A New Mechanism of Dynamic Phase Transformations in An Isothermal Forged Beta–Gamma Intermetallic Alloy



 ,
, 
Abstract
:
1. Introduction
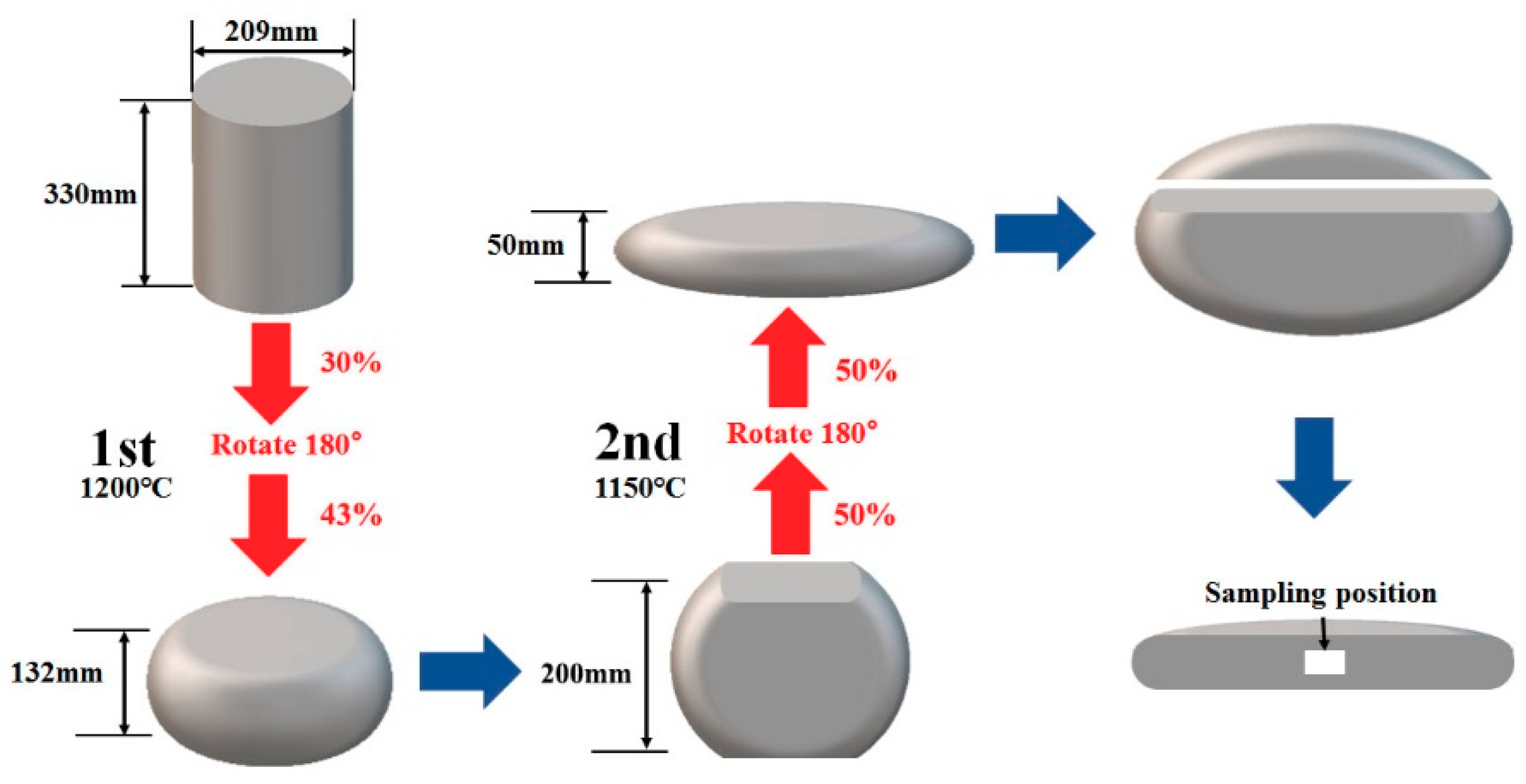
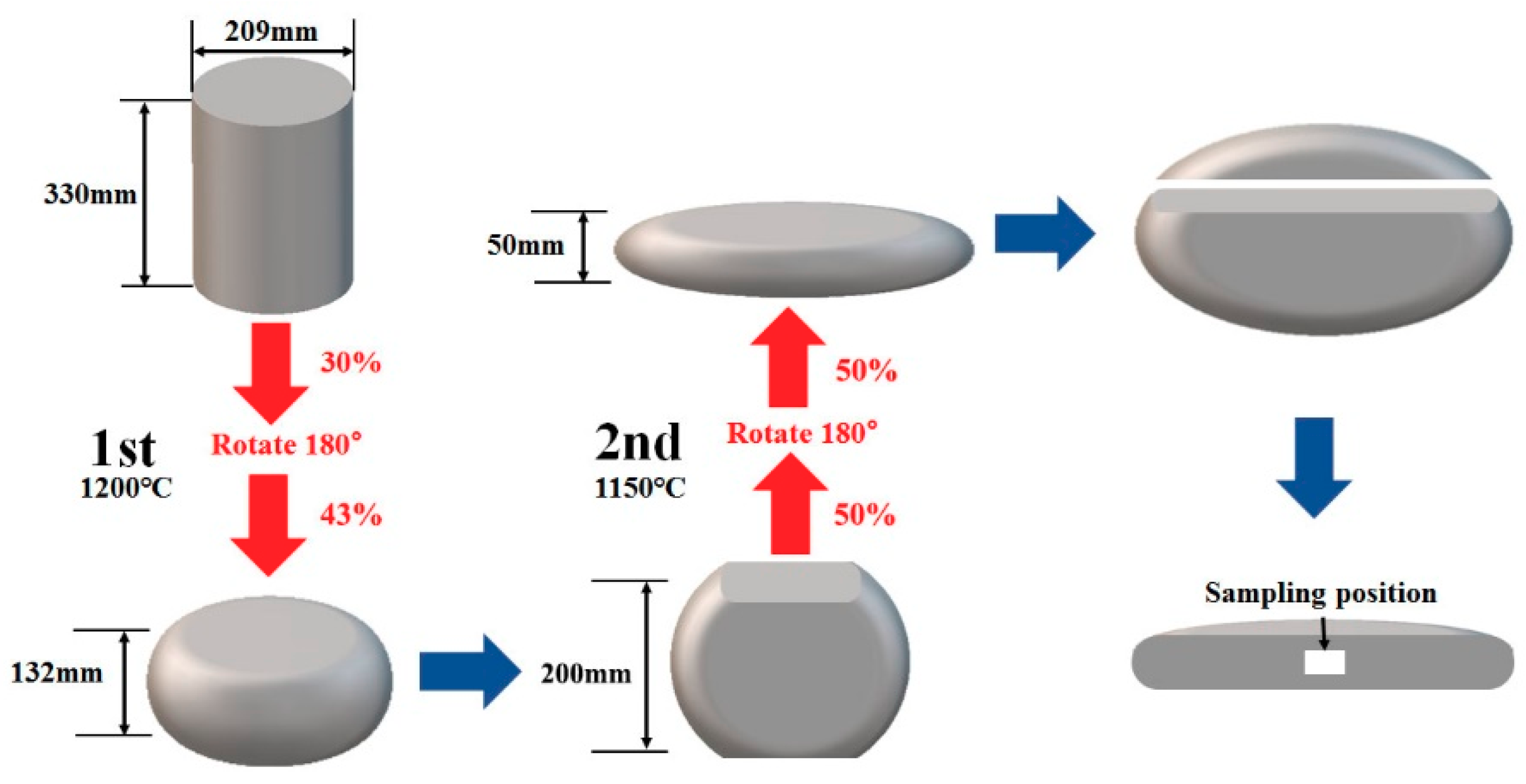
2. Materials and Methods
3. Results and Discussion
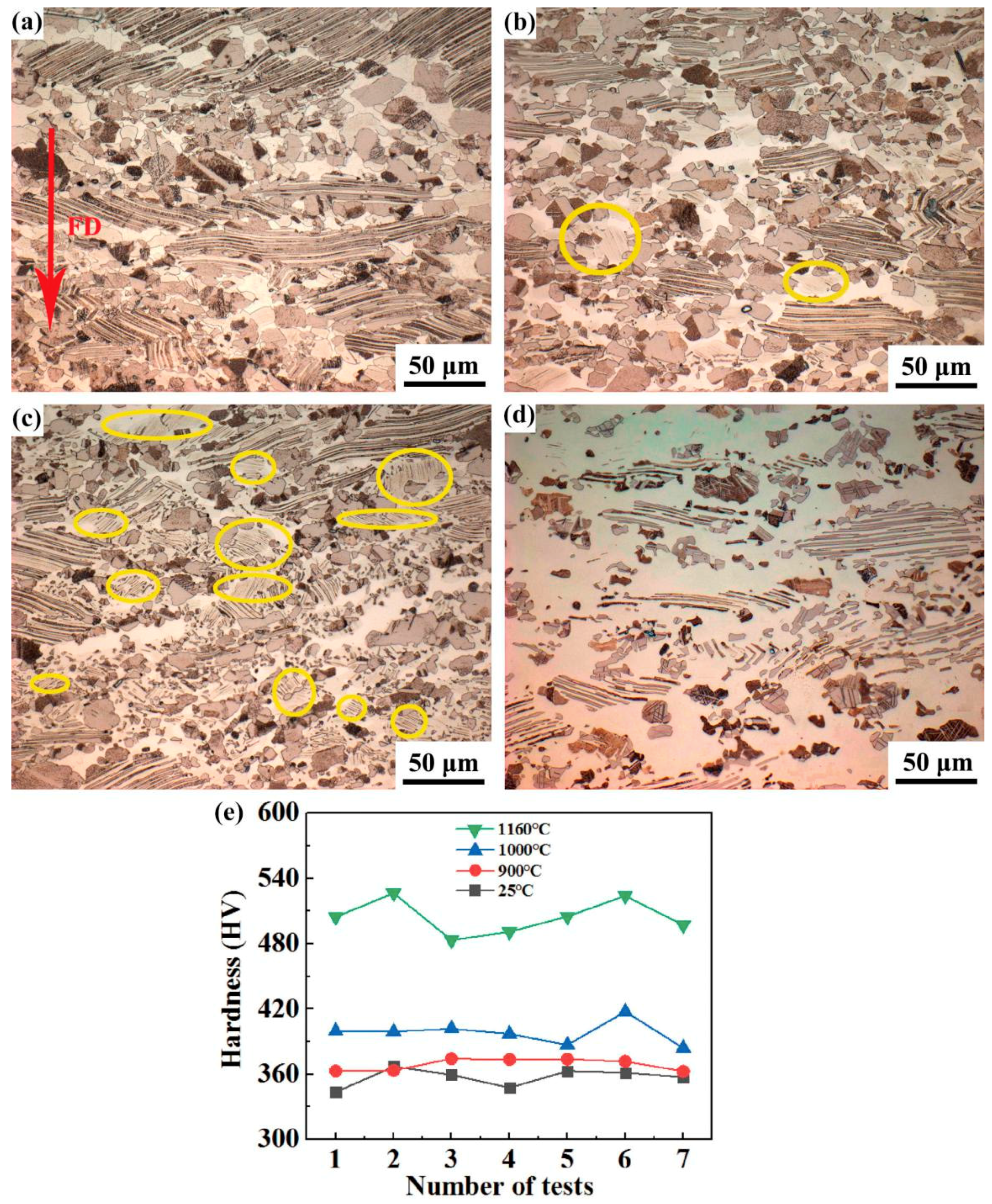
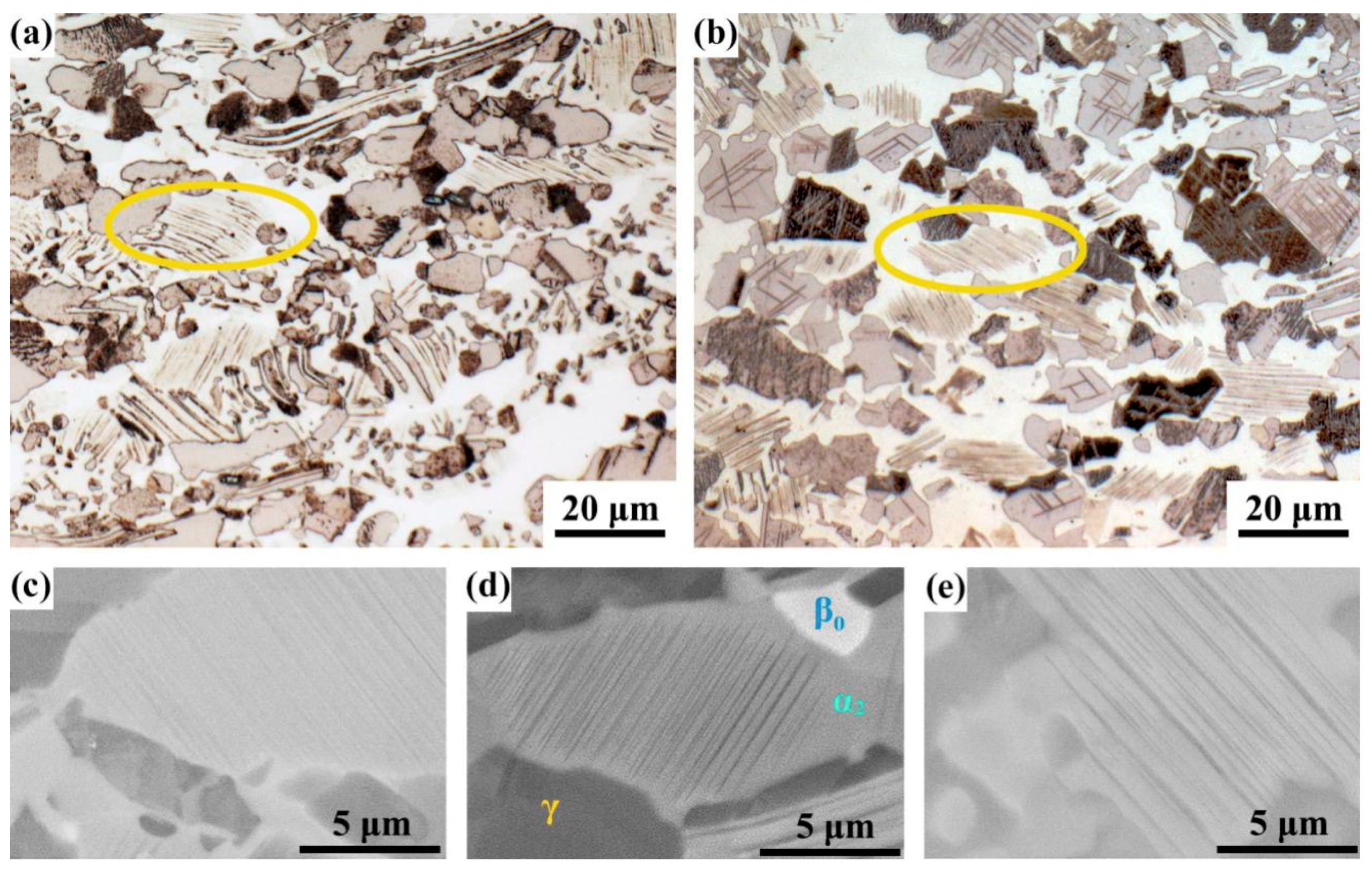
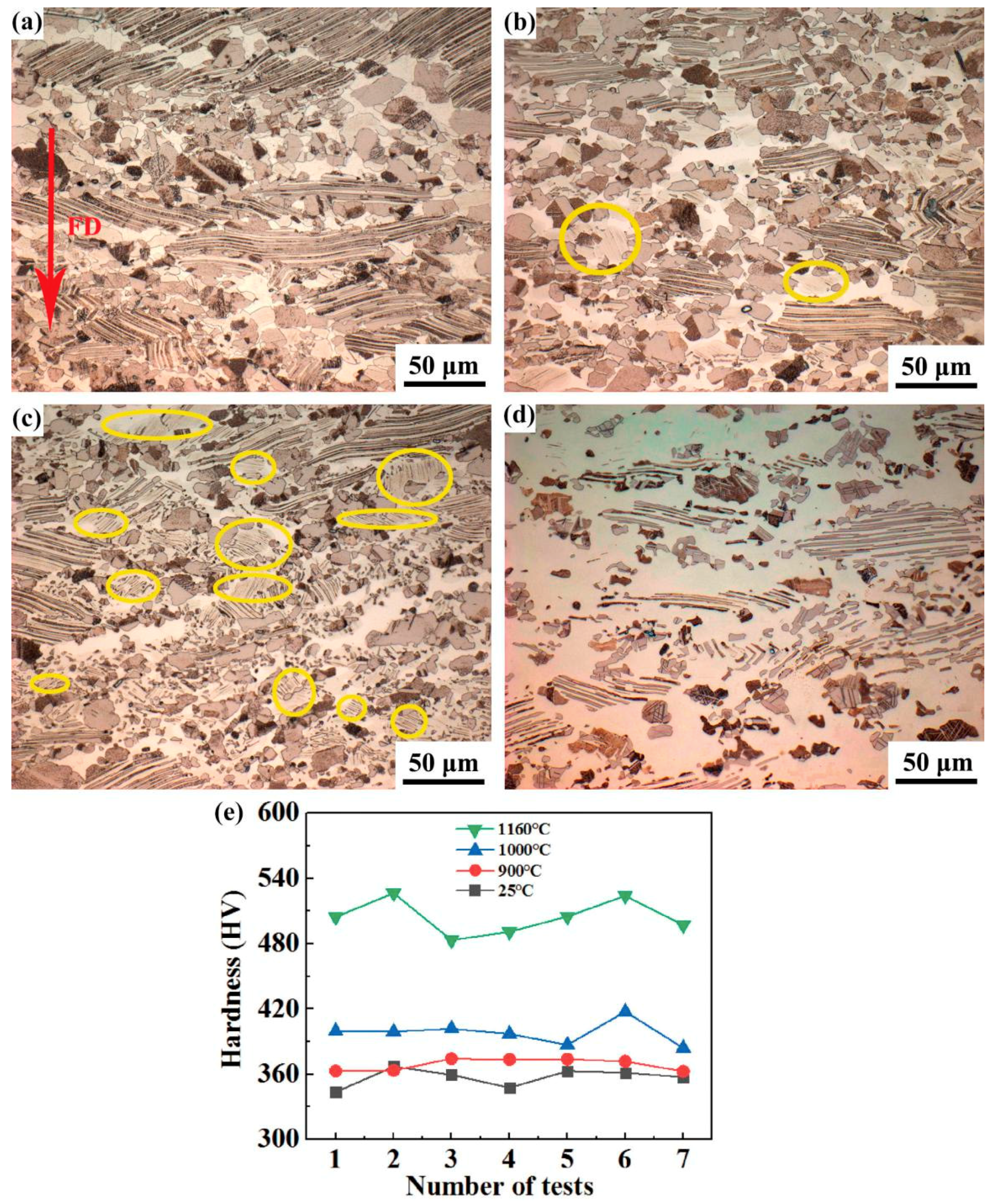
3.1. Microstructure Analysis of Forged Samples before and after Heat Treatment (HT)
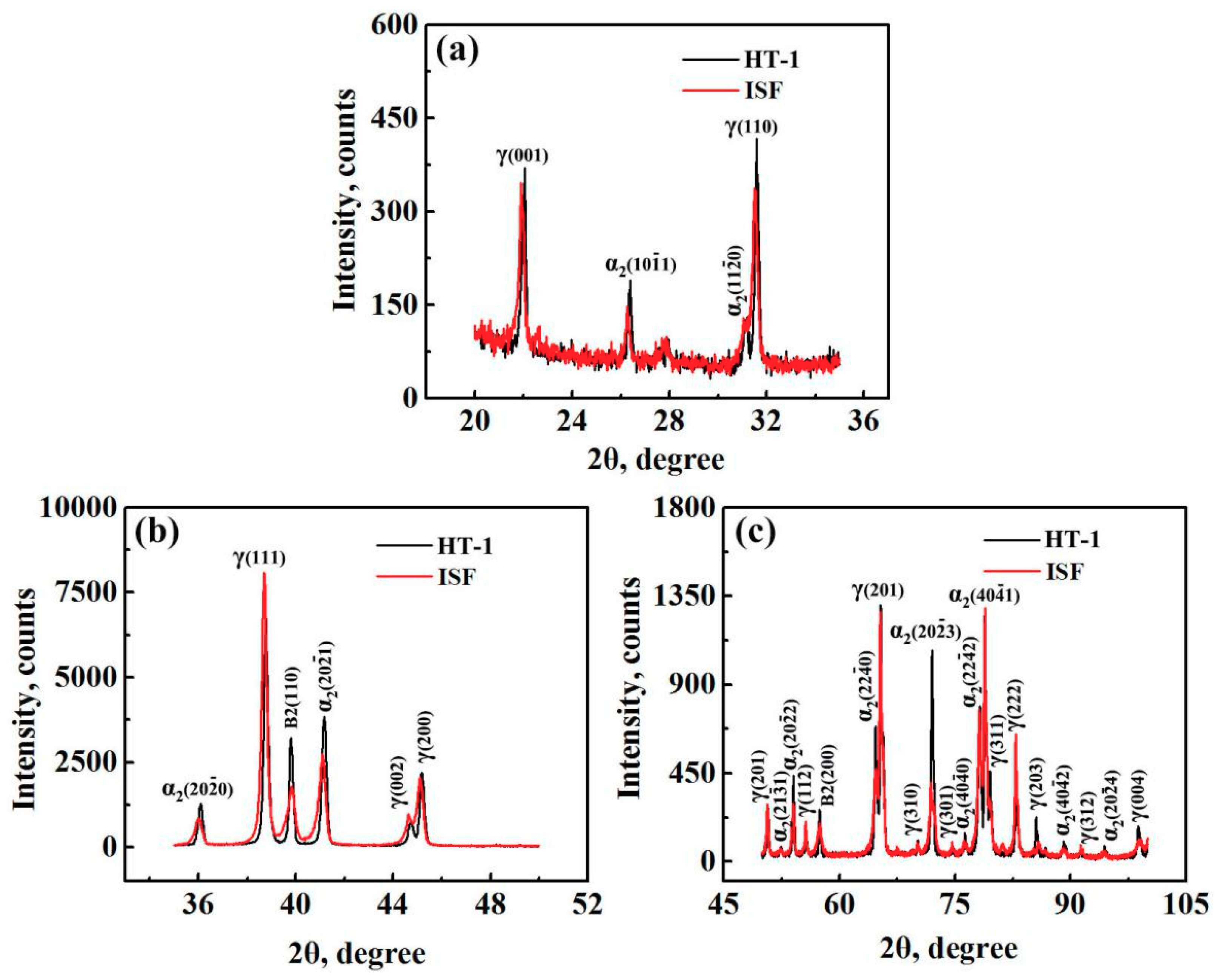
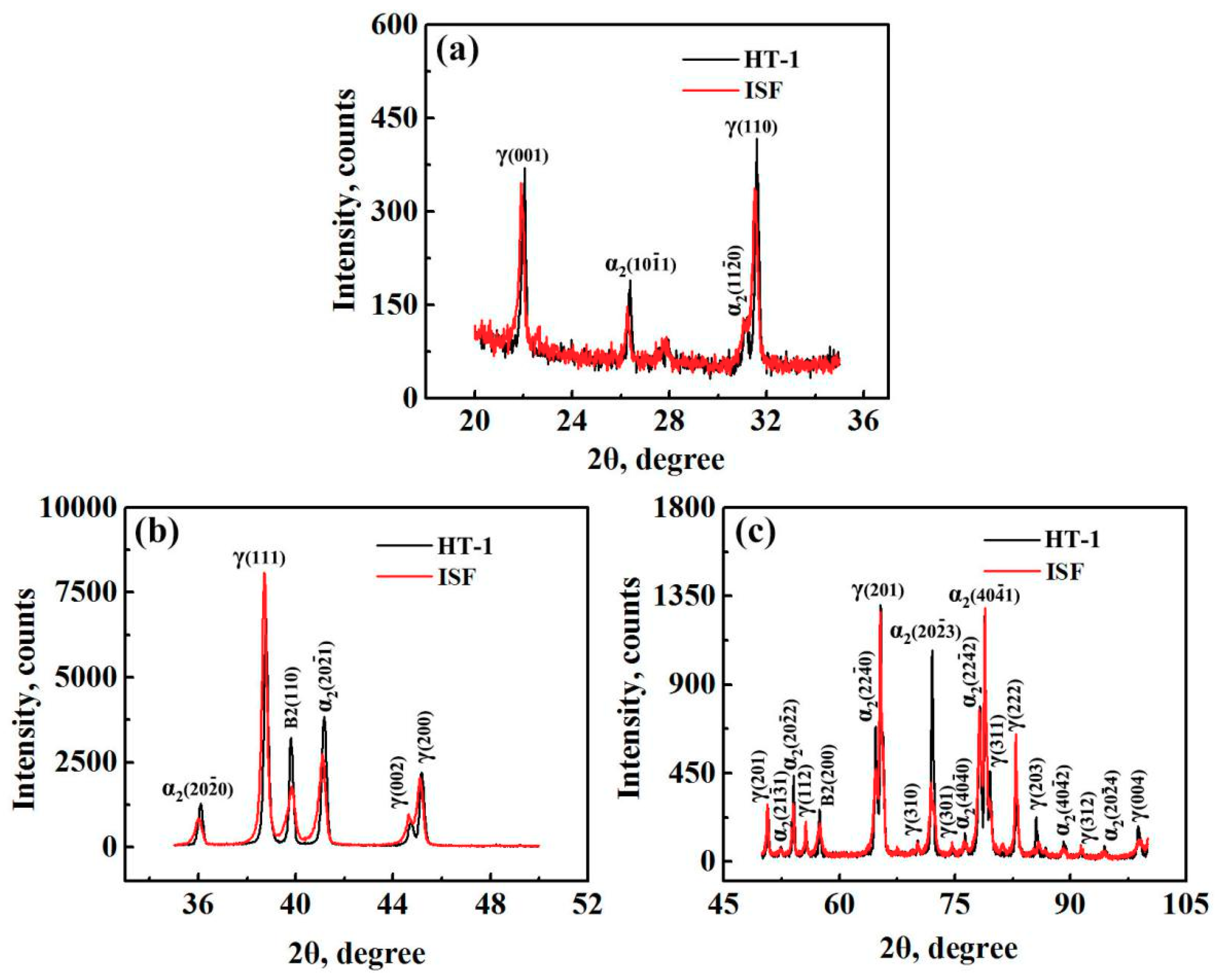
3.2. Phase Transformation Studied with XRD
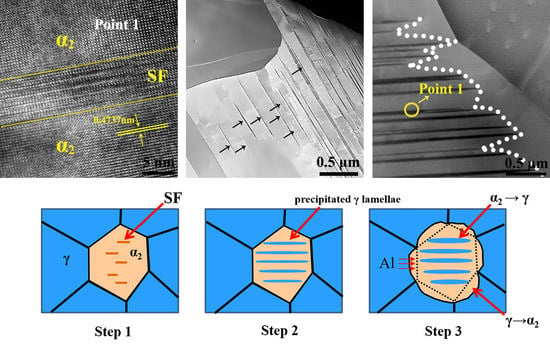
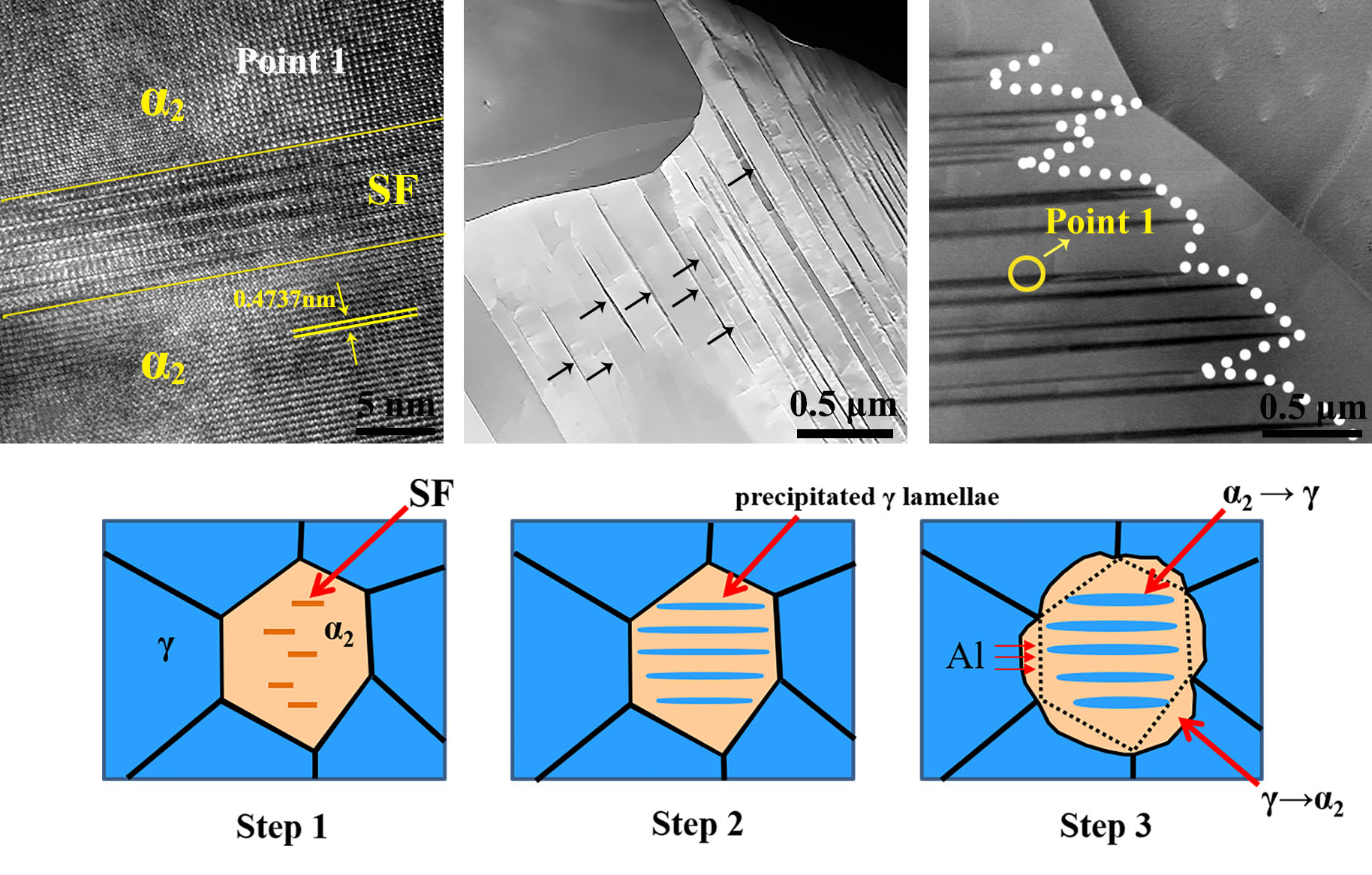
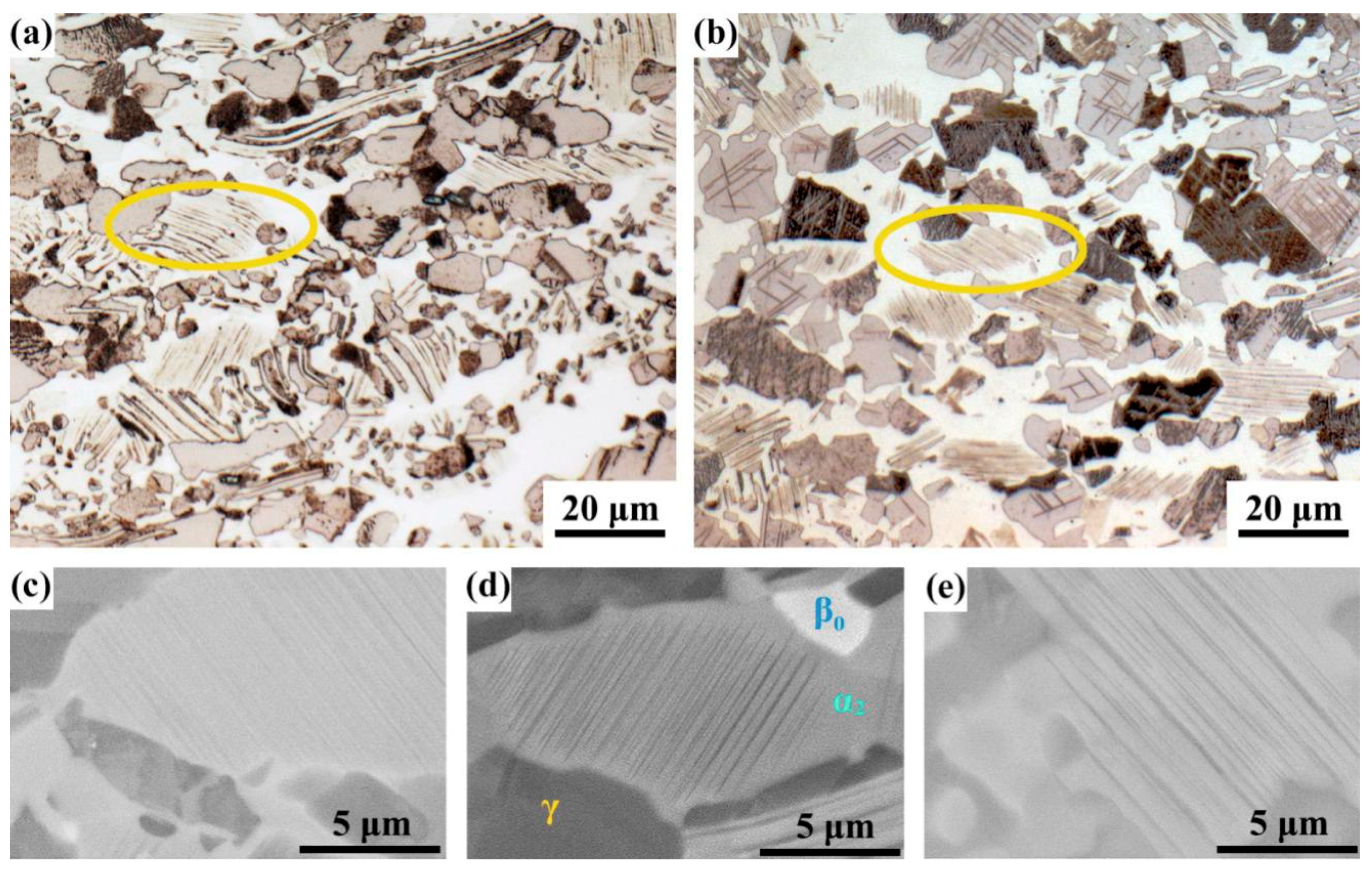
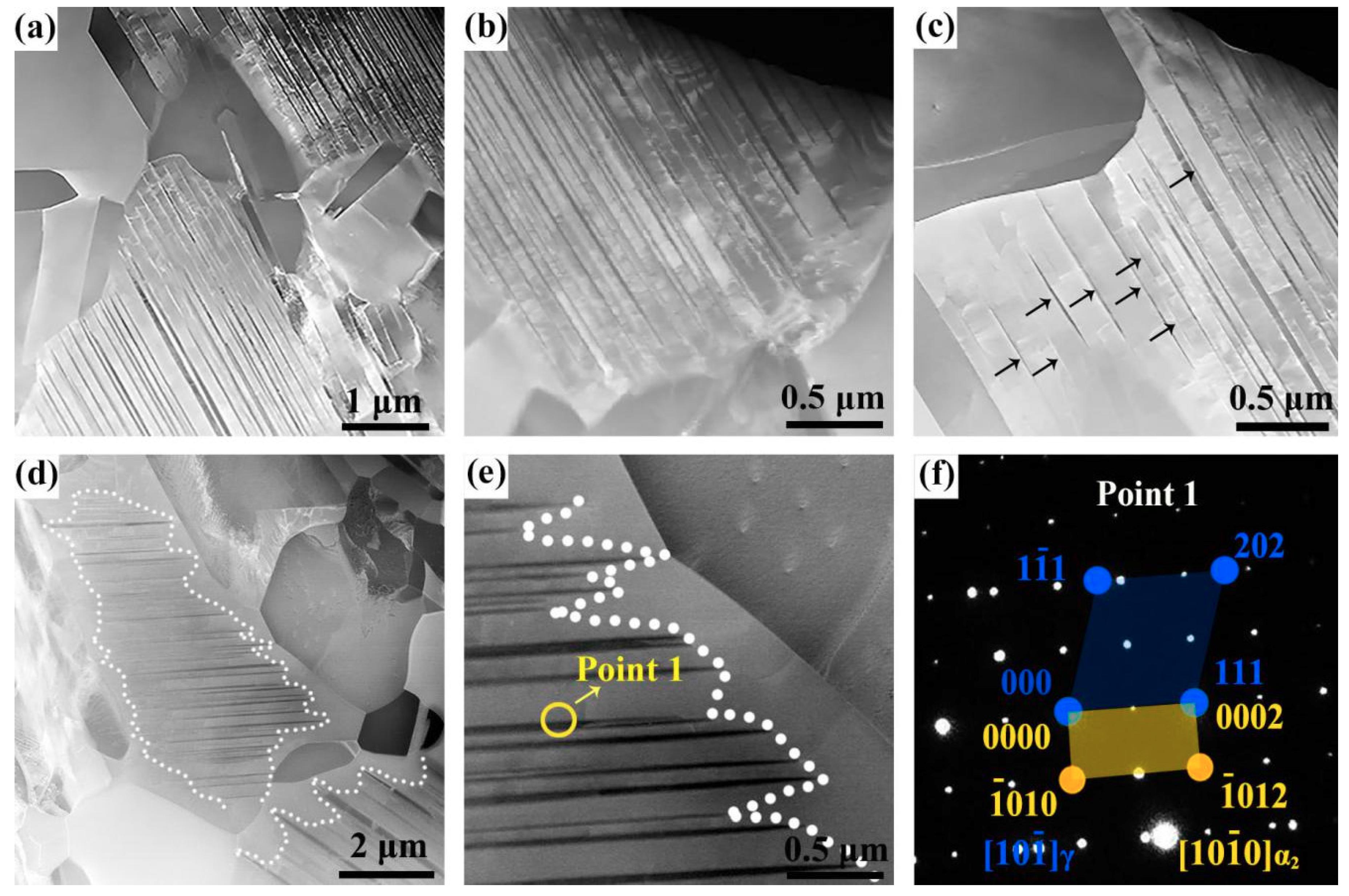
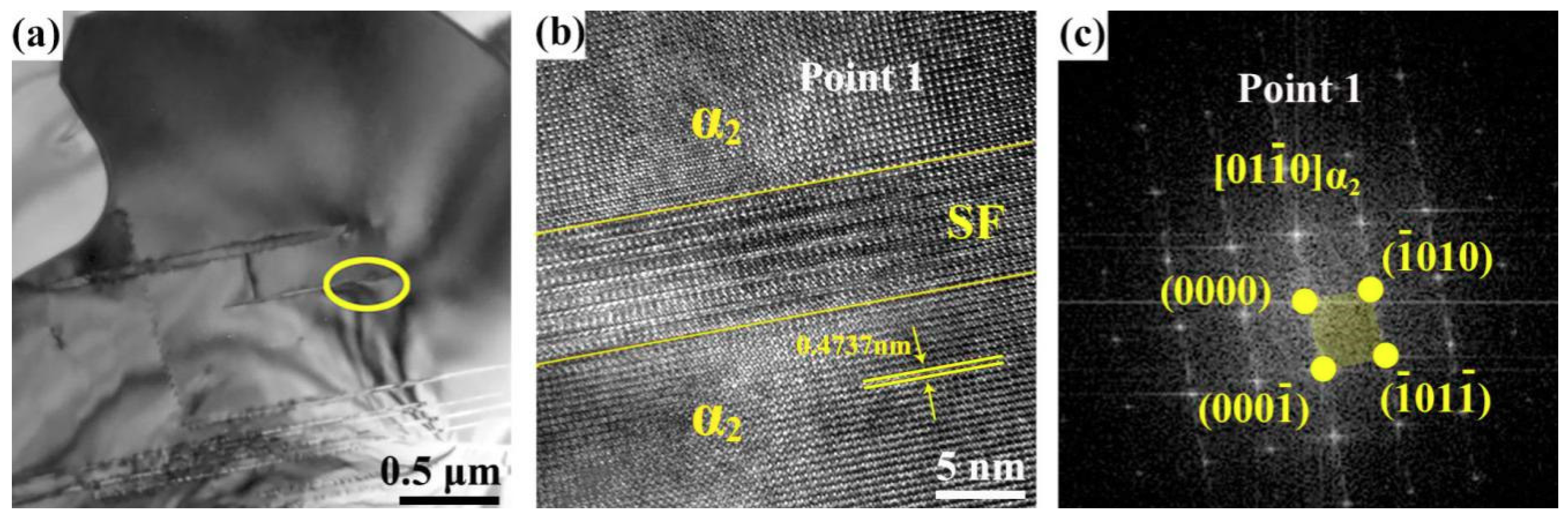
3.3. Analysis of Newly Precipitated γ Lamellae
3.4. Atomic Diffusion in HT-1 Sample
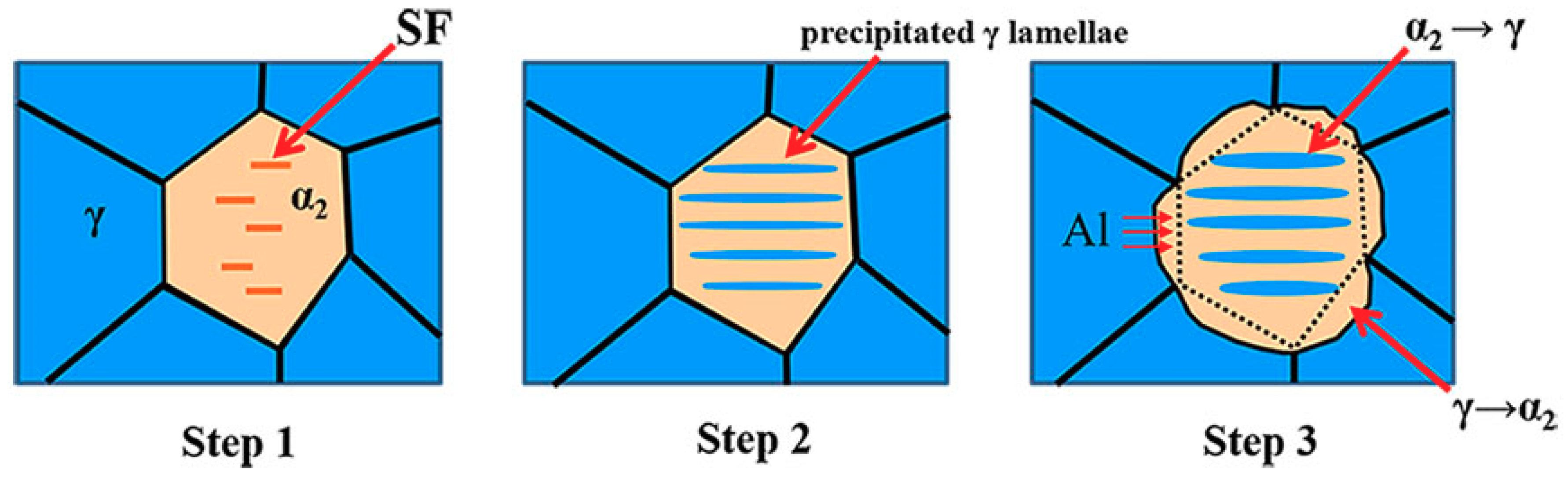
