Effect of Multi-Walled Carbon Nanotubes on Improving the Toughness of Reactive Powder Concrete

Abstract
1. Introduction
2. Materials and Methods
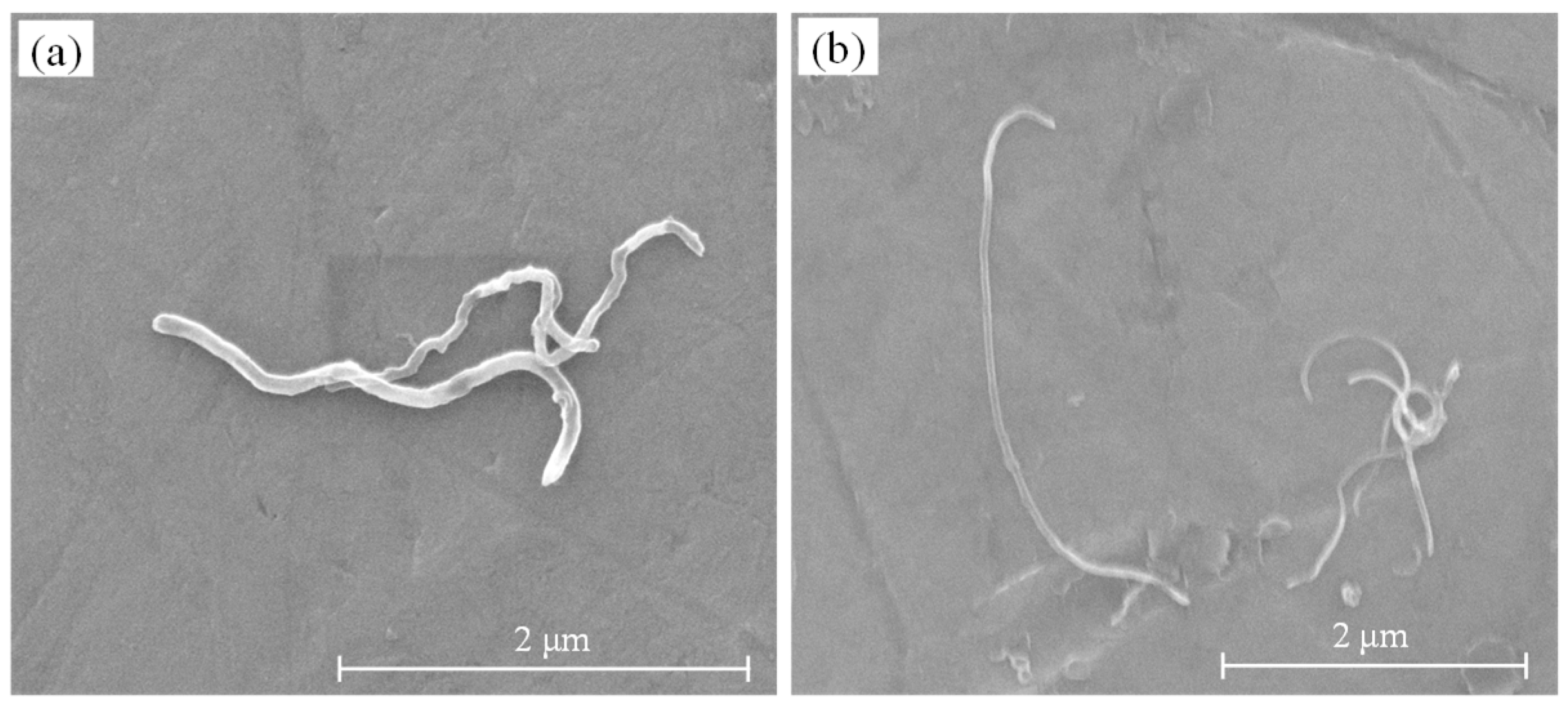
2.1. Materials
2.2. Dispersion of Multi-Walled