Effects of Ultrasonic Treatment on the Microstructure and Mechanical Properties of Mg-3Y-3.5Sm-2Zn-0.6Zr (wt %) Alloy

Abstract
1. Introduction
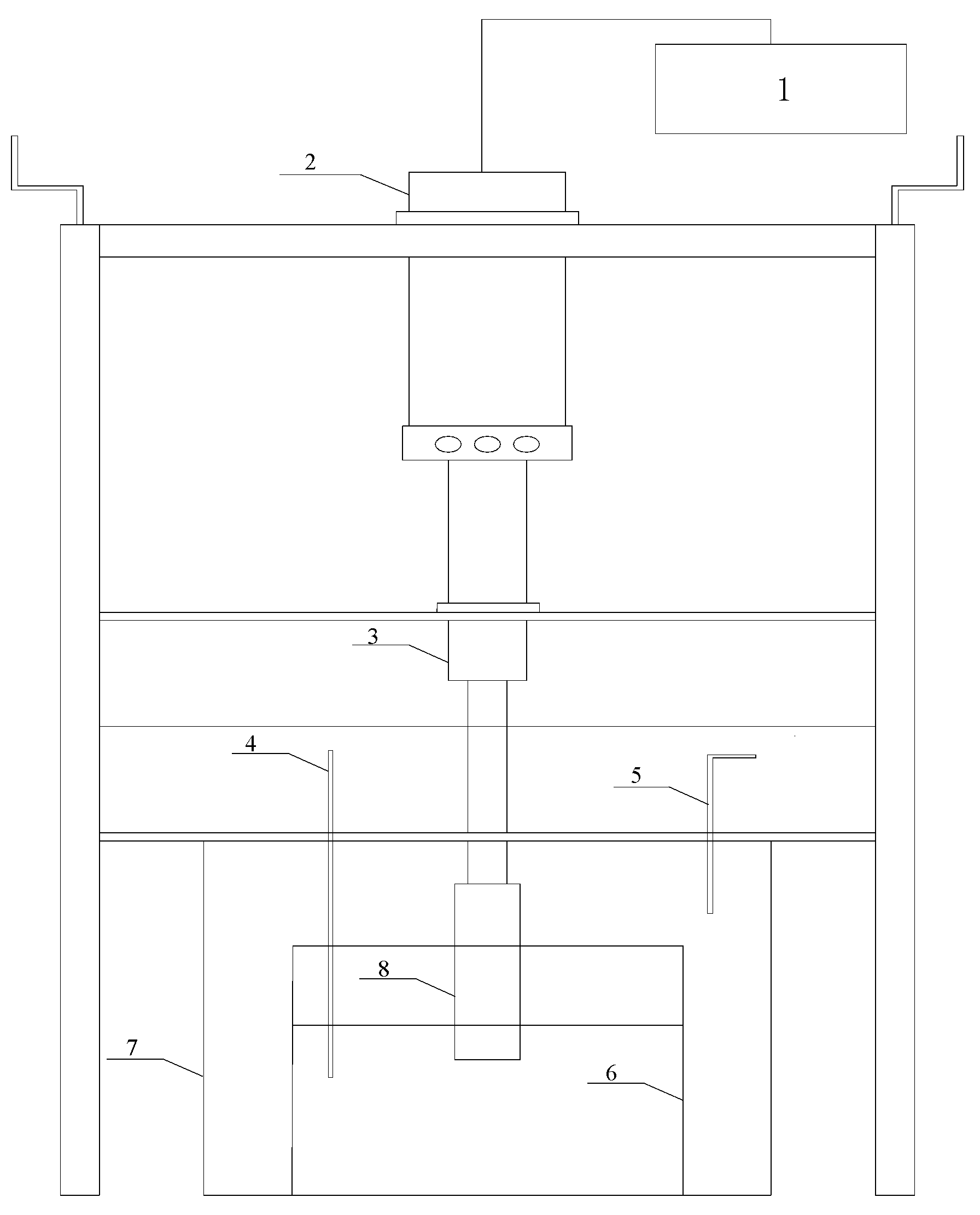
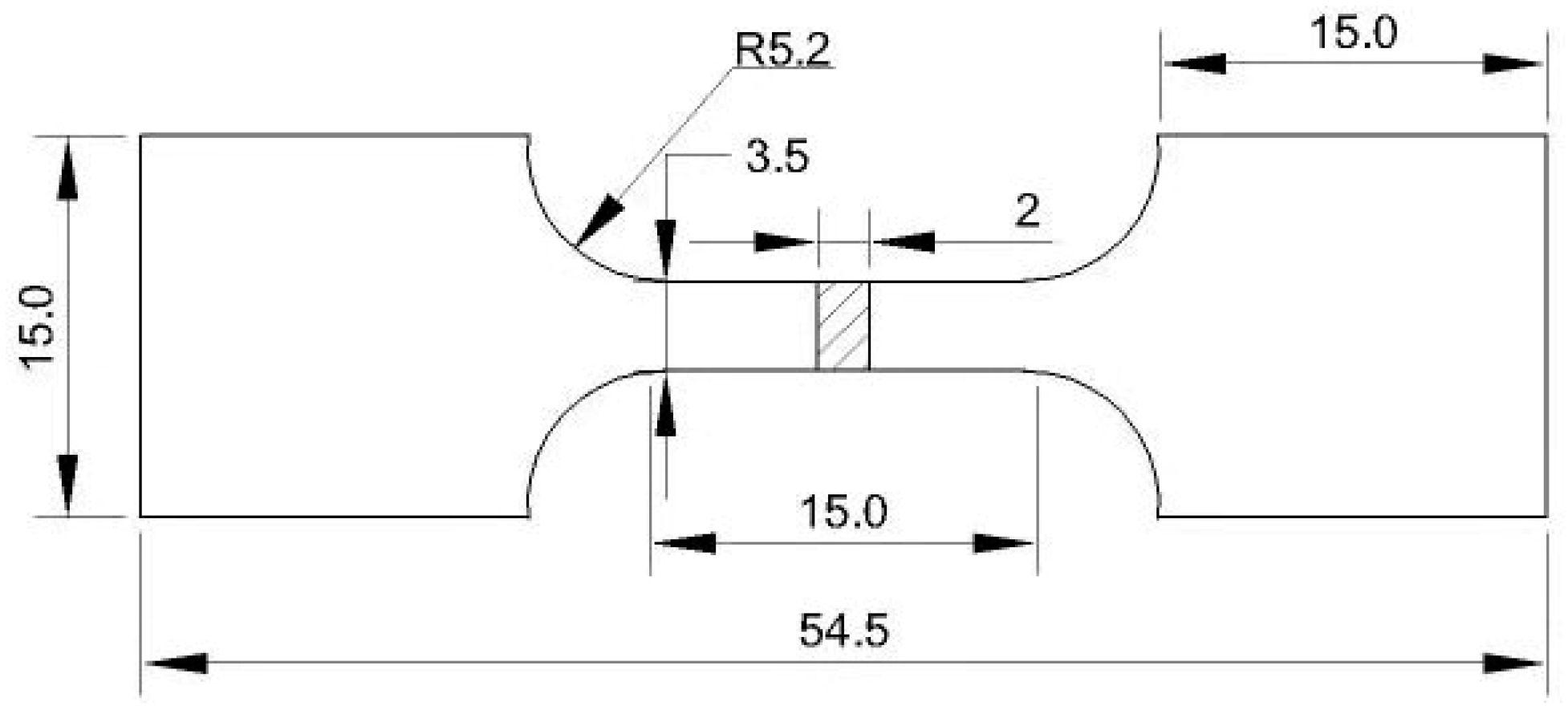
2. Materials and Methods
3. Results
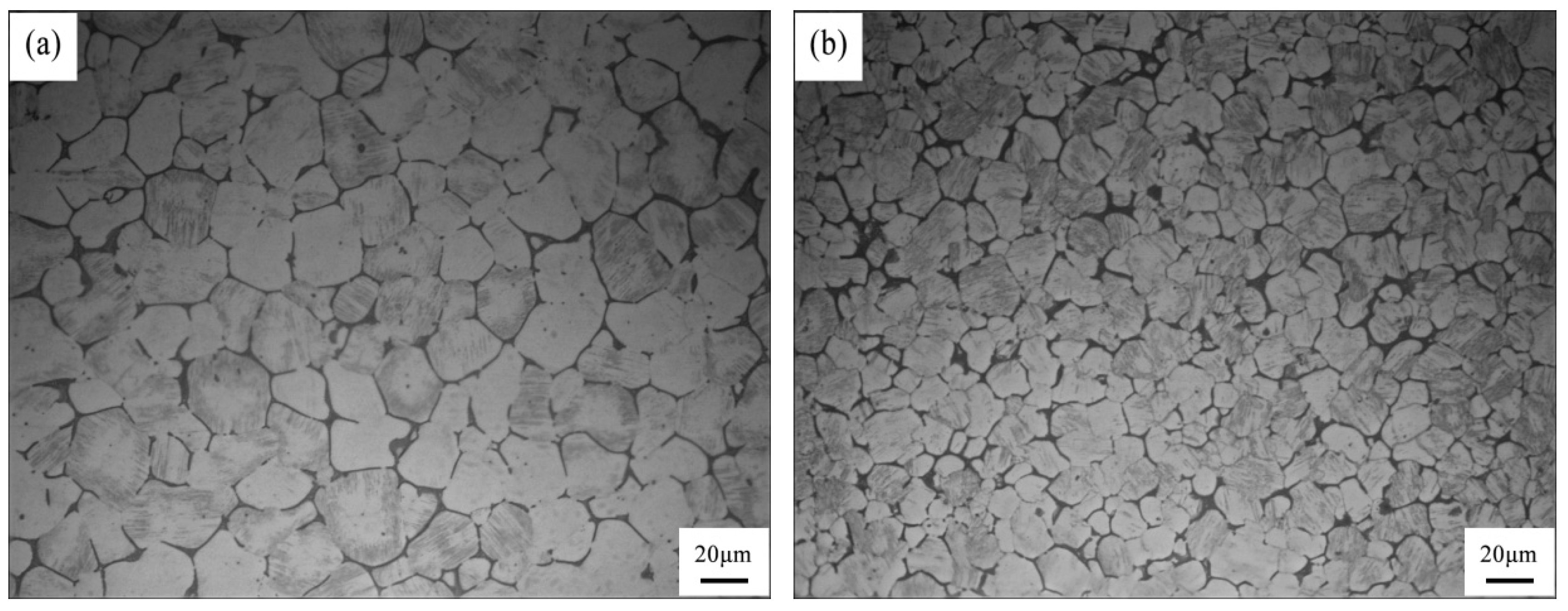
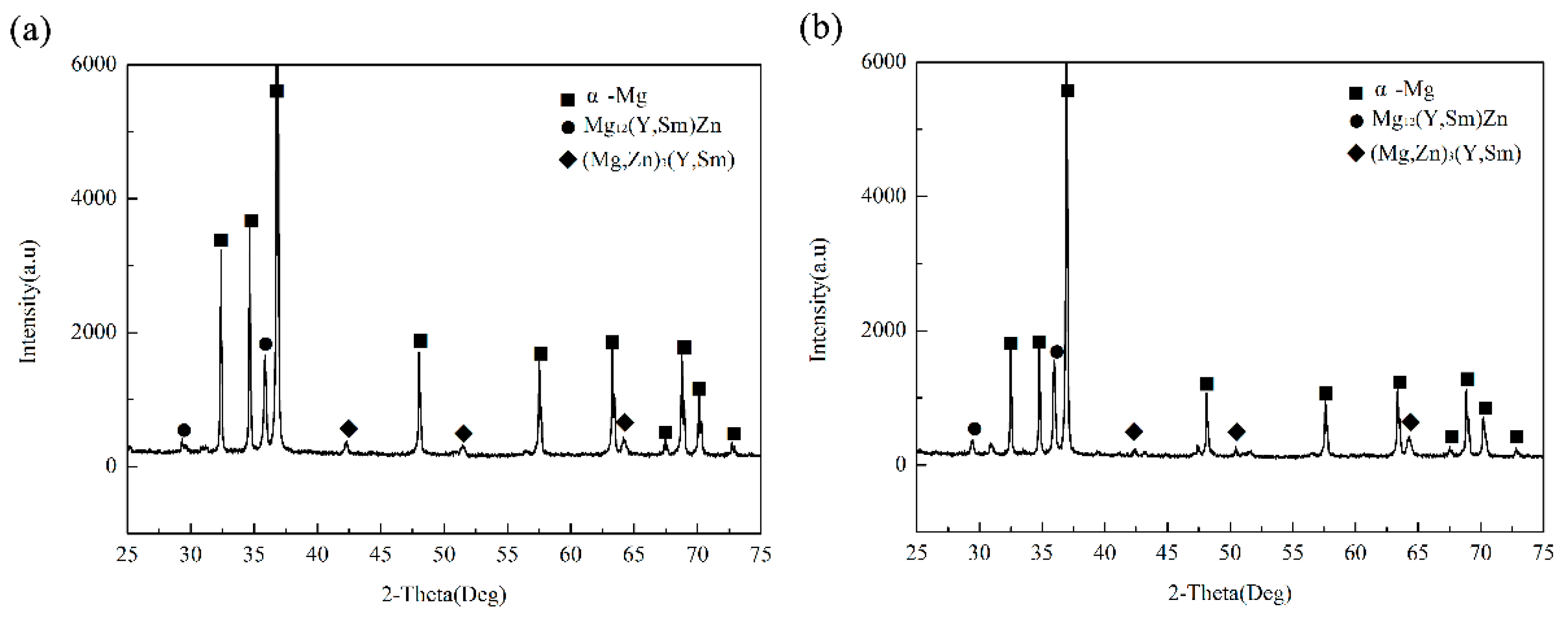
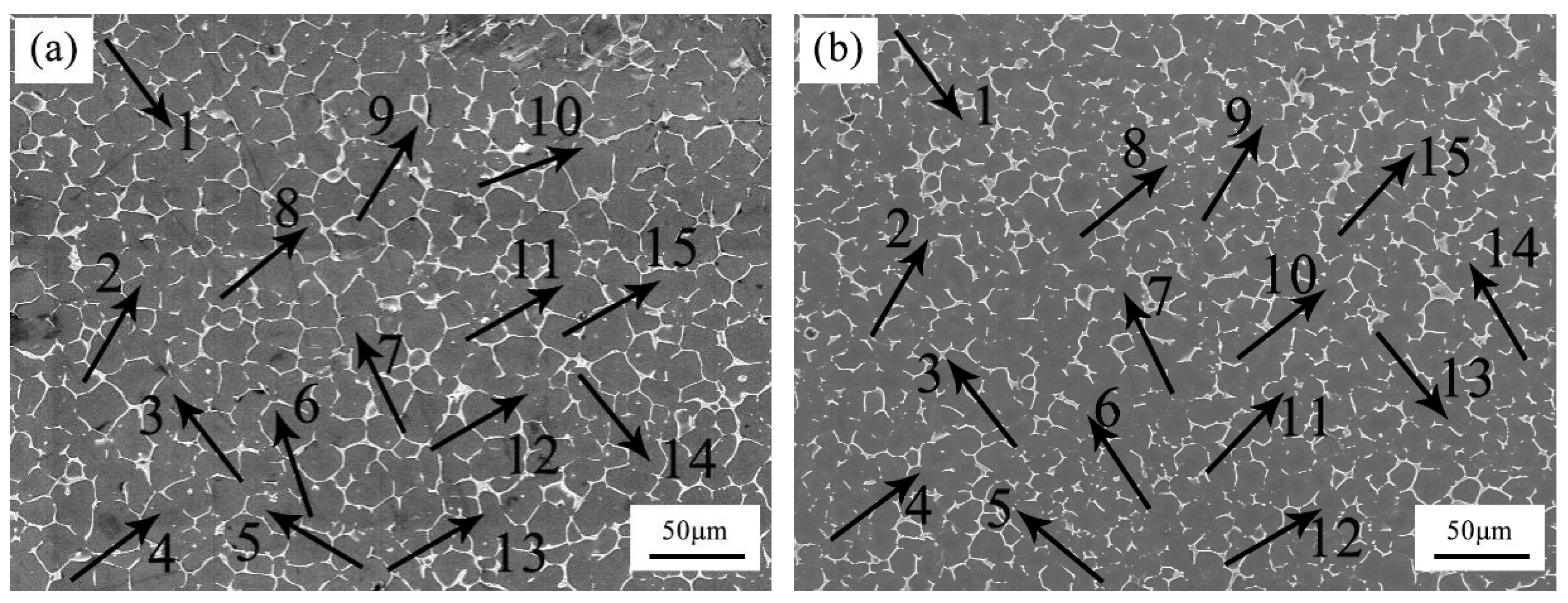
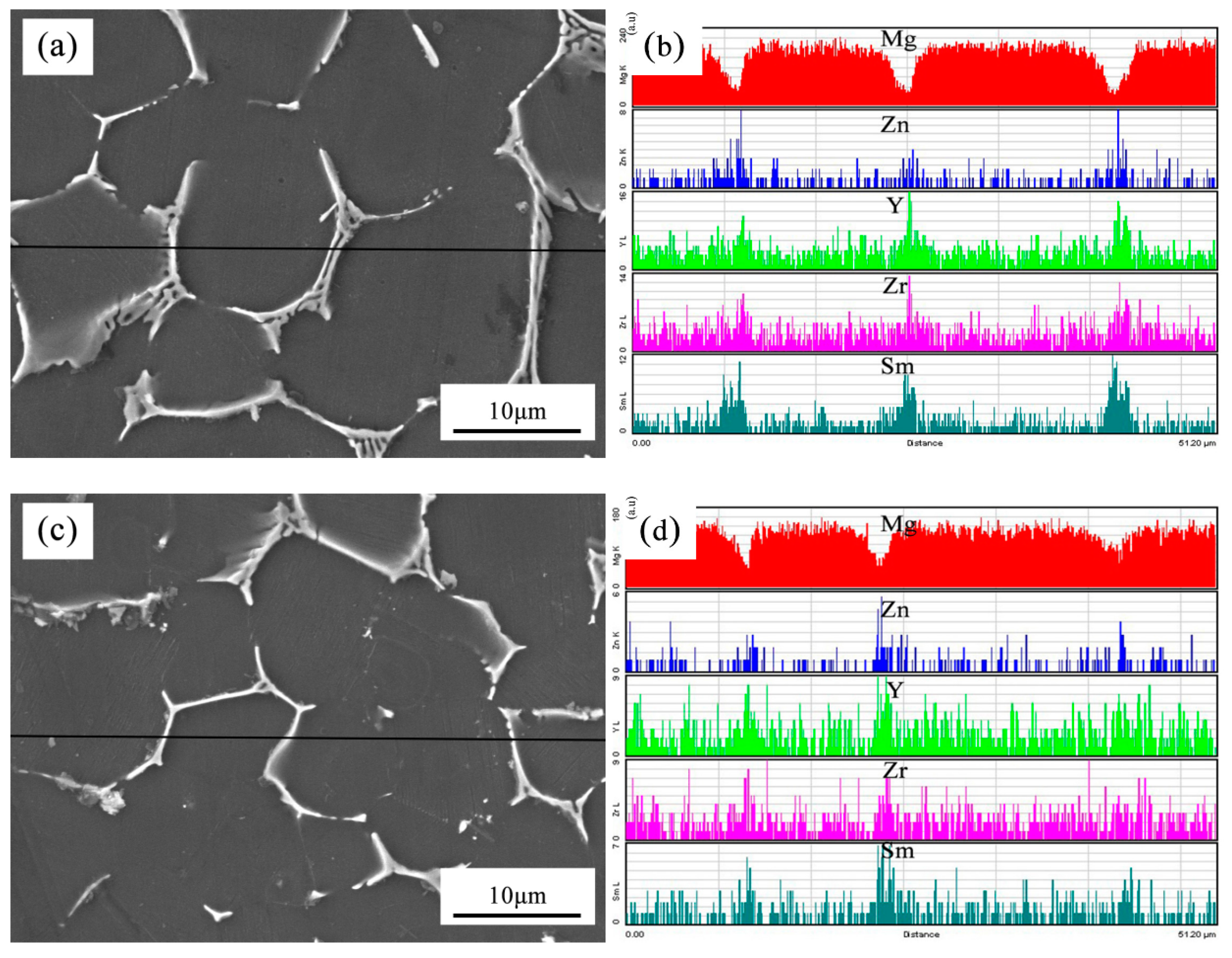
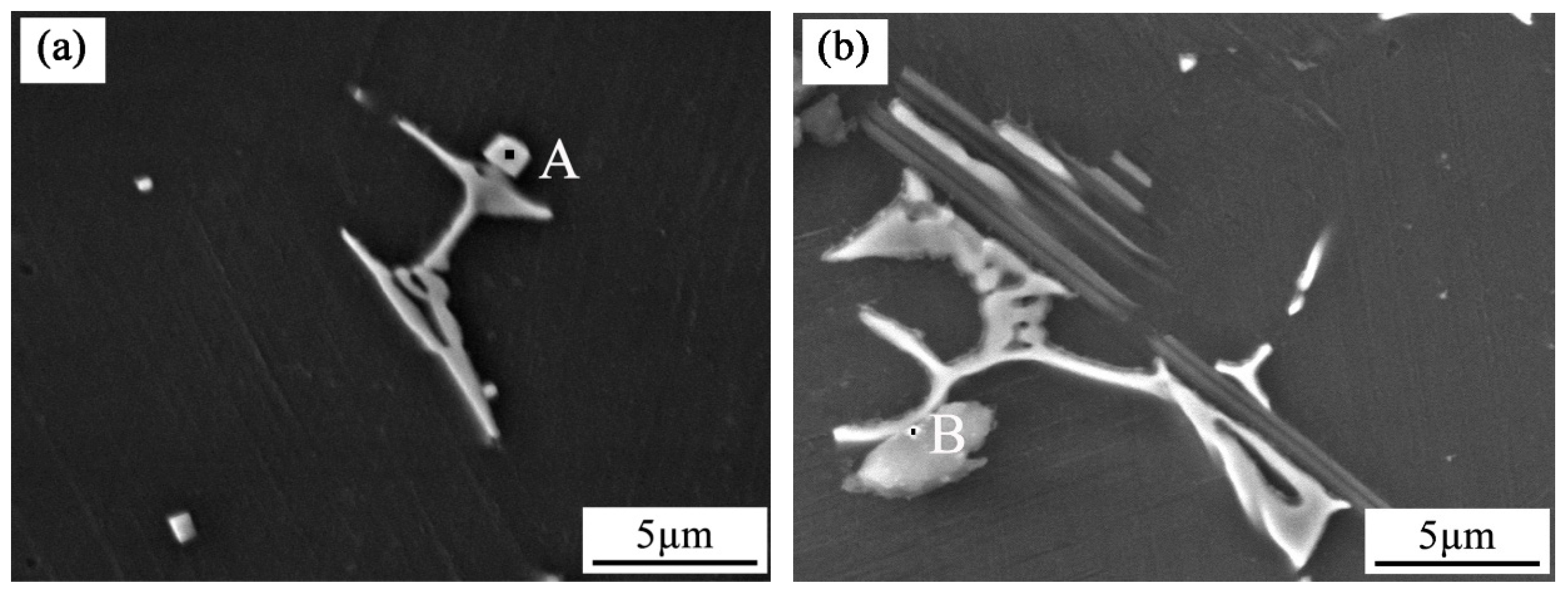
3.1. Microstructures
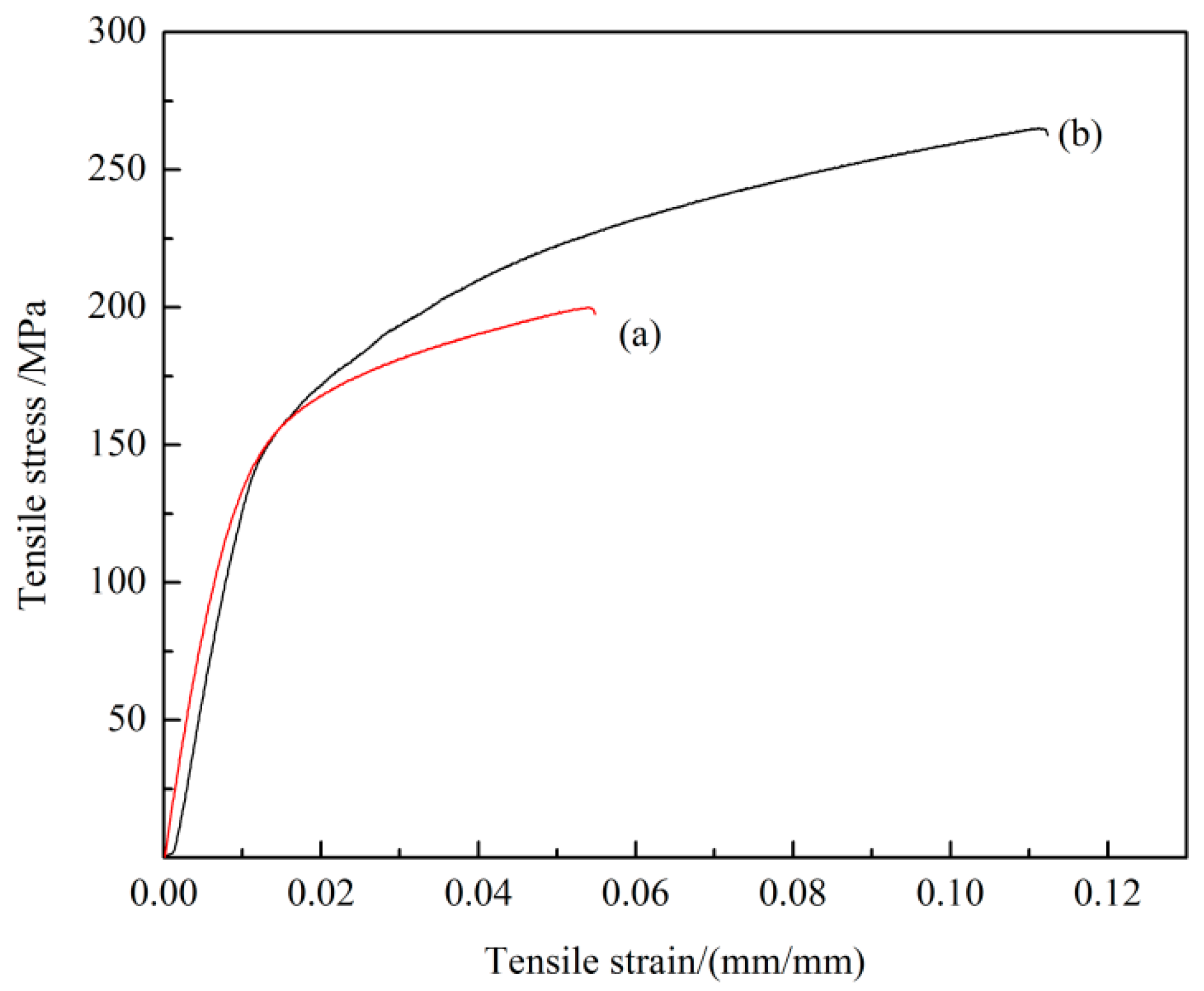
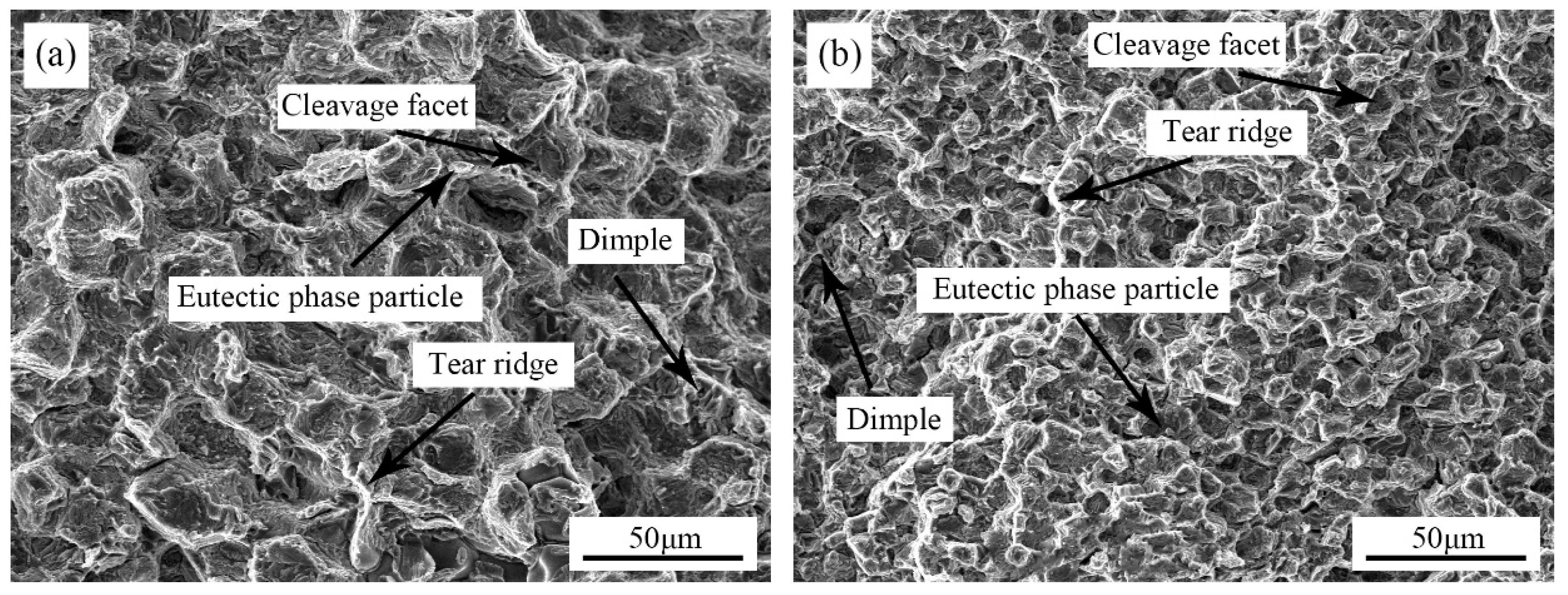
3.2. Mechanical Properties and Fracture Analysis
4. Mechanism Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Jia, W.; Le, Q. Heat-transfer analysis of AZ31B Mg alloys during single-pass flat rolling: Experimental verification and mathematical modeling. Mater. Des. 2017, 121, 288–309. [Google Scholar] [CrossRef]
- Tong, X.; You, G.; Wang, Y.; Wu, H.; Liu, W.; Li, P.; Guo, W. Effect of ultrasonic treatment on segregation and mechanical properties of as-cast Mg–Gd binary alloys. Mater. Sci. Eng. 2018, 731, 44–53. [Google Scholar] [CrossRef]
