1. Introduction
In recent years, the most popular grade of the austenitic stainless steels used for medical applications has been the 316LV and an improved version of the REX 734, with the chemical composition described in the International Standards ISO 5832-1 Implants for surgery—Metallic materials, Part 1 and ISO 5832-9 Implants for surgery—Metallic materials, Part 9. Due to the low costs of production, well established manufacturing process, and good mechanical and corrosion properties, these steels are used for biomedical applications such as: implants, bone plates and screws, spinal stabilizers, cardiovascular application (stents), surgical instrumentations, and more [
1]. It is also characterized by the relatively low yield to tensile strength ratio and high formability [
1,
2]. Some problems with medical applications of the austenitic stainless steels have been noted, such as intensive wear and pitting and fretting corrosion in the simulated body fluid environment [
3,
4]. This can cause premature abrupt fracture of the material, and/or release harmful products of the corrosion into the human body. The essential problem is a negative charge of the alloying ions, especially of the toxic nickel, that can be released from the steel during implantation [
5,
6].
Because of these mentioned problems, high manganese–nitrogen (nickel-free) stainless steel is a material to replace older generations of the austenitic stainless steels. Investigations of the influence of nitrogen on steel properties have been carried out by many authors [
1,
6,
7,
8,
9]. Nitrogen in a solid solution of a steel increases the strength and improves resistance to pitting and crevice corrosion in a water solution of chloride ions [
1,
7]. Lim [
7] reported a positive effect of nitrogen on the corrosion resistance, interstitial strengthening effect, phase stability, and also utilization of both elements, nitrogen and manganese, for partial or complete replacement of nickel for stainless steel implants. Manganese, besides its bcc lattice structure, is a strong austenite-forming element, and it can also improve the nitrogen solubility in the austenitic stainless steels.
However, there are some issues related to the incorporation of gaseous nitrogen to the stainless steel matrix during the fabrication process applying high-pressure melting technologies such as: the pressurized induction melting, the pressurized electroslag remelting, and pressurized plasma arc melting [
8]. Using these methods the nitrogen concentration and gas pressure follow Sieverts’ law, where the nitrogen concentration in steel is proportional to the square root of the supply gas pressure [
9,
10]. Thus, the high-pressure melting technologies are complex, expensive, energy-consuming, and often difficult to control. Furthermore, the main disadvantage of these processes is limited and uneven solubility of nitrogen in the melted steel causes formation of hard nitrides locally.
Powder metallurgy (PM) is an alternative method for producing high nitrogen, nickel-free stainless steels where nitrogen can be incorporated in the solid state during the mechanical alloying process (MA) [
9]. Advantages of the PM route include the relatively simple equipment and more homogeneous nitrogen distribution in the stainless steel matrix in comparison to the high-pressure melting technologies steels. Besides, the MA process is an alternative method for the high nitrogen stainless steel production, with new properties, e.g., nanostructure, absence of ferromagnetism and good corrosion resistance [
11], because the number of structural defects created during high energy collisions of balls are beneficial to increase the solubility limit of nitrogen, compared to conventional melting [
12,
13]. Therefore, this method has been applied to manufacturing the nitrogen stainless steels by several researchers, who achieved nitriding of powder by conducting the alloying process in a nitrogen gas environment [
14,
15,
16]. An alternative method to incorporate nitrogen into the steel matrix is the usage of nitrides, since the solubility of nitrides is higher in comparison to the solubility of nitrogen gas [
11,
17]. Iron, chromium, or manganese nitrides are commonly used as a nitrogen source [
11,
18]. Duan et al. [
11,
13] investigated an influence of the chromium nitride and revealed that this compound is easier to dissociate and dissolve in the Fe matrix in comparison to the more stable iron nitride. Dorofeev et al. [
19] and Tsuchiyama et al. [
20] found that when chromium nitride is used, 100% of austenite fcc phase was not achieved after MA of the powder, although the nitrogen amount was about 1 wt.%. It has been speculated that at some point of the MA process the dynamic equilibrium between the deformation–induced nitride dissolution and the precipitation of nano-dispersed secondary chromium nitride were achieved [
19,
20]. Additionally, Dorofeev [
21] and Qui [
22] studied the influence of chromium and manganese nitride on the α-Fe to γ-Fe transformation. Some differences in the Fe–Cr–N system under MA in the presence of the chromium nitride and manganese nitride were reported. The chromium nitride is a stable phase in the Fe–Cr–N system, while the manganese nitride is metastable. Therefore, in this work the manganese nitride was applied.
It has been shown that Mn and N also affect the deformation mechanisms of the alloy powder through the stacking fault energy (SFE) and dislocations configuration effects [
23]. Lee and Choi [
24] examined the SFE of the Fe–Mn binary alloy system and showed that the minimum SFE is reached when Mn concentration is about 12 wt.%, because the low SFE increases the formation of a deformation-induced α’-martensite [
25,
26]. Therefore, the concentration of Mn in the tested steel is adjusted for 12 wt.%.
The main goal of this work is to obtain a fully austenitic stainless steel with no Ni with the nominal composition of Fe–18%Cr–12%Mn–N (wt.%) using a mixture of elemental and manganese nitride powders by MA method followed by Hot Isostatic Pressing (HIP) and heat treatment (HT). Two different MA atmospheres and cooling rates during HT were applied to study the phase structure stability of austenitic stainless steel and the microstructure, mechanical properties and corrosion resistance of the obtained material.
4. Discussion
In this work, the Fe–18%Cr–12%Mn–N steel was prepared by the powder metallurgy route using elemental Fe, Cr, and Mn4N compound powders and nitrogen as MA atmosphere, then consolidated using two different methods: sintering under nitrogen and HIPping. It was found that this steel has ductility and is sensitive for a cooling rate during HT.