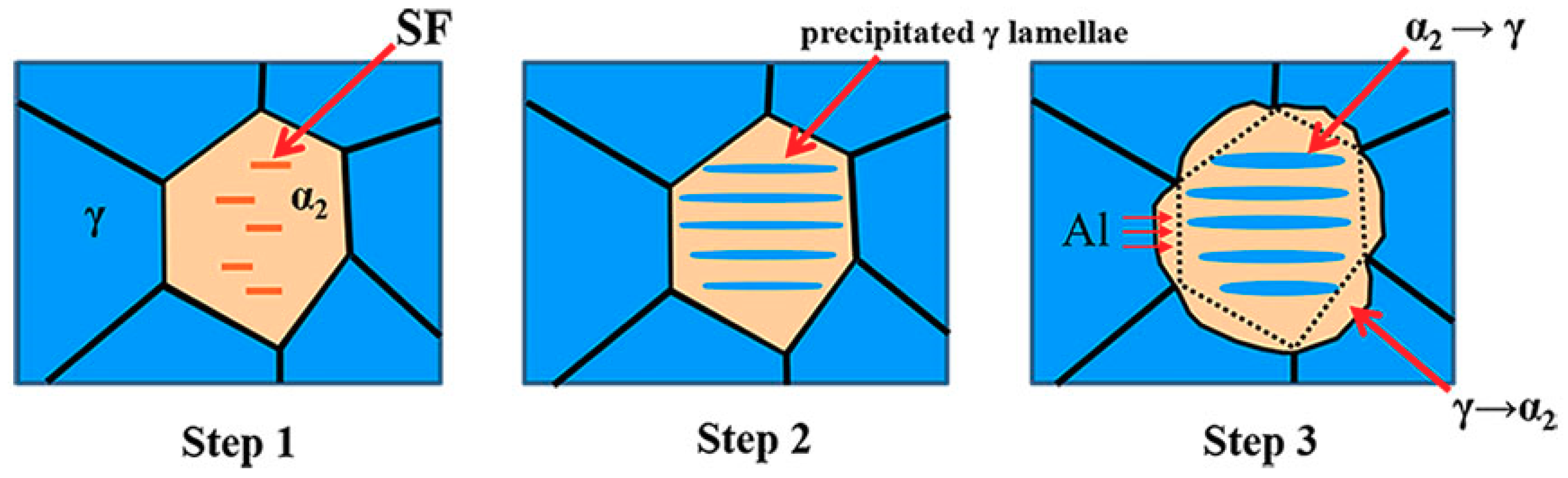
3.5. Mechanisms of Dynamic Phase Transformation
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Appel, F.; Paul, J.; Oehring, M. Gamma Titanium Aluminides: Science and Technology; Wiley-VCH Verla GmbH &Co. KGaA: Weinheim, Germany, 2011; pp. 1–30. [Google Scholar]
- Wu, G.D.; Cui, G.R.; Qu, S.J.; Feng, A.H.; Cao, G.J.; Ge, B.H.; Xiang, H.P.; Shen, J.; Chen, D.L. High-temperature oxidation mechanisms of nano-/submicro-scale lamellar structures in an intermetallic alloy. Scripta Mater. 2019, 171, 102–107. [Google Scholar] [CrossRef]
- Qu, S.J.; Tang, S.Q.; Feng, A.H.; Feng, C.; Shen, J.; Chen, D.L. Microstructural evolution and high-temperature oxidation mechanisms of a titanium aluminide based alloy. Acta Mater. 2018, 148, 300–310. [Google Scholar] [CrossRef]
- Qiu, C.; Liu, Y.; Zhang, W.; Liu, B.; Liang, X. Development of a Nb-free TiAl-based intermetallics with a low-temperature superplasticity. Intermetallics 2012, 27, 46–51. [Google Scholar] [CrossRef]
