Seamless Tube-Type Heater with Uniform Thickness and Temperature Distribution Based on Carbon Nanotubes Aligned by Circumferential Shearing



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
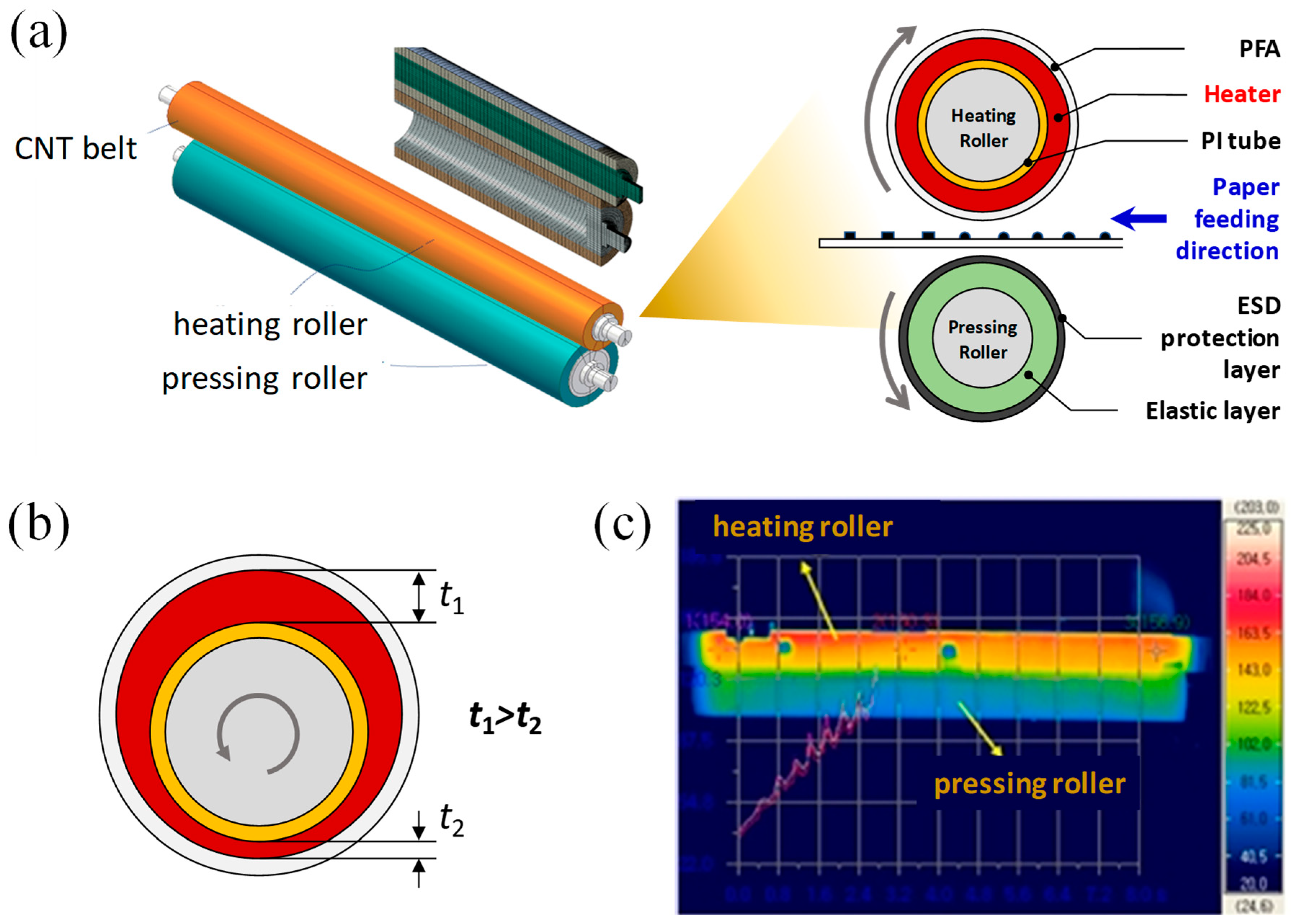
2.2. Fabrication of MWNT/Silicone Composite and Printer Fuser
