3.1. Experimental Results
Figure 4 shows the load versus displacement curves obtained from the experiments for composite-composite and composite-metal configurations of riveted, adhesive bonded, and hybrid joints. In this comparative analysis, three specimens of each type of joint are experimentally tested. The peak load of each specimen, as well as the average peak load and standard deviation for all three specimens, as obtained from the experiments for each of the six joint types, are reported in
Table 5 and
Table 6.
As shown in
Figure 4a and
Table 5 for composite-composite configuration, riveted joints have the lowest average peak load (5.74 kN), with very low standard deviation (0.02 kN), and peak displacement of 2.1 mm at failure. The failure mode observed for all riveted joints was abrupt failure of the rivets due to rivet shear, which shows that the rivets are the weakest points of these joints and their failure causes the joints to fail (see
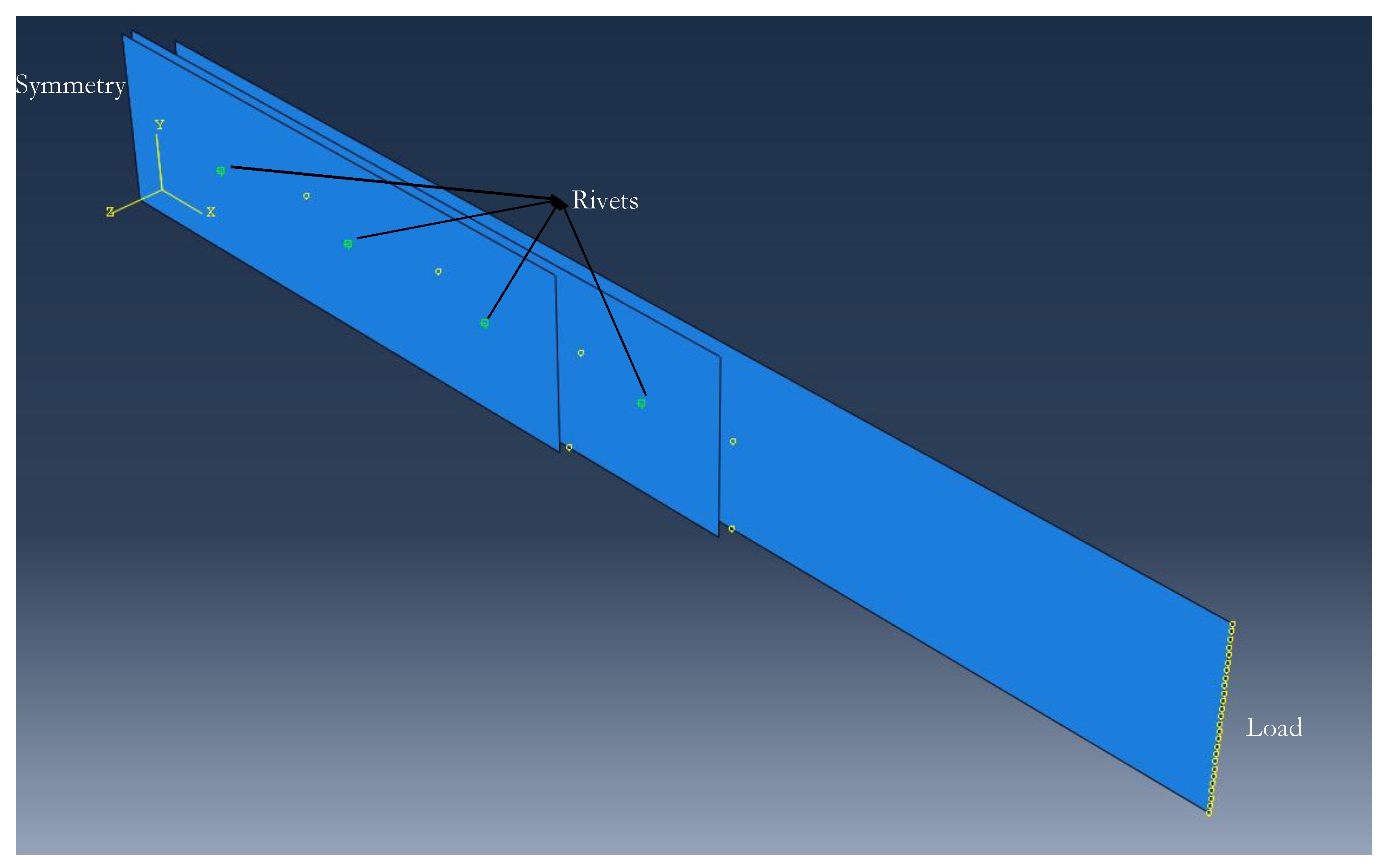