Carbon Nanotubes
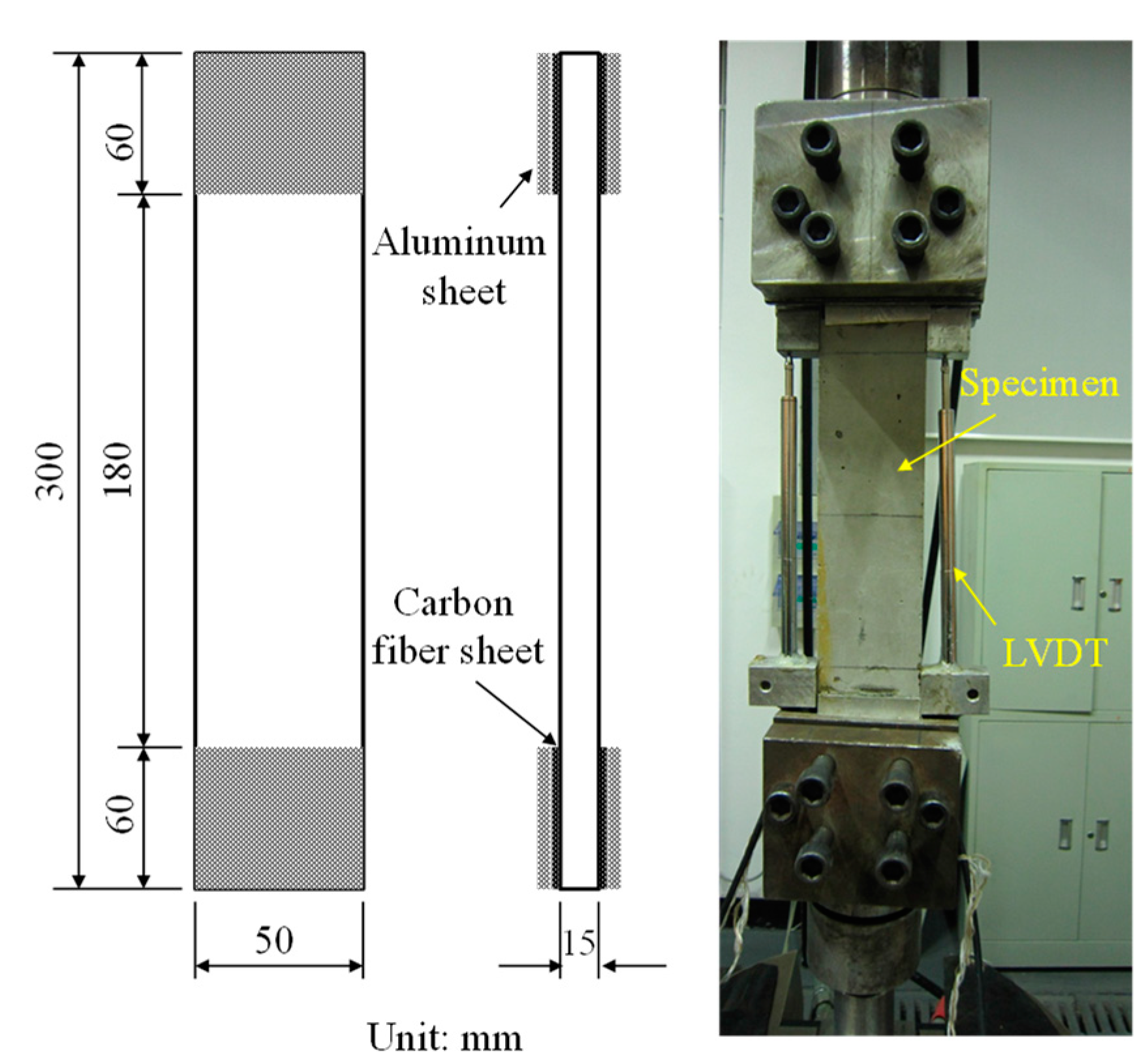
2.3. Preparation of Specimens
2.4. Testing Procedures