- Gao, D.; Li, Z.; Han, Q.; Zhai, Q. Effect of ultrasonic power on microstructure and mechanical properties of AZ91 alloy. Mater. Sci. Eng. 2009, 502, 2–5. [Google Scholar] [CrossRef]
- Chen, X.; Ning, F.; Hou, J.; Le, Q.; Tang, Y. Dual-frequency ultrasonic treatment on microstructure and mechanical properties of ZK60 magnesium alloy. Ultrason. Sonochem. 2018, 40, 433–441. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Chen, M.; Li, W.; Zheng, H.; You, C.; Liu, D.; Jin, F. The synergistic effect of trace Sr and Zr on the microstructure and properties of a biodegradable Mg-Zn-Zr-Sr alloy. J. Alloy. Compd. 2017, 702, 290–302. [Google Scholar] [CrossRef]
- Homma, T.; Mendis, C.L.; Hono, K.; Kamado, S. Effect of Zr addition on the mechanical properties of as-extruded Mg–Zn–Ca–Zr alloys. Mater. Sci. Eng. A 2010, 527, 2356–2362. [Google Scholar] [CrossRef]
- Eskin, G.I. Broad prospects for commercial application of the ultrasonic (cavitation) melt treatment of light alloys. Ultrason. Sonochem. 2001, 8, 319–325. [Google Scholar] [CrossRef]
- Liu, X.; Osawa, Y.; Takamori, S.; Mukai, T. Microstructure and mechanical properties of AZ91 alloy produced with ultrasonic vibration. Mater. Sci. Eng. A 2008, 487, 120–123. [Google Scholar] [CrossRef]
- Ramirez, A.; Qian, M.; Davis, B.; Wilks, T.; StJohn, D.H. Potency of high-intensity ultrasonic treatment for grain refinement of magnesium alloys. Scripta Mater. 2008, 59, 19–22. [Google Scholar] [CrossRef]
- Jian, X.; Xu, H.; Meek, T.T.; Han, Q. Effect of power ultrasound on solidification of aluminum A356 alloy. Mater. Lett. 2005, 59, 190–193. [Google Scholar] [CrossRef]
- Atamanenko, T.V.; Eskin, D.G.; Zhang, L.; Katgerman, L. Criteria of grain refinement induced by ultrasonic melt treatment of aluminum alloys containing Zr and Ti. Metall. Mater. Trans. A 2010, 41, 2056–2066. [Google Scholar] [CrossRef]
- Zhang, L.; Eskin, D.G.; Katgerman, L. Influence of ultrasonic melt treatment on the formation of primary intermetallics and related grain refinement in aluminum alloys. J. Mater. Sci. 2011, 46, 5252–5259. [Google Scholar] [CrossRef]
