The Microstructure and Mechanical Properties of Multi-Strand, Composite Welding-Wire Welded Joints of High Nitrogen Austenitic Stainless Steel

Abstract
:1. Introduction
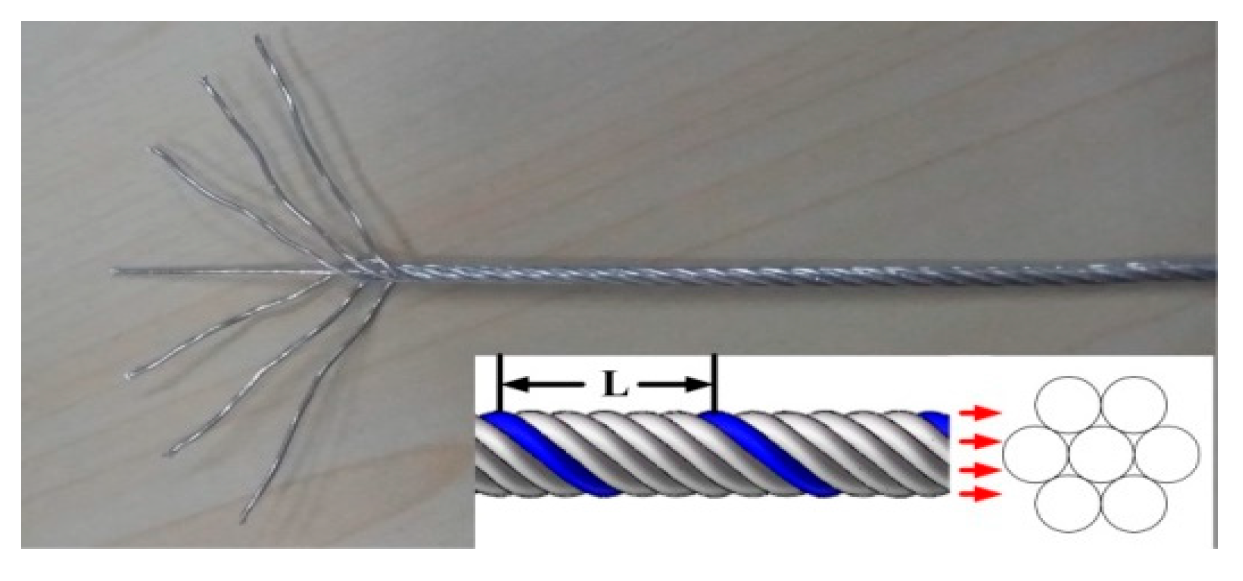
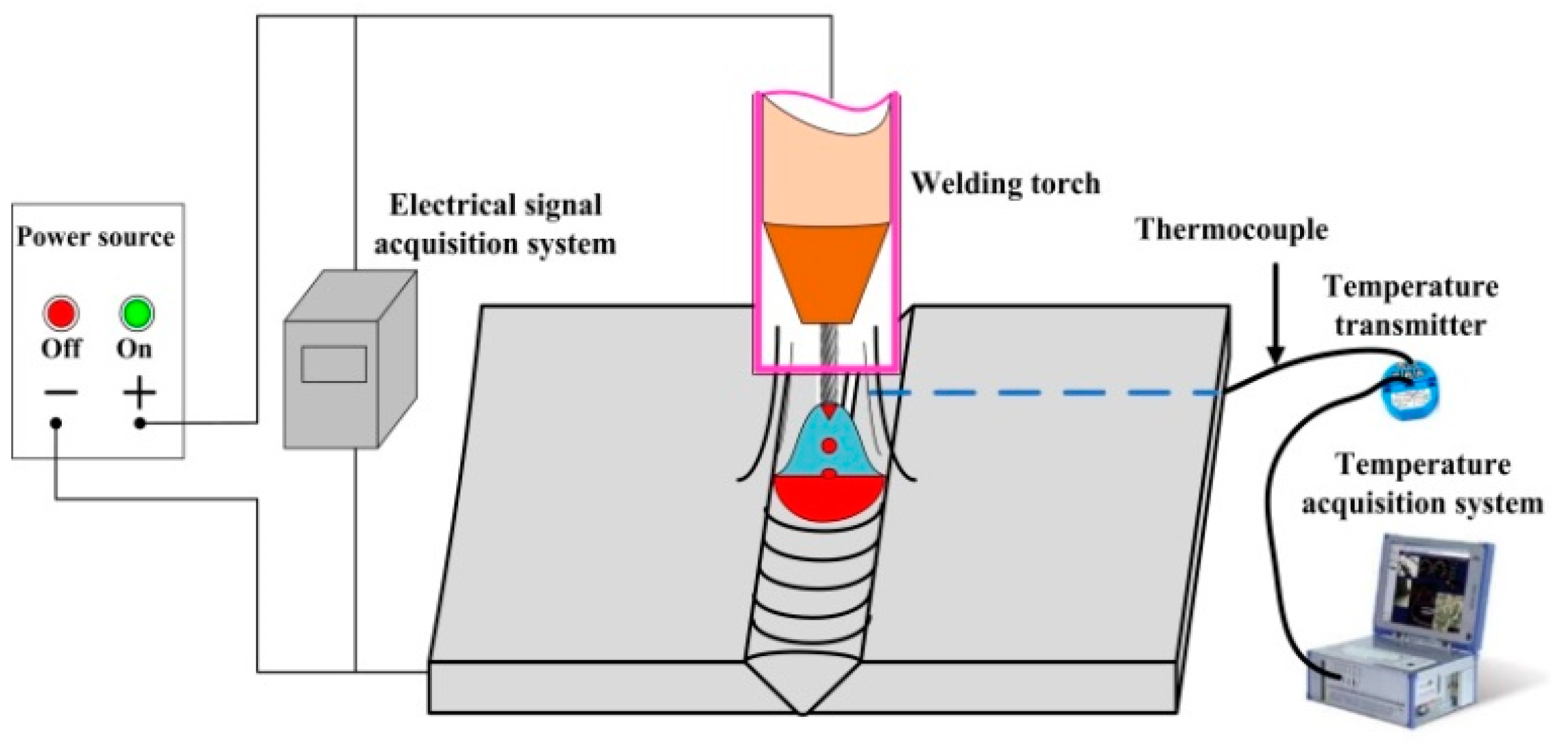
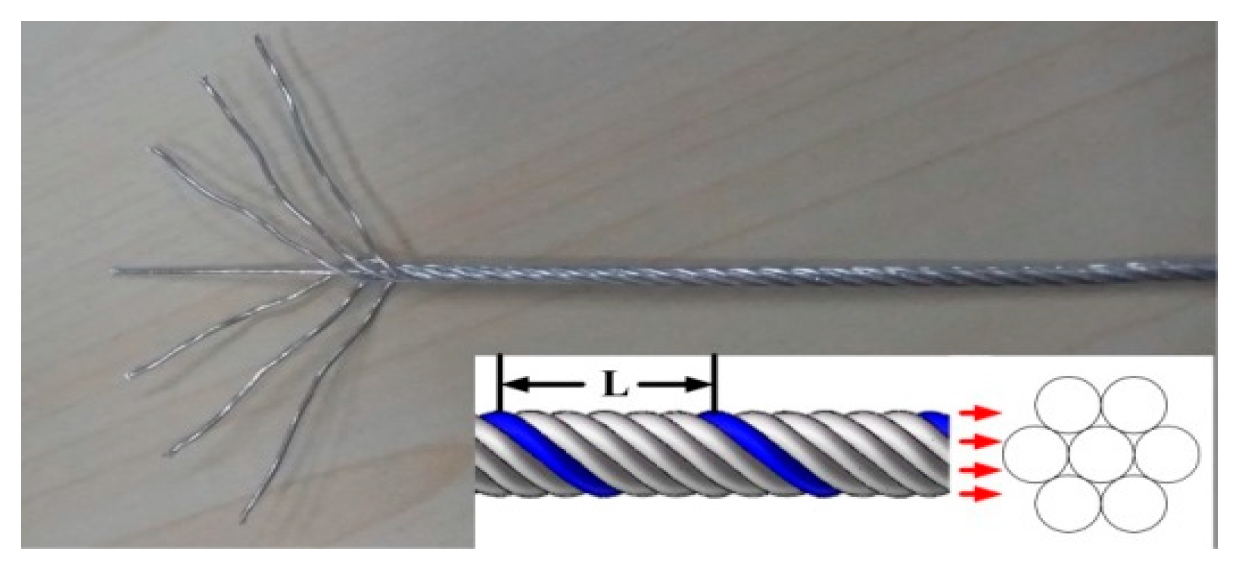
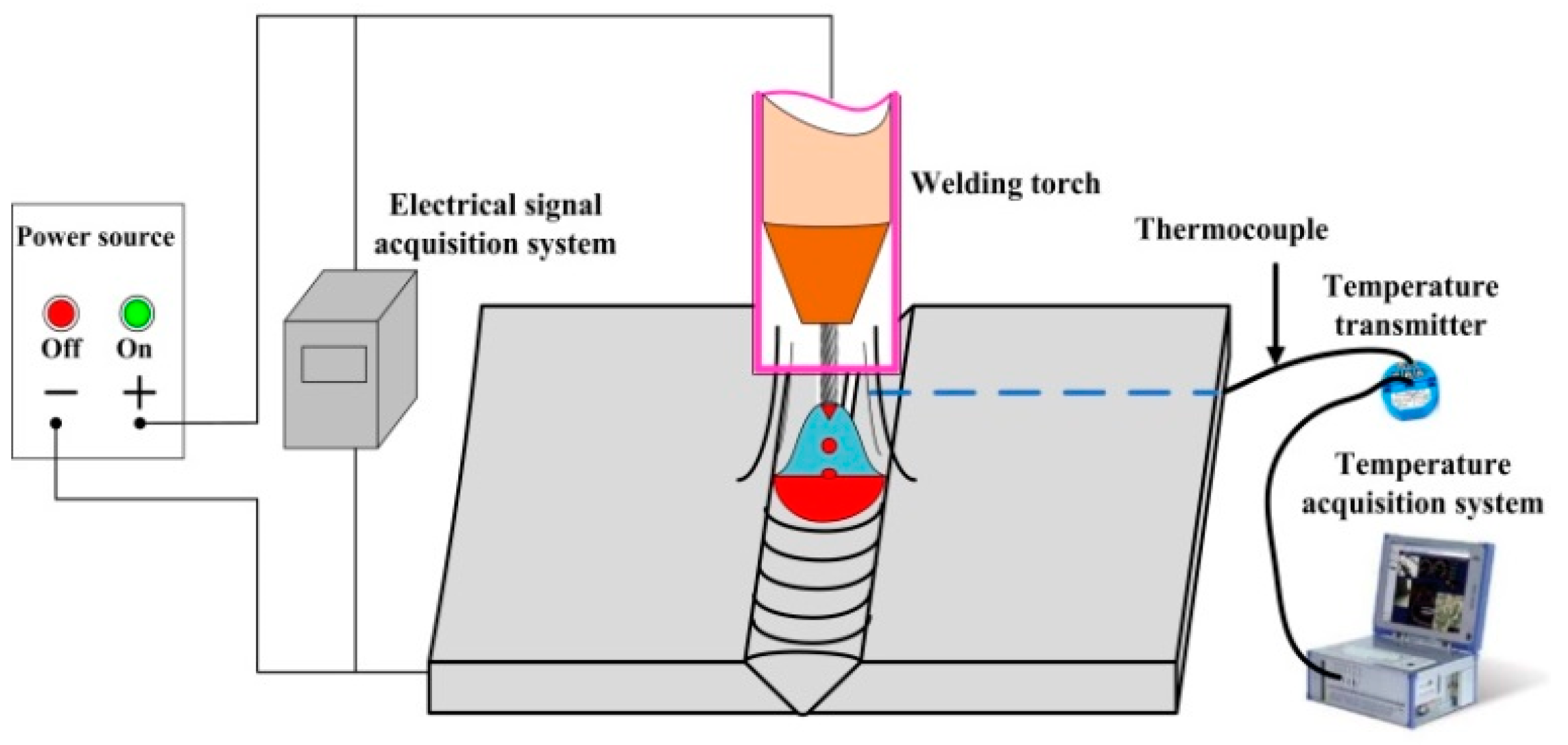