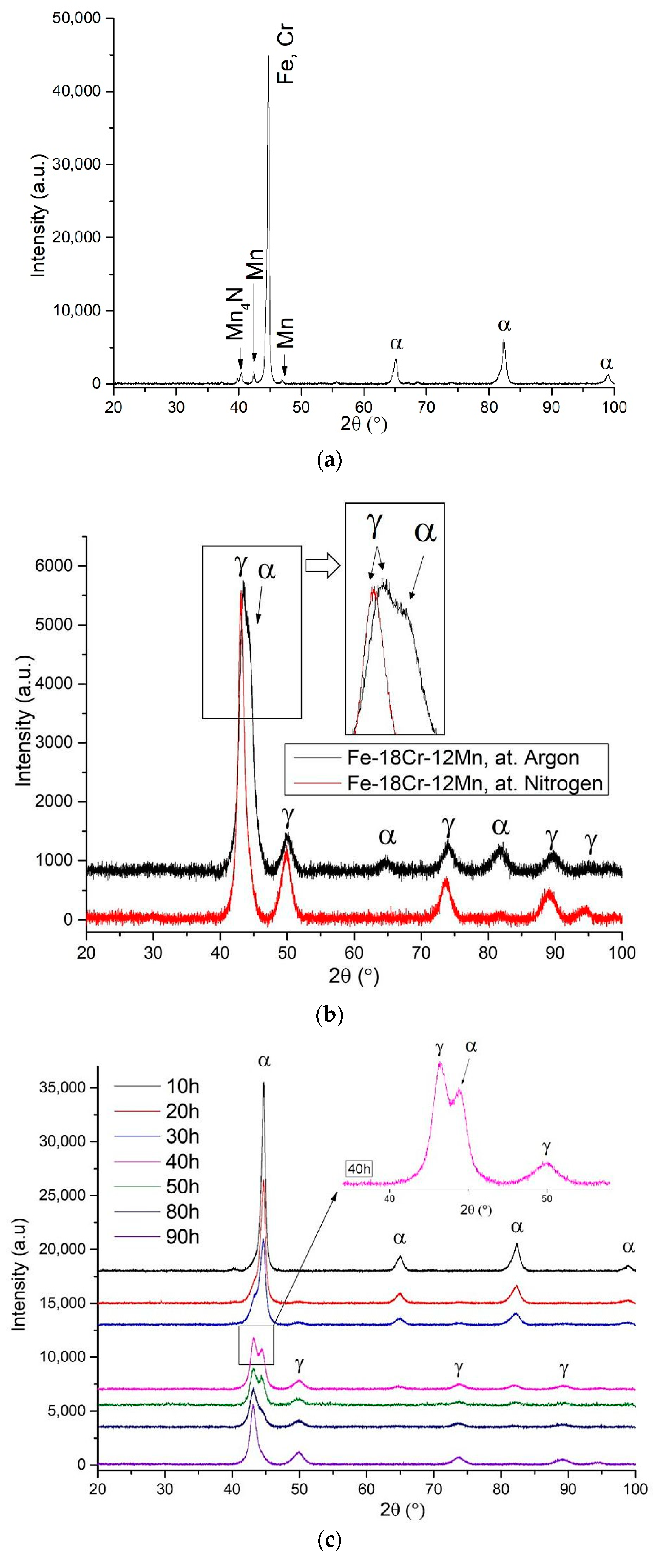
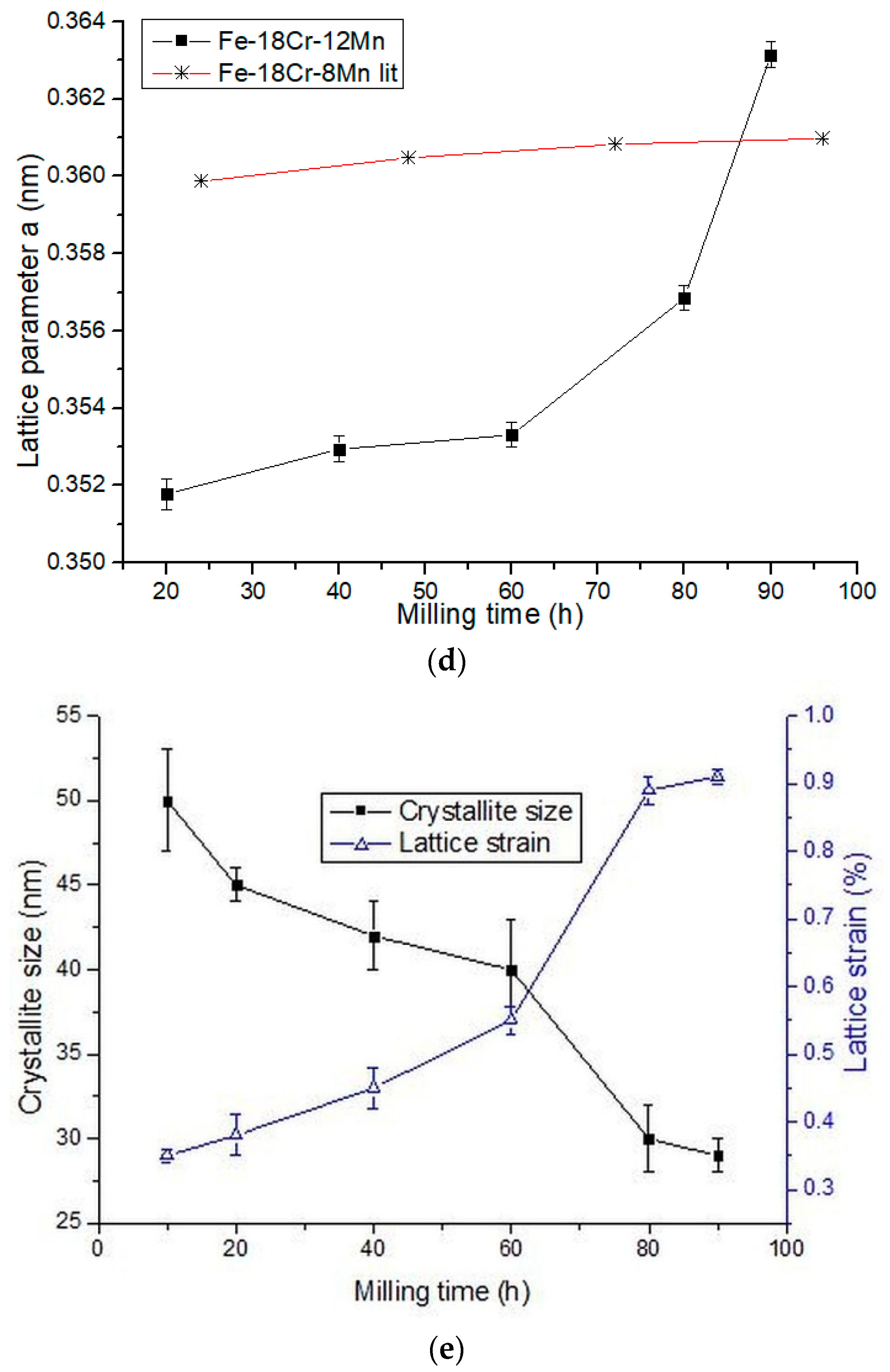
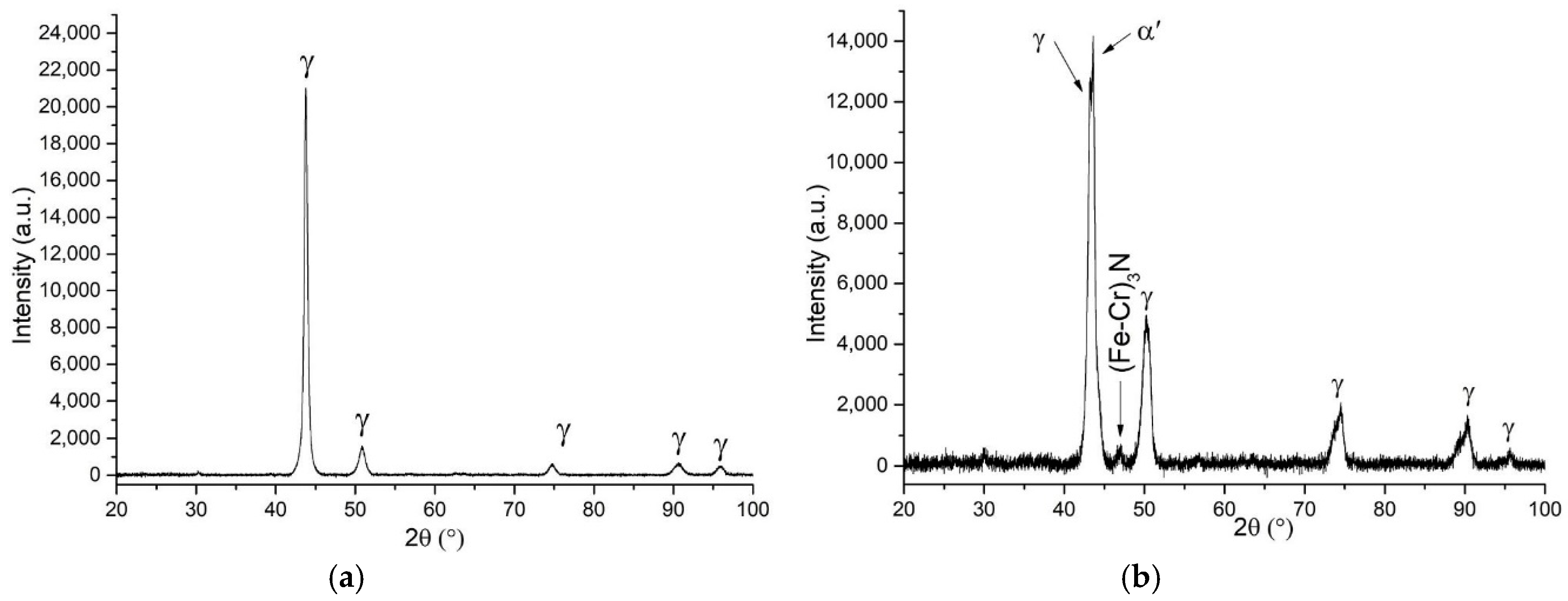
The fcc phase structure was detected by XRD after 90 h of MA in nitrogen in the steel powder with Mn
4N compound addition, despite the fact that the MA process parameters were not high. This can also be confirmed by the interplanar d-spacing data of the powder, presented in
Table 1, where after 80 h of MA this parameter increased suddenly. Furthermore, after 80 h of milling the amount of nitrogen also increased significantly and at the end of the ball milling (after 90 h) it was ~1.0%, which is about 35% higher in comparison to [
14], where similar process parameters were used. Simultaneous addition of nitrogen in two forms (as powder and atmosphere) may explain the phenomenon of an abrupt increase in the lattice parameter and interplanar spacing.
Obtainment of 100% austenite is a very crucial requirement during the production of austenitic stainless steel, especially for medical applications. Salahinejad et al. [
18] investigated by XRD an influence of various annealing temperatures 1000–1300 °C of the as-milled powders followed by water quenching on the stability of the fcc phase structure. The main conclusion was that a fully austenitic structure was obtained after water quenching of the powder from the temperature of 1150–1250 °C.