3. Results
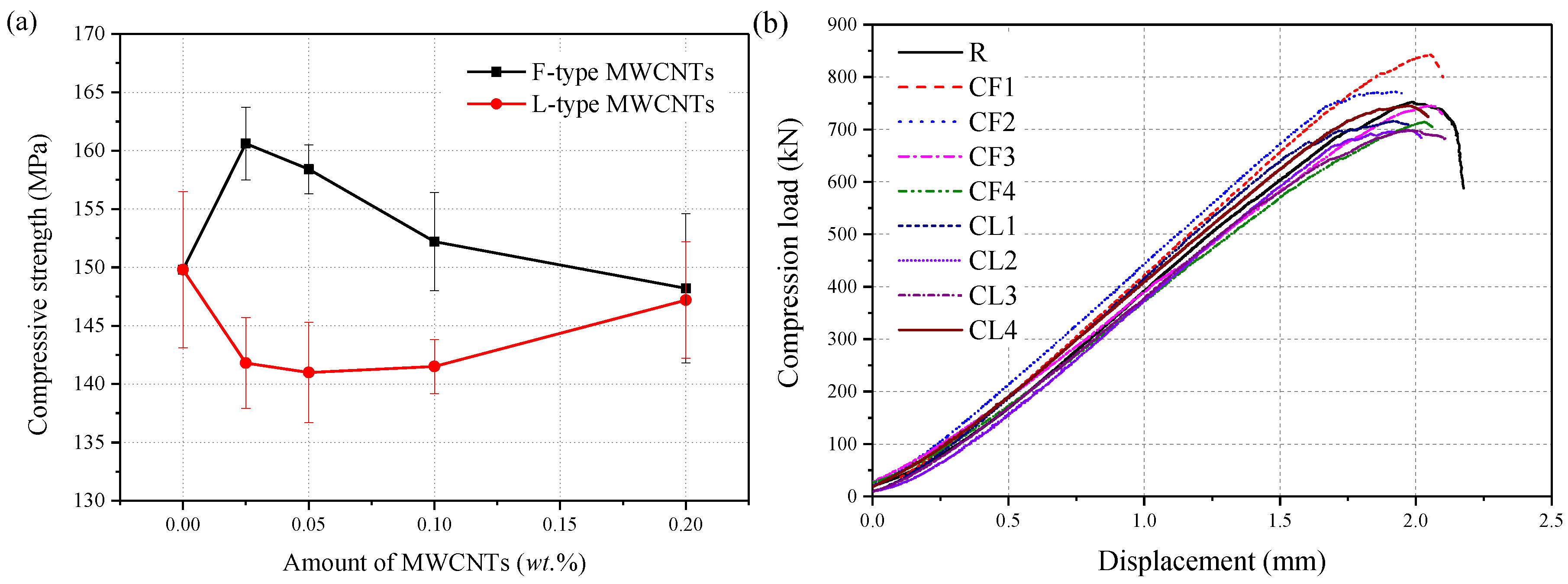
3.1. Compressive Test Results
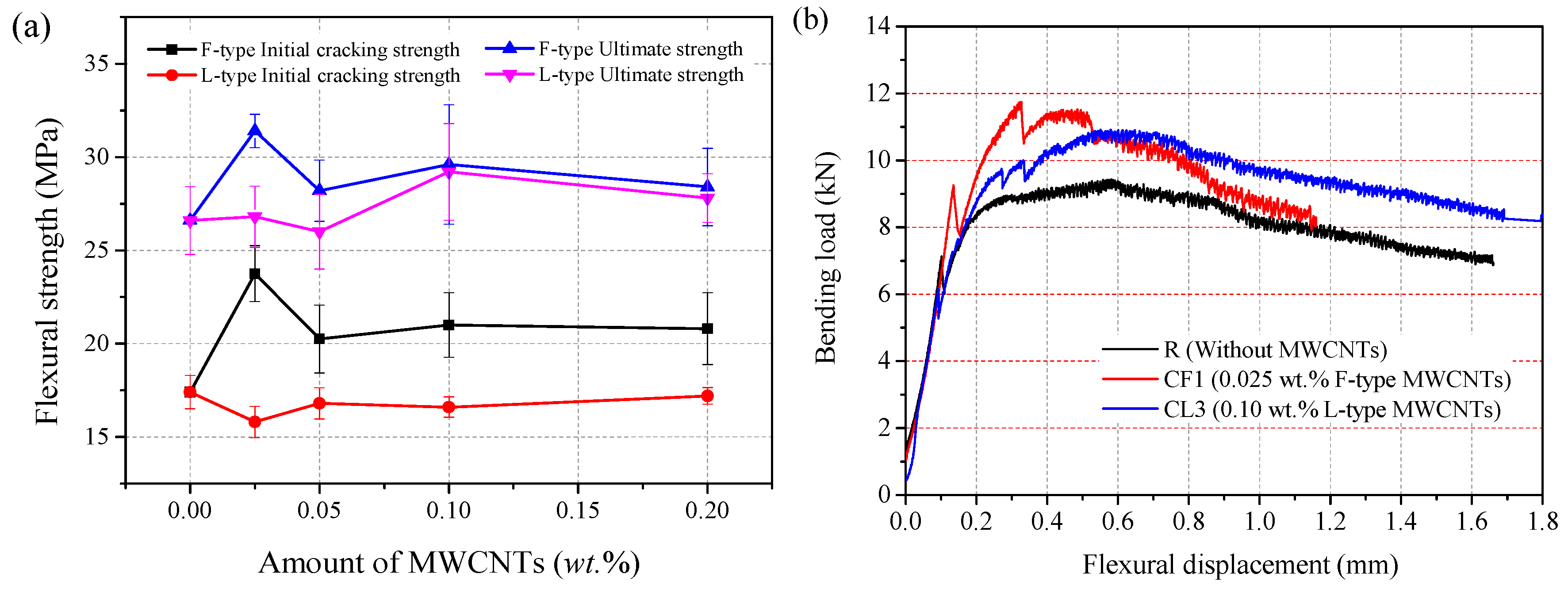