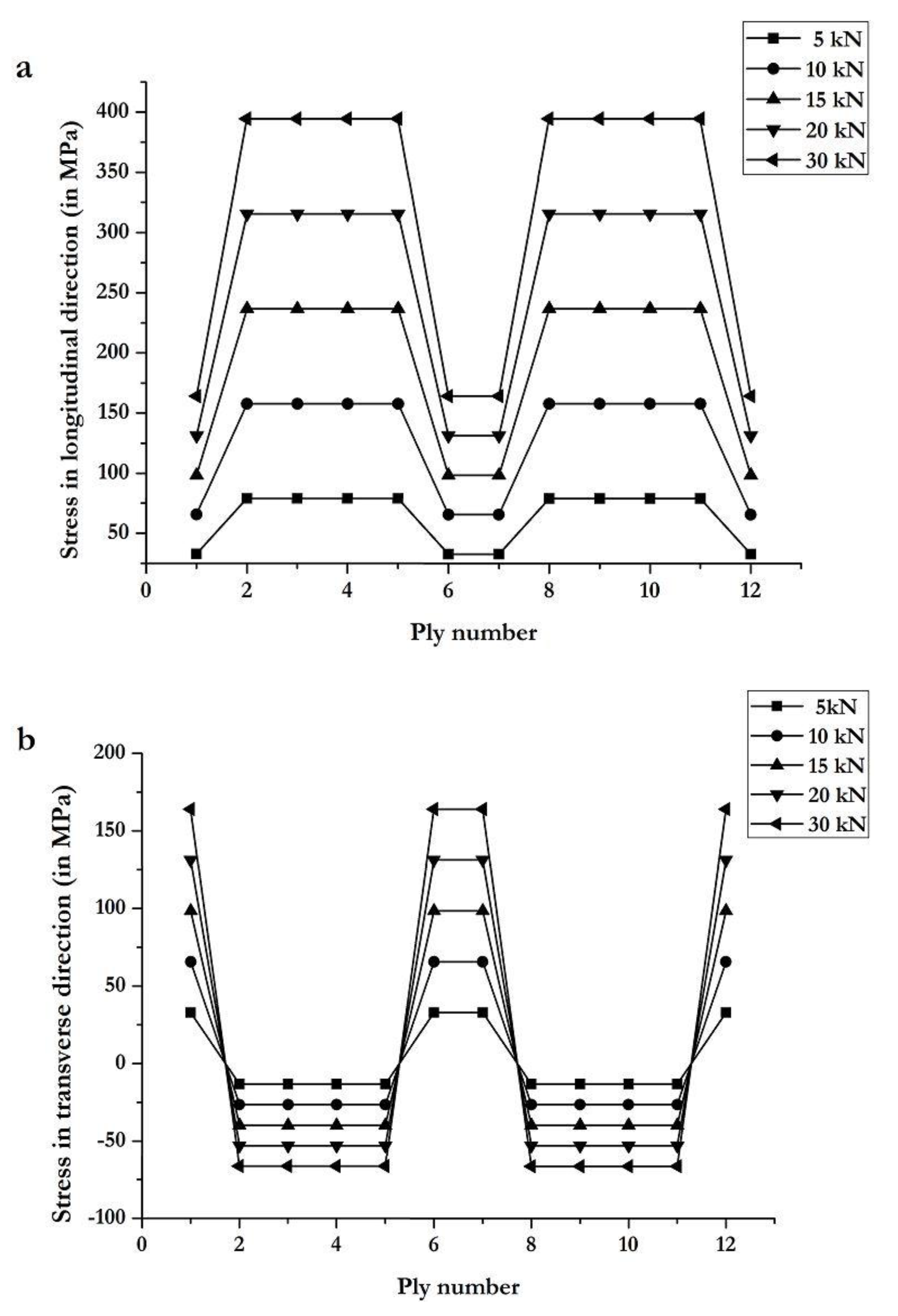
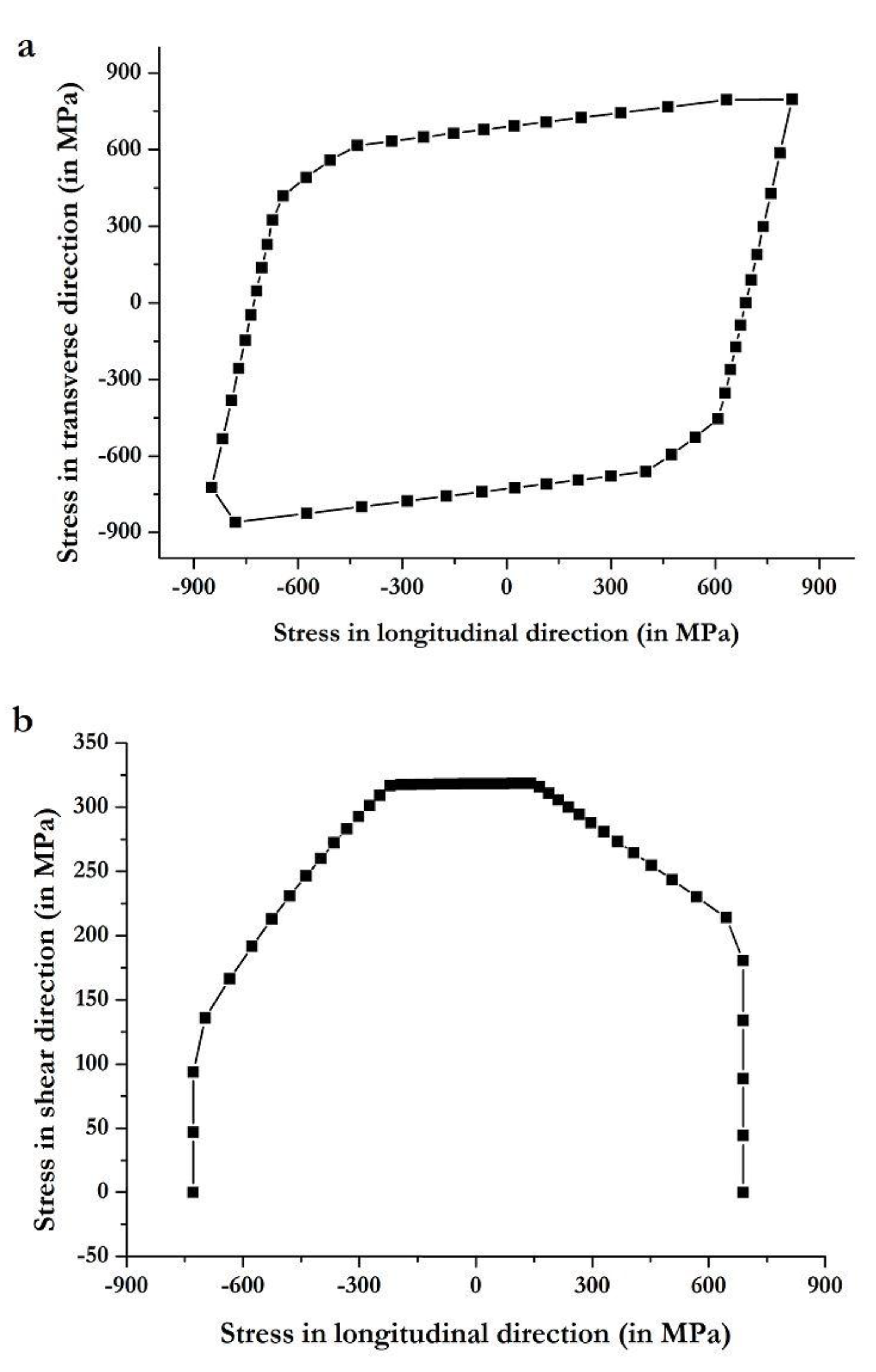
Figure 5a). The load vs. displacement curve shows elastic and plastic behavior. Linear elasticity is observed up to a load of 4.3 kN, beyond which rivets have sheared plastically up to failure. The rivet load (peak load of the joint divided by the number of rivets) for composite-composite riveted joints is 717 N. The rivet shear strength (rivet load divided by area of the rivet) is 40 MPa. In these preliminary estimations, it is assumed that each rivet transmits the same load. In reality, each rivet does not transmit the same load, but these values provide an estimate of the average load carried by each individual rivet in the joint. Further information about the stress distribution within the riveted joints is shown in
Section 3.2.1, as obtained from FEA.
For composite-composite configuration, adhesive bonded joints have the highest average peak load (24.8 kN), with a standard deviation of 1.6 kN (6.5% of the average load, although the specimens were bonded under the same conditions), and peak displacement of 3 mm at failure. Improper or unequal surface treatment or voids in the adhesive bond may have affected specimens, which explains such dispersion in the results. Unlike riveted joints, adhesive bonded joints show only linear elastic behavior. Among the three tested specimens of adhesive bonded joint, two experienced cohesive failures, with traces of adhesive on both substrate and doubler 1 (
Figure 5b), while the third specimen showed doubler failure (see center specimen in
Figure 5b). The estimated shear strength of the adhesive (peak load of the joint divided by the area of the adhesive bond) is 4.8 MPa. This value is much lower than the fracture strength of the adhesive provided by the manufacturer (21.38 MPa, as shown in
Table 4). The reason is that many factors affect the final strength of the adhesive bond, such as the substrate and doubler material, surface finishing, and thickness of the bond.