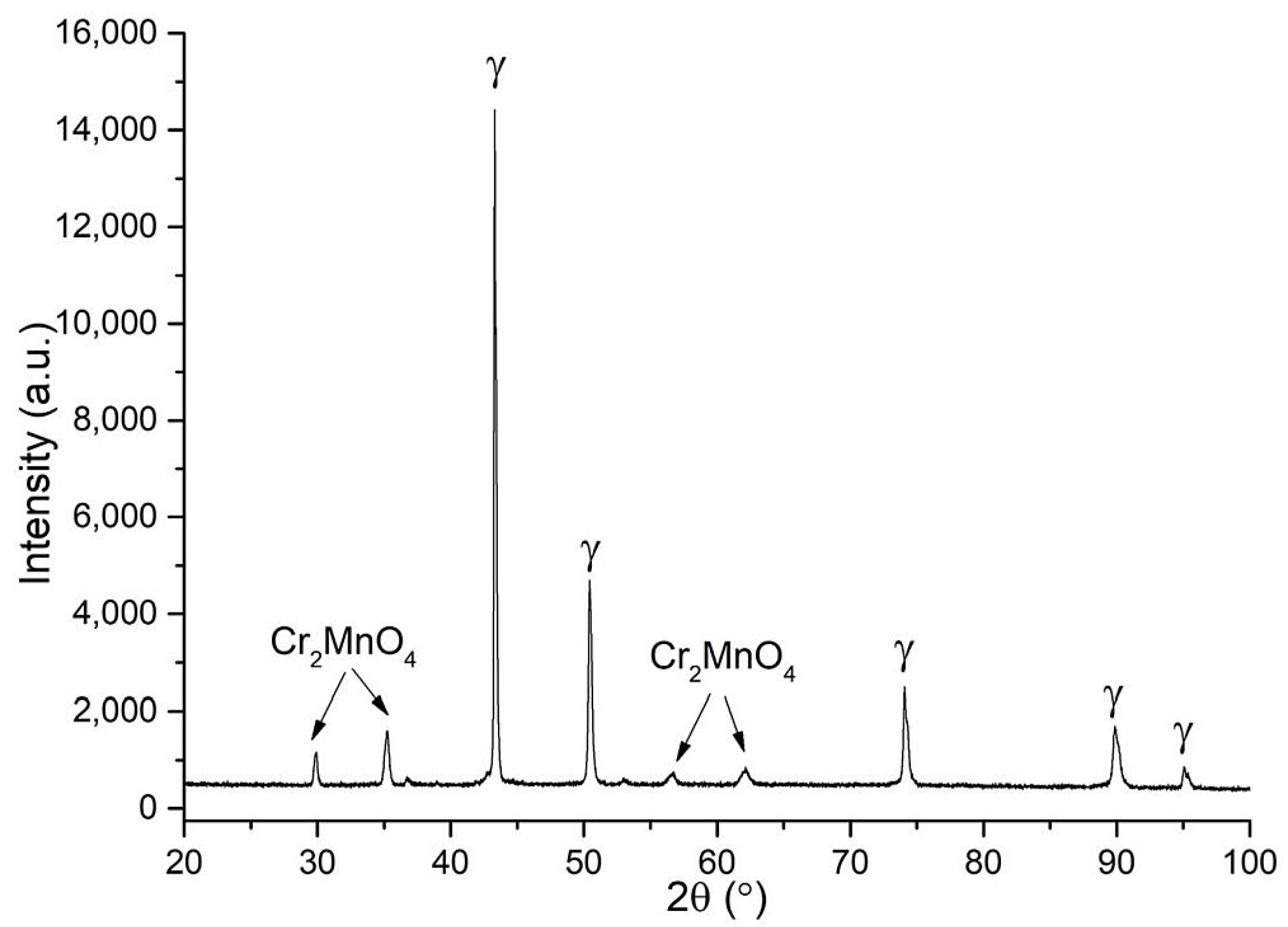
The fcc phase structure stability derives from the austenite stabilizing elements Mn, N, and C and microstructure refinement [
1,
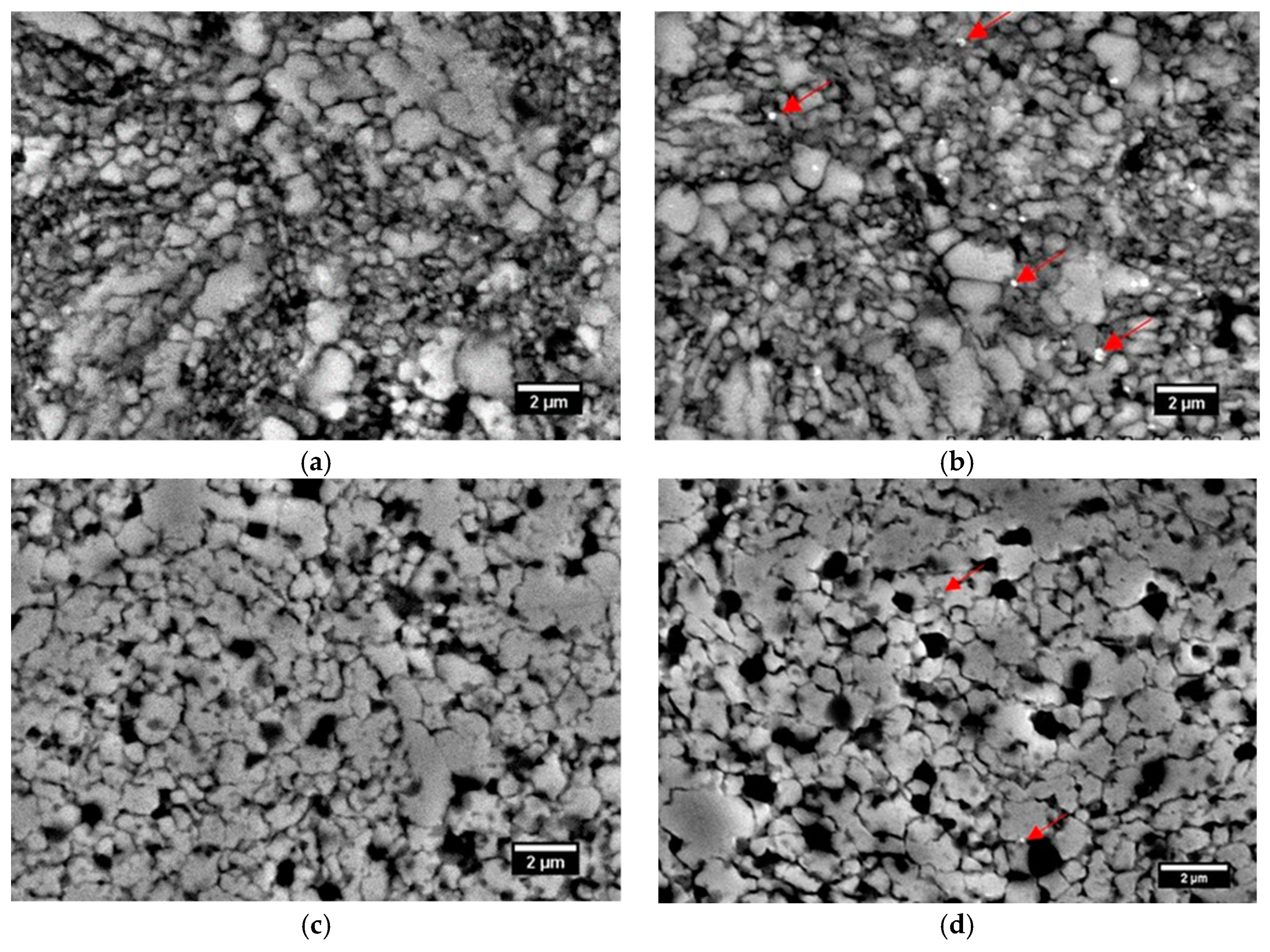
58]. In this work, the XRD analysis of the bulk material after annealing at 1175 °C and water quenching revealed both austenitic and martensitic phases. One of the possible explanations is that after water quenching inhomogeneous concentration of carbon can cause undesired local austenitic–martensitic phase transformation that increases hardness and decreases ductility and corrosion properties of the material.