2.3. Characterization
3. Results and Discussion
3.1. MWNT/PDMS Pastes
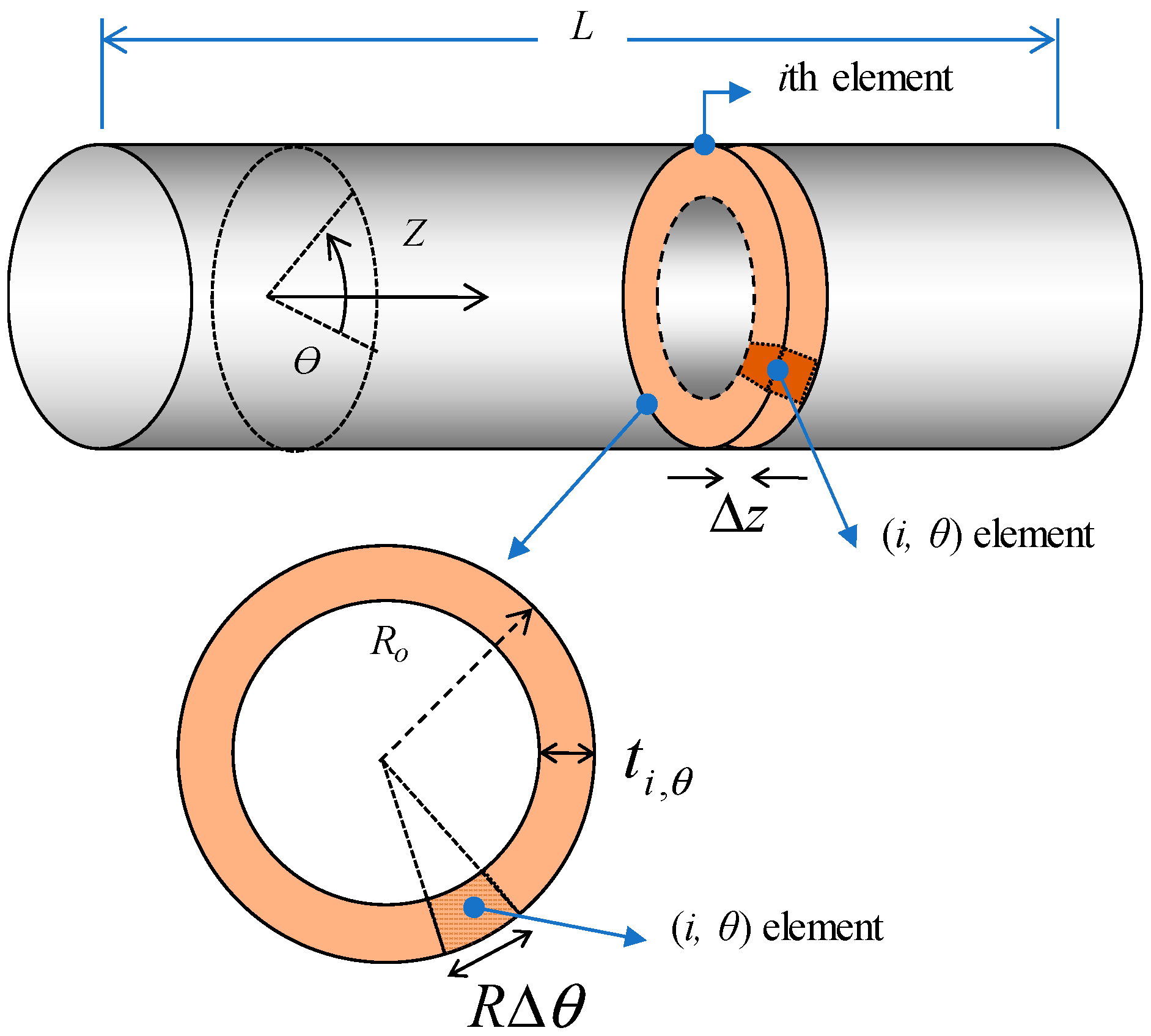
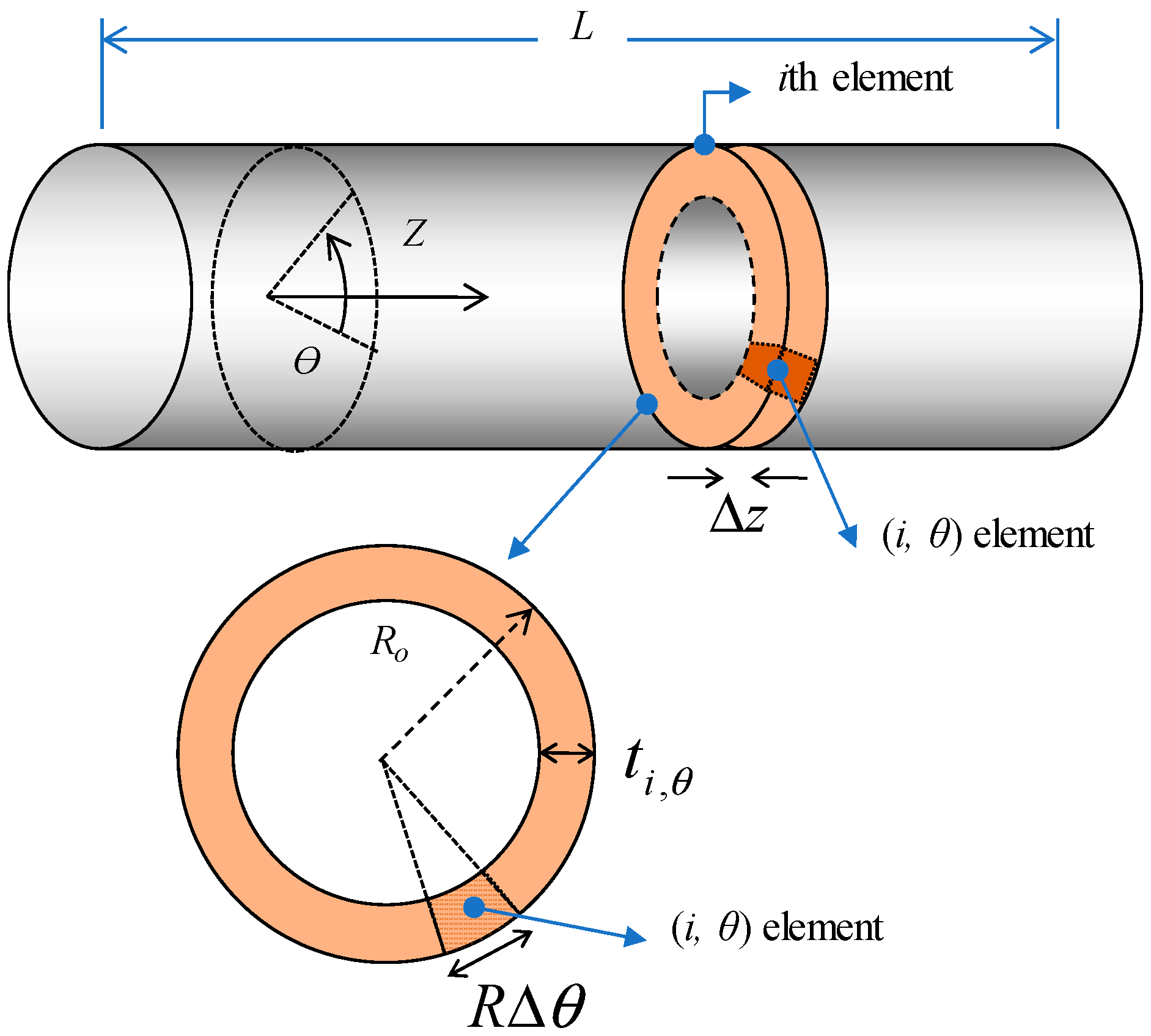
3.2. Analytic Modelling for Temperature Uniformity of Tube-Type Heater
- Heat loss and heat transfer on tube surface are assumed to be disregarded.