2. Experimental Procedures
3. Results and Discussion
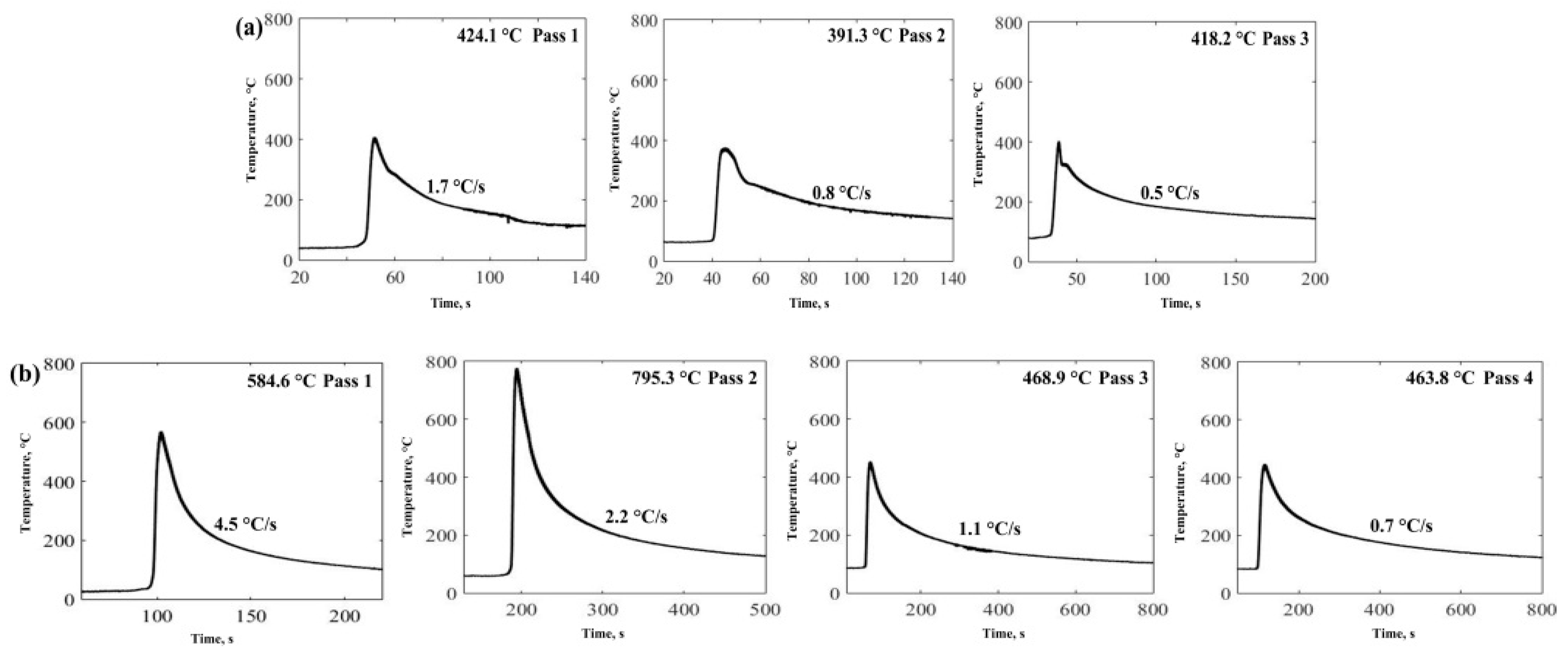
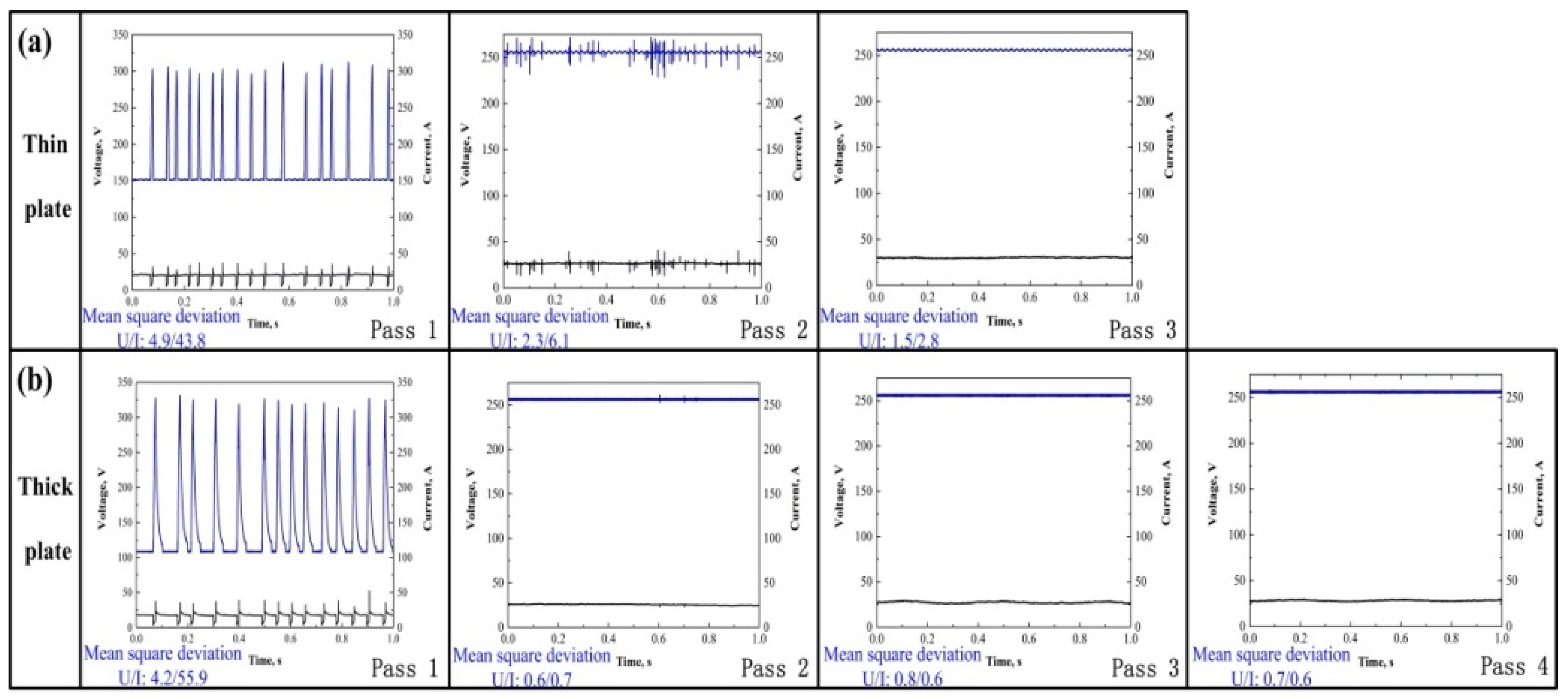
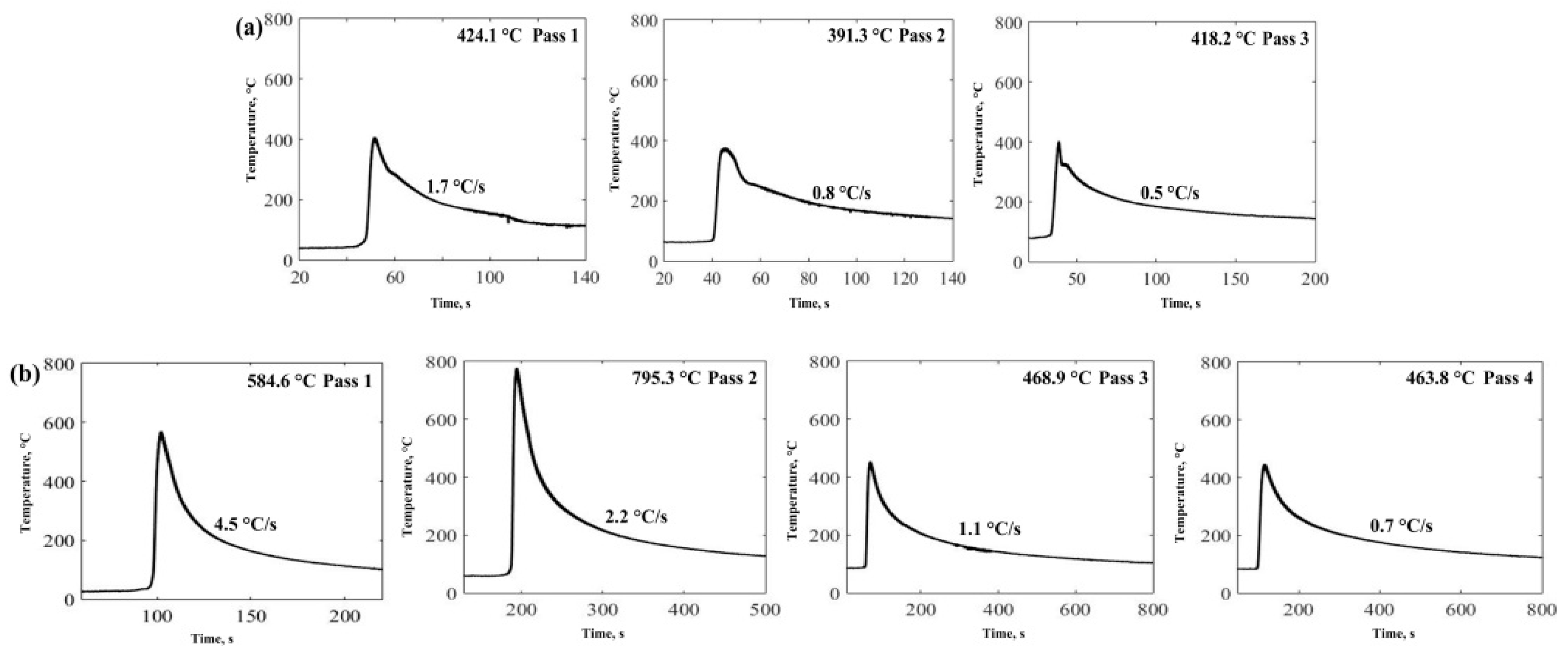
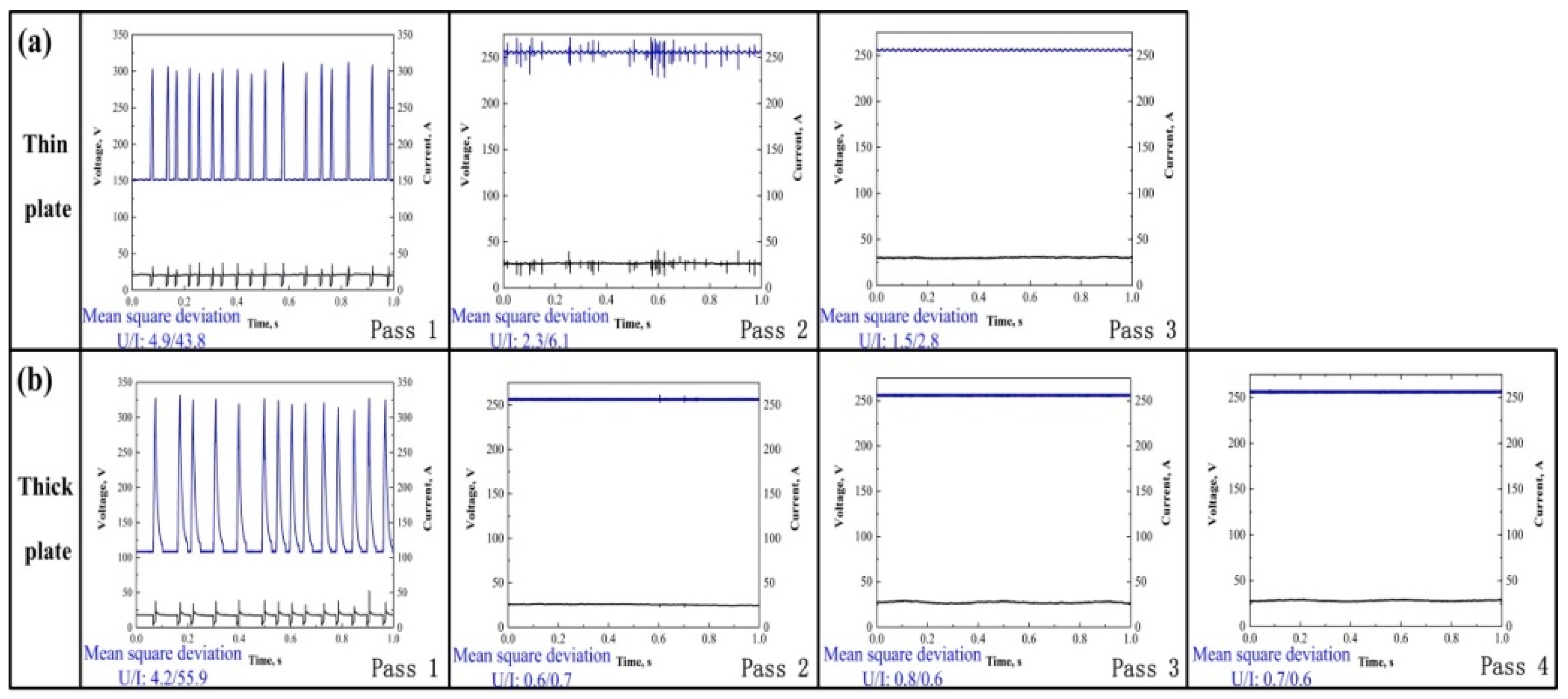
3.1. Welding Thermal Cycle and Electrical Signal
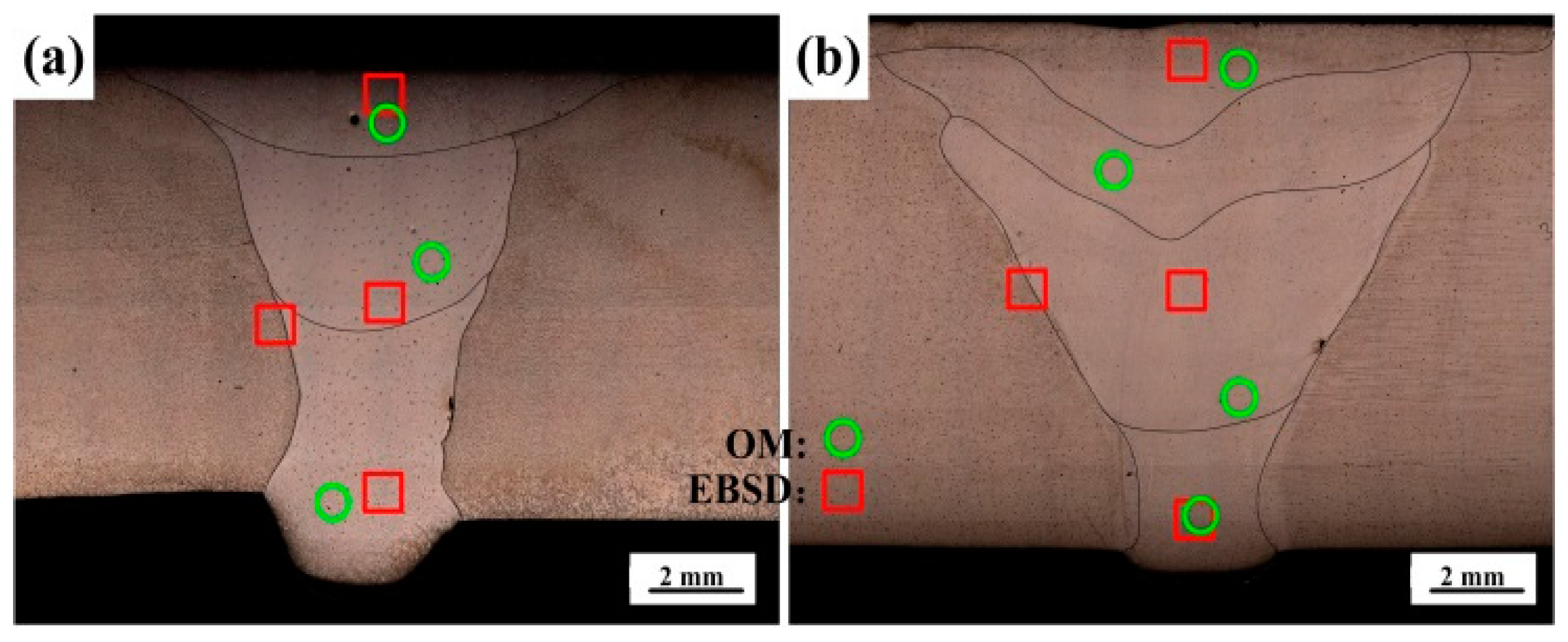
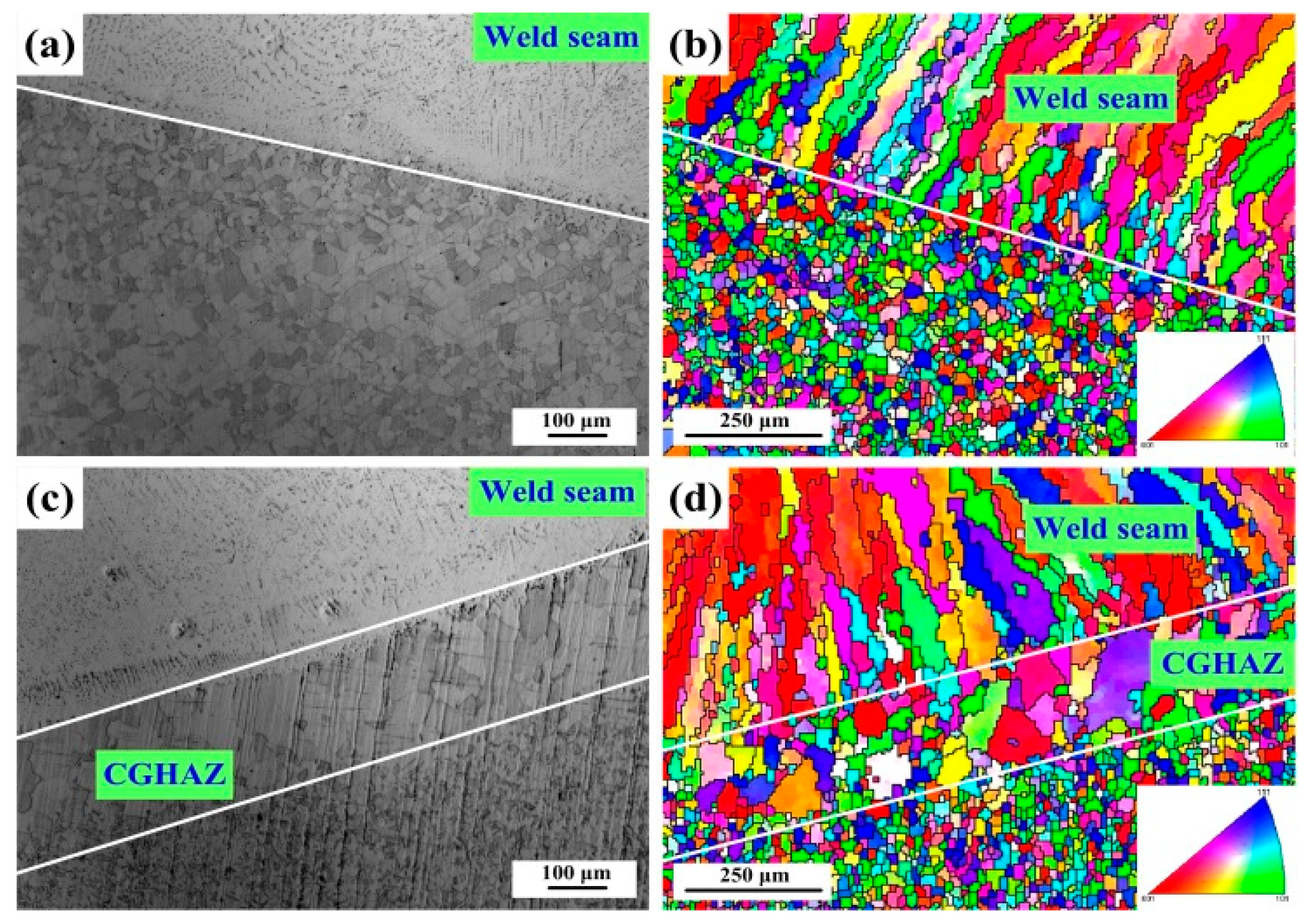