- Éskin, G.I. Crystallization of ingots of magnesium alloys with ultrasonic treatment of the melt. Metallurgist 2003, 47, 265–272. [Google Scholar] [CrossRef]
- Yang, X.; Wu, S.; Lü, S.; Hao, L.; Fang, X. Refinement of LPSO structure in Mg-Ni-Y alloys by ultrasonic treatment. Ultrason. Sonochem. 2018, 40, 472–479. [Google Scholar] [CrossRef] [PubMed]
- Moussa, M.E.; Waly, M.A.; El-Sheikh, A.M. Effect of high-intensity ultrasonic treatment on modification of primary Mg2Si in the hypereutectic Mg–Si alloys. J. Alloy. Compd. 2013, 577, 693–700. [Google Scholar] [CrossRef]
- Zhang, S.; Zhao, Y.; Cheng, X.; Chen, G.; Dai, Q. High-energy ultrasonic field effects on the microstructure and mechanical behaviors of A356 alloy. J. Alloy. Compd. 2009, 470, 168–172. [Google Scholar] [CrossRef]
- Bhingole, P.P.; Chaudhari, G.P. Synergy of nano carbon black inoculation and high intensity ultrasonic processing in cast magnesium alloys. Mater. Sci. Eng. A 2012, 556, 954–961. [Google Scholar] [CrossRef]