- MWNTs are evenly dispersed, and the degree of MWNT alignment is uniform in the composite tube, which means that electrical conductivity of the (i,θ) element, σi,θ-A = σA, and σi,θ-C = σC, where A and C stand for axial and circumferential, respectively.
- Since the electrodes are located at both ends of the heating tube, the total electrical current (I) flows through the axial direction. Based on that, the current (Iθ) of an axial element for the tube length (L) and a circumferential length (Ro·Δθ) are assumed to be the same, that is, Iθ = Σi(Ii,θ) = I/(Δθ/2π), where Ii,θ is the current flowing in the (i,θ) element in the axial direction. This assumption is reasonable in case the average values of thickness and electrical conductivity of the axial elements are approximately same.
- The i-th section (circumferential element) is electrically connected in series, and the electrical current running through the i-th section (Ii) is constant, that is, Ii = Σθ (Ii,θ) = I.
- (i,θ) elements with a cross sectional area of ti,θ × RoΔθ are electrically connected in parallel, and each element experiences the same voltage drop along Δz, the length of the ith section, that is, Vi,θ = Vi, where Vi is the voltage drop in the i-th section.
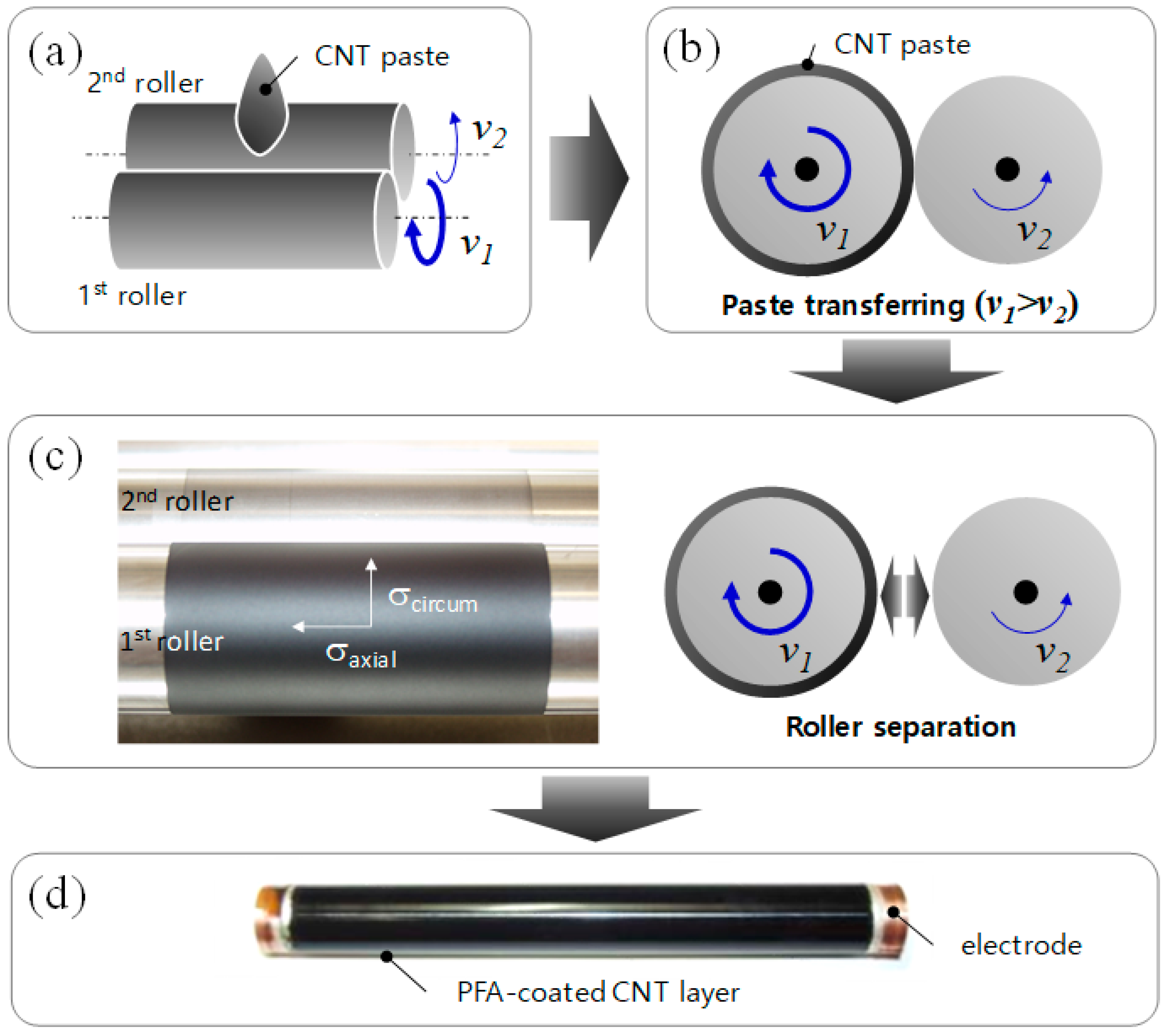
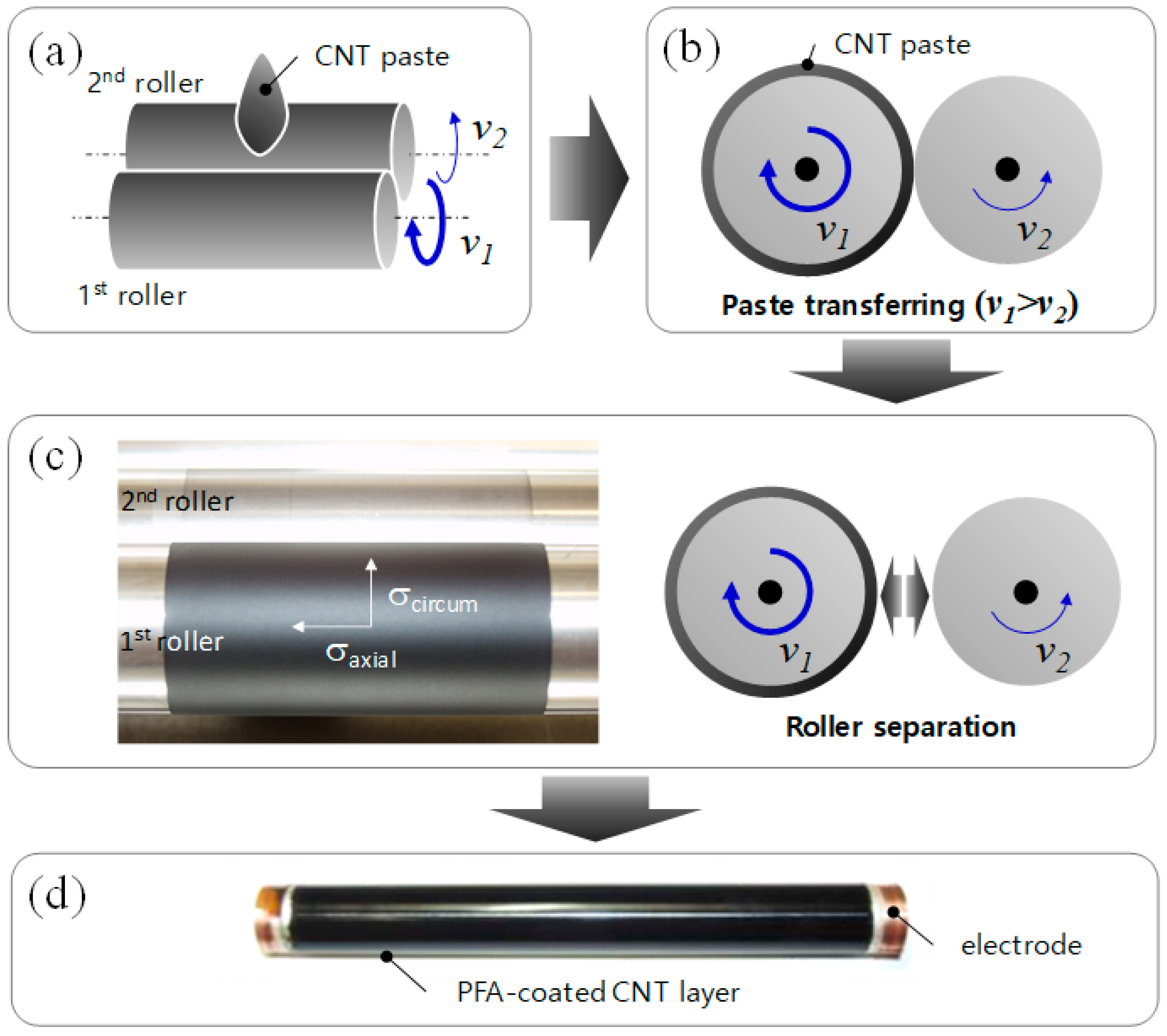