3.2. Flexural Strength Results
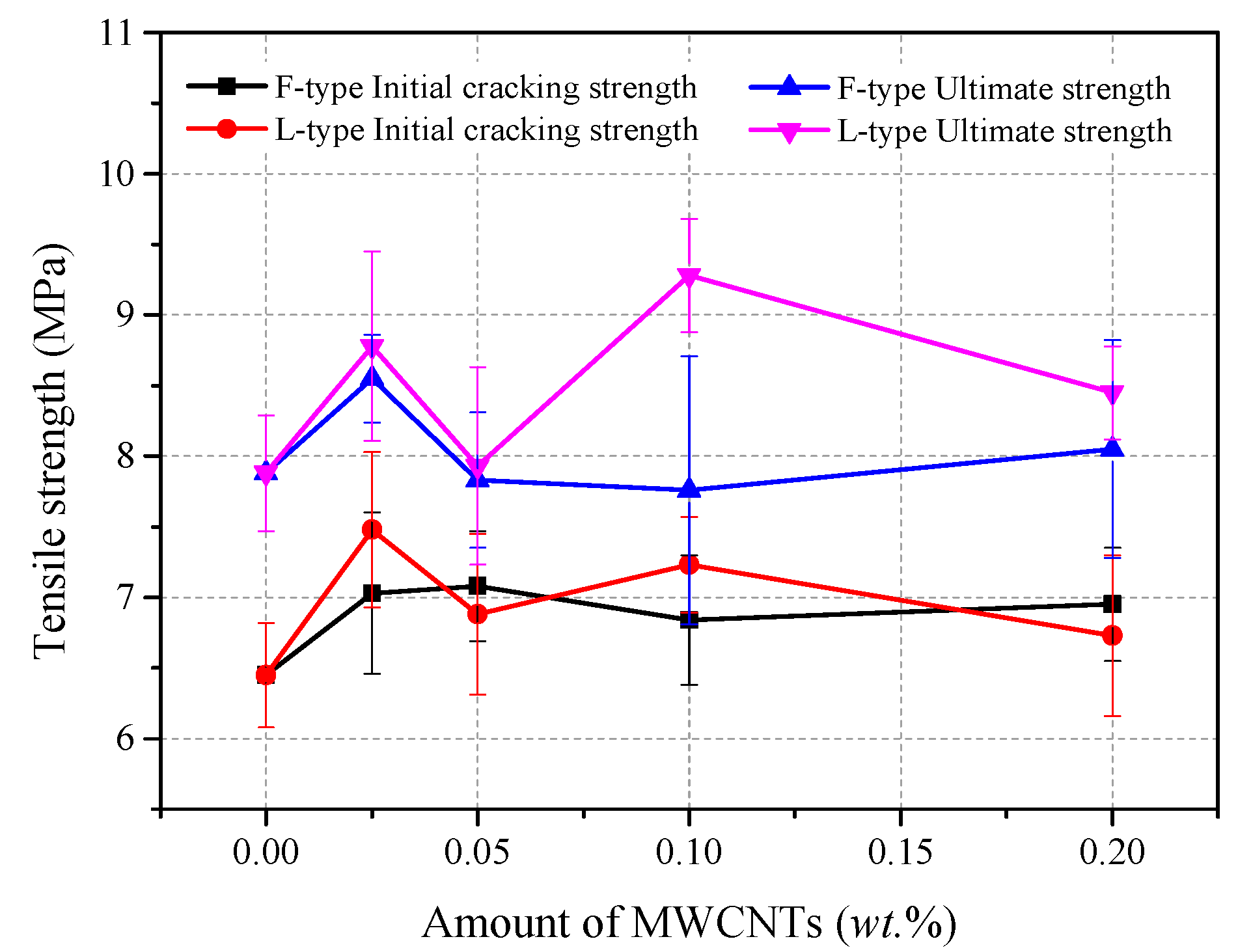
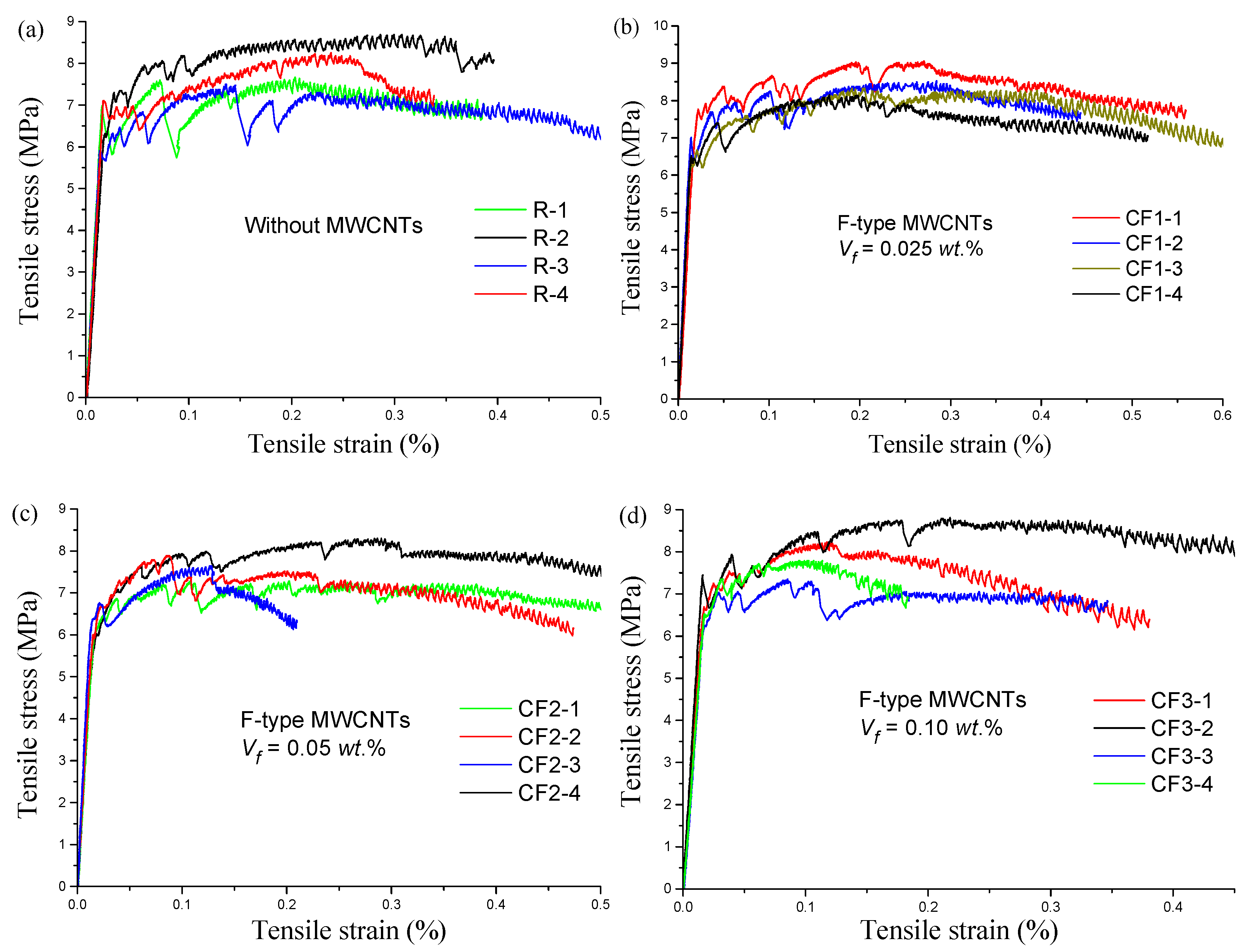