Lastly, composite-composite hybrid joints have an average peak load of 18.5 kN, with a standard deviation of 0.4 kN (2.2% of the average load). This low dispersion in the results for riveted and hybrid joints compared to adhesive bonded joints may be due to the presence of the rivets, while, for adhesive bonded joints, there is higher dispersion in the results because of uneven performance of the bonds due to differences in adhesive application conditions, defects, and/or voids. Net-section failure is observed in all three specimens (see
Figure 5c), which suggests high vulnerability of the composite plates to fastener holes. Recall that, for the riveted joints, net-section failure was not the failure mode but rivet shear. This shows that the strength of the rivets is lower than the strength of the substrate or doubler plates (even if they are composite lamina with drilled holes). However, in the hybrid joints, the strength of the composite plates with the drilled holes is lower than the strength of the adhesive and rivets together. Summarizing, the average peak load of the composite-composite adhesive bonded joints is four and a half times that of riveted joints, and 34% higher than that of hybrid joints.
As shown in
Figure 4b and
Table 6 for composite-metal configuration, riveted joints have an average peak load of 5.6 kN, with a low standard deviation (0.07 kN). Linear elasticity is observed up to displacement of 0.7 mm, which is significantly lower than the elastic limit of the composite-composite riveted joint (see
Figure 4a). This may be due to the dissimilar substrate and doubler material in the former, which causes lower stiffness of rivets by effecting the load-transfer between rivet rows. Rivet shear caused the failure of all three riveted joint specimens (see
Figure 6a). The rivet load for composite-metal riveted joints is 707 N, and the rivet shear strength is 40 MPa.
For composite-metal adhesive bonded joints, they have an average peak load of 16.9 kN (32% lower than for composite-composite adhesive bonded joints), with a standard deviation of 1 kN (5.9% of the average load). Adhesive failure was the failure mode of all three adhesive bonded joint specimens (see
Figure 6b), with the failed adhesive remaining on the substrate. The shear strength of the adhesive is now 3.25 MPa, which is 68% of the shear strength of the adhesive as estimated for the composite-composite adhesive joint. The reduction in shear strength can be due to the adhesive interaction between dissimilar materials [
12].
Lastly, composite-metal hybrid joints, with an average peak load of 17.3 kN and standard deviation of 0.6 kN, have slightly higher load capacity than composite-composite adhesive bonded joints (see
Figure 6c). Two out of the three composite-metal hybrid joint specimens failed due to net-section failure of the substrate, while the third specimen failed due to cohesive failure and rivet shear. The net-section failure mode suggests vulnerability of composite substrates to high stress concentrations around the rivet holes. The low standard deviation in the strength of the specimens suggests high reliability of hybrid joints for practical applications. When comparing riveted, adhesive bonded, and hybrid joints, riveted joints show the lowest standard deviation, which is followed by hybrid joints. When it comes to applications in the air transport industry, and aviation, in general, reliability of joints is a major concern, but adhesive bonded joints can still be considered. For these, the standard deviation is 5.9% of the average load, and they show high performance. However, proper testing methods for crack detection or debonding play an important role in maintaining standards for these joints.
Energy absorption (EA) is the necessary energy required to break the joints, which is calculated based on the area enclosed by the load vs. displacement curves. The higher the EA, the better the joint static response.
Table 7 presents a comparison of the EA for the studied joints, of which composite-composite adhesive bonded joints exhibit the highest value. A simple superposition rule cannot be applied to calculate EA of hybrid joints based on EA of riveted and adhesive bonded joints [
31].
From the experimental results, riveted joints show the lowest strength and their strength solely depends on the strength of the rivets. Adhesive bonded joints are better than the riveted joints in a sense that the load is transferred through a wide spread area, which makes their ultimate strength superior to riveted joints, and minimizes the stress concentrations. However, it is worth recalling that the force per unit area transferred by the rivets is higher, which causes high stress concentrations around the rivet holes.
Among adhesive bonded joints, composite-composite joints have strengths that are 47% higher than those of composite-metal joints. This may be due to the similar material used for the substrate and doublers. Lastly, hybrid joints are better than riveted joints. In the case of composite-composite hybrid joints, they have 25% lower strength compared to the adhesive bonded joints. This can be due to the reduction of adhesive bond area (nearly 6%) due to the presence of the rivets. Lastly, among hybrid joints, the strength of the composite-composite joints is 7% higher than that of the composite-metal joints.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}