3.3. Printer Fuser Fabricated by Circumferential Shearing Process
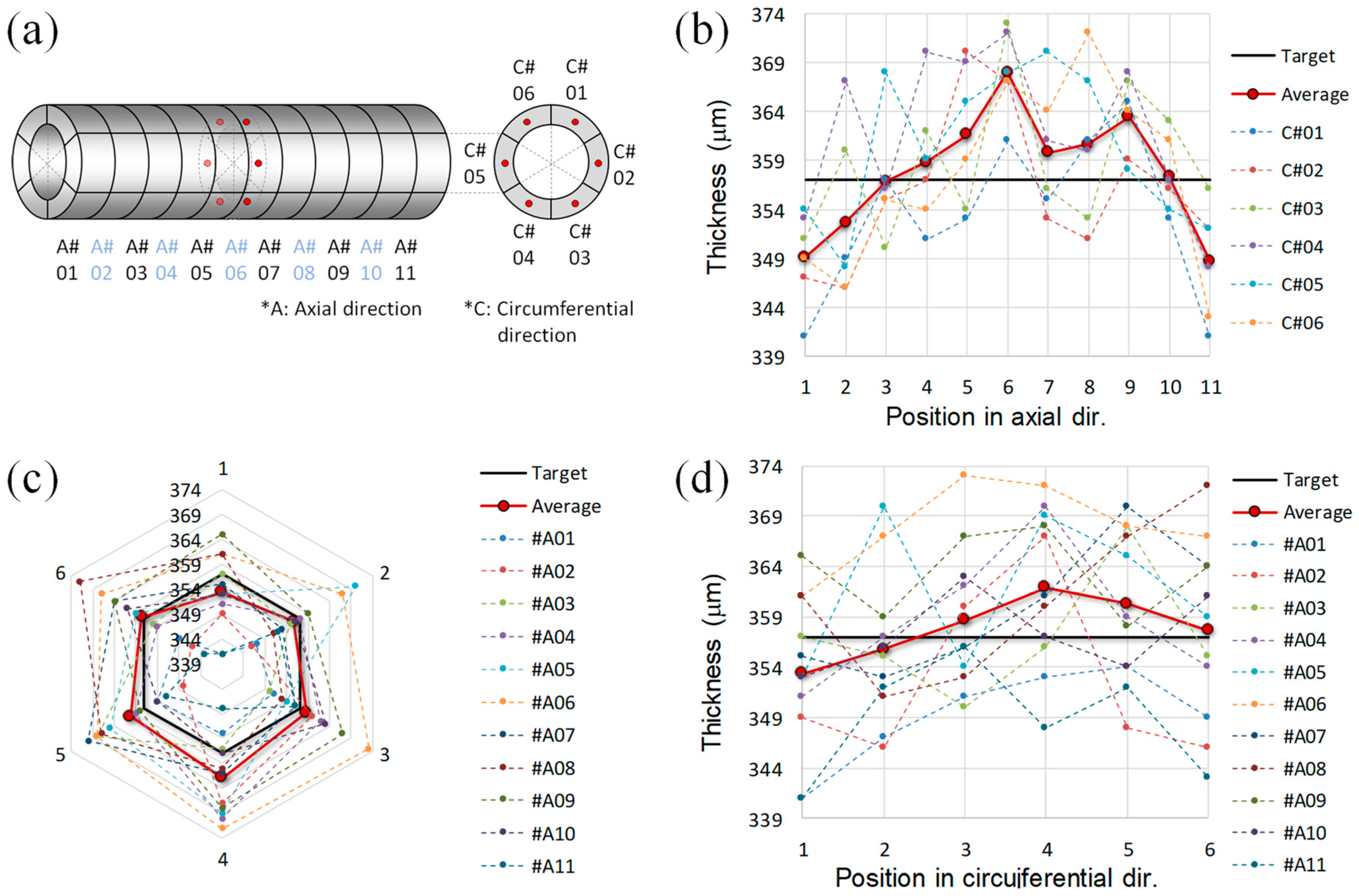
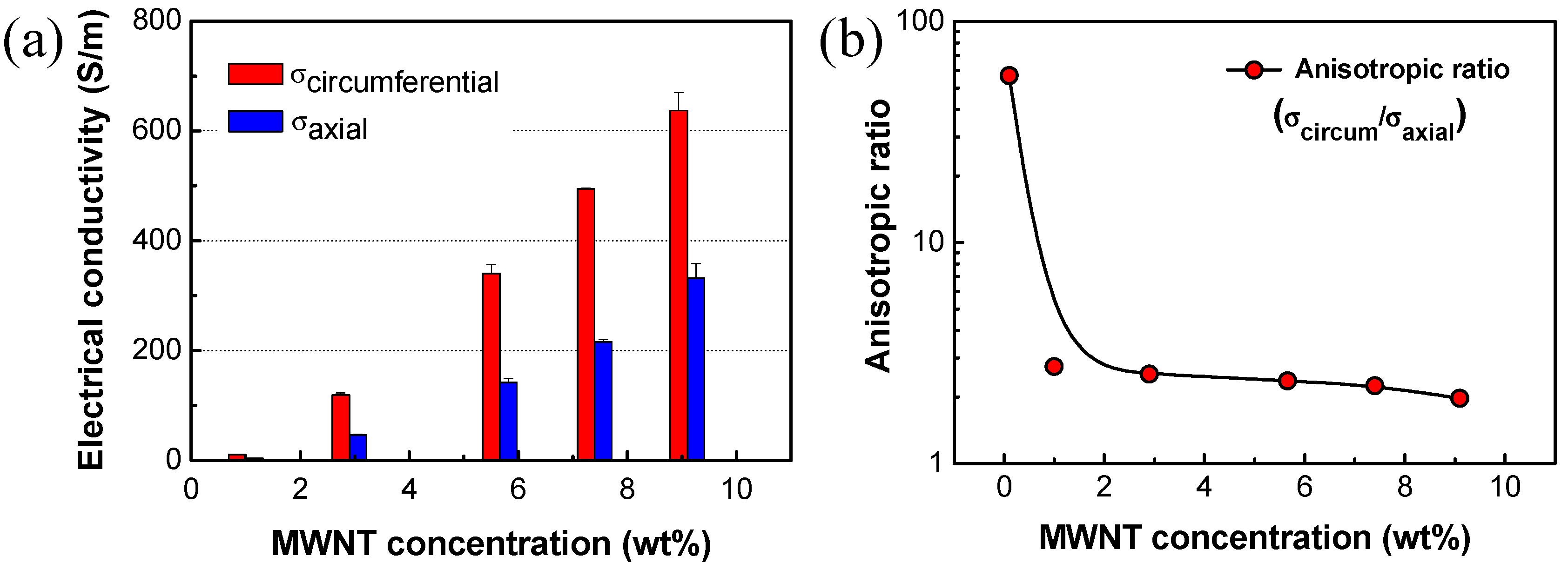
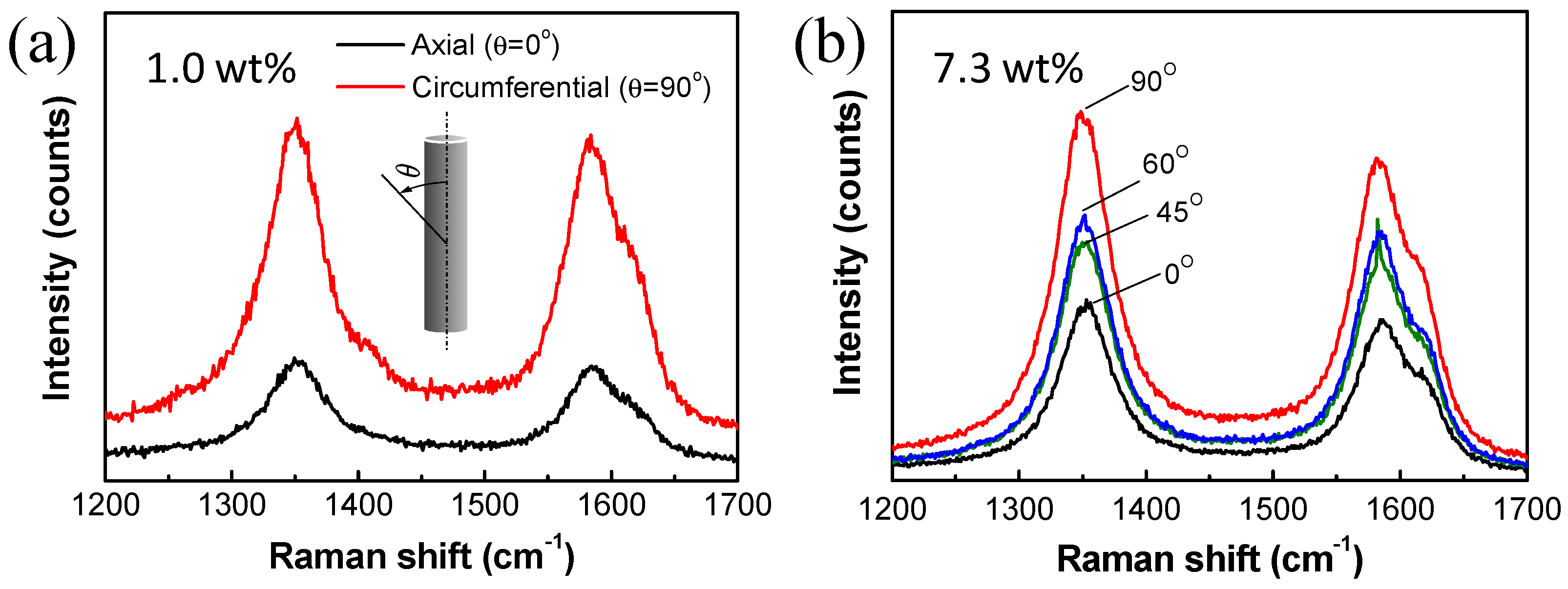
3.4. Anisotropic Characteristics of Tube-Type Heating Element
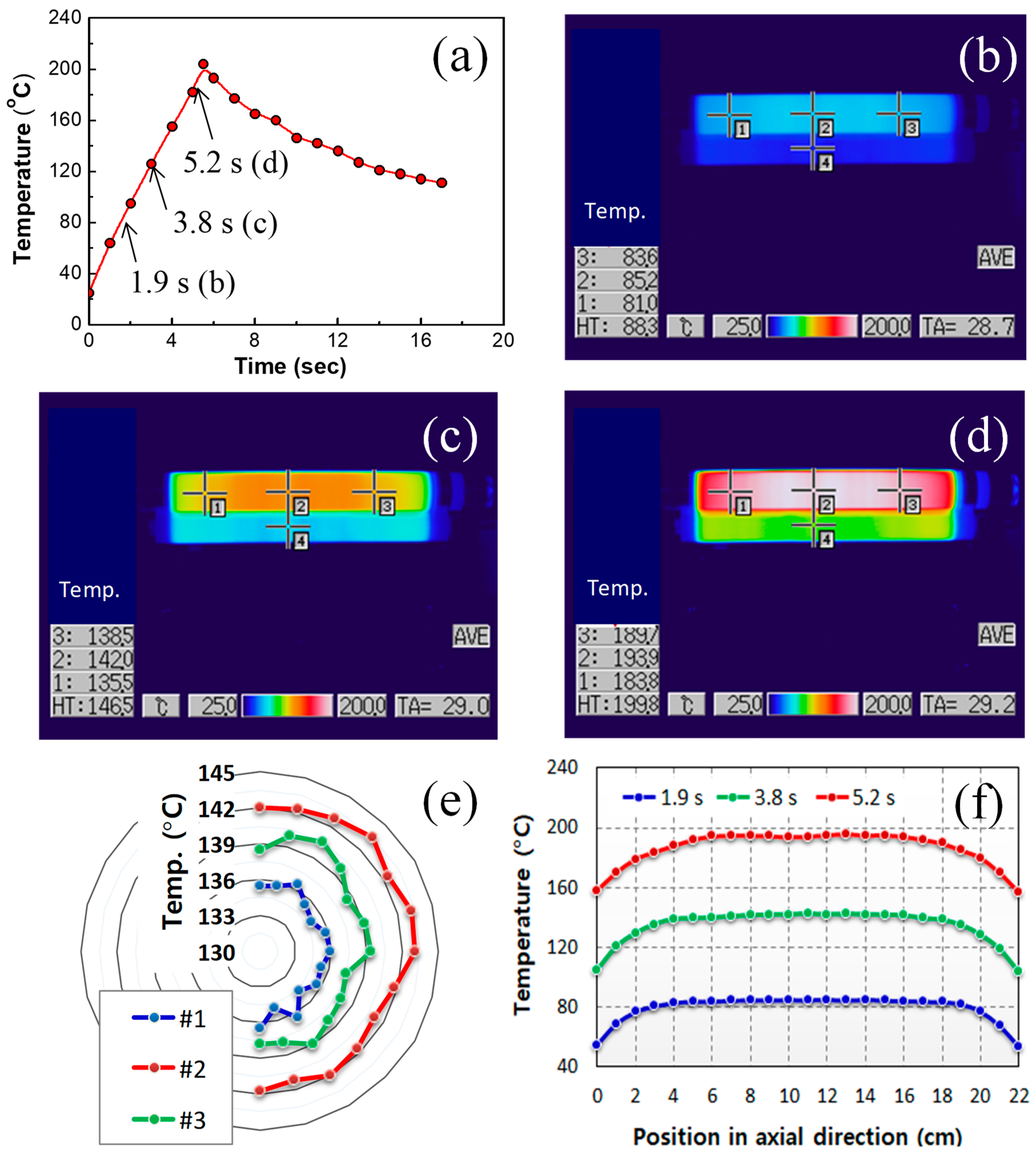
3.5. Heating Performance of Printer Fuser
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chou, T.W.; Gao, L.; Thostenson, E.T.; Zhang, Z.; Byun, J.H. An assessment of the science and technology of carbon nanotube-based fibers and composites. Compos. Sci. Technol. 2010, 70, 1–19. [Google Scholar]
- Coleman, J.N.; Khan, U.; Blau, W.J.; Gun’ko, Y.K. Small but strong: A review of the mechanical properties of carbon nanotube–polymer composites. Carbon 2006, 44, 1624–1652. [Google Scholar] [CrossRef]
- Beigbeder, A.; Degee, P.; Conlan, S.L.; Mutton, R.J.; Clare, A.S.; Pettitt, M.E.; Callow, M.E.; Callow, J.A.; Dubois, P. Preparation and characterisation of silicone-based coatings filled with carbon nanotubes and natural sepiolite and their application as marine fouling-release coatings. Biofouling 2008, 24, 291–302. [Google Scholar] [CrossRef] [PubMed]
- Dai, L.; Chang, D.W.; Baek, J.B.; Lu, W. Carbon Nanomaterials for Advanced Energy Conversion and Storage. Small 2012, 8, 1130–1166. [Google Scholar] [PubMed]