3.3. Uniaxial Tensile Test Results
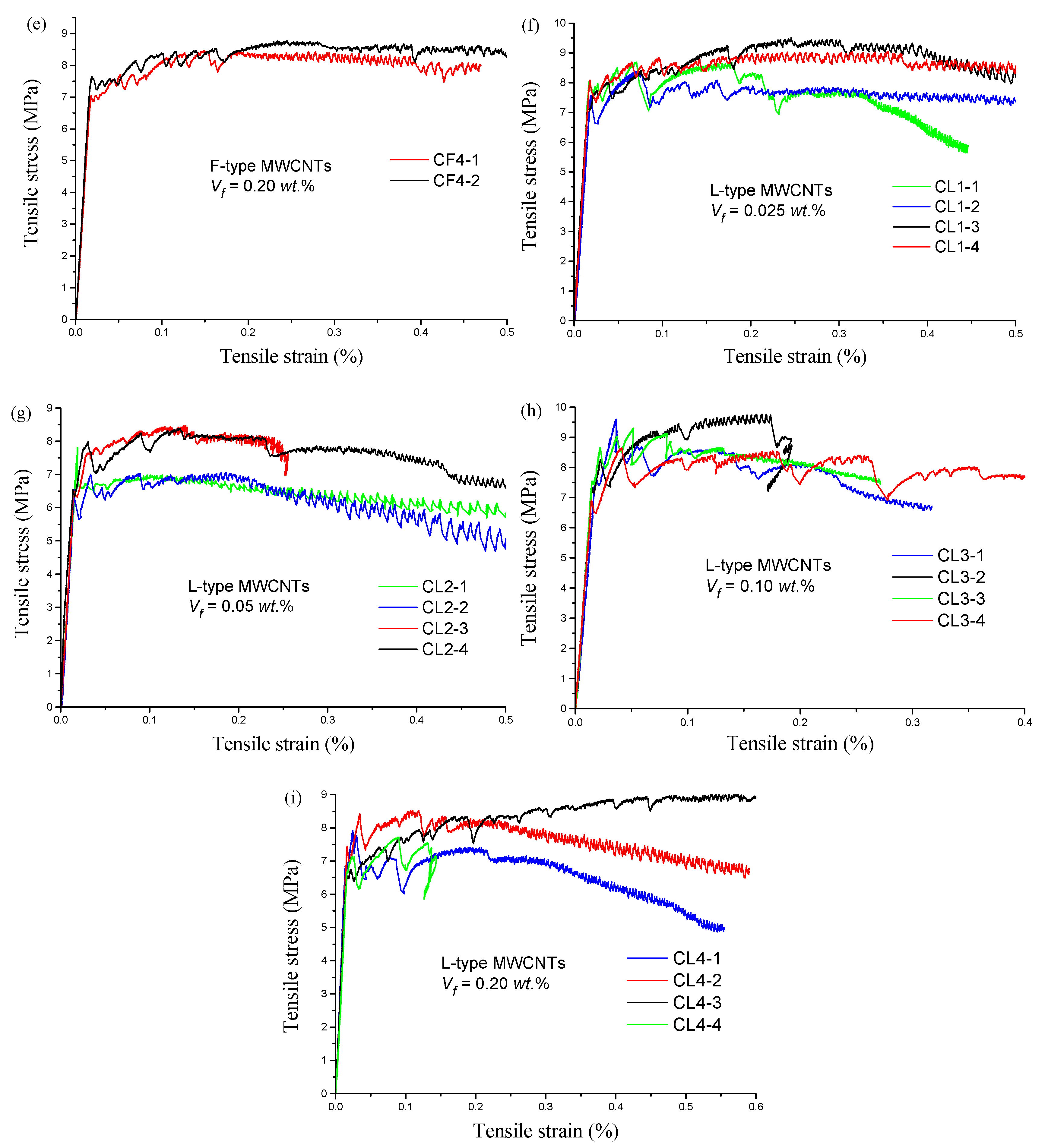
3.4. Toughness Index Based on Tensile