- Huang, Z.W. Thermal stability of Ti-44Al-4Nb-4Hf-0.2Si-1B alloy. Intermetallics 2013, 37, 11–21. [Google Scholar] [CrossRef]
- Schwaighofer, E.; Clemens, H.; Mayer, S.; Lindemann, J.; Klose, J.; Smarsly, W.; Güther, V. Microstructural design and mechanical properties of a cast and heattreated intermetallic multi-phase γ-TiAl-based alloy. Intermetallics 2014, 44, 128–140. [Google Scholar] [CrossRef]
- Huang, Z.W.; Lin, J.P.; Sun, H.L. Microstructural changes and mechanical behaviour of a near lamellar γ-TiAl alloy during long-term exposure at 700 °C. Intermetallics 2017, 85, 59–68. [Google Scholar] [CrossRef]
- Derder, C.; Bonnet, R.; Pe´nisson, J.M.; Frommeyer, G. Evidence of stress-induced α2 → γ transformation in a Ti-30 at.%Al alloy. Scripta Mater. 1997, 38, 757–762. [Google Scholar] [CrossRef]
- Zhang, W.J.; Lorenz, U.; Appel, F. Recovery, recrystallization and phase transformations during thermomechanical processing and treatment of TiAl-based alloys. Acta Mater. 2000, 48, 2803–2813. [Google Scholar] [CrossRef]
- Zhu, K.; Qu, S.J.; Feng, A.H.; Sun, J.L.; Shen, J. Microstructural evolution and refinement mechanism of a beta–gamma TiAl-based alloy during multidirectional isothermal forging. Materials 2019, 12, 2496. [Google Scholar] [CrossRef]
- Zhu, K.; Qu, S.J.; Feng, A.H.; Sun, J.L.; Shen, J. Evolution of the microstructure and lamellar orientation of a β-Solidifying γ-TiAl-based alloy during hot compression. Metals 2018, 8, 445. [Google Scholar] [CrossRef]
- Schloffer, M.; Iqbal, F.; Gabrisch, H.; Schwaighofer, E.; Schimansky, F.P.; Mayer, S.; Stark, A.; Lippmann, T.; Göken, M.; Pyczak, F.; et al. Microstructure development and hardness of a powder metallurgical multi phase γ-TiAl-based alloy. Intermetallics 2012, 22, 231–240. [Google Scholar] [CrossRef]