- Evanoff, K.; Khan, J.; Balandin, A.A.; Magasinski, A.; Ready, W.J.; Fuller, T.F.; Yushin, G. Towards ultrathick battery electrodes: Aligned carbon nanotube-enabled architecture. Adv. Mater. 2012, 24, 533–537. [Google Scholar] [CrossRef] [PubMed]
- Yoon, Y.H.; Song, J.W.; Kim, D.; Kim, J.; Park, J.K.; Oh, S.-K.; Han, C.-S. Transparent film heater using single-walled carbon nanotubes. Adv. Mater. 2007, 19, 4284–4287. [Google Scholar]
- Jeong, Y.G.; Jeon, G.W. Microstructure and performance of multiwalled carbon nanotube/m-aramid composite films as electric heating elements. ACS Appl. Mater. Interf. 2013, 5, 6527–6534. [Google Scholar]
- Yu, C.; Choi, K.; Yin, Y.; Grunlan, J.C. Light-weight flexible carbon nanotube based organic composites with large thermoelectric power factors. ACS Nano 2011, 5, 7885–7892. [Google Scholar] [CrossRef] [PubMed]
- Park, S.H.; Cho, E.H.; Sohn, J.; Theilmann, P.; Chu, K.; Lee, S.; Sohn, Y.; Kim, D.; Kim, B. Design of multi-functional dual hole patterned carbon nanotube composites with superhydrophobicity and durability. Nano Res. 2013, 6, 389–398. [Google Scholar] [CrossRef]
- Fujii, M.; Zhang, X.; Xie, H.; Ago, H.; Takahashi, K.; Ikuta, T.; Abe, H.; Shimizu, T. Measuring the thermal conductivity of a single carbon nanotube. Phys. Rev. Lett. 2005, 95, 065502. [Google Scholar] [CrossRef] [PubMed]
