Effect of Temperature Gradient on the Grain Size Homogeneity of SEED Produced Semi-Solid Slurries by Phase-Field Simulation

Abstract
1. Introduction
2. Experimental Approach
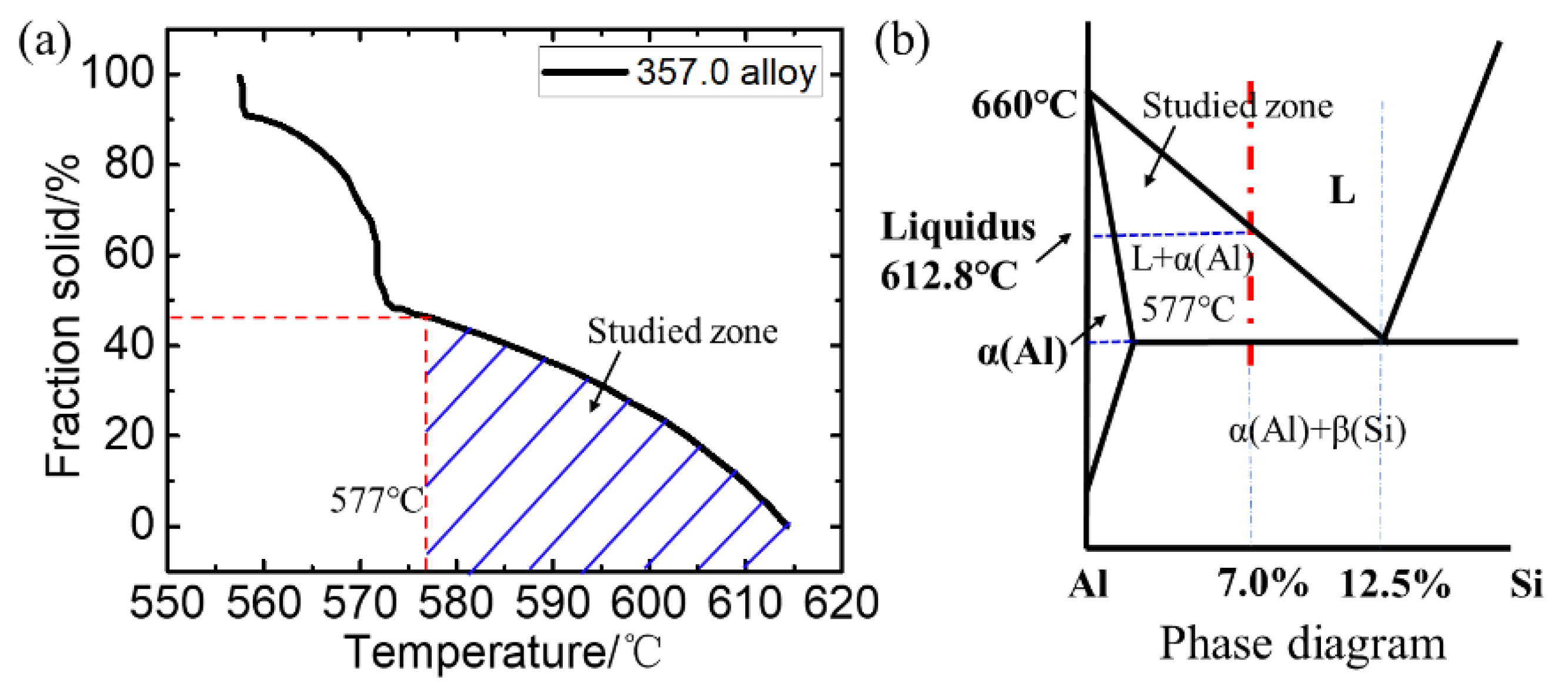
2.1. Materials and Properties
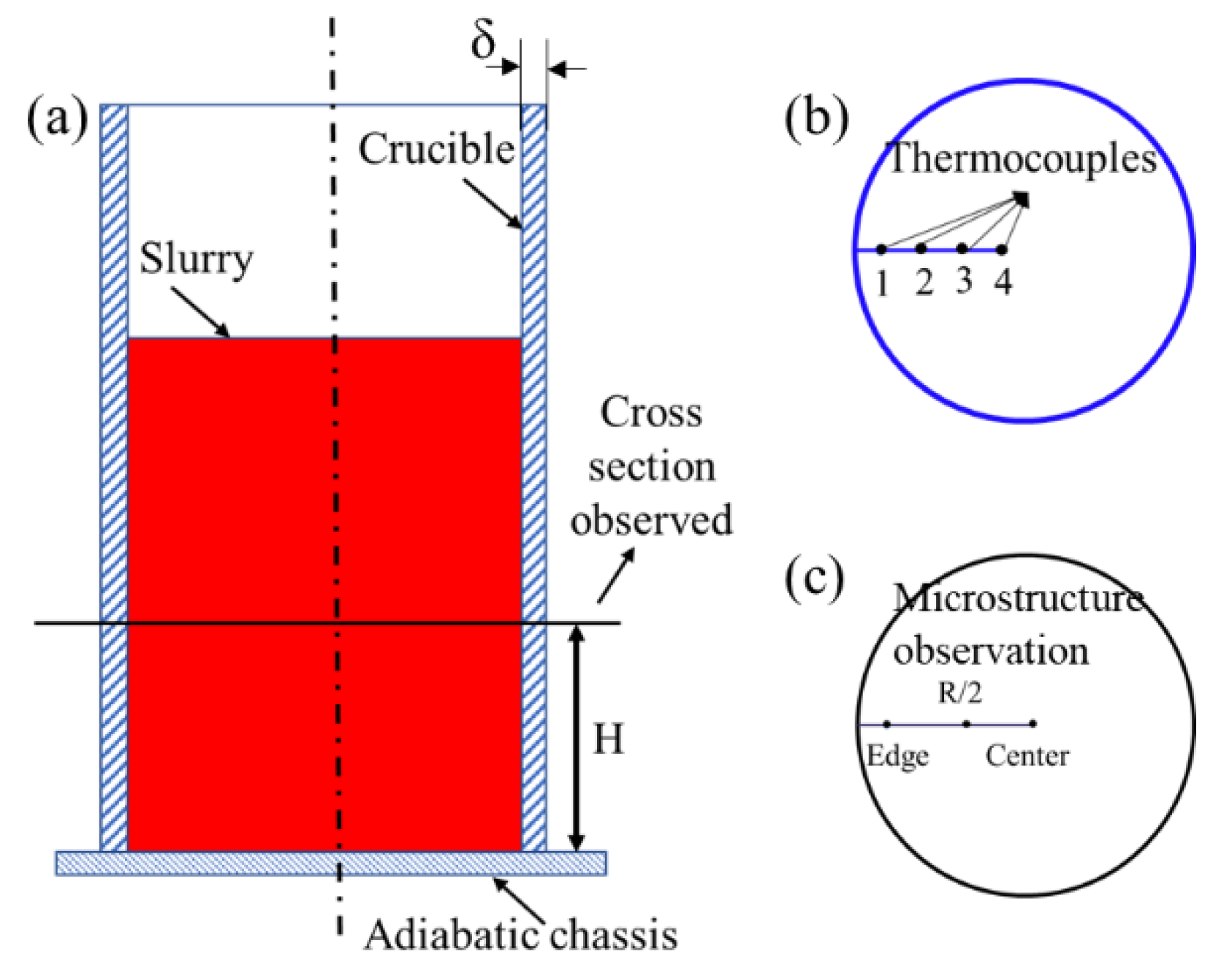
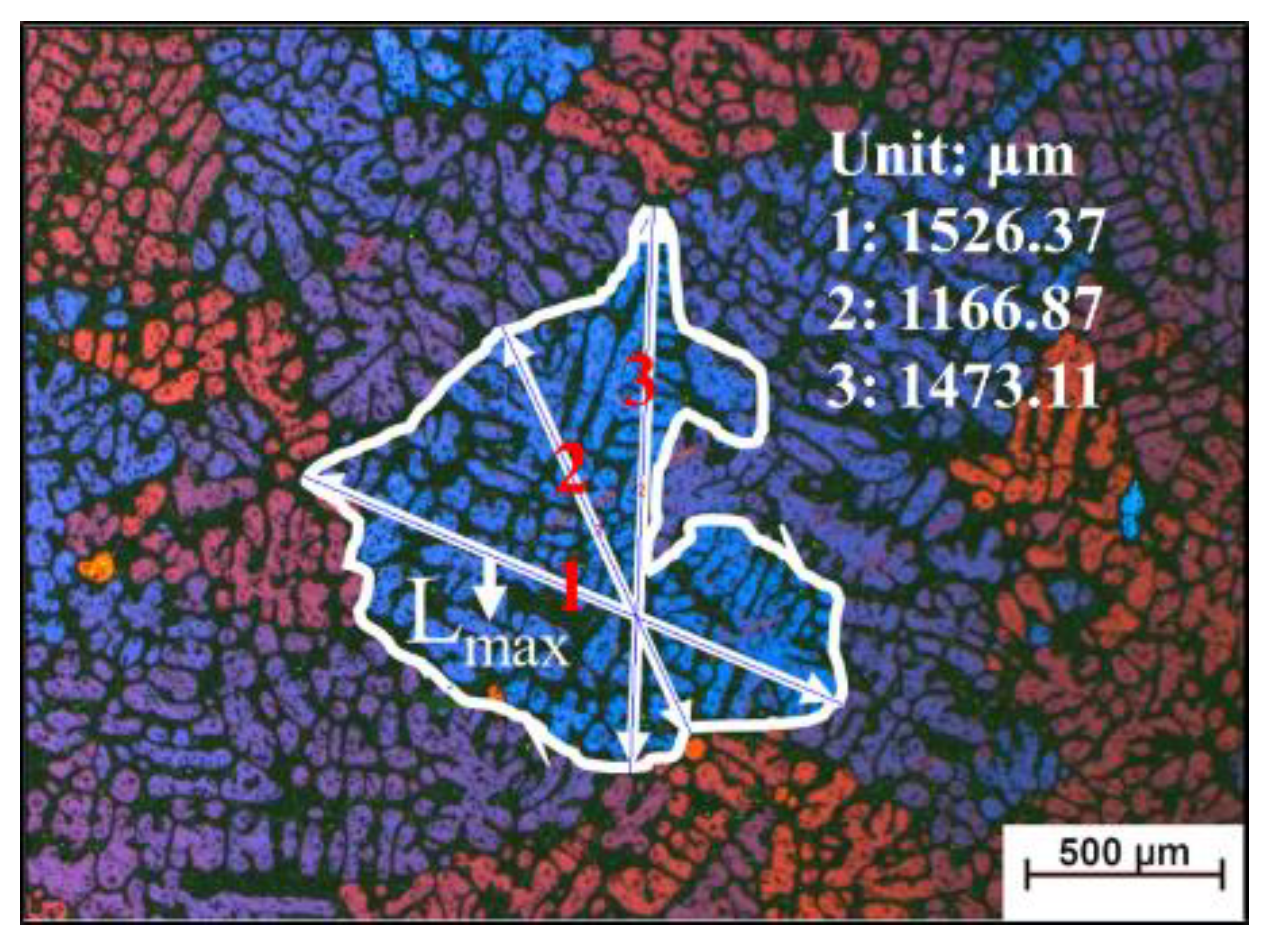
2.2. Slurry Preparation and Sample Observation
3. Model Description
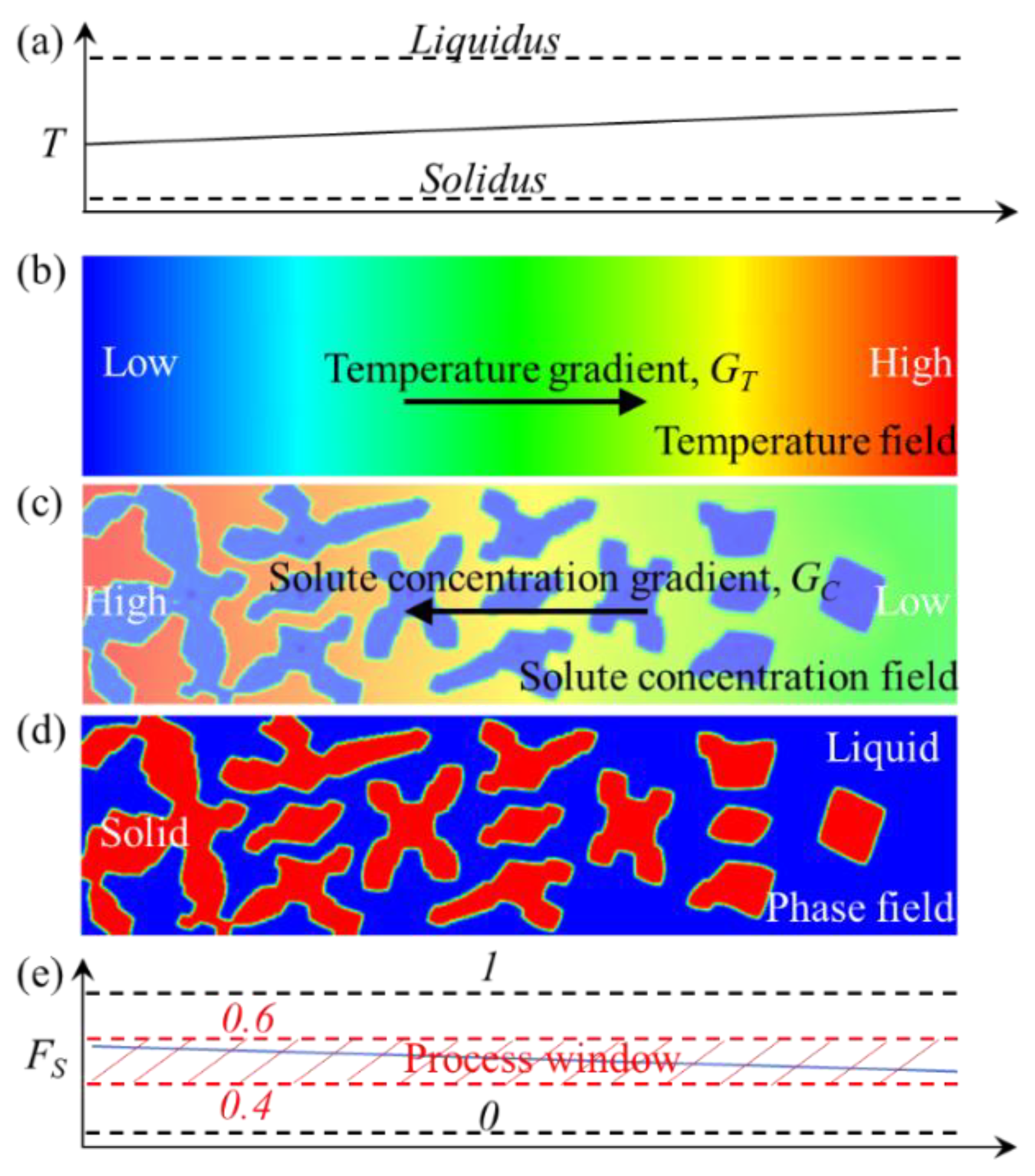
3.1. Phase-Field Model
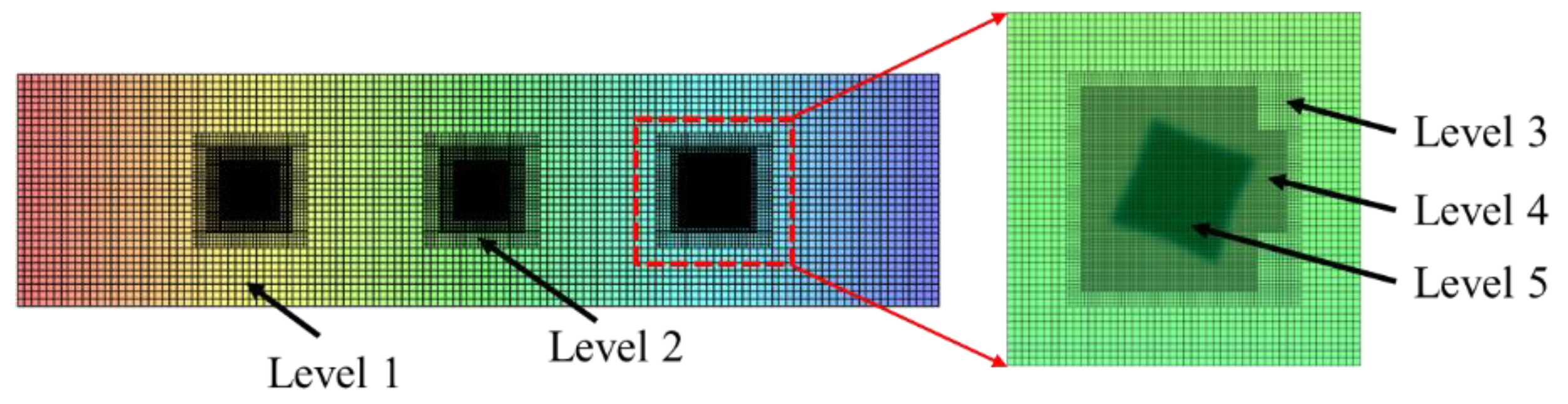
3.2. Parallel Computing and Adaptive Mesh Refinement
4. Results and Discussion
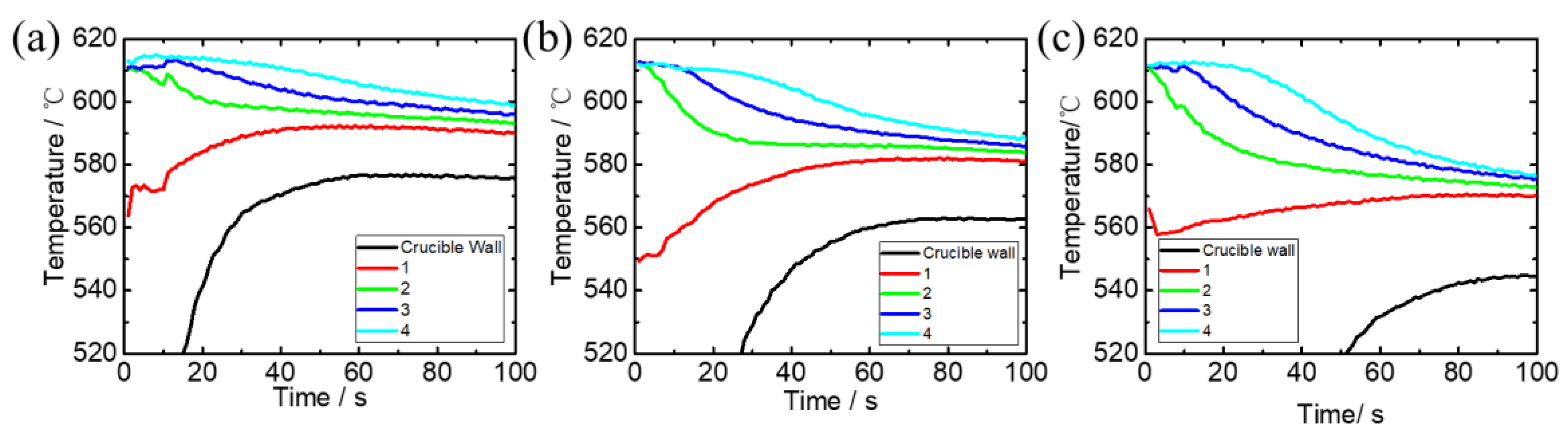
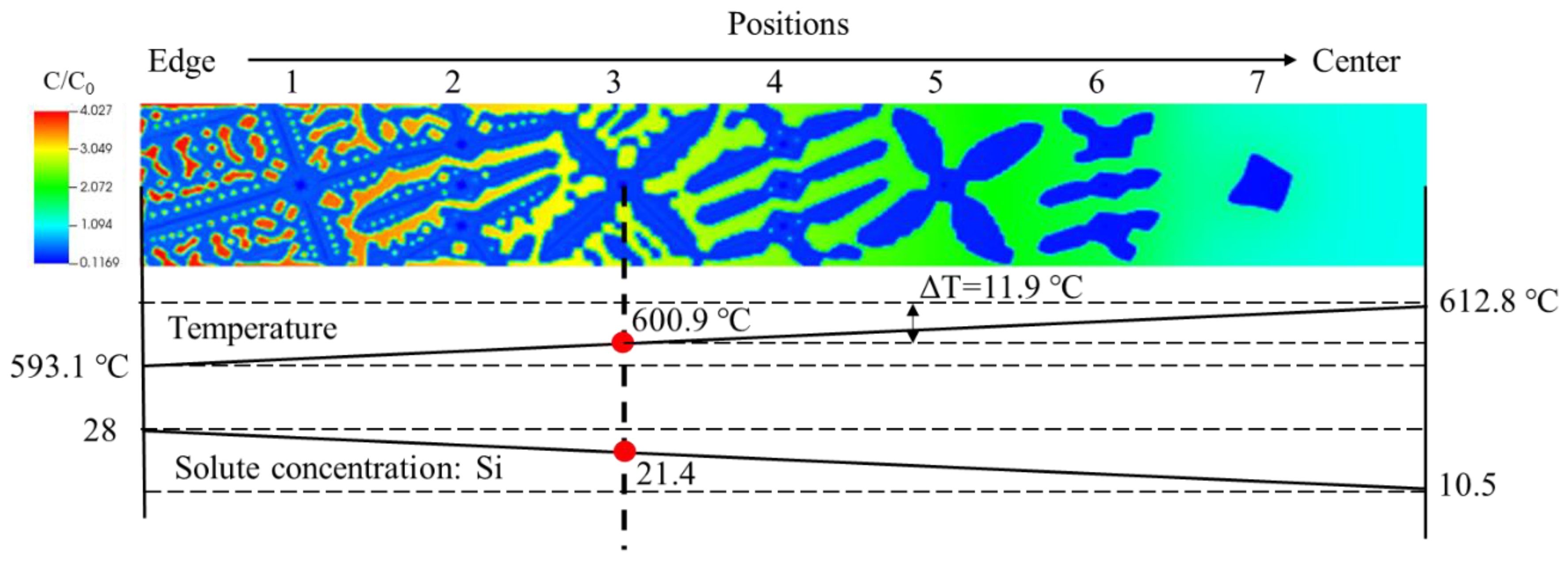
4.1. Thermal Conditions and Corresponding Microstructures in Slurries
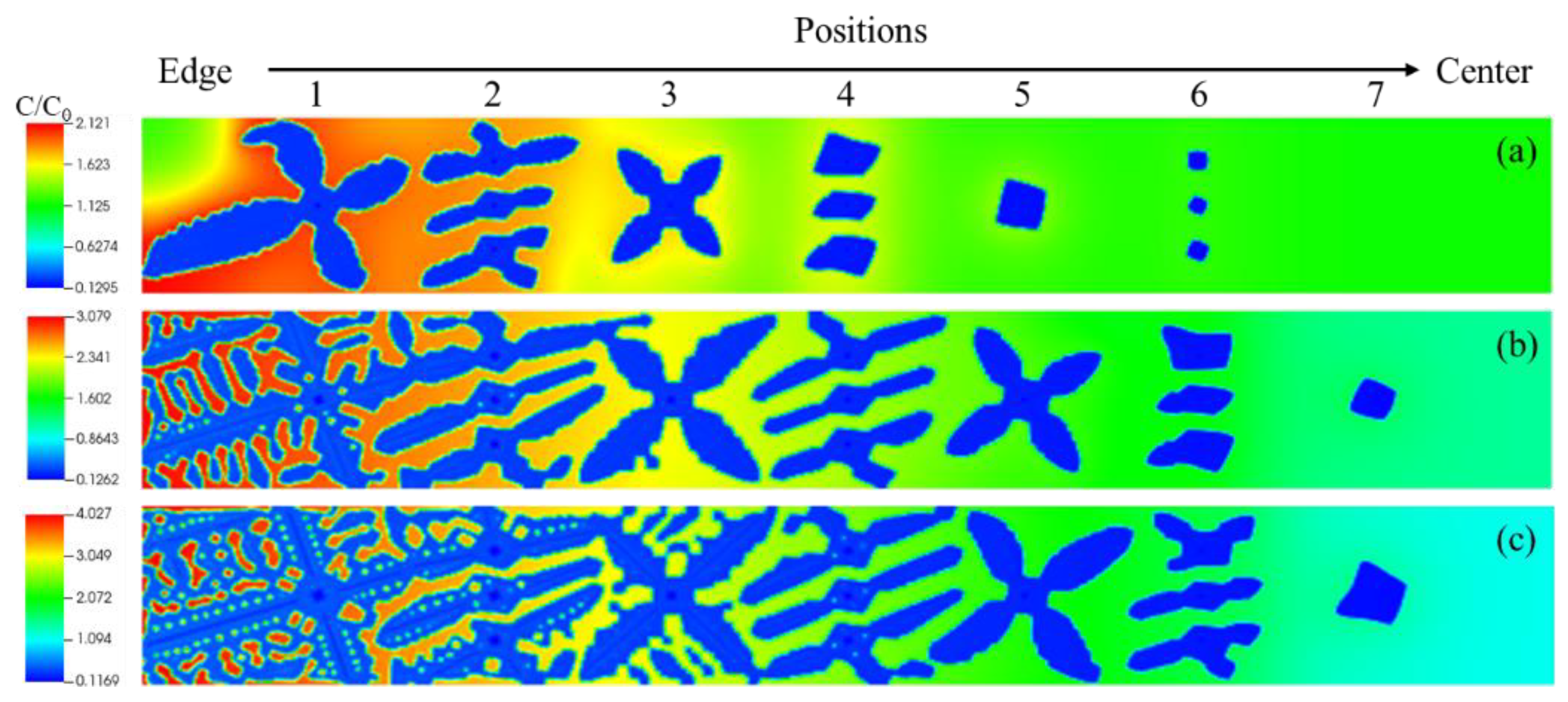
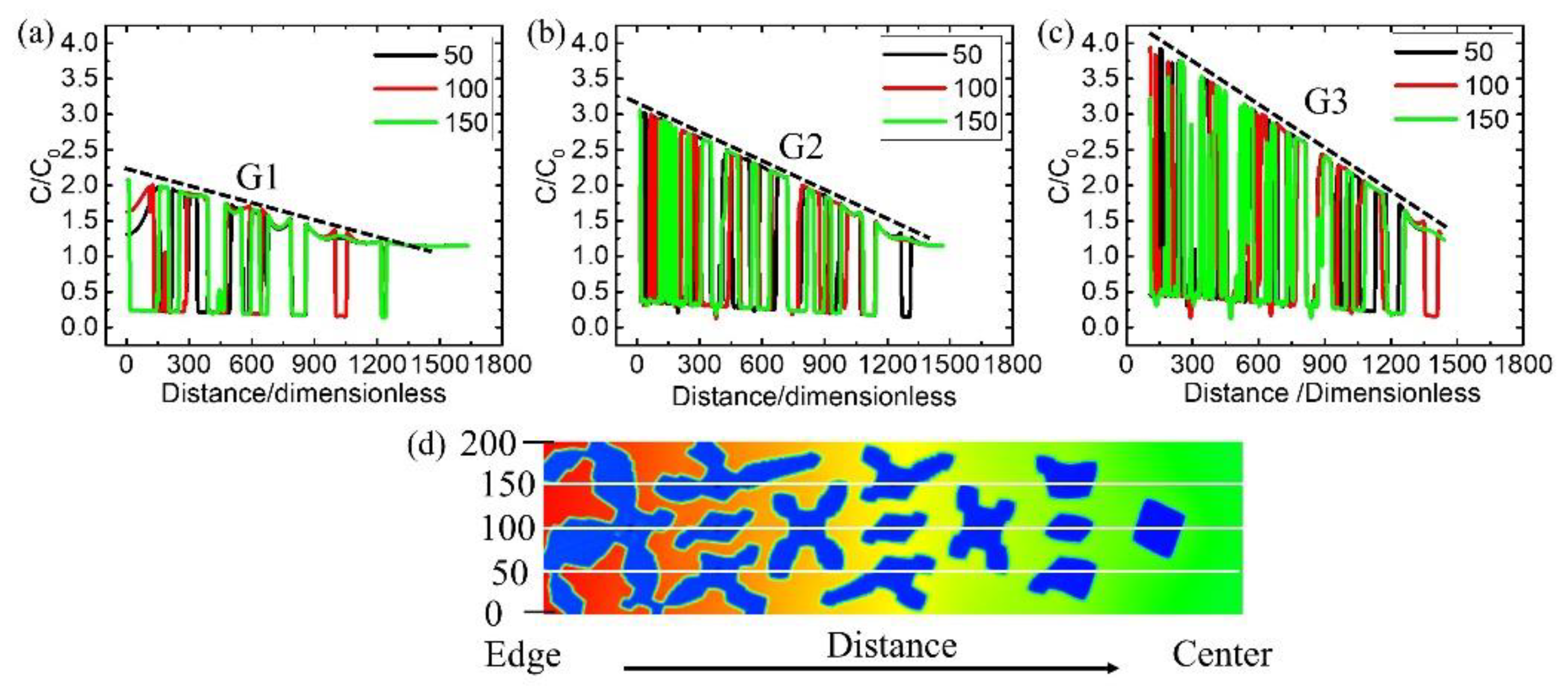
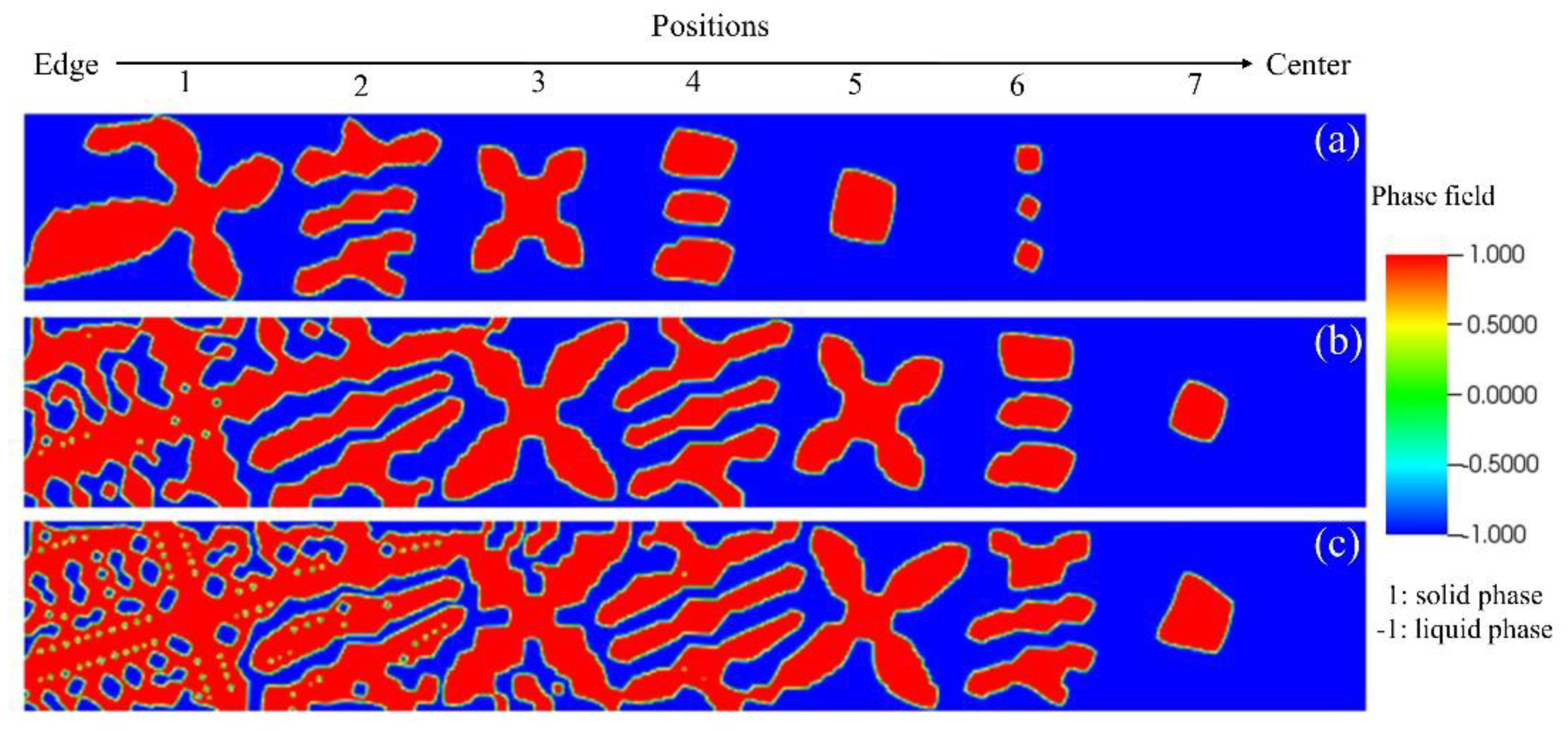
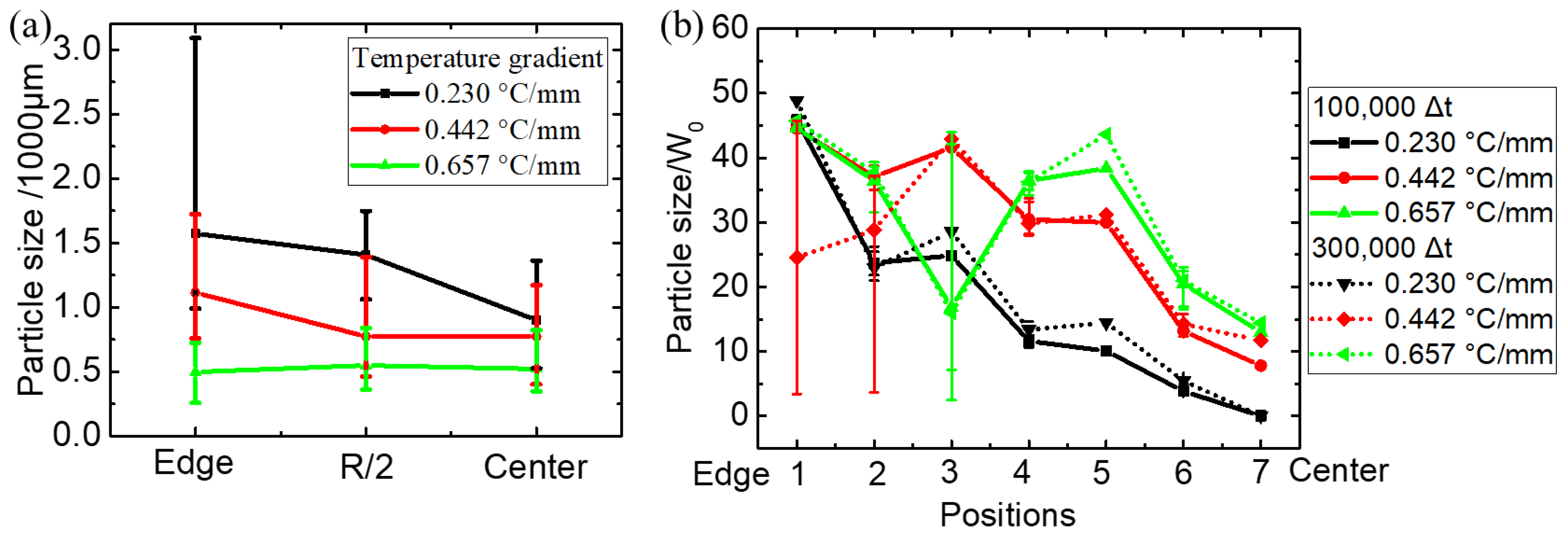
4.2. Numerical Simulation Results
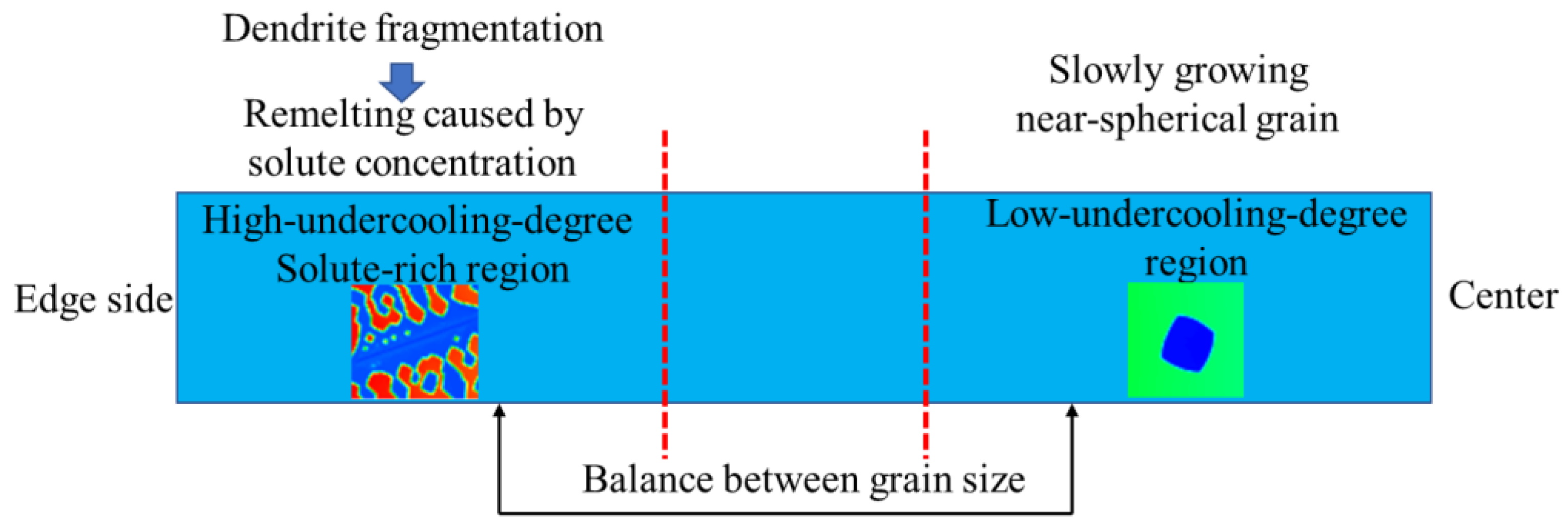
4.3. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Winklhofer, J. Semi-Solid Casting of Aluminium from an Industrial Point of View. Solid State Phenom. 2019, 285, 24–30. [Google Scholar] [CrossRef]