- Erdely, P.; Werner, R.; Schwaighofer, E.; Clemens, H.; Mayer, S. In-situ study of the time-temperature-transformation behaviour of a multi-phase intermetallic β-stabilised TiAl alloy. Intermetallics 2015, 57, 17–24. [Google Scholar] [CrossRef]
- Wei, D.X.; Koizumi, Y.; Nagasako, M.; Chiba, A. Refinement of lamellar structures in Ti-Al alloy. Acta Mater. 2017, 125, 81–97. [Google Scholar] [CrossRef]
- Du, X.W.; Zhu, J.; Zhang, X.; Cheng, Z.Y.; Kim, Y.W. Creep induced α2 → B2 phase transformation in a fully-lamellar TiAl alloy. Scripta Mater. 2000, 43, 597–602. [Google Scholar] [CrossRef]
- Wang, J.G.; Chen, G.L.; Zhang, L.C.; Ye, H.Q. Study on the stress-induced γ + α2 transformation in a hot-deformed Ti-45Al-10Nb alloy by high-resolution transmission electron microscopy. Mater. Lett. 1997, 31, 179–183. [Google Scholar] [CrossRef]
- Liu, S.Q.; Shen, J. Microstructural evolution and high-temperature oxidation mechanisms of a titanium aluminide based alloy. Mater. Res. Express 2018, 5, 096516. [Google Scholar] [CrossRef]