- Berber, S.; Kwon, Y.K.; Tománek, D. Unusually high thermal conductivity of carbon nanotubes. Phys. Rev. Lett. 2000, 84, 4613–4616. [Google Scholar] [CrossRef] [PubMed]
- Ryu, Y.; Yin, L.; Yu, C. Dramatic electrical conductivity improvement of carbon nanotube networks by simultaneous de-bundling and hole-doping with chlorosulfonic acid. J. Mater. Chem. 2012, 22, 6959–6964. [Google Scholar] [CrossRef]
- Lee, S.-E.; Sohn, Y.; Chu, K.; Kim, D.; Park, S.-H.; Bae, M.; Kim, D.; Kim, Y.; Han, I.T.; Kim, H.-J. Suppression of negative temperature coefficient of resistance of multiwalled nanotube/silicone rubber composite through segregated conductive network and its application to laser-printing fusing element. Org. Electron. 2016, 37, 371–378. [Google Scholar] [CrossRef]
- Yan, J.; Jeong, Y.G. Multiwalled carbon nanotube/polydimethylsiloxane composite films as high performance flexible electric heating elements. Appl. Phys. Lett. 2014, 105, 051907. [Google Scholar] [CrossRef]
- Fang, H.; Zhao, Y.; Zhang, Y.; Ren, Y.; Bai, S.-L. Three-dimensional graphene foam-filled elastomer composites with high thermal and mechanical properties. ACS Appl. Mater. Interf. 2017, 9, 26447–26459. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.E.; Cho, S.J.; Kim, H.J.; Han, I.T.; Sohn, Y.C. Advanced catalyst design induced enhancement of multi-walled nanotube debundling and electrical conductivity of multi-walled nanotube/silicone composites. RSC Adv. 2016, 6, 48120–48128. [Google Scholar] [CrossRef]