It is well known that the HIP method allows one to obtain a material with 100% of the theoretical density, however, only under certain conditions. It is difficult to obtain a fully dense HIPped steel if the powder shape is not spherical and soft, and is not densely packed in the capsule. Also, oxygen content of the powder should be as low as possible, usually below 0.2%. This also affects the HIPping process as well as mechanical properties. Annealing of the milled powder, prior to HIPping, in reducing atmosphere, e.g., hydrogen, vacuum, or mixture of hydrogen and nitrogen, could reduce the oxygen content and decrease the hardness. However, the issue is that annealing at higher temperature triggers sintering of the very defected powders that complicates the HIPping process because the air is closed in the pores and the sintered necks should be destroyed to increase the density and mechanical properties, especially ductility. Thus, further thermo-mechanical treatment has to be applied.
For the sintering process, a nitrogen atmosphere was chosen. This is not a reducing atmosphere and retards the sintering process due to the small atomic radius of nitrogen that occupies interstitial sites and promotes an increase in atomic packing. This decreases the atomic diffusion coefficient and, therefore, influences the density of sintered materials [
41]. On the other hand, the nitrogen atmosphere can only provide required nitrogen content in the steel that ensures a fully austenitic phase structure. However, during sintering, nitrogen atoms escape from a steel matrix when the temperature reaches a high level. Meanwhile, nitrogen atoms from the nitrogen atmosphere continuously diffuse into a matrix, which prevents the loss of large quantities of nitrogen. However, the dissociation of nitrogen molecules and the diffusion of nitrogen atoms into the Fe-matrix is more difficult than the process of nitrogen atoms running out of the matrix at such high annealing temperature. Therefore, a part of the nitrogen loss is inevitable [
11].
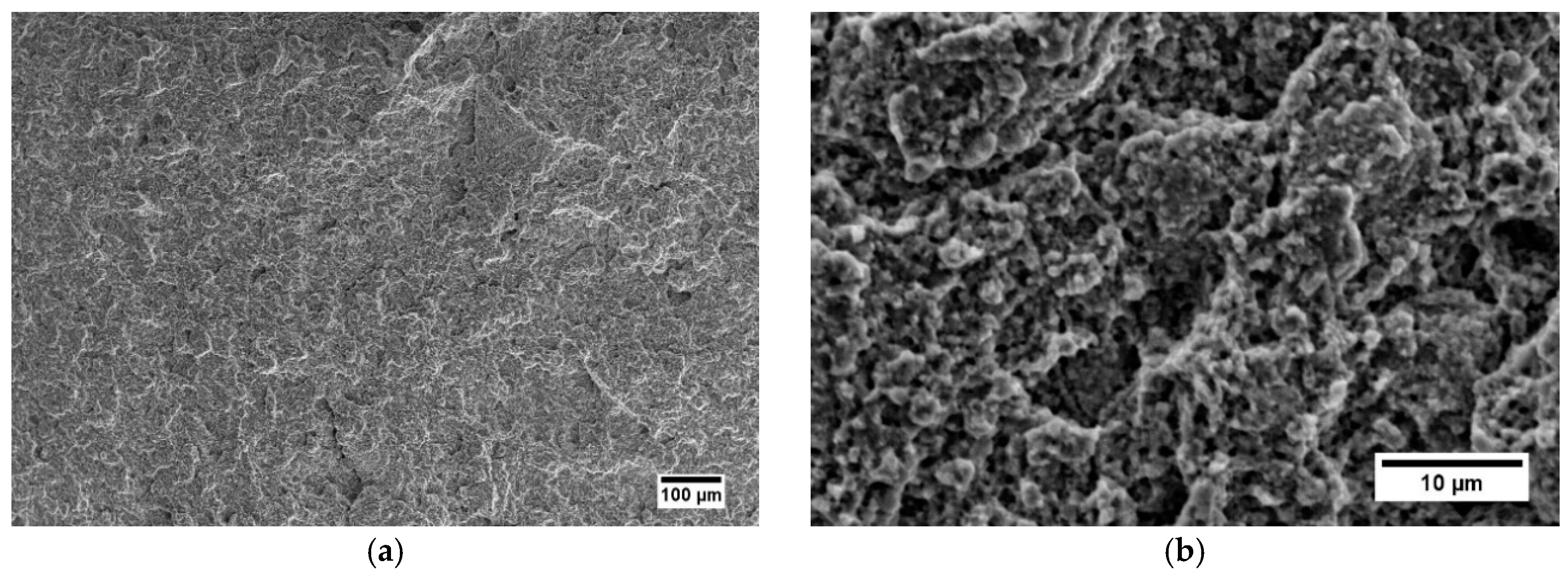
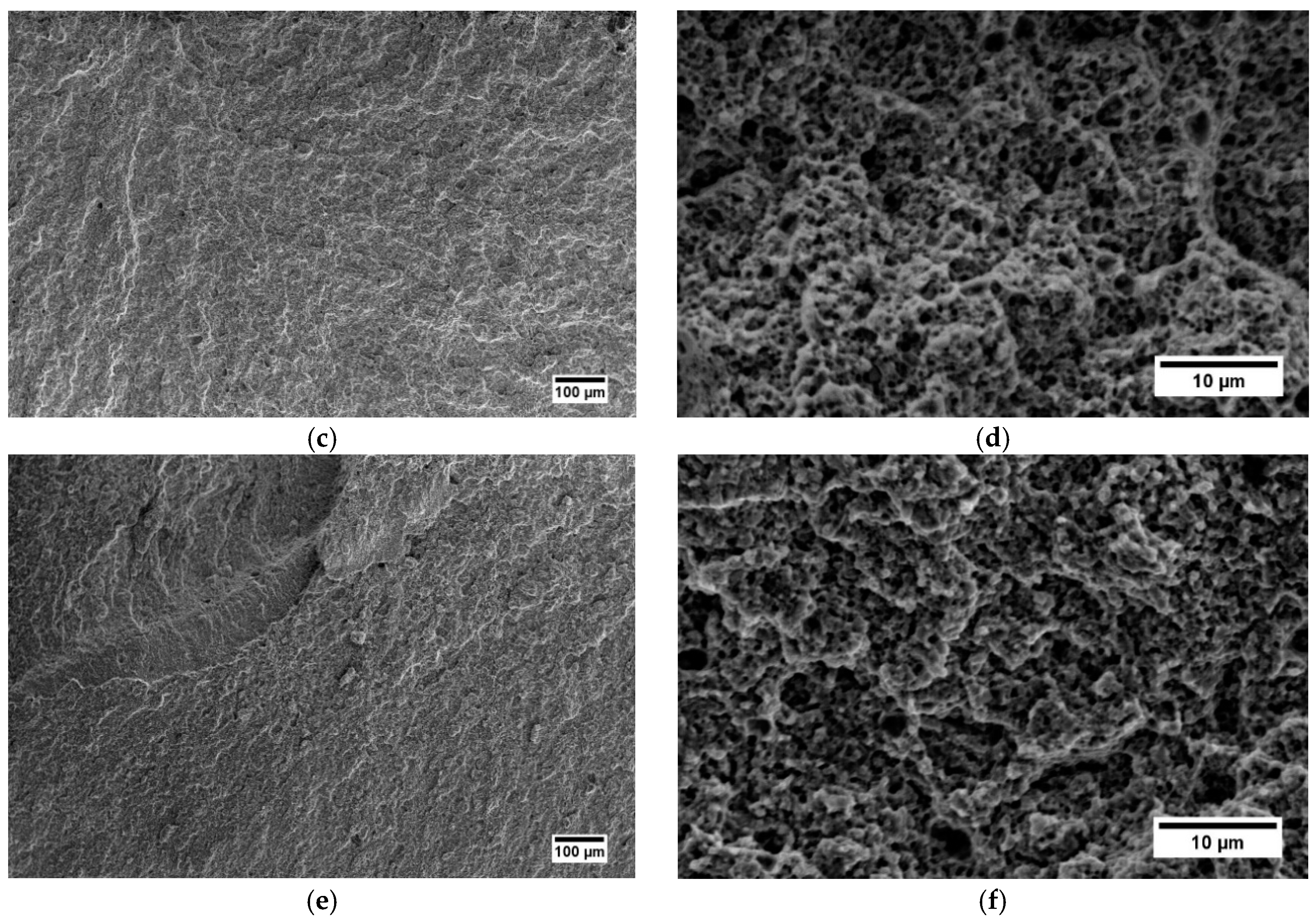
The heat treatment affects the mechanical properties of the as-HIPped samples. The HIPped and HIP+HT–WC specimens have higher hardness and a very low ductility. The low ductility of the HIP+HT–WC sample can be caused by the austenite to martensite phase transformation. This may suggest that the amount of the austenite stabilizing elements (Mn and N) was not enough in the steel or carbon content has to be reduced to obtain a fully fcc phase structure.