- Atkinson, H.V. Alloys for Semi-Solid Processing. Solid State Phenom. 2012, 192–193, 16–27. [Google Scholar] [CrossRef]
- Cote, P.; Larouche, M.E.; Chen, X.G. New Developments with the SEED Technology. Solid State Phenom. 2013, 192–193, 373–378. [Google Scholar] [CrossRef]
- Langlais, J.; Andrade, N.; Lemieux, A.; Chen, X.G.; Bucher, L. The Semi-Solid Forming of an Improved AA6061 Wrought Aluminum Alloy Composition. Solid State Phenom. 2008, 141–143, 511–516. [Google Scholar] [CrossRef]
- Bolouri, A.; Chen, X.G. Transient Rheological Behavior of Semisolid SEED-Processed 7075 Aluminum Alloys in Rapid Compression. Metall. Mater. Trans. B 2018, 49, 2858–2867. [Google Scholar] [CrossRef]
- Liu, Z.; Mao, W.-M.; Zhao, Z.-D. Effect of pouring temperature on semi-solid slurry of A356 Al alloy prepared by weak electromagnetic stirring. Trans. Nonferrous Met. Soc. China 2006, 16, 71–76. [Google Scholar] [CrossRef]
- Provatas, N.; Elder, K. Phase-Field Methods in Materials Science and Engineering; John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- Dyja, R.; Gawronska, E.; Sczygiol, N. The Effect of Mechanical Interactions between the Casting and the Mold on the Conditions of Heat Dissipation: A Numerical Model. Arch. Metall. Mater. 