- Qin, G.W.; Hao, S.; Sun, X.D. Ledge mechanism of primary α2/γ lamellae growing in the supersaturated α2 matrix for γ-TiAl-based (γ +α2) alloy. Scripta Mater. 1998, 39, 289–293. [Google Scholar] [CrossRef]
- Zghal, S.; Thomas, M.; Naka, S.; Finel, A.; Couret, A. Phase transformations in TiAl-based alloys. Acta Mater. 2005, 53, 2653–2664. [Google Scholar] [CrossRef]
- Denquin, A.; Naka, S. Phase transformation mechanisms involved in two-phase TiAl-based alloys-Ⅱ. discontinuous coarsening and massive-type transformation. Acta Mater. 1996, 44, 353–365. [Google Scholar] [CrossRef]
- Denquin, A.; Naka, S. Phase transformation mechanisms involved in two-phase TiAl-based alloys-Ⅰ, lamellar structure formation. Acta Mater. 1996, 44, 343–352. [Google Scholar] [CrossRef]
- Karadge, M.; Gouma, P.; Philos, I. A structural aspect of α(α2) → lamellar α2 + γ transformation in γ-TiAl. Mag. Lett. 2006, 84, 451–459. [Google Scholar]
- Koizumi, Y.; Fujita, T.; Minamino, Y.; Hata, S. Effects of plastic deformation on lamellar structure formation in Ti-39 at.% Al single crystals. Acta Mater. 2010, 58, 1104–1115. [Google Scholar] [CrossRef]
- Yeoh, L.A.; Liss, K.D.; Bartels, A.; Chladil, H.; Avdeev, M.; Clemens, H.; Gerling, R.; Buslaps, T. In situ high-energy X-ray diffraction study and quantitative phase analysis in the α + γ phase field of titanium aluminides. Scripta Mater. 2007, 57, 1145–1148. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| State | α2 Phase | γ Phase | ||||
|---|---|---|---|---|---|---|
| Equiaxed Grains | Precipitated Lamellae | |||||
| Ti | Al | Ti | Al | Ti | Al | |
| ISF | 64.3 | 35.7 | 47.7 | 52.3 | 49.1 | 50.9 |