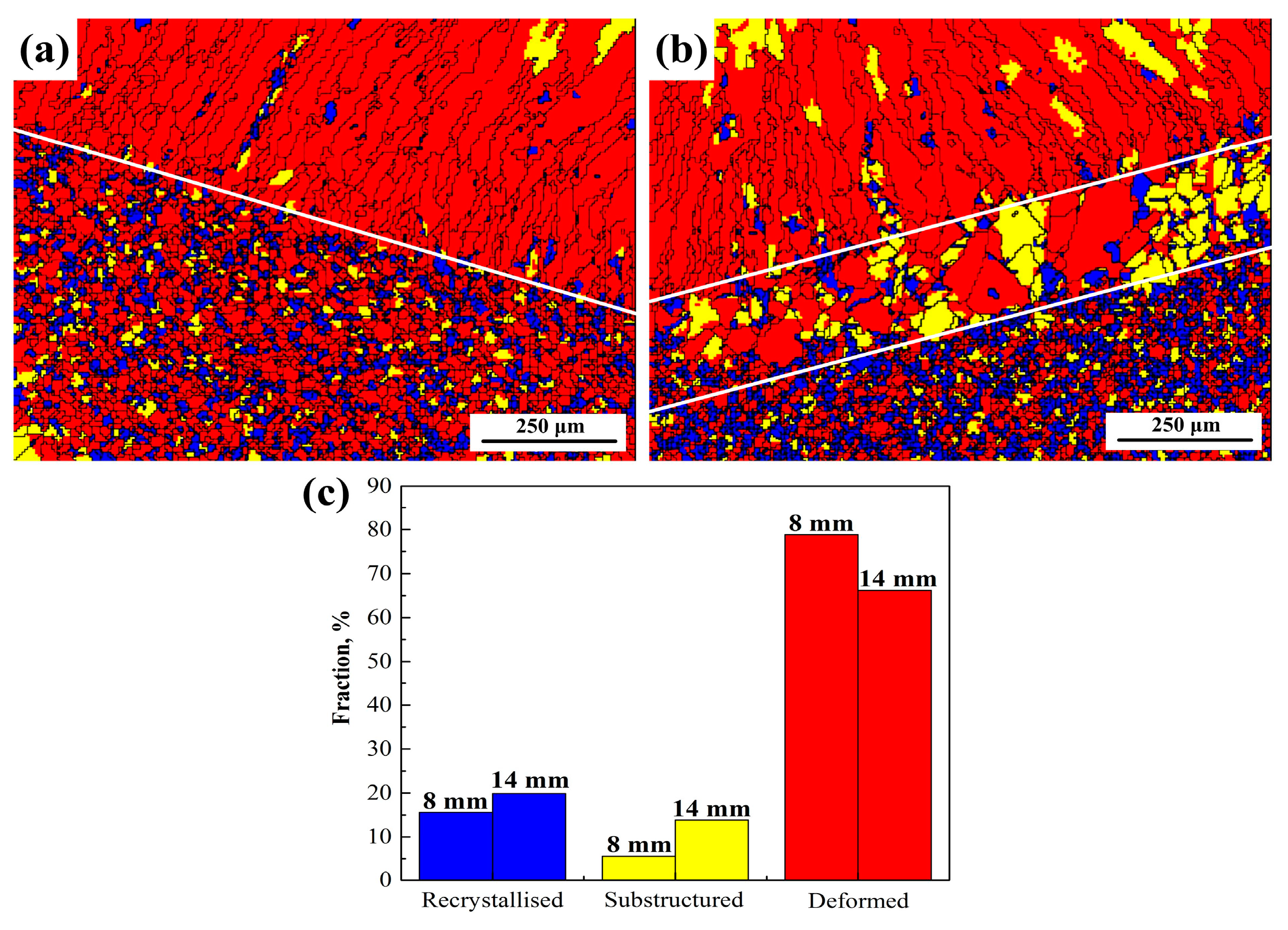
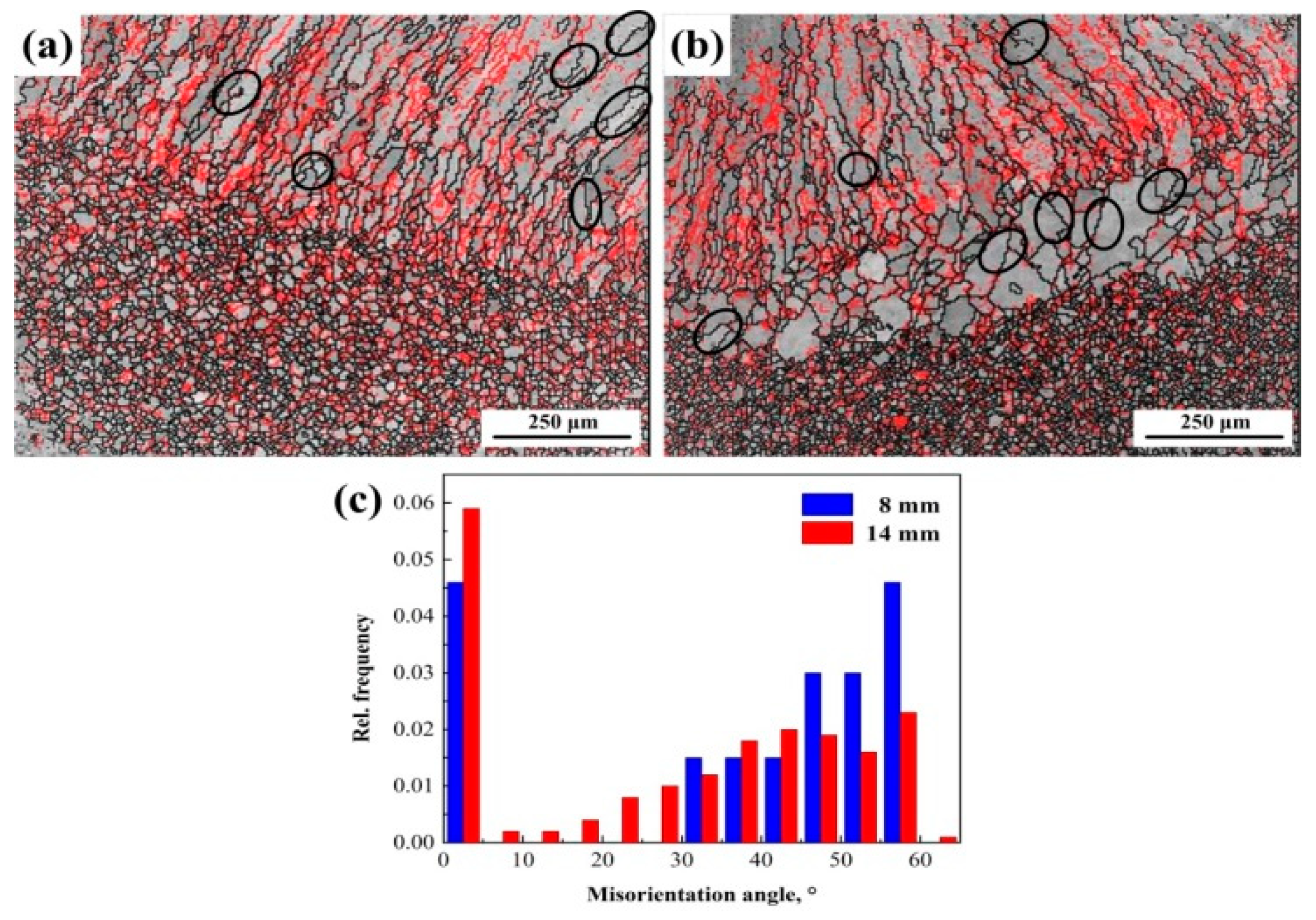
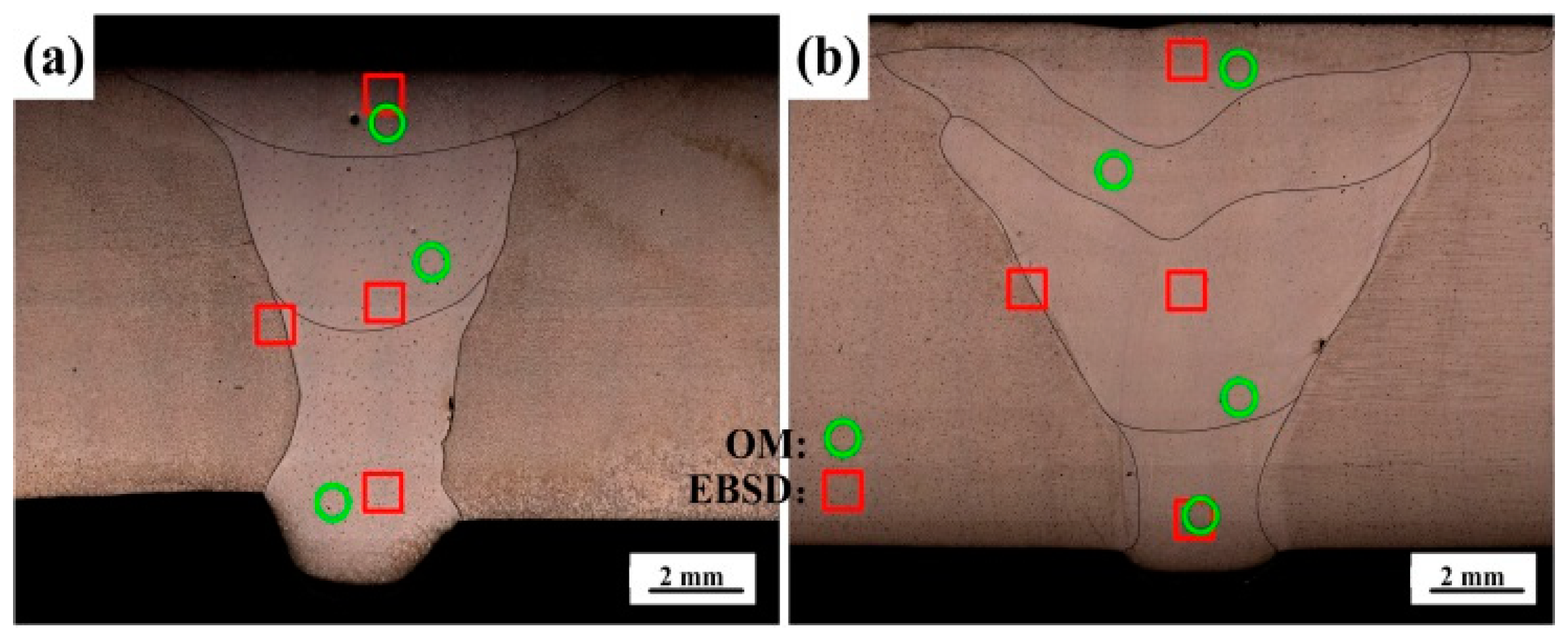
3.2. Microstructures of the Welded Joints
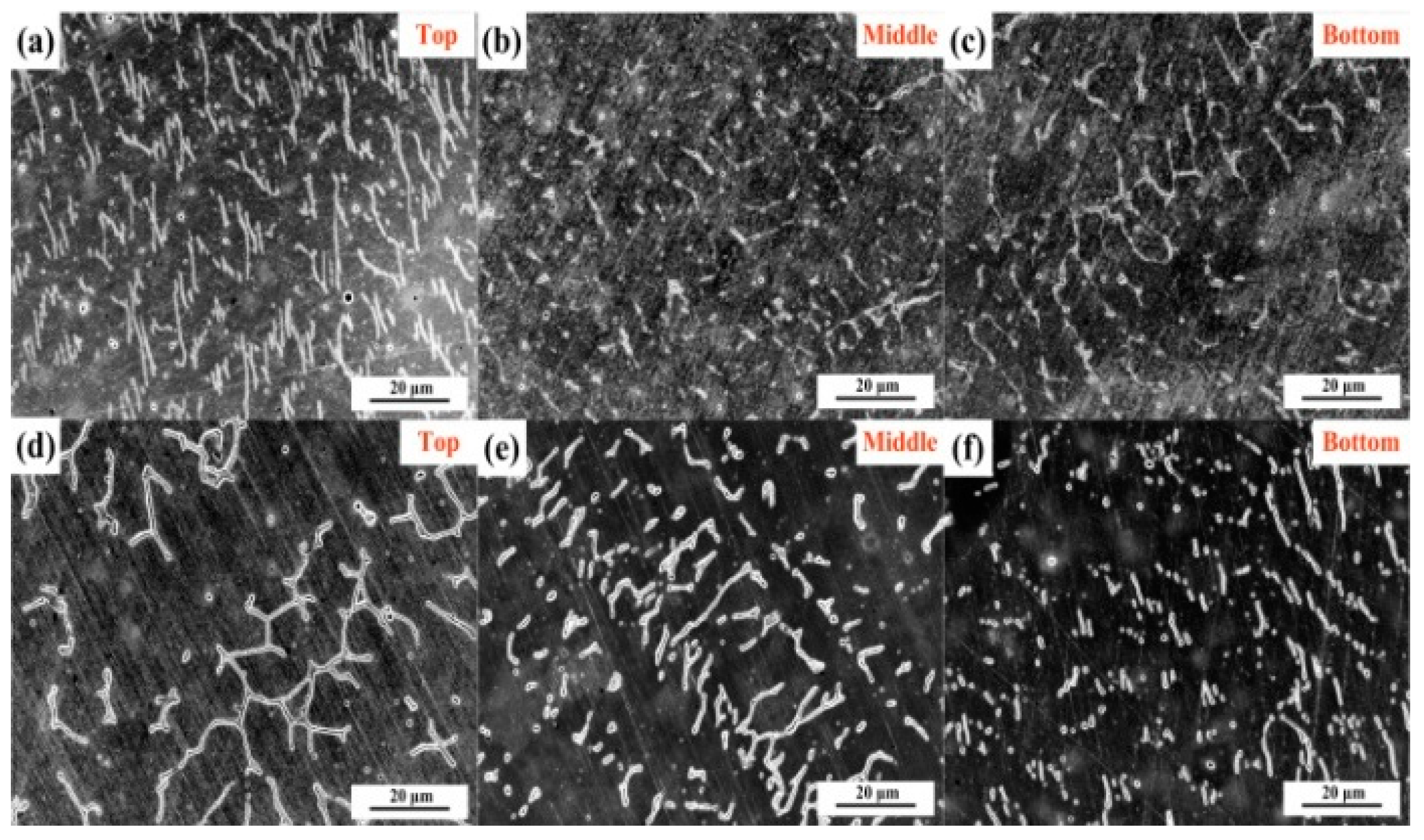
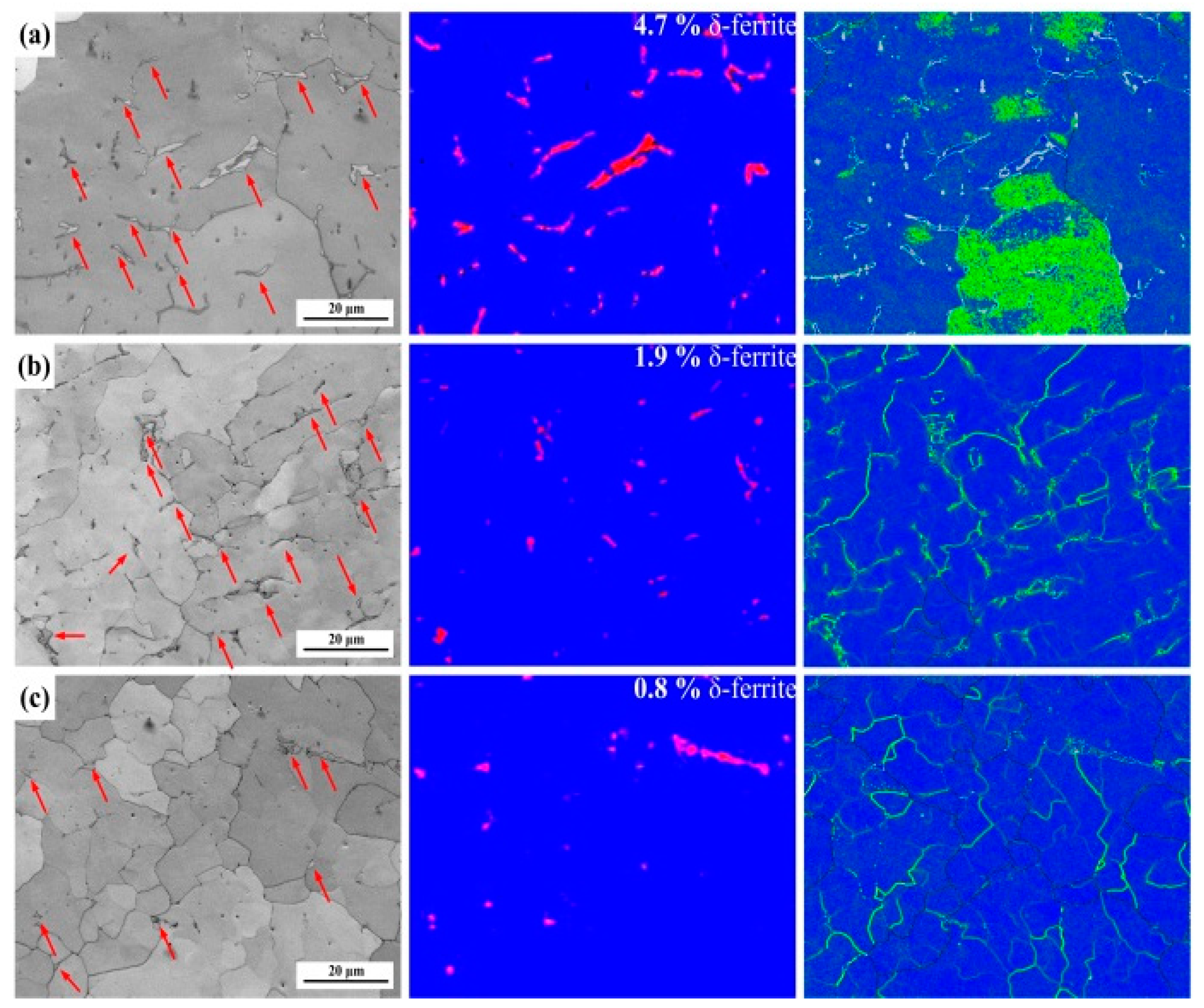
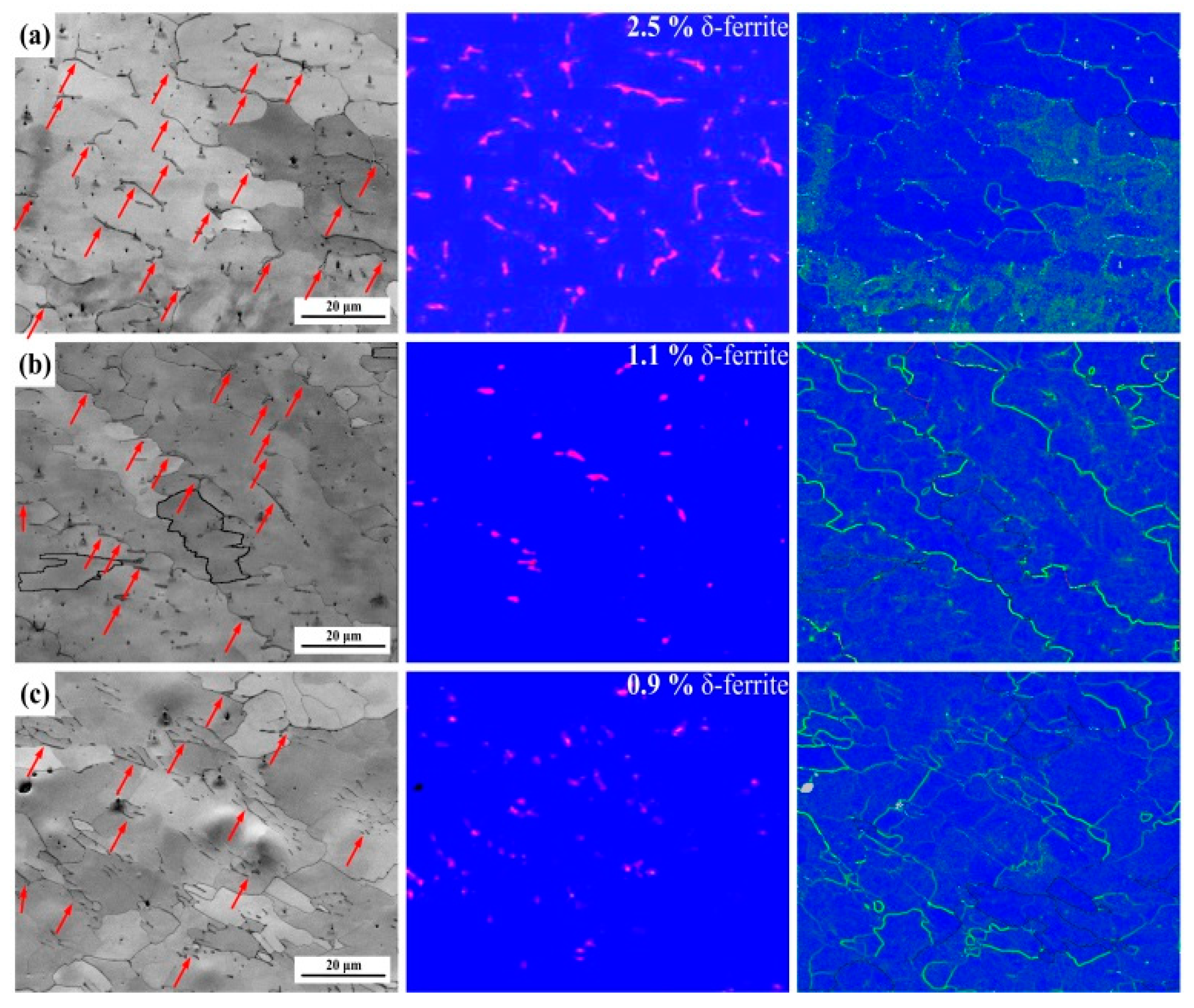
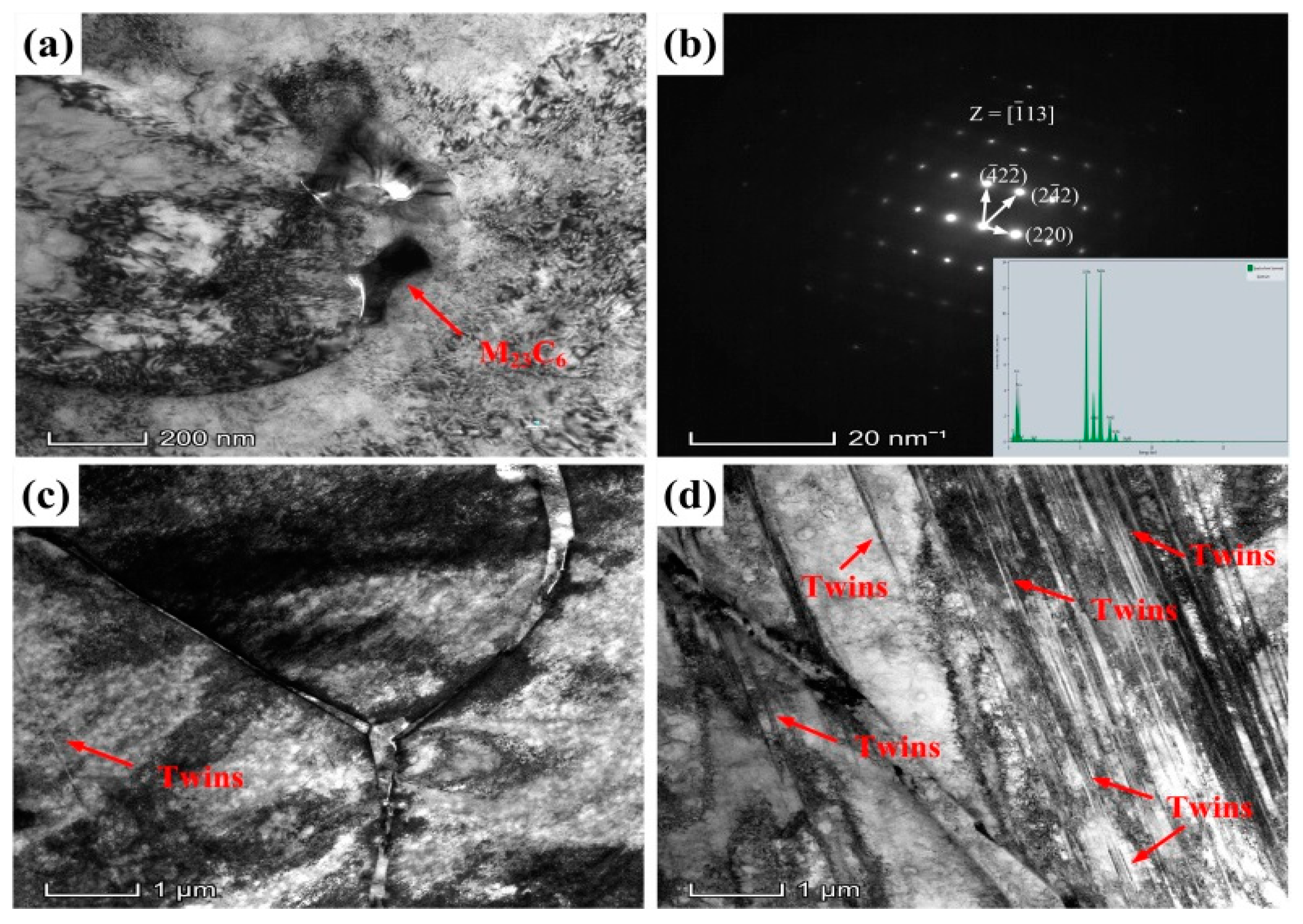