- Pradhan, N.R.; Duan, H.; Liang, J.; Iannacchione, G.S. The specific heat and effective thermal conductivity of composites containing single-wall and multi-wall carbon nanotubes. Nanotechnol. 2009, 20, 245705. [Google Scholar] [CrossRef] [PubMed]
- Bauhofer, W.; Kovacs, J.Z. A review and analysis of electrical percolation in carbon nanotube polymer composites. Compos. Sci. Technol. 2009, 69, 1486–1498. [Google Scholar] [CrossRef]
- Ra, E.J.; An, K.H.; Kim, K.K.; Jeong, S.Y.; Lee, Y.H. Anisotropic electrical conductivity of MWCNT/PAN nanofiber paper. Chem. Phys. Lett. 2005, 413, 188–193. [Google Scholar] [CrossRef]
- Inoue, Y.; Suzuki, Y.; Minam, Y.; Muramatsu, J.; Shimamura, Y.; Suzuki, K.; Ghemes, A.; Okada, M.; Sakakibara, S.; Mimura, H.; et al. Anisotropic carbon nanotube papers fabricated from multiwalled carbon nanotube webs. Carbon 2011, 49, 2437–2443. [Google Scholar] [CrossRef]
- Bokobza, L.; Zhang, J. Raman spectroscopic characterization of multiwall carbon nanotubes and of composites. Exp. Poly. Lett. 2012, 6, 601–608. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| MWNT Content | Polarization Angle | ID/IG | ID/ID0 1 | IG/IG0 1 |