2015, 60, 1901–1910. [Google Scholar] [CrossRef]
- Gawronska, E.; Sczygiol, N.; Dubow, E. Numerical Modeling of Equiaxed Structure Forming in the Cast during Alloy Solidification. Procedia Eng. 2016, 136, 101–107. [Google Scholar] [CrossRef]
- Wodo, O.; Gawronska, E. Modeling of Two-Stage Solidification: Part I Model Development. Arch. Metall. Mater. 2012, 12, 151–156. [Google Scholar] [CrossRef]
- Wodo, O.; Gawronska, E. Modeling of Two-Stage Solidification: Part II Computational Verification of the Model. Arch. Metall. Mater. 2013, 13, 125–130. [Google Scholar] [CrossRef]
- Das, P.; Dutta, P. Phase-field modelling of microstructure evolution and ripening driven grain growth during cooling slope processing of A356 Al alloy. Comput. Mater. Sci. 2016, 125, 8–19. [Google Scholar] [CrossRef]
- Qin, R.S.; Wallach, E.R. Phase-field simulation of semisolid metal processing under conditions of laminar and turbulent flow. Mater. Sci. Eng. A 2003, 357, 45–54. [Google Scholar] [CrossRef]
- Zhang, Q.; Xue, H.; Tang, Q.; Pan, S.; Rettenmayr, M.; Zhu, M. Microstructural evolution during temperature gradient zone melting: Cellular automaton simulation and experiment. Comput. Mater. Sci. 2018, 146, 204–212. [Google Scholar] [CrossRef]
- Liu, D.R.; Mangelinck-Noёl, N.; Gandin, C.-A.; Zimmermann, G.; Sturz, L.; Thi, H.N.; Billia, B. Structure in directionally solidified Al-7 wt.% Si alloys: Benchmark experiments under microgravity. Acta Mater. 2014, 64, 253–265. [Google Scholar] [CrossRef]
- Schneider, M.C.; Gu, J.P.; Beckermann, C.; Boettinger, W.J.; Kattner, U.R. Modeling of Micro-and Macrosegregation and Freckle Formation in Single-Crystal Nickel-Base Superalloy Directional Solidificatio. Metall. Mater. Trans. A 1997, 28, 1517–1531. [Google Scholar] [CrossRef]
- Krane, M.J.M.; Johnson, D.R.; Raghavan, S. The development of a cellular automaton-finite volume model for dendritic growth. Appl. Math. Model. 2009, 33, 2234–2247. [Google Scholar] [CrossRef]
- Kobayashi, R. A numerical approach to three-dimensional dendritic solidification. Exp. Math. 1994, 3, 59–81. [Google Scholar] [CrossRef]