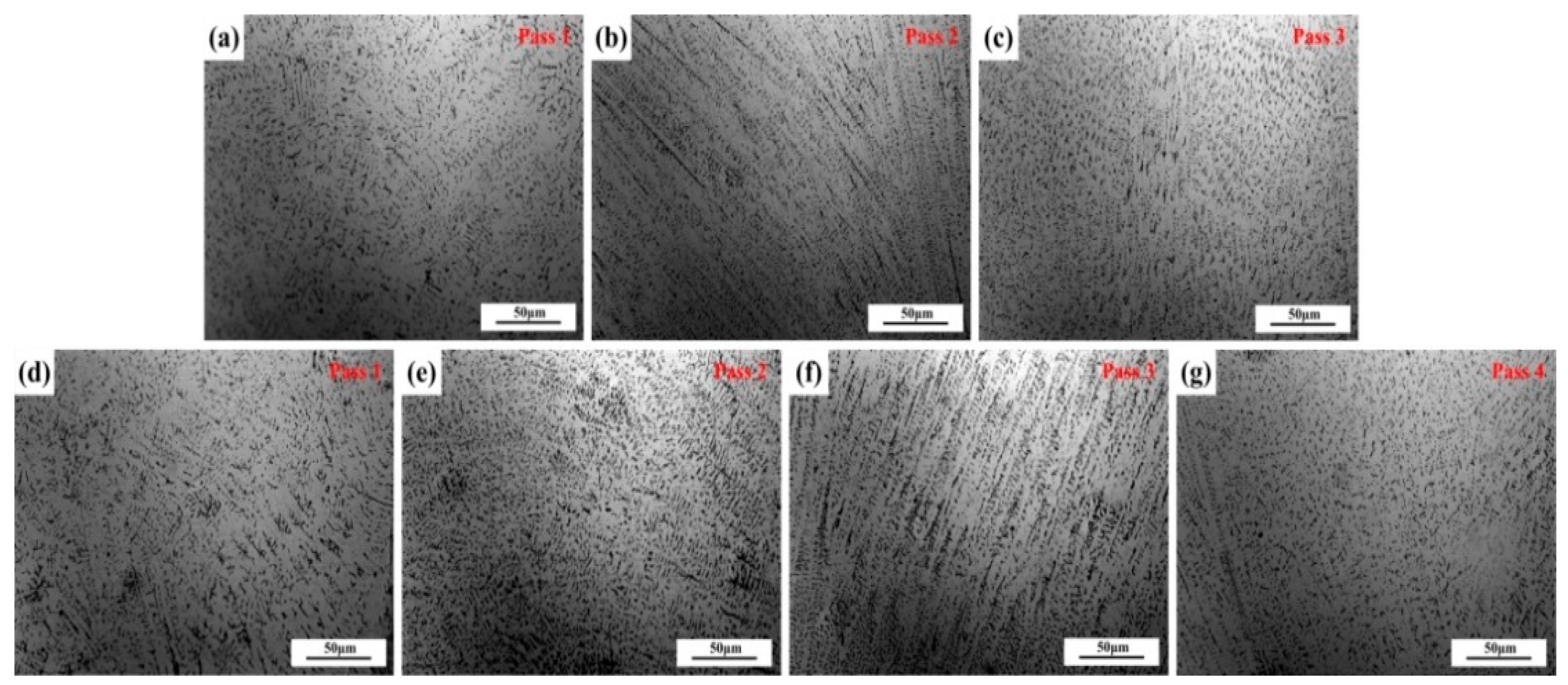
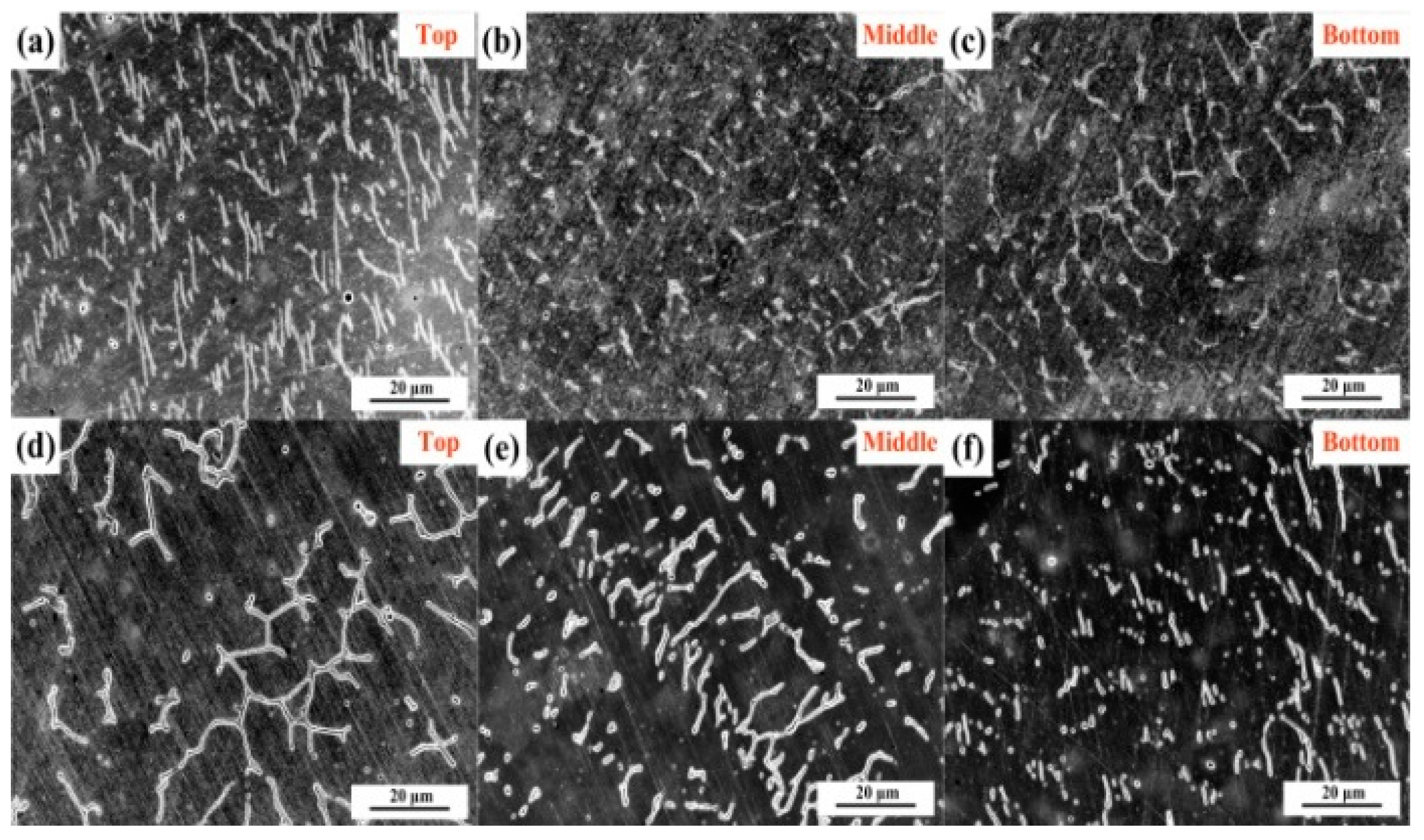
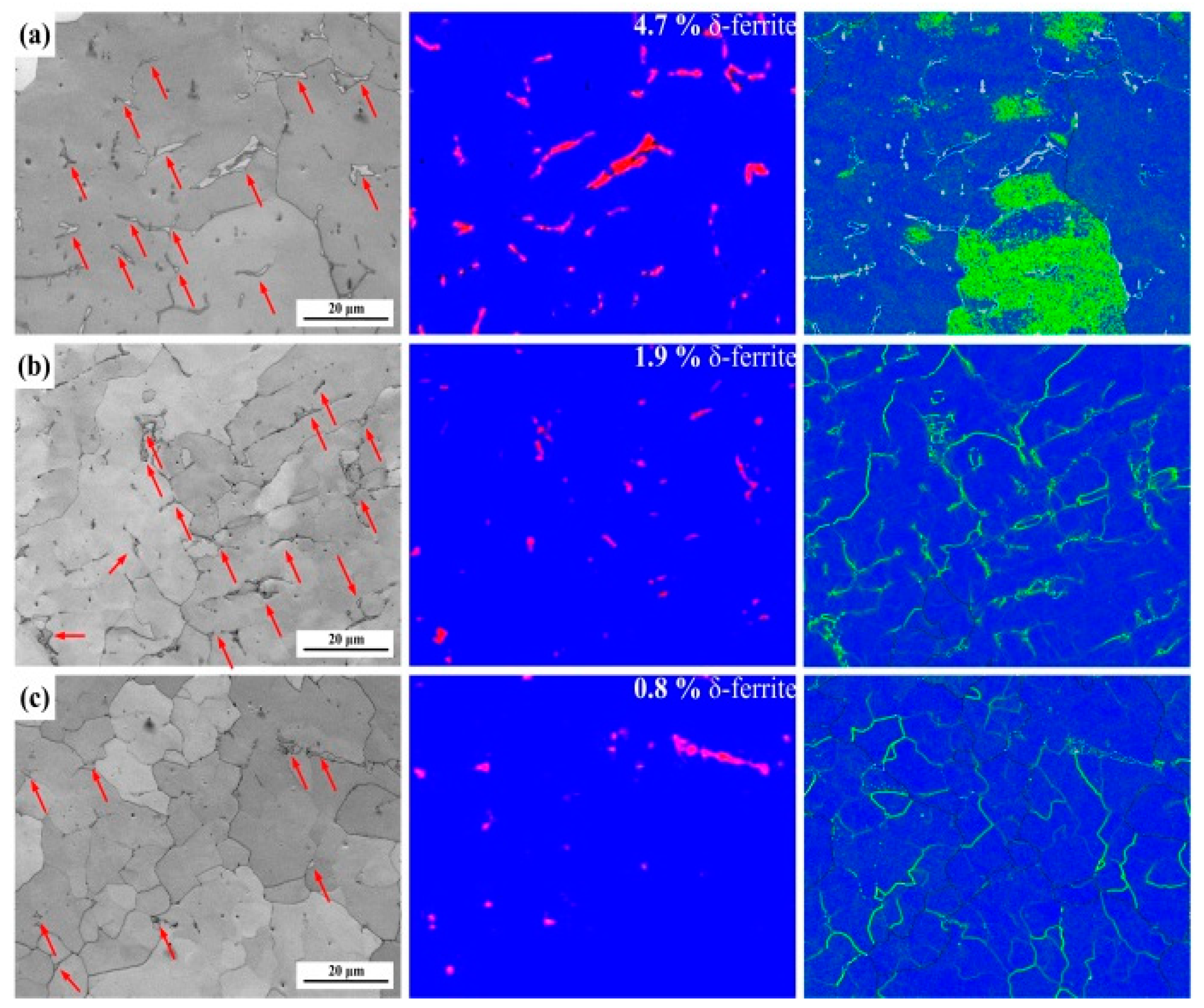
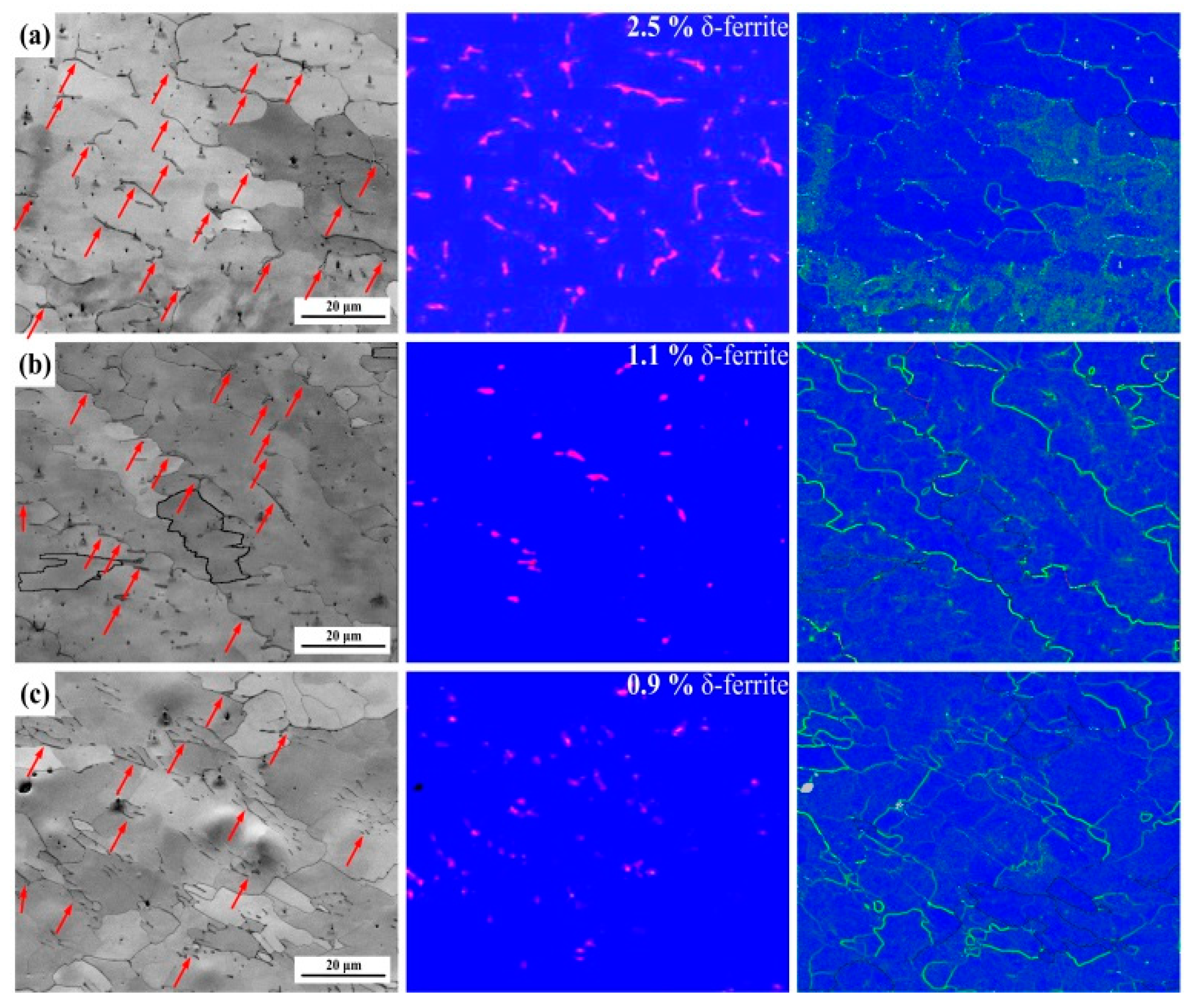
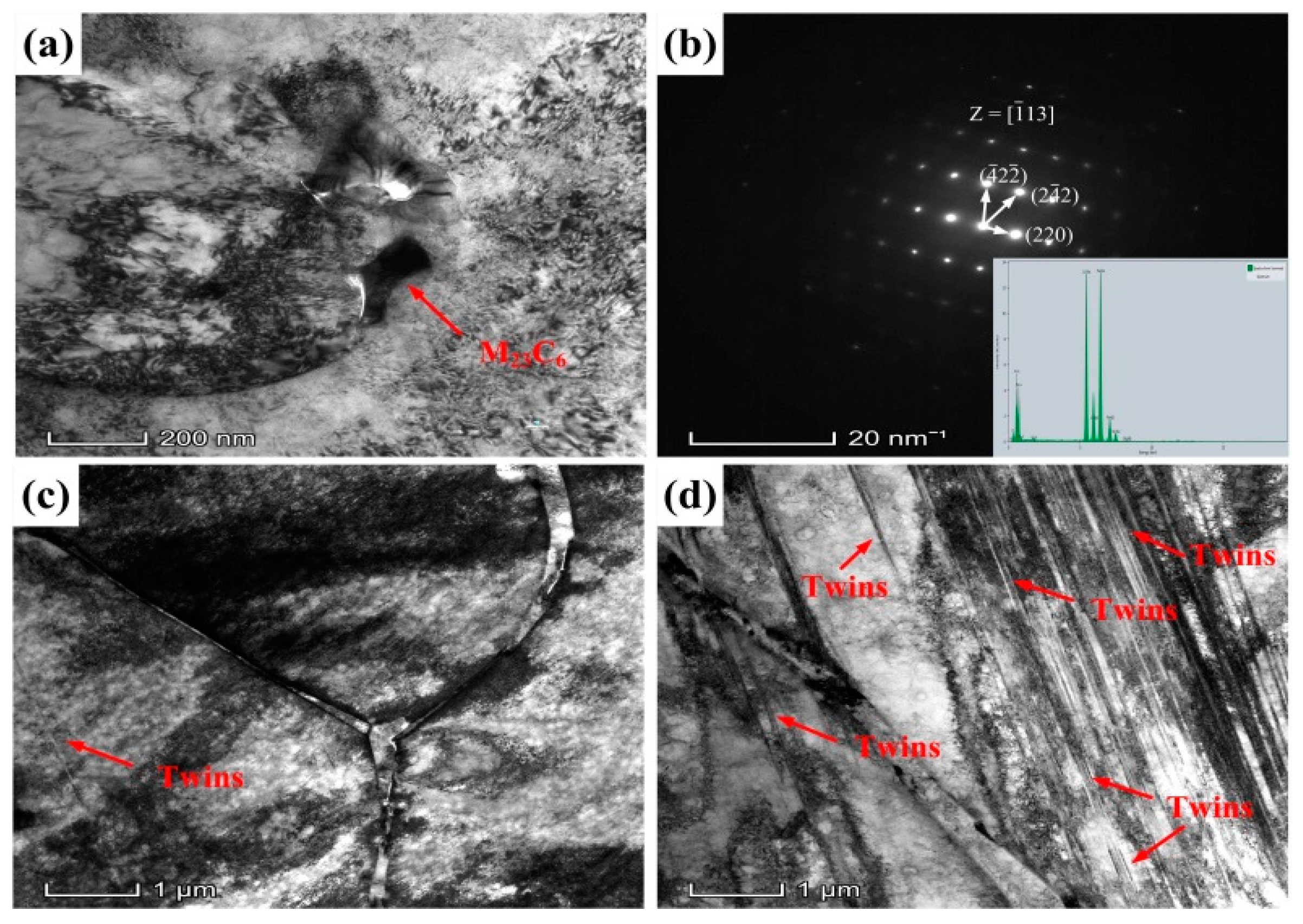
3.3. Microstructures of the Weld Seam
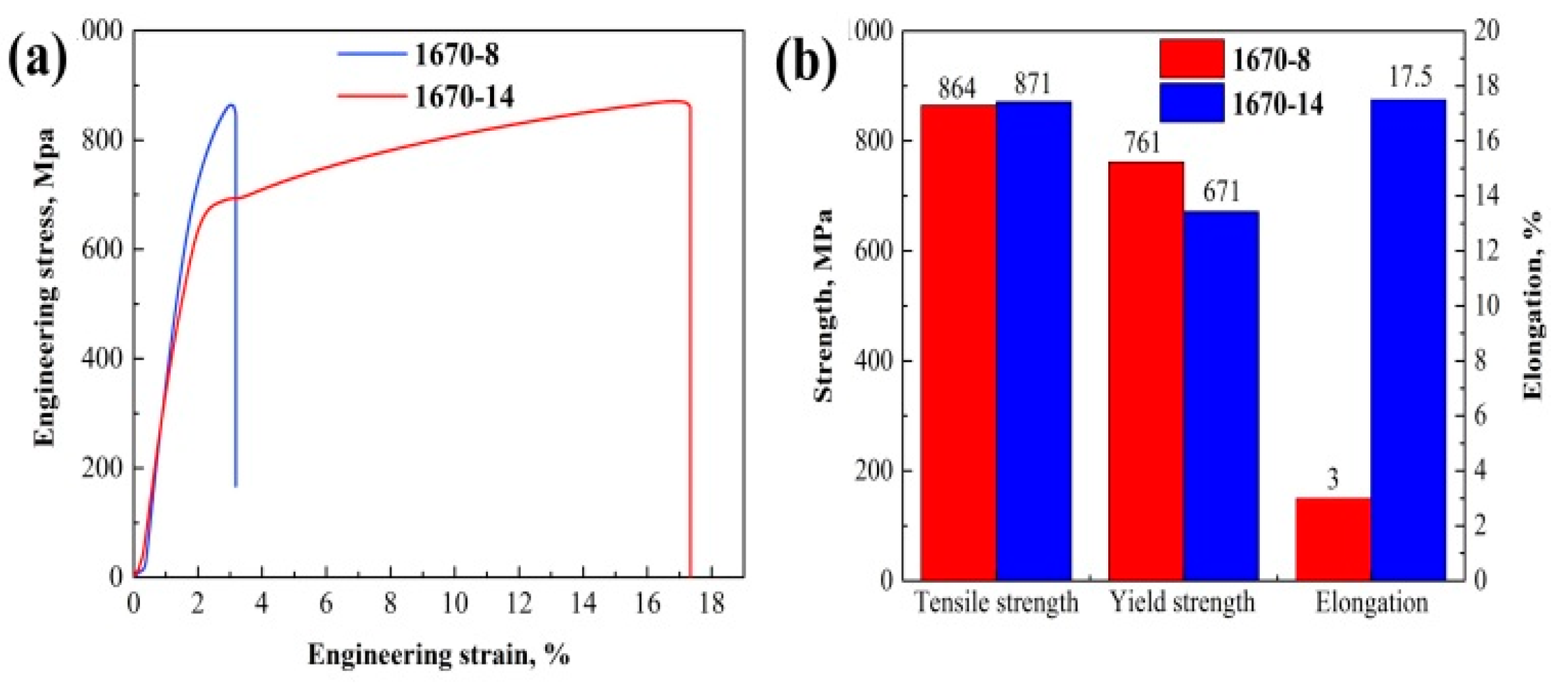
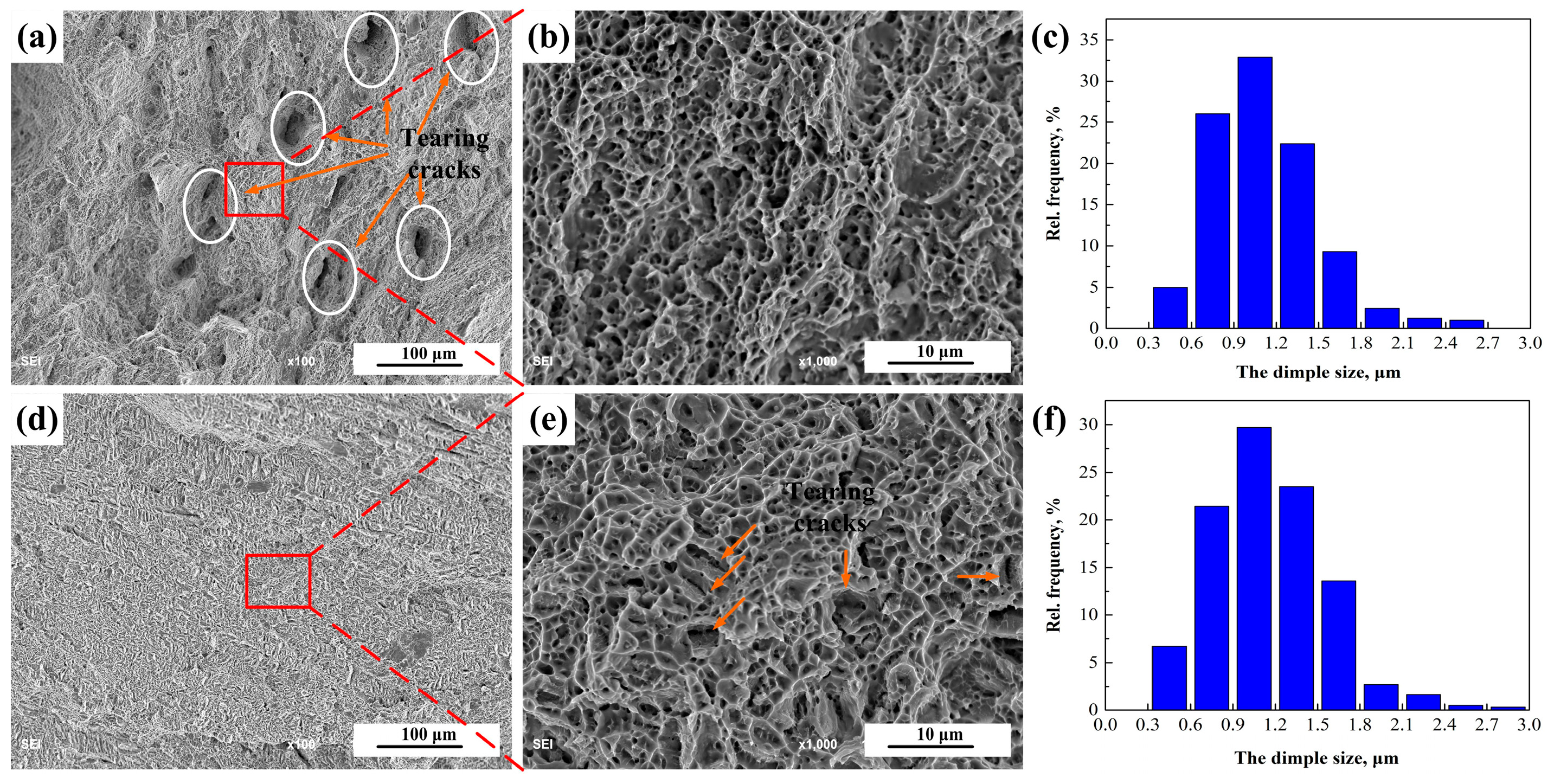