- Abramov, V.; Abramov, O.; Bulgakov, V.; Sommer, F. Solidification of aluminium alloys under ultrasonic irradiation using water-cooled resonator. Mater. Lett. 1998, 37, 27–34. [Google Scholar] [CrossRef]
- Abramov, O. Action of high intensity ultrasound on solidifying metal. Ultrasonics 1987, 25, 73–82. [Google Scholar] [CrossRef]
- Eskin, G.I. Principles of ultrasonic treatment: Application for light alloys melts. Adv. Perform. Mater. 1997, 4, 223–232. [Google Scholar] [CrossRef]
- Patel, B.; Chaudhari, G.P.; Bhingole, P.P. Microstructural evolution in ultrasonicated AS41 magnesium alloy. Mater. Lett. 2012, 66, 335–338. [Google Scholar] [CrossRef]
- Bai, G.; Liu, Z.; Lin, J.; Yu, Z.; Hu, Y.; Wen, C. Effects of the addition of lanthanum and ultrasonic stirring on the microstructure and mechanical properties of the in situ, Mg2Si/Al composites. Mater. Des. 2016, 90, 424–432. [Google Scholar] [CrossRef]
- Hunt, J.D.; Jackson, K.A. Nucleation of solid in an undercooled liquid by cavitation. J. Appl. Phys. 1966, 37, 254–257. [Google Scholar] [CrossRef]
- Xu, H.; Jian, X.; Meek, T.T.; Han, Q. Degassing of molten aluminum A356 alloy using ultrasonic vibration. Mater. Lett. 2004, 58, 3669–3673. [Google Scholar] [CrossRef]
- Eskin, G.; Eskin, D.G. Production of natural and synthesized aluminum-based composite materials with the aid of ultrasonic (cavitation) treatment of the melt. Ultrason. Sonochem. 2003, 10, 297–301. [Google Scholar] [CrossRef]
- Swallowe, G.M.; Field, J.E.; Rees, C.S.; Duckworth, A. A photographic study of the effect of ultrasound on solidification. Acta Metall. 1989, 37, 961–967. [Google Scholar] [CrossRef]
- Eskin, G.I. Ultrasonic Treatment of Light Alloy Melts; Gordon & Breach: Amsterdam, The Netherlands, 1998; pp. 1–6. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Zn | Y | Zr | Sm | Mg |
|---|---|---|---|---|---|
| Mg-3Y-3.5Sm-2Zn-0.6Zr | 2.0 | 3.0 | 0.6 | 3.5 | Bal. |
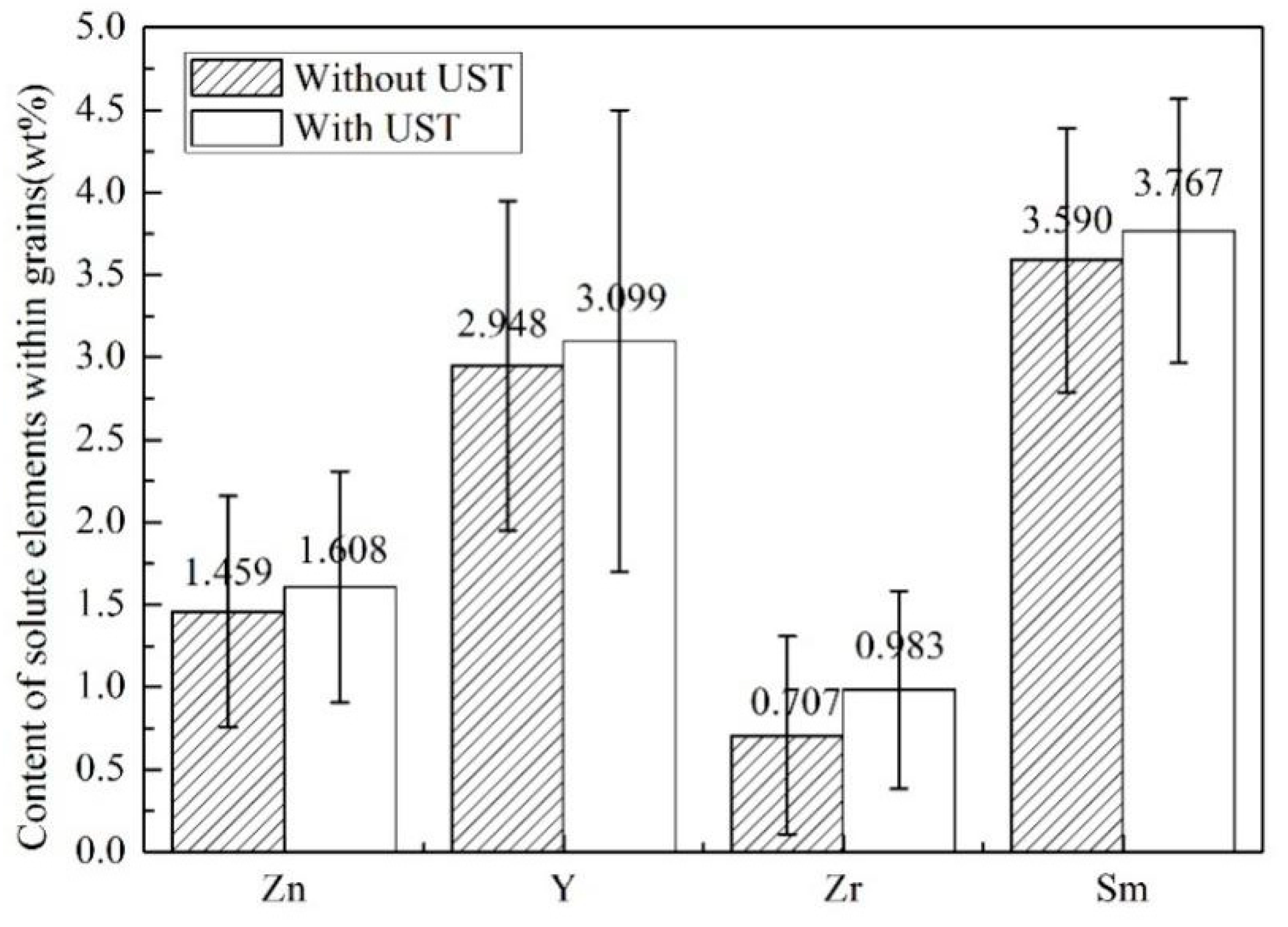
| Alloy | Zn | SD | Y | SD | Zr | SD | Sm | SD | Mg |