- Karma, A. Phase-field formulation for quantitative modeling of alloy solidification. Phys. Rev. Lett. 2001, 87, 115701. [Google Scholar] [CrossRef]
- Granasy, L.; Borzsonyi, T.; Pusztai, T. Nucleation and bulk crystallization in binary phase-field theory. Phys. Rev. Lett. 2002, 88, 206105. [Google Scholar] [CrossRef] [PubMed]
- Lan, C.-W.; Shih, C.-J.; Lee, M.-H. Quantitative phase-field simulation of deep cells in directional solidification of an alloy. Acta Mater. 2005, 53, 2285–2294. [Google Scholar] [CrossRef]
- Echebarria, B.; Folch, R.; Karma, A.; Plapp, M. Quantitative phase-field model of alloy solidification. Phys. Rev. E 2004, 70, 061604. [Google Scholar] [CrossRef] [PubMed]
- Nafisi, S.; Ghomashchi, R. Semi-Solid Processing of Aluminum Alloys; Springer: Berlin, Germany, 2016; p. 185. [Google Scholar] [CrossRef]
- Ramirez, J.C.; Beckermann, C.; Karma, A.; Diepers, H.J. Phase-field modeling of binary alloy solidification with coupled heat and solute diffusion. Phys. Rev. E 2004, 69, 051607. [Google Scholar] [CrossRef] [PubMed]
- Ramirez, J.C.; Beckermann, C. Examination of binary alloy free dendritic growth theories with a phase-field model. Acta Mater. 2005, 53, 1721–1736. [Google Scholar] [CrossRef]