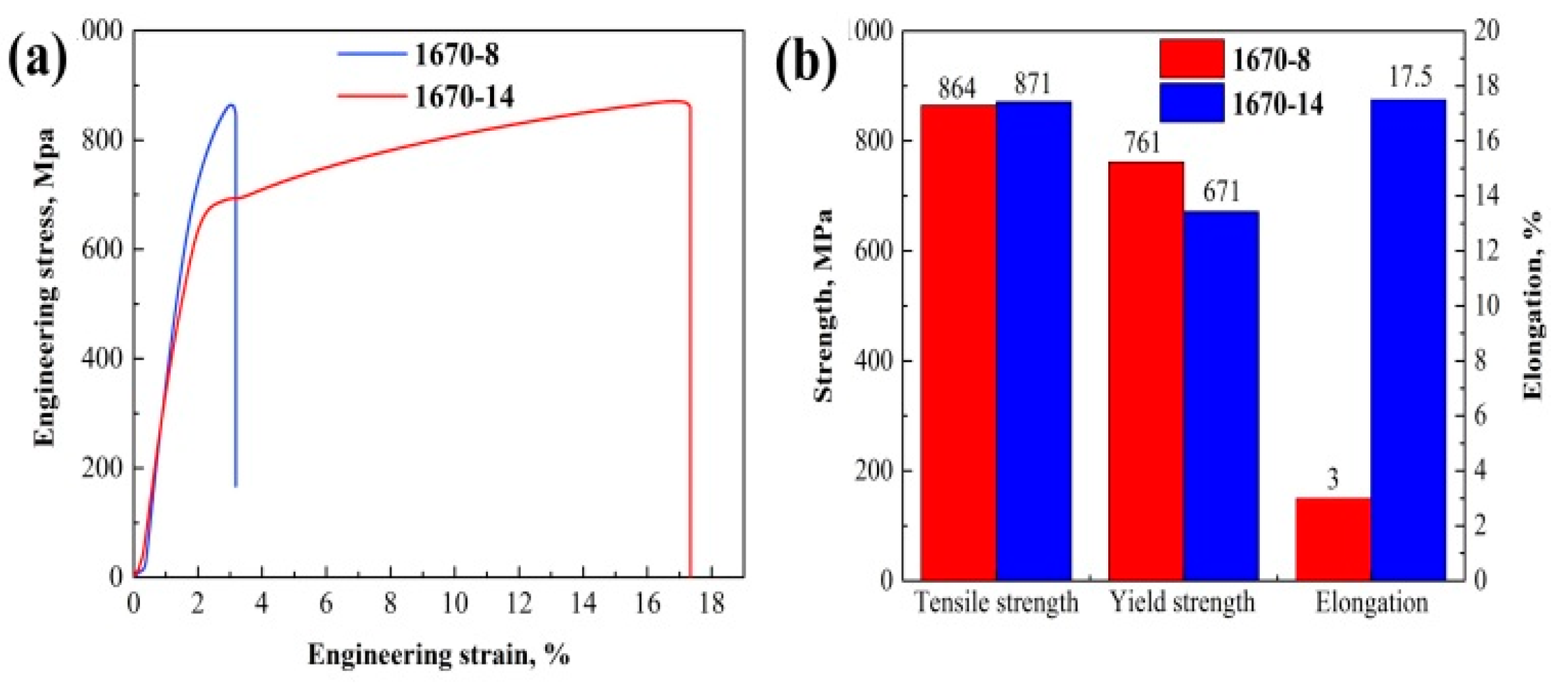
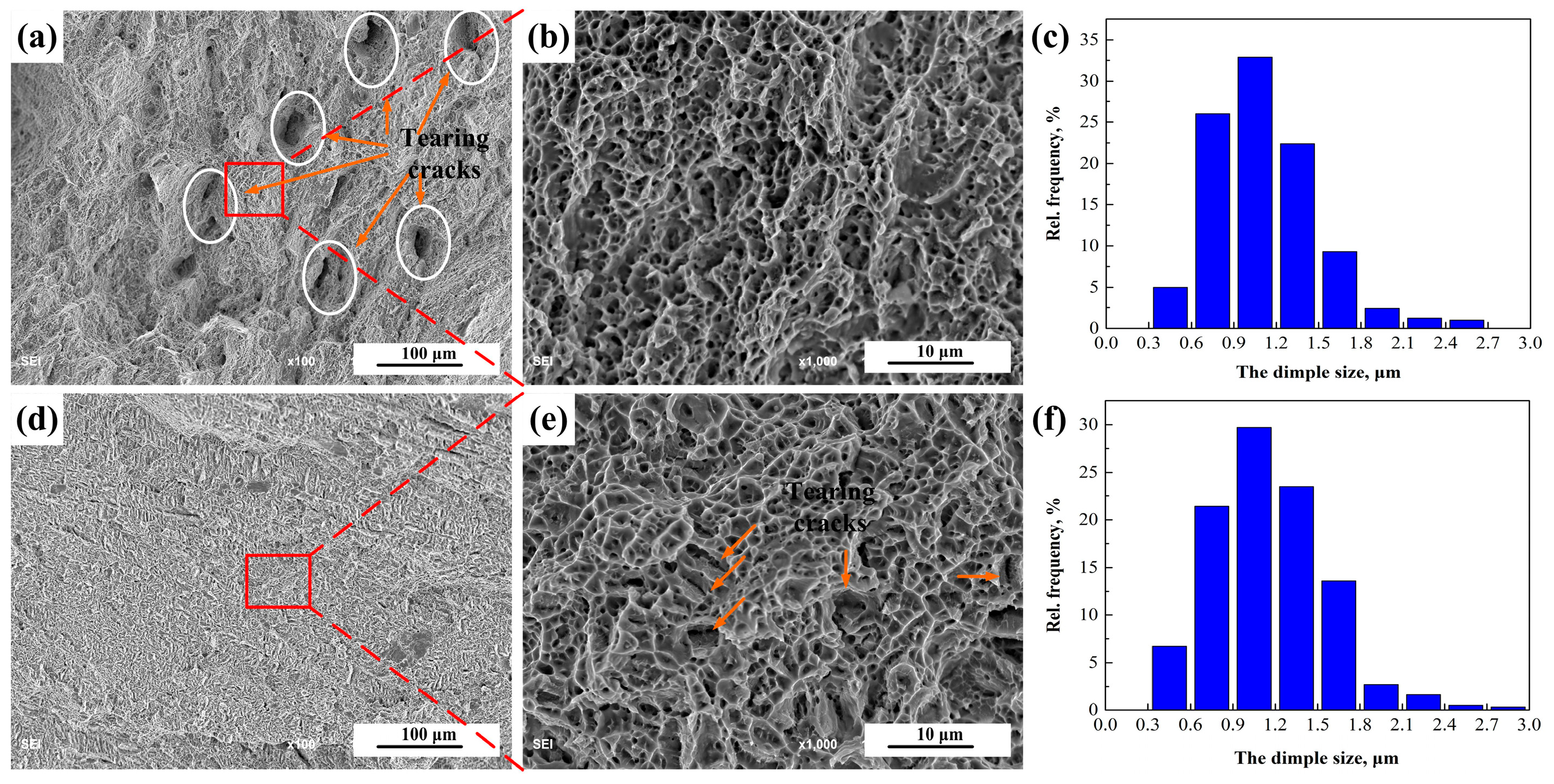
3.4. Mechanical Properties after Welding
4. Conclusions
- (1)
- The highly stable welding process and excellently welded joints of the HNASS using a multi-strand composite welding wire were obtained.
- (2)
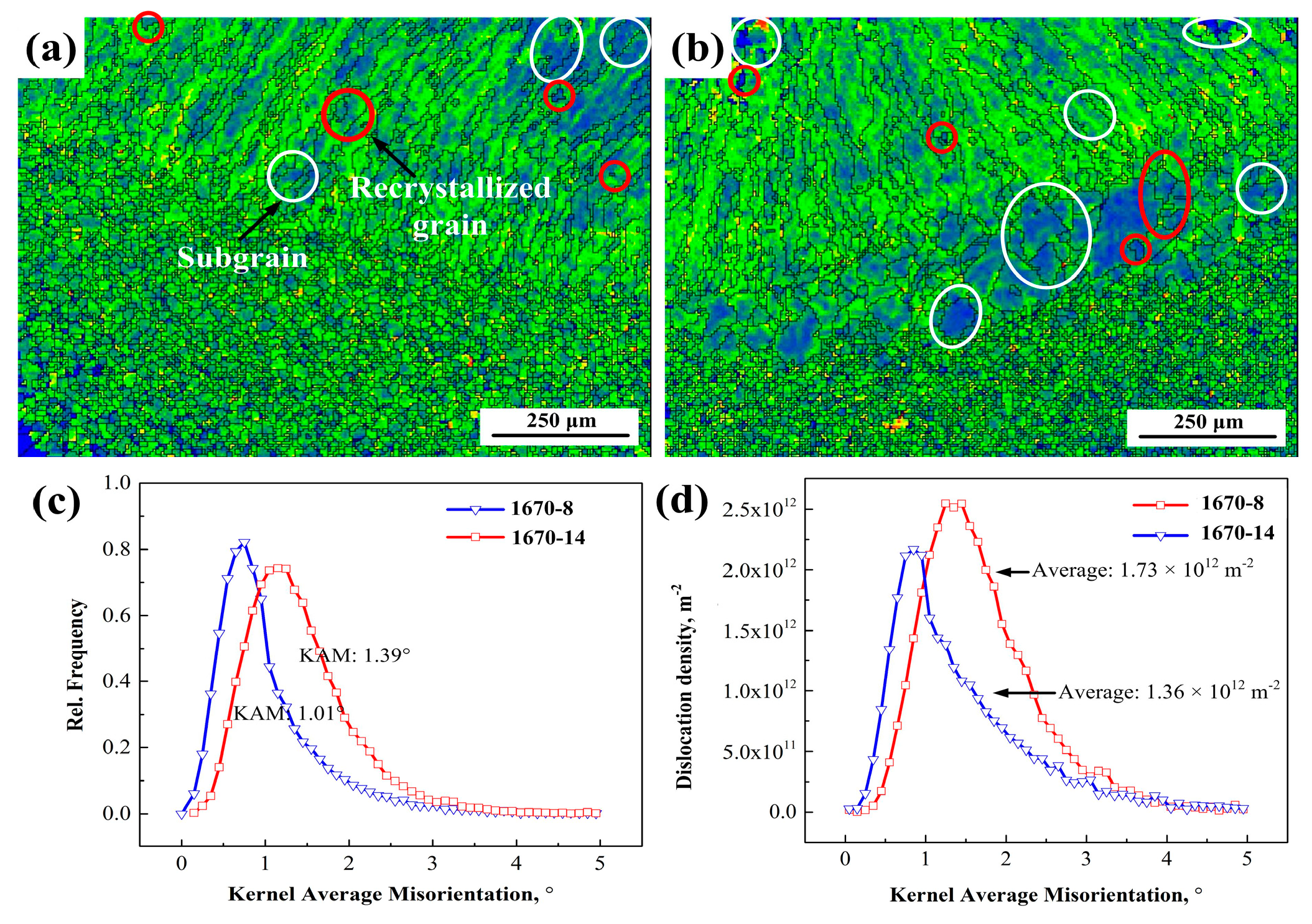
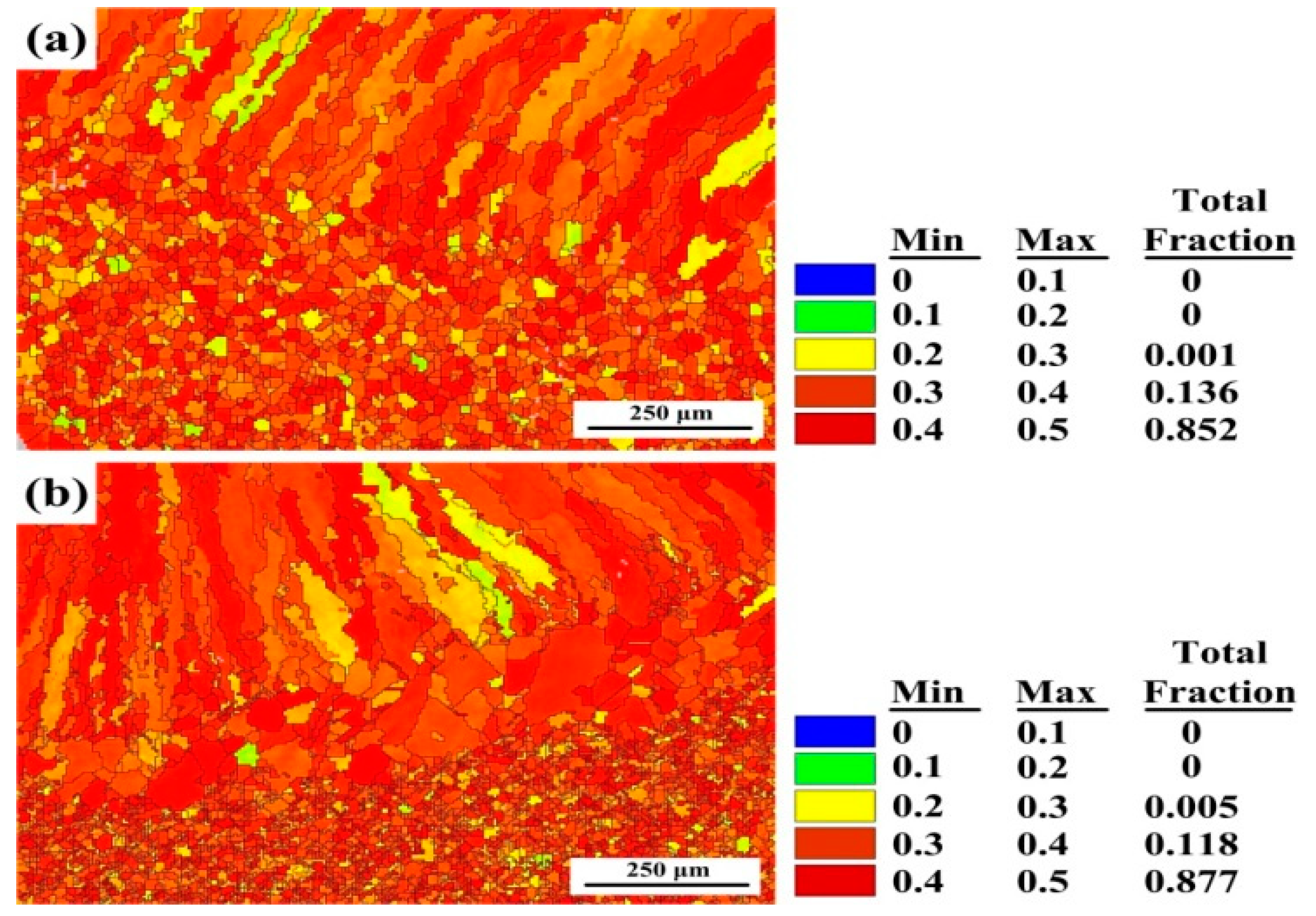