| ISF + 1000 °C/1 h/AC | 60.2 | 39.8 | 48.9 | 51.1 | 48.2 | 51.8 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Z.; Qu, S.; Cui, G.; Feng, A.; Shen, J.; Chen, D. A New Mechanism of Dynamic Phase Transformations in An Isothermal Forged Beta–Gamma Intermetallic Alloy. Materials 2019, 12, 2787. https://doi.org/10.3390/ma12172787
Zhang Z, Qu S, Cui G, Feng A, Shen J, Chen D. A New Mechanism of Dynamic Phase Transformations in An Isothermal Forged Beta–Gamma Intermetallic Alloy. Materials. 2019; 12(17):2787. https://doi.org/10.3390/ma12172787
Chicago/Turabian StyleZhang, Zhengang, Shoujiang Qu, Guorong Cui, Aihan Feng, Jun Shen, and Daolun Chen. 2019. "A New Mechanism of Dynamic Phase Transformations in An Isothermal Forged Beta–Gamma Intermetallic Alloy" Materials 12, no. 17: 2787. https://doi.org/10.3390/ma12172787
APA StyleZhang, Z., Qu, S., Cui, G., Feng, A., Shen, J., & Chen, D. (2019). A New Mechanism of Dynamic Phase Transformations in An Isothermal Forged Beta–Gamma Intermetallic Alloy. Materials, 12(17), 2787. https://doi.org/10.3390/ma12172787