- Guo, Z.; Mi, J.; Xiong, S.; Grant, P. Phase-field study of the tip operating state of a freely growing dendrite against convection using a novel parallel multigrid approach. J. Comput Phys. 2014, 257, 278–297. [Google Scholar] [CrossRef]
- Guo, Z.; Xiong, S.M. On solving the 3-D phase-field equations by employing a parallel-adaptive mesh refinement (Para-AMR) algorithm. Comput Phys. Commun. 2015, 190, 89–97. [Google Scholar] [CrossRef]
- Zhang, A.; Meng, S.; Guo, Z.; Du, J.; Wang, Q.; Xiong, S. Dendritic Growth Under Natural and Forced Convection in Al-Cu Alloys: From Equiaxed to Columnar Dendrites and from 2D to 3D Phase-Field Simulations. Metall. Mater. Trans. B 2019. [Google Scholar] [CrossRef]
- Zhang, A.; Du, J.L.; Guo, Z.P.; Wang, Q.G.; Xiong, S.M. A Phase-Field Lattice-Boltzmann Study on Dendritic Growth of Al-Cu Alloy Under Convection. Metall. Mater. Trans. B 2018, 49, 3603–3615. [Google Scholar] [CrossRef]
- Liang, X.; Zhu, Q.; Luo, M.; Li, D. Application of polarized light microscopy on microstructural characterization of semisolid slurry. Rare Met. 2018. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Definition | Unit | Value |