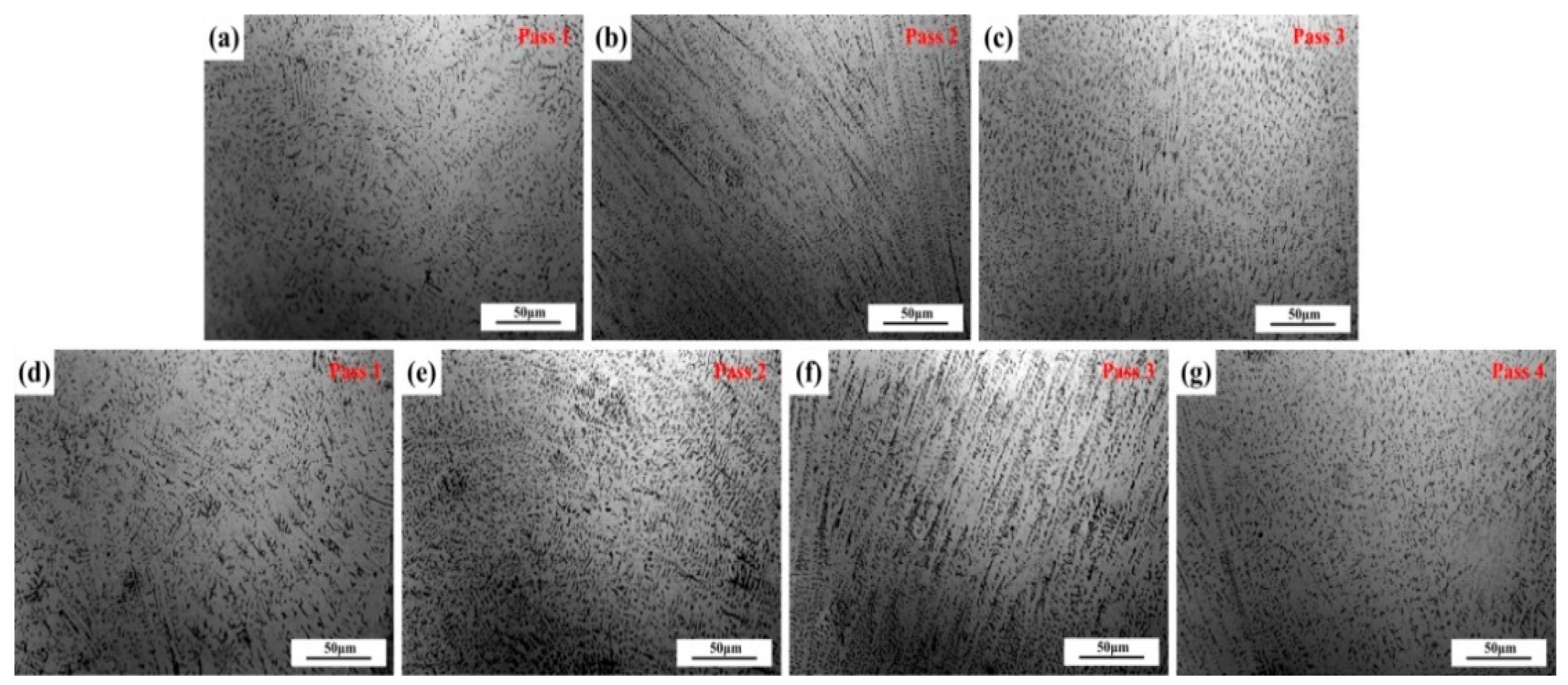
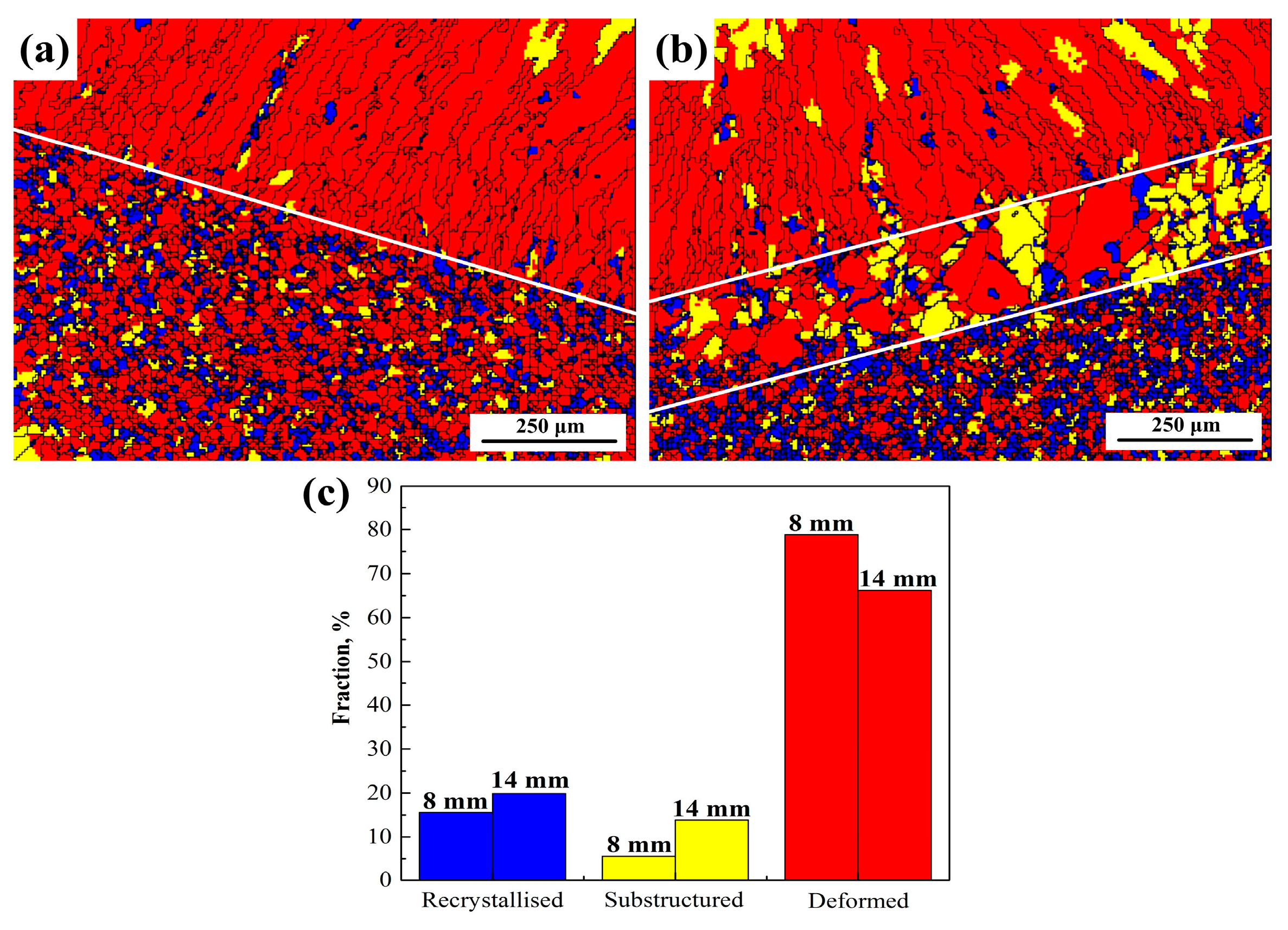
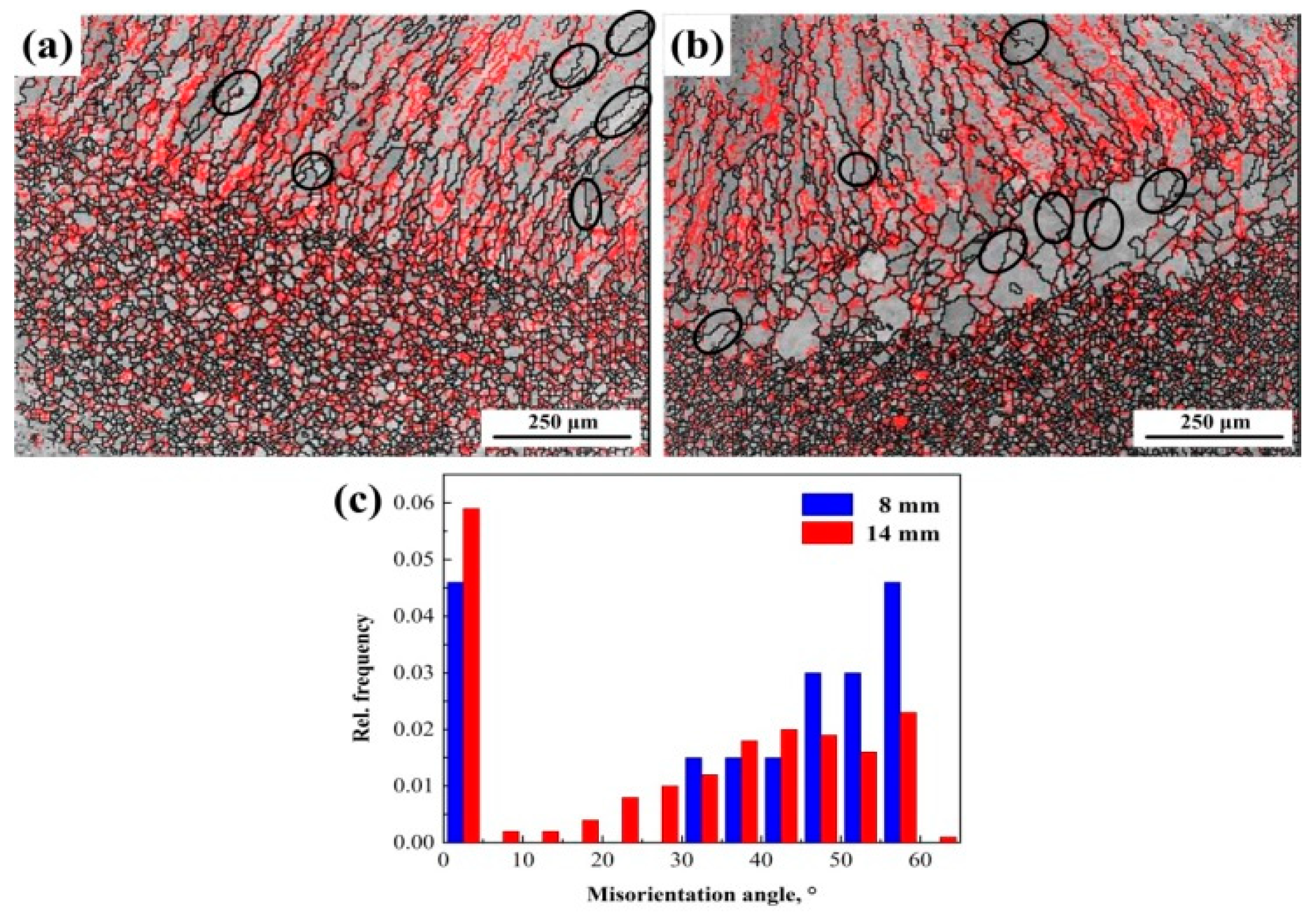
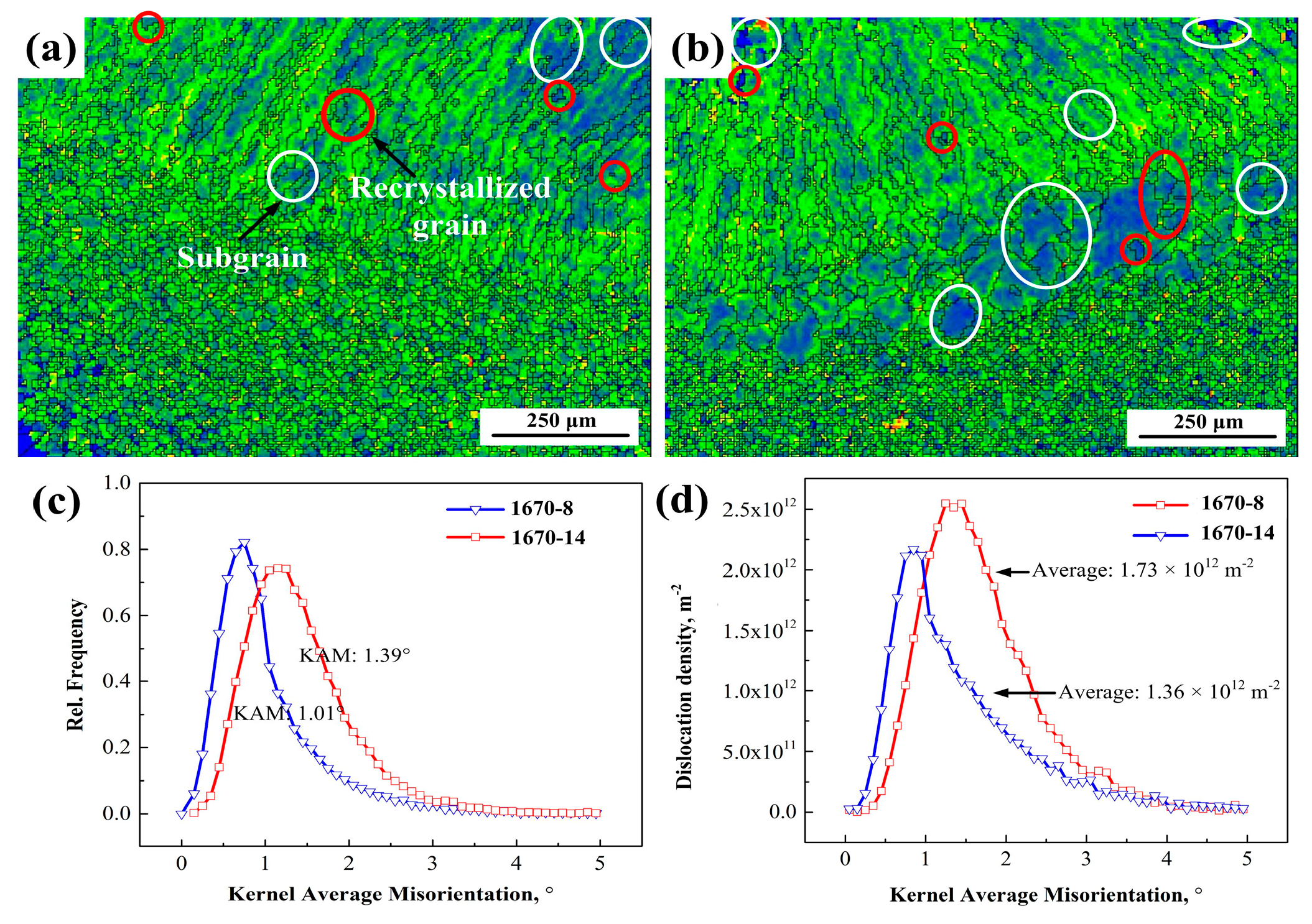
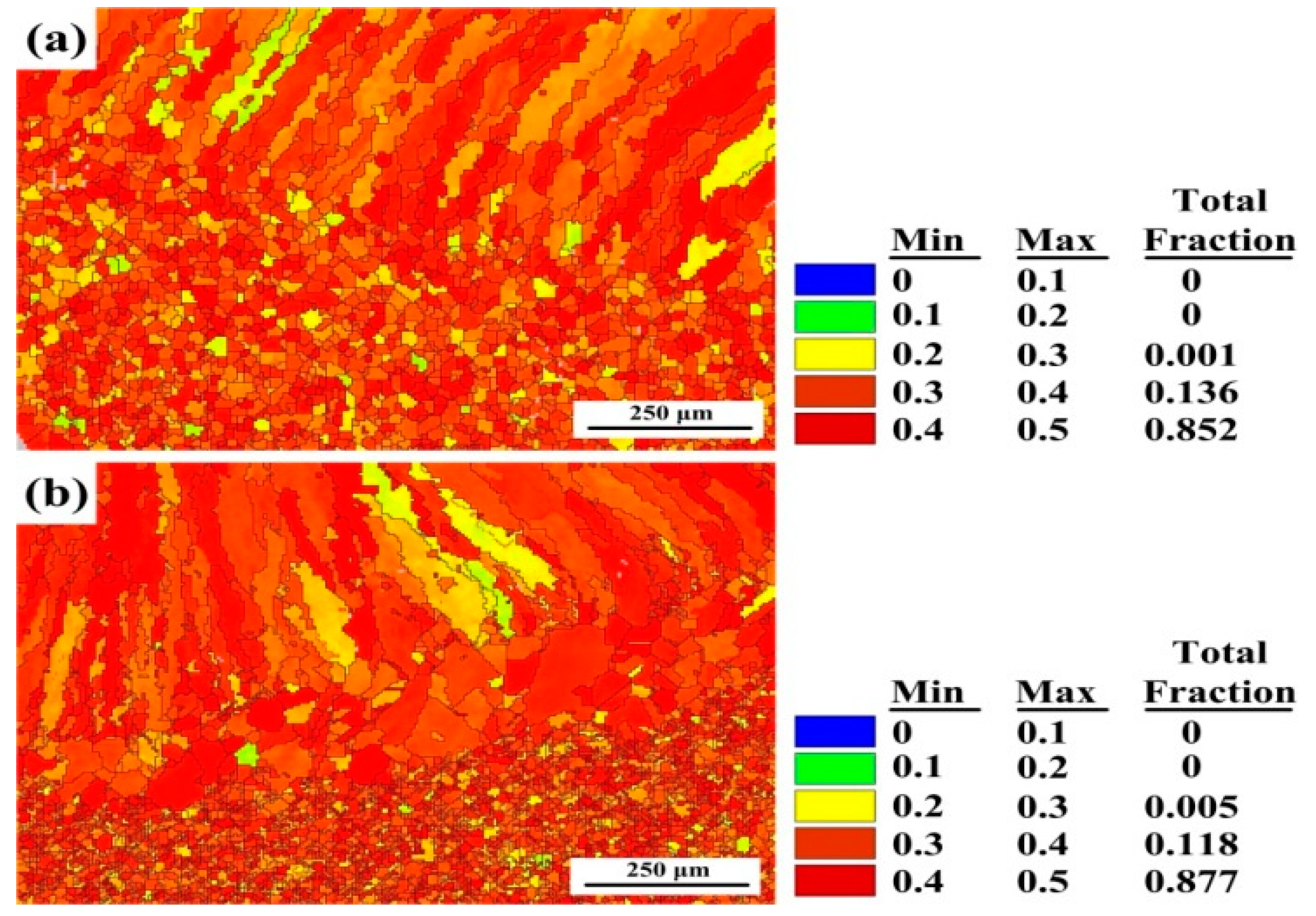
- After the welding, high heat input and cooling rate results in a noticeable CGHAZ and larger columnar austenite grains. The welded joint obtained under high heat input and cooling rate presented higher fractions of recrystallised grains, LAGBs, KAM; a higher dislocation density; and a higher Schmid factor. Higher dislocation density and Schmid factor indicate the higher tensile strength and the lower yield strength of welded joint, respectively.