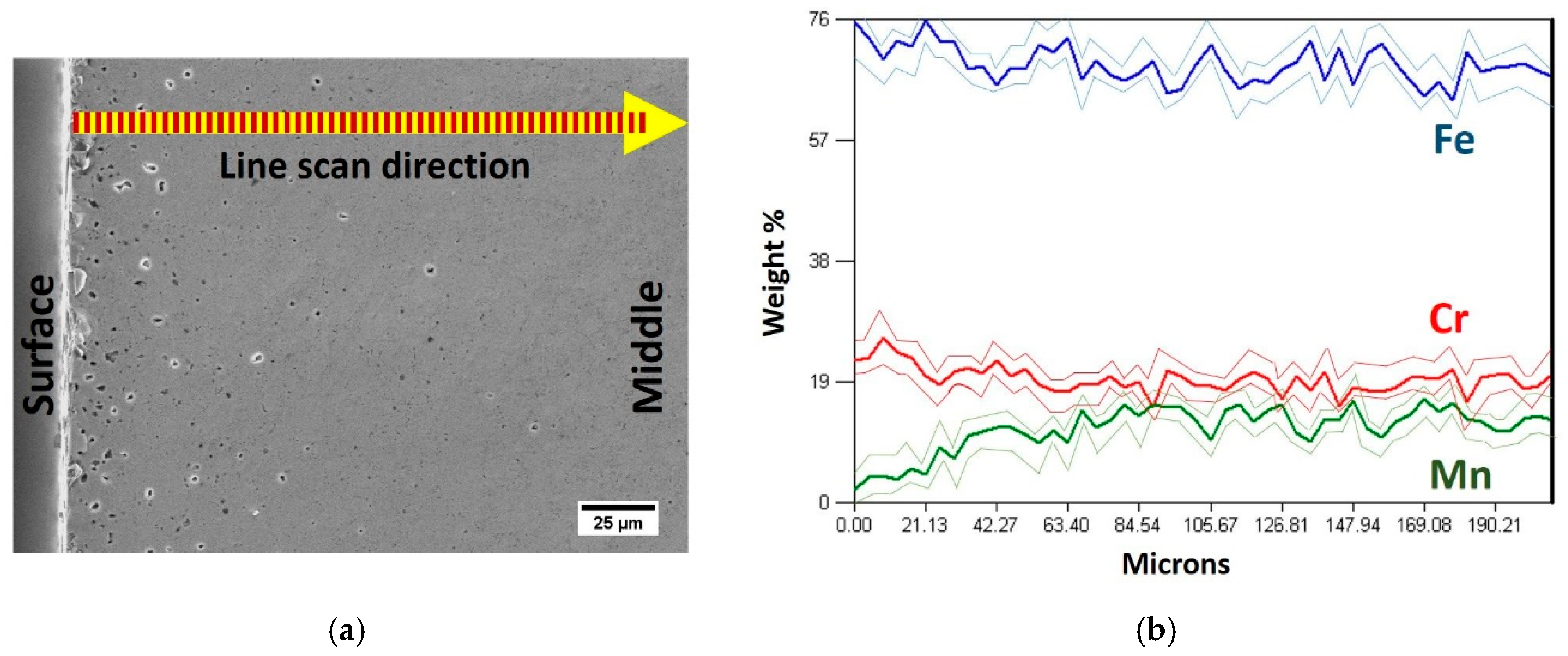
It can be assumed that during the vacuum heat treatment of the as-HIPped steel, a complex chemical reaction takes place that causes the depletion of the alloying elements. As mentioned before, manganese sublimates at relatively low temperatures, and its partial pressure reaches about 19.88 Pa at 1100 °C [
42]. The manganese vapor then reacts with oxygen according to the reaction:
If the sintering process is performed in an atmosphere with low vacuum pressure, then the reaction between Mn
(gas) and oxygen occurs at greater distances from a surface of specimens. At higher oxygen partial pressure, the oxidation of manganese will be more extensive and include the formation of a green MnO film on the surface of parts, which is transported away by the vacuum atmosphere from the work space (tube of sintering furnaces) [
59,
60]. If MnO is not removed from the surface, it can be reduced to Mn with carbon at a temperature over 1100 °C, through the Mn−C (Mn
5C
2) reduction reactions as follows [
42]:
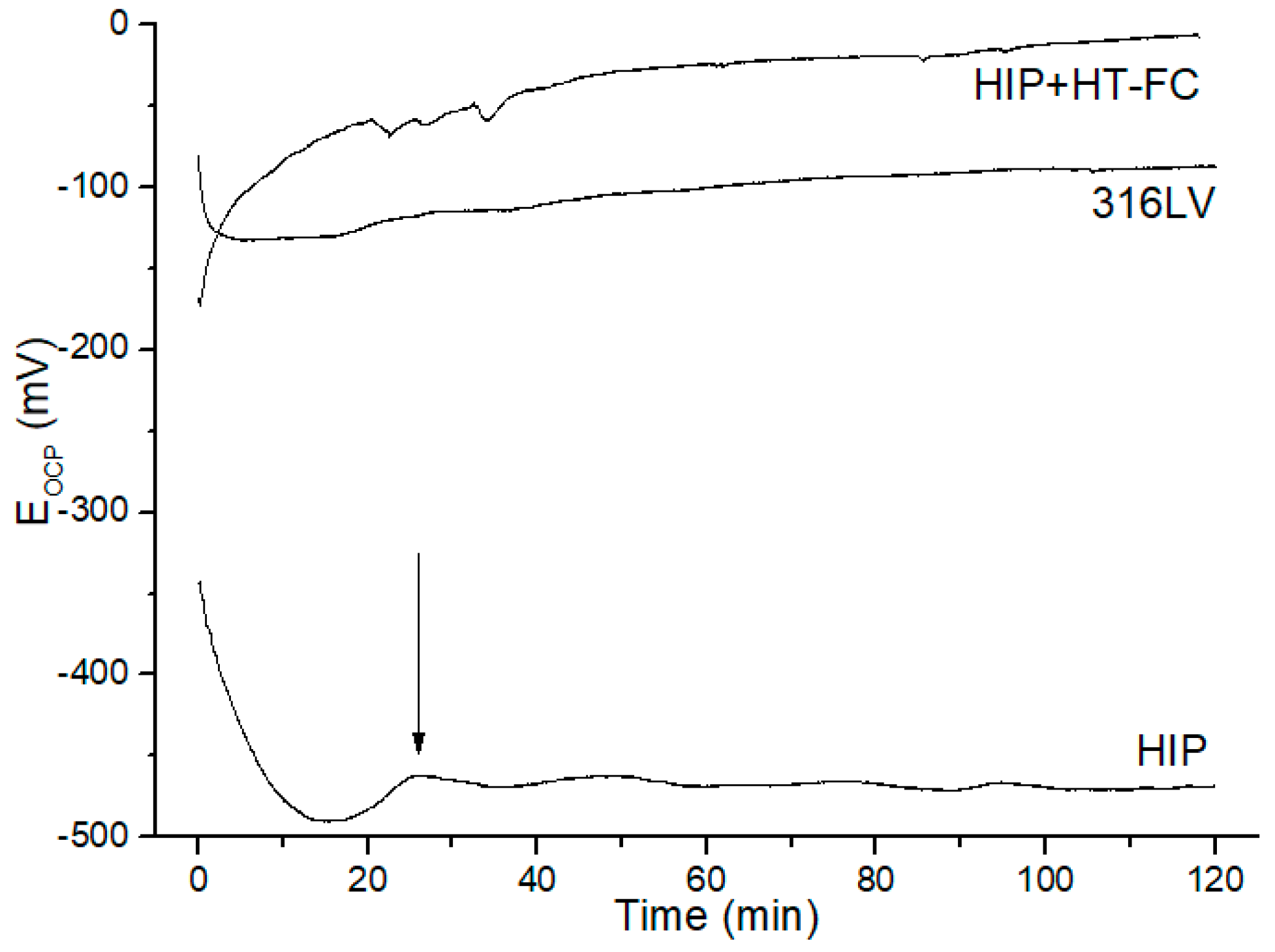
As the corrosion resistance results show, the highest open-circuit potential was observed for the heat treated and furnace cooled sample. The theory of the ennoblement of passive metals upon prolonged exposure under open-circuit conditions is now well-developed and it shows that a positive drift in the
Eocp occurs because of a progressive thickening of the barrier oxide layer [
51,
61].