|---|---|---|---|---|---|---|---|---|---|
| Without UST | 1.459 | 0.7 | 2.948 | 1.0 | 0.707 | 0.6 | 3.590 | 0.8 | Bal. |
| With UST | 1.608 | 0.7 | 3.099 | 1.4 | 0.983 | 0.6 | 3.767 | 0.8 | Bal. |
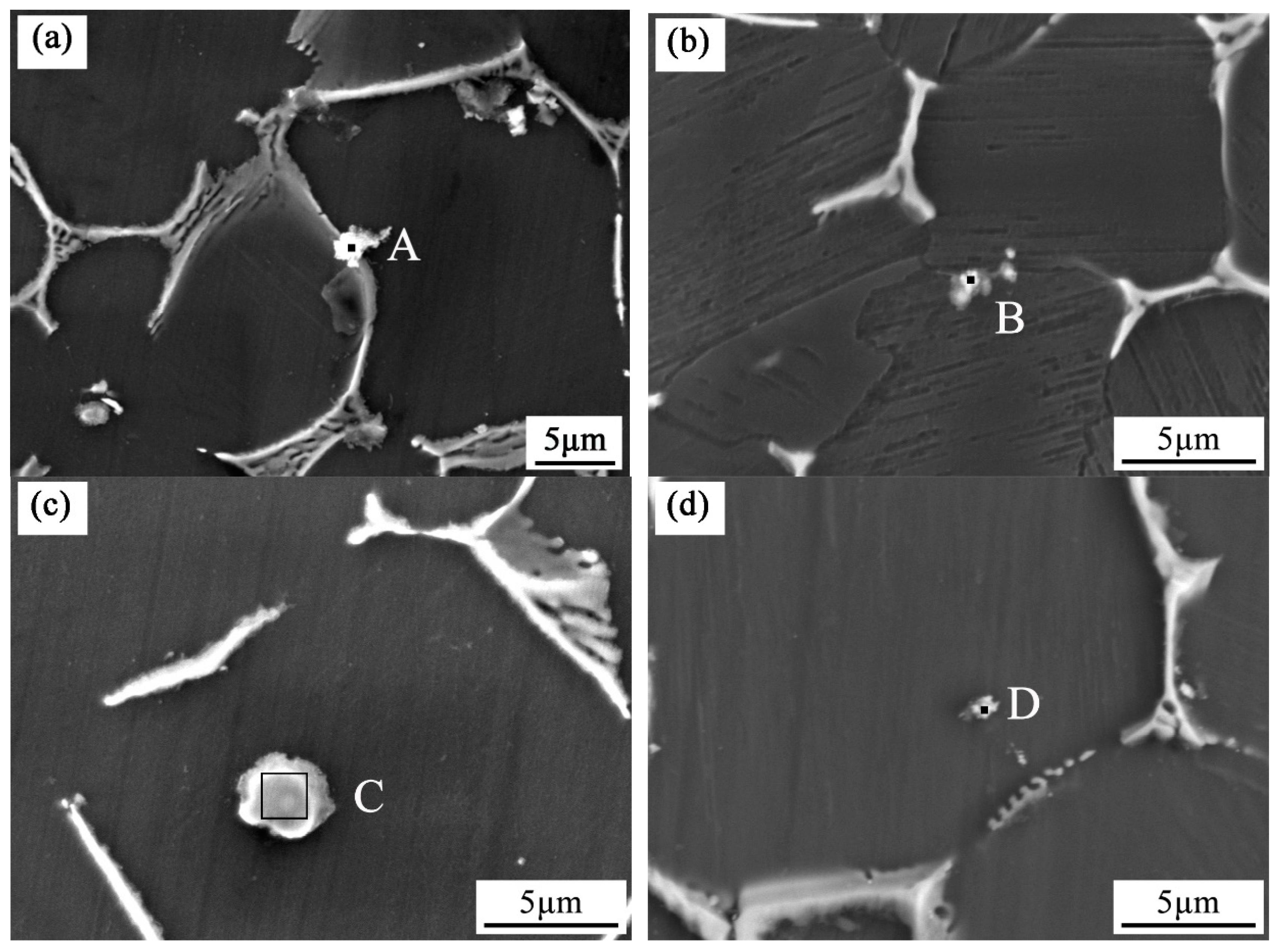
| Points | Zn | Y | Zr | Sm | Mg |
|---|---|---|---|---|---|
| A | 3.13 | 4.12 | 61.59 | 5.98 | Bal. |
| B | 1.62 | 3.56 | 66.05 | 2.49 | Bal. |
| C | 1.23 | 2.79 | 94.53 | 0.77 | Bal. |
| D | 3.48 | 3.58 | 76.93 | 1.79 | Bal. |
| Points | Zn | Y | Zr | Sm | Mg |
|---|---|---|---|---|---|
| A | 2.60 | 2.51 | 36.59 | 2.15 | Bal. |
| B | 1.31 | 2.12 | 38.38 | 0.88 | Bal. |
| C | 1.69 | 2.80 | 92.56 | 0.46 | Bal. |
| D | 3.47 | 2.63 | 55.00 | 0.78 | Bal. |
| Points | Zn | Y | Zr | Sm | Mg |
|---|---|---|---|---|---|
| A | 0.68 | 61.08 | 6.07 | 21.41 | Bal. |
| B | 6.00 | 33.14 | 2.14 | 11.59 | Bal. |
| Points | Zn | Y | Zr | Sm | Mg |
|---|---|---|---|---|---|
| A | 0.77 | 50.92 | 4.93 | 10.55 | Bal. |