- (3)
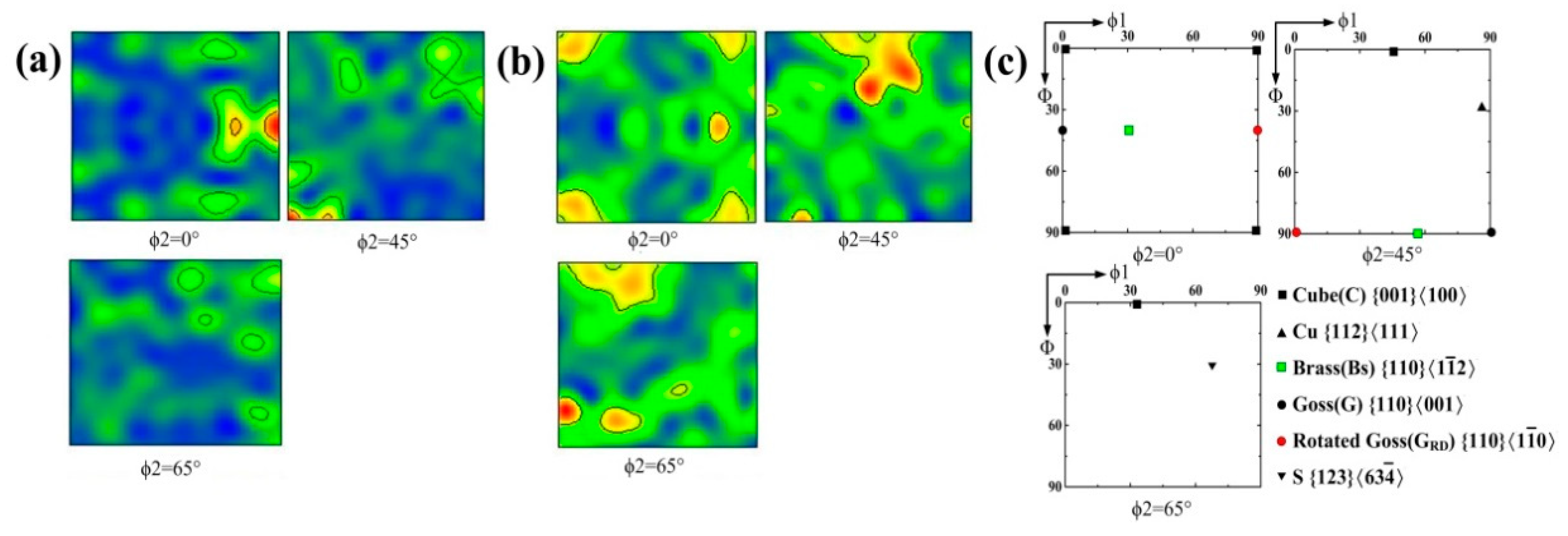
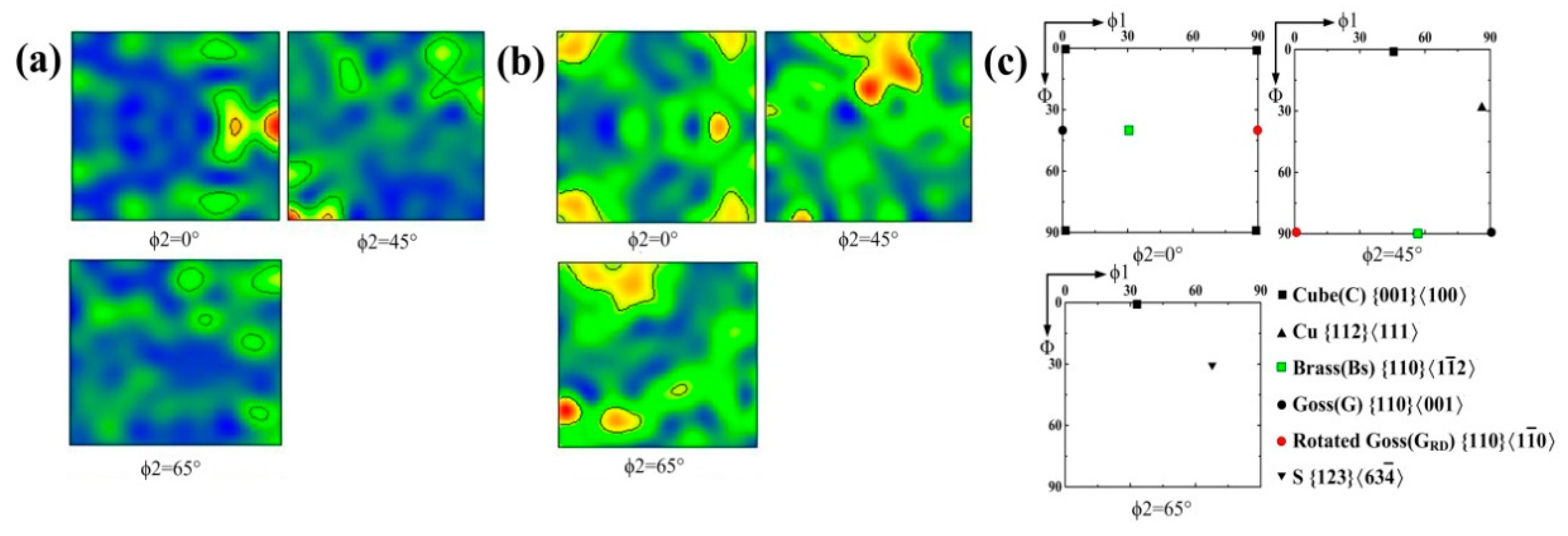
- The welded joint of the thin plate presents a strong intensity of rotated Goss (GRD) ({110}〈10〉) orientation, and the cube (C) ({001}〈100〉) orientation is observed in the welded joint of the thick plate. The S ({123}〈63〉) orientation at 65° sections of Euler’s space is weak due to the thermal cycles, which reduces the mechanical properties of welded joints.
- (4)
- Welded joints obtained under high heat input and cooling rate have a lower fraction of δ-ferrite. The KAM maps also revealed a high dislocation density around the primary ferrite, and stress concentration is easy to form along the ferrite.
- (5)
- Welded joint obtained under high heat input and cooling rate has high tensile strength and elongation due to the decrease of δ-ferrite, while low cooling rate leads to the precipitation of M23C6 in the weld seam; and low heat input also leads to the increasing of δ-ferrite, which decreases the elongation and tensile strength of welded joints.
Author Contributions
Funding
Conflicts of Interest
References
- Katada, Y.; Washizu, N.; Baba, H. Development of high-nitrogen steels in the national institute for materials science. Met. Sci. Heat Treat. 2005, 47, 494–496. [Google Scholar] [CrossRef]
- Rasouli, D.; Kermanpur, A.; Najafizadeh, A. Developing high-strength, ductile Ni-free Fe-Cr-Mn-C-N stainless steels by interstitial-alloying and thermomechanical processing. J. Mater. Res. Technol. 2019, 8, 2846–2853. [Google Scholar] [CrossRef]
- Kamiya, O.; Chen, Z.W.; Kikuchi, Y. Microporosity formation in partially melted zone during welding of high nitrogen austenitic stainless steels. J. Mater. Sci. 2002, 37, 2475–2481. [Google Scholar] [CrossRef]
- Ogawa, M.; Hiraoka, K.; Katada, Y.; Sagara, M.; Tsukamoto, S. Chromium nitride precipitation behavior in weld heat-affected zone of high nitrogen stainless steel. ISIJ Int. 2002, 42, 1391–1398. [Google Scholar] [CrossRef]
- Zhang, H.; Zhu, W.; Zhang, T.; Guo, C.; Xu, R. Effect of Brazing Temperature on microstructure and mechanical property of high nitrogen austenitic stainless steel joints brazed with Ni-Cr-P filler. ISIJ Int. 2019, 59, 300–304. [Google Scholar] [CrossRef]
- Woo, I.; Kikuchi, Y. Weldability of high nitrogen stainless steel. ISIJ Int. 2002, 42, 1334–1343. [Google Scholar] [CrossRef]
- Hertzman, S. The influence of nitrogen on microstructure and properties of highly alloyed stainless steel welds. ISIJ Int. 2001, 41, 580–689. [Google Scholar] [CrossRef]
- Hosseini, V.A.; Wessman, S.; Hurtig, K.; Karlsson, L. Nitrogen loss and effects on microstructure in multipass TIG welding of a super duplex stainless steel. Mater. Des. 2016, 98, 88–97. [Google Scholar] [CrossRef]
- Qiang, W.; Wang, K. Shielding gas effects on double-sided synchronous autogenous GTA weldability of high nitrogen austenitic stainless steel. J. Mater. Process. Tech. 2017, 250, 169–181. [Google Scholar] [CrossRef]
- Park, S.H.C.; Sato, Y.S.; Kokawa, H. Microstructure of friction-stir-welded high-nitrogen stainless steel. Mater. Sci. Forum. 2007, 539, 3757–3762. [Google Scholar] [CrossRef]
- Li, H.B.; Jiang, Z.H.; Feng, H.; Zhang, S.C.; Li, L.; Han, P.D.; Misra, R.D.K.; Li, J.Z. Microstructure, mechanical and corrosion properties of friction stir welded high nitrogen nickel-free austenitic stainless steel. Mater. Des. 2015, 84, 291–299. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, D.; Xue, P.; Wu, L.H.; Ni, D.R.; Xiao, B.L.; Ma, Z.Y. Microstructure and corrosion resistance of friction stir welded high nitrogen stainless steel joint. Corrosion 2019, 75, 790–798. [Google Scholar] [CrossRef]
- Mohammed, R.; Reddy, G.M.; Rao, K.S. Welding of nickel free high nitrogen stainless steel: Microstructure and mechanical properties. Defence Technol. 2017, 13, 59–71. [Google Scholar] [CrossRef] [Green Version]
- Cortes-Cervantes, I.S.; Lopez-Morelos, V.H.; Miyashita, Y.; Garcia-Hernandez, R.; Ruiz-Marines, A.; Garcia-Renteria, M.A. Fatigue resistance of AL6XN super-austenitic stainless steel welded with electromagnetic interaction of low intensity during GMAW. Int. J. Adv. Manuf. Technol. 2018, 99, 2849–2862. [Google Scholar] [CrossRef]
- Tolt, M.D. Filler metal selection for welding a high nitrogen stainless steel. J. Mater. Eng. Perform. 2002, 11, 306–312. [Google Scholar]
- Mohammed, R.; Reddy, G.M.; Rao, K.S. Effect of filler wire composition on microstructure and pitting corrosion of nickel free high nitrogen stainless steel DTA welds. Trans. Indian Inst. Met. 2016, 69, 1919–1927. [Google Scholar] [CrossRef]
- Zhang, H.T.; Chang, Q.; Liu, J.H.; Lu, H.; Wu, H.; Feng, J.C. A novel rotating wire GMAW process to change fusion zone shape and microstructure of mild steel. Mater. Lett. 2014, 123, 101–103. [Google Scholar] [CrossRef]
- Randle, V. Electron backscatter diffraction: Strategies for reliable data acquisition and processing. Mater. Charact. 2009, 60, 913–922. [Google Scholar] [CrossRef]
- Zhang, W.; Wang, X.; Hu, Y.; Wang, S. Quantitative studies of machining-induced microstructure alteration and plastic deformation in AISI 316 stainless steel using EBSD. J. Mater. Eng. Perform. 2018, 27, 434–446. [Google Scholar] [CrossRef]
- Roach, M.D.; Wright, S.I.; Lemons, J.E.; Zardiackas, L.D. An EBSD based comparison of the fatigue crack initiation mechanisms of nickel and nitrogen-stabilized cold-worked austenitic stainless steels. Mater. Sci. Eng. A 2013, 586, 382–391. [Google Scholar] [CrossRef]
- Lu, J.; Wu, X.; Liu, Z.; Chen, X.; Xu, B.; Wu, Z.; Ruan, S. Microstructure and mechanical properties of ultrafine-grained copper produced using intermittent ultrasonic-assisted equal-channel angular pressing. Metall. Mater. Trans. A. 2016, 47, 4648–4658. [Google Scholar] [CrossRef]
- Mccabe, R.J.; Richards, A.W.; Clarke, K.D.; Beyerlein, I.J.; Knezevic, M. Microstructure effects on the recrystallization of low-symmetry alpha-uranium. J. Nucl. Mater. 2015, 465, 189–195. [Google Scholar] [CrossRef] [Green Version]
- Kamaya, M.; Fonseca, J.Q.D.; Li, L.M.; Preuss, M. Local plastic strain measurement by EBSD. Appl. Mech. Mater. 2007, 7, 173–179. [Google Scholar] [CrossRef]
- Xu, Y.; Nie, Y.; Wang, M.; Li, W.; Jin, X. The effect of microstructure evolution on the mechanical properties of martensite ferrite steel during long-term aging. Acta Mater. 2017, 131, 110–122. [Google Scholar] [CrossRef]
- Gussev, M.N.; Field, K.G.; Busby, J.T. Deformation localization and dislocation channel dynamics in neutron-irradiated austenitic stainless steels. J. Nucl. Mater. 2015, 460, 139–152. [Google Scholar] [CrossRef] [Green Version]
- Ganesan, V.; Mathew, M.D.; Sankara, R.K.B. Influence of nitrogen on tensile properties of 316LN SS. Mater. Sci. Technol. 2013, 25, 614–618. [Google Scholar] [CrossRef]
- Hammar, O.; Svensson, U. Influence of Steel Composition on Segregation and Microstructure During Solidification of Austenitic Stainless Steels. Solidification and Casting of Metals; The Metals Society: London, UK, 1979; pp. 401–410. [Google Scholar]
- Vasudevan, M.; Bhaduri, A.K.; Raj, B.; Rao, K.P. Artificial neural network modeling of solidification mode in austenitic stainless steel welds. Mater. Sci. Technol. 2007, 23, 451–459. [Google Scholar] [CrossRef]
- Bhaduri, A.K.; Srinivasan, G.; Klenk, A.; Raj, B. Study of hot cracking behaviour of 14Cr-15Ni-2.5Mo Ti-modified fully austenitic stainless steel using varestraint and hot ductility tests. Weld. World 2009, 53, 17–27. [Google Scholar] [CrossRef]
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent developments in stainless steels. Mater. Sci. Eng. R 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Jahanzeb, N.; Shin, J.H.; Singh, J.; Heo, Y.U.; Choi, S.H. Effect of microstructure on the hardness heterogeneity of dissimilar metal joints between 316L stainless steel and SS400 steel. Mater. Sci. Eng. A 2017, 700, 338–350. [Google Scholar] [CrossRef]
- Nage, D.D.; Raja, V.S.; Raman, R. Effect of nitrogen addition on the microstructure and mechanical behavior of 317L and 904L austenitic stainless steel welds. J. Mater. Sci. 2006, 41, 2097–2112. [Google Scholar] [CrossRef]
- Lai, C.L.; Lu, W.F.; Huang, J.Y. Effect of δ-ferrite content on the stress corrosion cracking behavior of cast austenitic stainless steel in high-temperature water environment. Corrosion 2014, 70, 591–597. [Google Scholar] [CrossRef]
- Zheng, L.G.; Hu, X.Q.; Kang, X.H.; Li, D.Z. Precipitation of M23C6 and its effect on tensile properties of 0.3C-20Cr-11Mn-1Mo-0.35N steel. Mater. Des. 2015, 78, 42–50. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | C | Mn | Cr | Ni | Mo | N | Si | P | S | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| HNASS (wt.%) | 0.05 | 18.75 | 21.12 | 2.24 | 0.13 | 0.68 | 0.38 | 0.02 | 0.01 | Bal. |
| TP-N1670 (wt.%) | 0.07 | 6.62 | 18.96 | 8.58 | 0.01 | 0 | 0.85 | 0.02 | 0.02 | Bal. |
| 1670-8 (wt.%) | 0.06 | 8.78 | 19.54 | 7.67 | 0.08 | 0.14 | 0.83 | 0.02 | 0.02 | Bal. |
| 1670-14 (wt.%) | 0.07 | 8.65 | 19.38 | 7.94 | 0.07 | 0.14 | 0.80 | 0.02 | 0.02 | Bal. |
| Pass | Welding Current (A) | Welding Voltage (V) | Welding Speed (mm/min) | Heat Input (KJ/cm) | |
|---|---|---|---|---|---|
| Thin plate | 1 | 150 | 16.9 | 491 | 3.1 |
| 2 | 250 | 25.5 | 411 | 9.3 | |
| 3 | 250 | 25.5 | 379 | 10.1 | |
| Thick plate | 1 | 160 | 17.8 | 335 | 5.1 |
| 2 | 250 | 25.2 | 356 | 10.6 | |
| 3 | 250 | 26.7 | 356 | 11.2 | |
| 4 | 250 | 26.7 | 356 | 11.2 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Li, H.; Liang, Y.; Liu, P.; Yang, L. The Microstructure and Mechanical Properties of Multi-Strand, Composite Welding-Wire Welded Joints of High Nitrogen Austenitic Stainless Steel. Materials 2019, 12, 2944. https://doi.org/10.3390/ma12182944
Li J, Li H, Liang Y, Liu P, Yang L. The Microstructure and Mechanical Properties of Multi-Strand, Composite Welding-Wire Welded Joints of High Nitrogen Austenitic Stainless Steel. Materials. 2019; 12(18):2944. https://doi.org/10.3390/ma12182944
Chicago/Turabian StyleLi, Jianguo, Huan Li, Yu Liang, Pingli Liu, and Lijun Yang. 2019. "The Microstructure and Mechanical Properties of Multi-Strand, Composite Welding-Wire Welded Joints of High Nitrogen Austenitic Stainless Steel" Materials 12, no. 18: 2944. https://doi.org/10.3390/ma12182944
APA StyleLi, J., Li, H., Liang, Y., Liu, P., & Yang, L. (2019). The Microstructure and Mechanical Properties of Multi-Strand, Composite Welding-Wire Welded Joints of High Nitrogen Austenitic Stainless Steel. Materials, 12(18), 2944. https://doi.org/10.3390/ma12182944