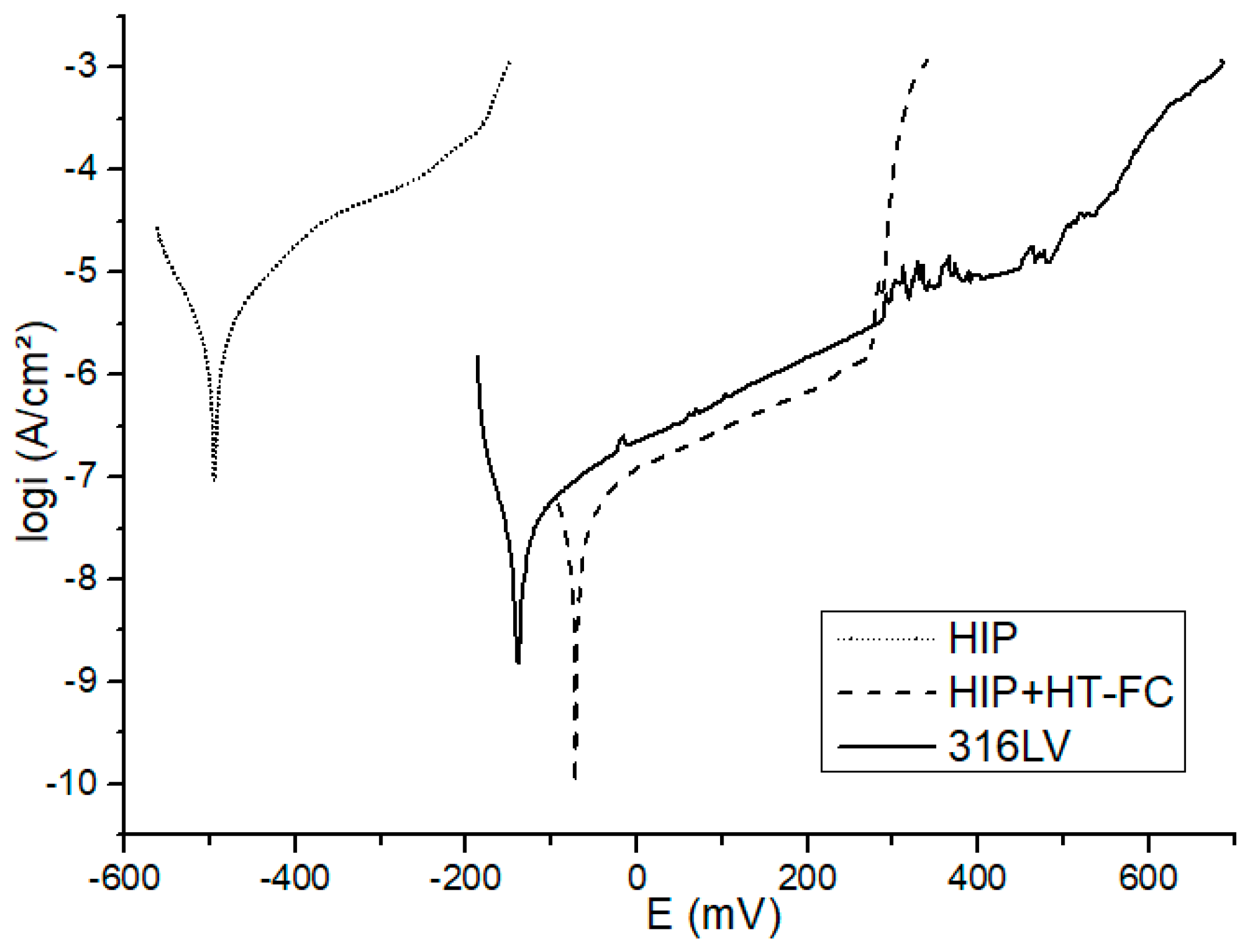
The HIP+HT–FC sample shows the best corrosion potential and lower current density, probably due to Mn surface depletion (~3.5% less Mn in comparison to the HIPped sample). Manganese negatively affects the characteristics of the passive layer, which is attributed to its strong chemical activity. The electronegative of Mn (1.55) is lower than iron (Fe) (1.83), suggesting the ability of Mn to attract electrons is weaker than that of Fe. Mn-rich areas or Mn-rich phases in stainless steels easily lose their electrons and become anodes in an electrochemical reaction system in aggressive solutions. This promotes the anodic dissolution of stainless steels. Furthermore, the range of pH value and potential that Mn
2+ is stable on the potential–pH plot is much wider than that of Fe
2+, indicating that Mn is more active than Fe, and tends to become Mn
2+ in corrosive environments. In addition, Mn hardly improves the electrode potential of Fe-based solid solutions [
53,
54]. The Mn-rich oxides are less protective. Moreover, some researchers noted that, high Mn alloying content has a detrimental influence on pitting corrosion of stainless steels, even though the nitrogen solubility could be significantly raised [
7,
62].
As it is known, in Hank’s solution there are compounds with chloride ions. These ions react with the metals according to the following reactions [
63]:
Furthermore, the corrosion resistance of the 316LV austenitic stainless steels is improved by 2–3% of molybdenum. The presence of this element as an alloying element reduces the number and the size of nucleation and metastable pits [
2]. Therefore, in future research, the addition of molybdenum is planned to improve the corrosion resistance of the tested material.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}