| B | 3.66 | 14.88 | 0.94 | 3.08 | Bal. |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, M.; Li, M.; Wang, A.; Zhang, M.; Wang, W.; Wang, W. Effects of Ultrasonic Treatment on the Microstructure and Mechanical Properties of Mg-3Y-3.5Sm-2Zn-0.6Zr (wt %) Alloy. Materials 2019, 12, 2722. https://doi.org/10.3390/ma12172722
Liu M, Li M, Wang A, Zhang M, Wang W, Wang W. Effects of Ultrasonic Treatment on the Microstructure and Mechanical Properties of Mg-3Y-3.5Sm-2Zn-0.6Zr (wt %) Alloy. Materials. 2019; 12(17):2722. https://doi.org/10.3390/ma12172722
Chicago/Turabian StyleLiu, Minghua, Miaomiao Li, Along Wang, Mengqi Zhang, Wei Wang, and Wenli Wang. 2019. "Effects of Ultrasonic Treatment on the Microstructure and Mechanical Properties of Mg-3Y-3.5Sm-2Zn-0.6Zr (wt %) Alloy" Materials 12, no. 17: 2722. https://doi.org/10.3390/ma12172722
APA StyleLiu, M., Li, M., Wang, A., Zhang, M., Wang, W., & Wang, W. (2019). Effects of Ultrasonic Treatment on the Microstructure and Mechanical Properties of Mg-3Y-3.5Sm-2Zn-0.6Zr (wt %) Alloy. Materials, 12(17), 2722. https://doi.org/10.3390/ma12172722