|---|---|---|---|---|
| 1.0 wt% | 90° | 1.05 | 2.95 | 3.02 |
| 0° | 1.07 | - | - | |
| 7.3 wt% | 90° | 1.14 | 2.04 | 2.01 |
| 60° | 1.07 | 1.47 | 1.55 | |
| 45° | 0.92 | 1.32 | 1.63 | |
| 0° | 1.12 | - | - |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sohn, Y.; Kim, D.; Park, S.-H.; Lee, S.-E. Seamless Tube-Type Heater with Uniform Thickness and Temperature Distribution Based on Carbon Nanotubes Aligned by Circumferential Shearing. Materials 2019, 12, 3283. https://doi.org/10.3390/ma12203283
Sohn Y, Kim D, Park S-H, Lee S-E. Seamless Tube-Type Heater with Uniform Thickness and Temperature Distribution Based on Carbon Nanotubes Aligned by Circumferential Shearing. Materials. 2019; 12(20):3283. https://doi.org/10.3390/ma12203283
Chicago/Turabian StyleSohn, Yoonchul, Dongearn Kim, Sung-Hoon Park, and Sang-Eui Lee. 2019. "Seamless Tube-Type Heater with Uniform Thickness and Temperature Distribution Based on Carbon Nanotubes Aligned by Circumferential Shearing" Materials 12, no. 20: 3283. https://doi.org/10.3390/ma12203283
APA StyleSohn, Y., Kim, D., Park, S.-H., & Lee, S.-E. (2019). Seamless Tube-Type Heater with Uniform Thickness and Temperature Distribution Based on Carbon Nanotubes Aligned by Circumferential Shearing. Materials, 12(20), 3283. https://doi.org/10.3390/ma12203283