|---|---|---|---|
| k | Solute partition coefficient | / | 0.1147 |
| mL | Liquidus slope | °C·wt.%−1 | −6.79 |
| Γ | Gibbs-Thomson coefficient | / | 2 × 10−7 |
| CP | Specific heat of the liquid | J·kg−1·°C−1 | 963 |
| DL | Diffusion coefficient for Si in liquid | m2·s-1 | 3 × 10−9 |
| σ | Interfacial energy | J·m−2 | 0.2 |
| MΦ | Phase-field mobility | m3·J−1·s−1 | 0.34 |
| Initial solute concentration | / | 0.07 | |
| Initial composition of alloy | / | 0.07 | |
| Eutectic composition of silicon in liquid | / | 0.126 | |
| Eutectic composition of silicon in α-Al | / | 0.0148 |
| Crucible Diameter/mm | Wall Thickness δ/mm | Slug Weight/kg | Pouring Temperature/°C | Height of Observation Plane/mm | Crucible Temperature/°C |
|---|---|---|---|---|---|
| 92 | 2.8 | 2.385 ± 0.215 | 630 | 90 | 25 |
| 4.2 | |||||
| 5.6 |
| Cases | Domain/W0 | Temperature Field | Nuclei Number | Temperature Gradient/°C/mm | Result Acquisition Time/Δt (Simulation Time Steps) |
|---|---|---|---|---|---|
| a | 32 × 226 | Left-right corresponding to Low-High | 13 | 0.230 | 100,000, 300,000 |
| b | 0.442 | ||||
