, 429, 176–183. [Google Scholar] [CrossRef]
- Ferguson, J.; Sheykh-Jaberi, F.; Kim, C.-S.; Rohatgi, P.K.; Cho, K. On the strength and strain to failure in particle-reinforced magnesium metal-matrix nanocomposites (Mg MMNCs). Mater. Sci. Eng. A 2012, 558, 193–204. [Google Scholar] [CrossRef]
- Zhao, N.; Nash, P.; Yang, X. The effect of mechanical alloying on SiC distribution and the properties of 6061 aluminum composite. J. Mater. Process. Technol. 2005, 170, 586–592. [Google Scholar] [CrossRef]
- Fogagnolo, J.B.; Ruiz-Navas, E.M.; Robert, M.H.; Torralba, J.M. 6061 Al reinforced with silicon nitride particles processed by mechanical milling. Scr. Mater. 2002, 47, 243–248. [Google Scholar] [CrossRef]
- Zhang, D.L. Processing of advanced materials using high-energy mechanical milling. Prog. Mater. Sci. 2004, 49, 537–560. [Google Scholar] [CrossRef]
- Lu, L.; Lai, M.O.; Ng, C.W. Enhanced mechanical properties of an Al based metal matrix composite prepared using mechanical alloying. Mater. Sci. Eng. A 1998, 252, 203–211. [Google Scholar] [CrossRef]
- Penther, D.; Fleck, C.; Ghasemi, A.; Riedel, R.; Kamrani, S. Development and Characterization of Mg-SiC Nanocomposite Powders Synthesized by Mechanical Milling. Key Eng. Mater. 2017, 742, 165–172. [Google Scholar] [CrossRef]
- Zhong, X.L.; Gupta, M. Development of lead-free Sn–0.7Cu/Al2O3 nanocomposite solders with superior strength. J. Phys. D Appl. Phys. 2008, 41, 1–7. [Google Scholar] [CrossRef]
- Penther, D.; Ghasemi, A.; Riedel, R.; Fleck, C.; Kamrani, S. Effect of SiC nanoparticles on manufacturing process, microstructure and hardness of Mg-SiC nanocomposites produced by mechanical milling and hot extrusion. Mater. Sci. Eng. A 2018, 738, 264–272. [Google Scholar] [CrossRef]
- Kamrani, S.; Penther, D.; Ghasemi, A.; Riedel, R.; Fleck, C. Microstructural characterization of Mg-SiC nanocomposite synthesized by high energy ball milling. Adv. Powder Technol. 2018, 29, 1742–1748. [Google Scholar] [CrossRef]
- Ghasemi, A.; Penther, D.; Kamrani, S. Microstructure and nanoindentation analysis of Mg-SiC nanocomposite powders synthesized by mechanical milling. Mater. Charact. 2018, 142, 137–143. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Aravindan, S.; Rao, P.V.; Ponappa, K. Evaluation of physical and mechanical properties of AZ91D/SiC composites by two step stir casting process. J. Magnesium Alloys 2015, 3, 52–62. [Google Scholar] [CrossRef]
- Chen, S.; Hassanzadeh-Aghdam, M.K.; Ansari, R. An analytical model for elastic modulus calculation of SiC whisker-reinforced hybrid metal matrix nanocomposite containing SiC nanoparticles. J Alloy Compd. 2018, 767, 632–641. [Google Scholar] [CrossRef]
- Slipenyuk, A.; Kuprin, V.; Milman, Y.; Goncharuk, V.; Eckert, J. Properties of P/M processed particle reinforced metal matrix composites specified by reinforcement concentration and matrix-to-reinforcement particle size ratio. Acta Mater. 2006, 54, 157–166. [Google Scholar] [CrossRef]
- Han, B.Q.; Dunand, D.C. Microstructure and mechanical properties of magnesium containing high volume fractions of yttria dispersoids. Mater. Sci. Eng. A 2000, 277, 297–304. [Google Scholar] [CrossRef]
- Jayalakshmi, S.; Sankaranarayanan, S.; Koh, S.; Gupta, M. Effect of Ag and Cu trace additions on the microstructural evolution and mechanical properties of Mg-5Sn alloy. J. Alloy Compd. 2013, 565, 56–65. [Google Scholar] [CrossRef]
- Seetharaman, S.; Subramanian, J.; Tun, K.S.; Hamouda, A.S.; Gupta, M. Synthesis and characterization of nano boron nitride reinforced magnesium composites produced by the microwave sintering method. Materials 2013, 6, 1940–1955. [Google Scholar] [CrossRef]
- Al-Samman, T. Modification of texture and microstructure of magnesium alloy extrusions by particle-stimulated recrystallization. Mater. Sci. Eng. A 2013, 560, 561–566. [Google Scholar] [CrossRef]
- Chang, H.; Wang, X.; Hu, X.; Wang, Y.; Nie, K.; Wu, K. Effects of Reinforced Particles on Dynamic Recrystallization of Mg Base Alloys during Hot Extrusion. Rare Met. Mater. Eng. 2014, 43, 1821–1825. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Sic Particle Size | Milling Time, h | Relative Density, % | Grain Size, nm | |
|---|---|---|---|---|---|
| XRD | TEM | ||||
| M10Sn | 50 nm | 10 | 99.4 | 126 | 155 ± 8 |
| M10Sµ | <1 µm | 10 | 98.4 | 180 | --- |
| M10Sn-mixed | 50 nm | - | 99.2 | 462 | --- |
| Materials | M10Sn | M10Sµ | M10Sn-Mixed |
|---|---|---|---|
| 0.2% CYS (MPa) | 293 ± 2 | 246 ± 1 | 160 ± 2 |
| UCS (MPa) | 312 ± 3 | 292 ± 1 | 265 ± 6 |
| Ultimate elongation (%) | 32 ± 2 | 20 ± 2 | 13 ± 4 |
| Microhardness (HV0.2) | 99 ± 1 | 84 ± 6 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kamrani, S.; Hübler, D.; Ghasemi, A.; Fleck, C. Enhanced Strength and Ductility in Magnesium Matrix Composites Reinforced by a High Volume Fraction of Nano- and Submicron-Sized SiC Particles Produced by Mechanical Milling and Hot Extrusion. Materials 2019, 12, 3445. https://doi.org/10.3390/ma12203445
Kamrani S, Hübler D, Ghasemi A, Fleck C. Enhanced Strength and Ductility in Magnesium Matrix Composites Reinforced by a High Volume Fraction of Nano- and Submicron-Sized SiC Particles Produced by Mechanical Milling and Hot Extrusion. Materials. 2019; 12(20):3445. https://doi.org/10.3390/ma12203445
Chicago/Turabian StyleKamrani, Sepideh, Daniela Hübler, Alireza Ghasemi, and Claudia Fleck. 2019. "Enhanced Strength and Ductility in Magnesium Matrix Composites Reinforced by a High Volume Fraction of Nano- and Submicron-Sized SiC Particles Produced by Mechanical Milling and Hot Extrusion" Materials 12, no. 20: 3445. https://doi.org/10.3390/ma12203445
APA StyleKamrani, S., Hübler, D., Ghasemi, A., & Fleck, C. (2019). Enhanced Strength and Ductility in Magnesium Matrix Composites Reinforced by a High Volume Fraction of Nano- and Submicron-Sized SiC Particles Produced by Mechanical Milling and Hot Extrusion. Materials, 12(20), 3445. https://doi.org/10.3390/ma12203445