| c | 0.657 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qu, W.; Luo, M.; Guo, Z.; Hu, X.; Zhang, A.; Zhang, F.; Li, D.; Zhang, Y. Effect of Temperature Gradient on the Grain Size Homogeneity of SEED Produced Semi-Solid Slurries by Phase-Field Simulation. Materials 2019, 12, 3309. https://doi.org/10.3390/ma12203309
Qu W, Luo M, Guo Z, Hu X, Zhang A, Zhang F, Li D, Zhang Y. Effect of Temperature Gradient on the Grain Size Homogeneity of SEED Produced Semi-Solid Slurries by Phase-Field Simulation. Materials. 2019; 12(20):3309. https://doi.org/10.3390/ma12203309
Chicago/Turabian StyleQu, Wenying, Min Luo, Zhipeng Guo, Xiaogang Hu, Ang Zhang, Fan Zhang, Daquan Li, and Yongzhong Zhang. 2019. "Effect of Temperature Gradient on the Grain Size Homogeneity of SEED Produced Semi-Solid Slurries by Phase-Field Simulation" Materials 12, no. 20: 3309. https://doi.org/10.3390/ma12203309
APA StyleQu, W., Luo, M., Guo, Z., Hu, X., Zhang, A., Zhang, F., Li, D., & Zhang, Y. (2019). Effect of Temperature Gradient on the Grain Size Homogeneity of SEED Produced Semi-Solid Slurries by Phase-Field Simulation. Materials, 12(20), 3309. https://doi.org/10.3390/ma12203309