Load–Displacement Curves
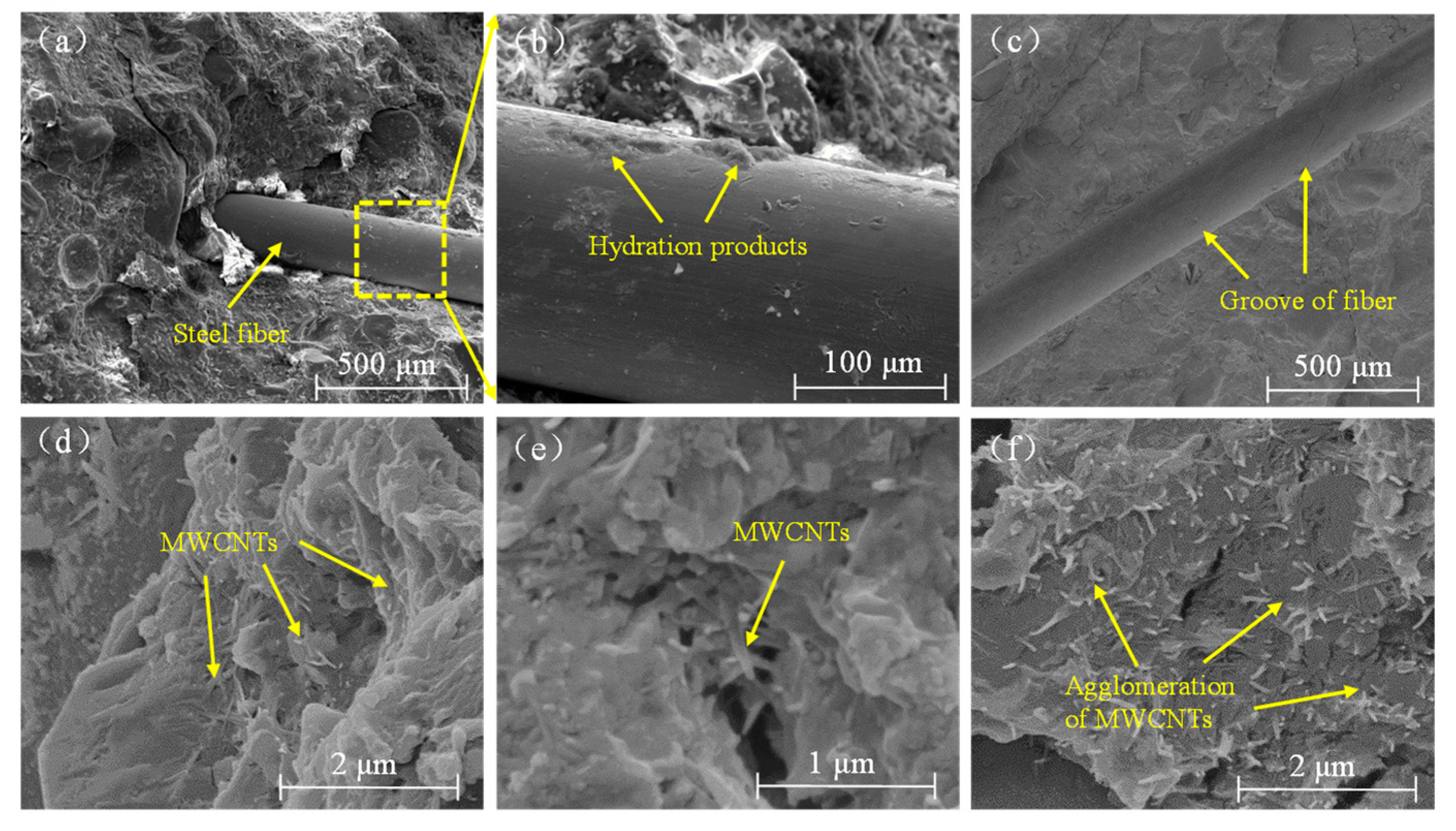
3.5. Scanning Electron Microscope Observations
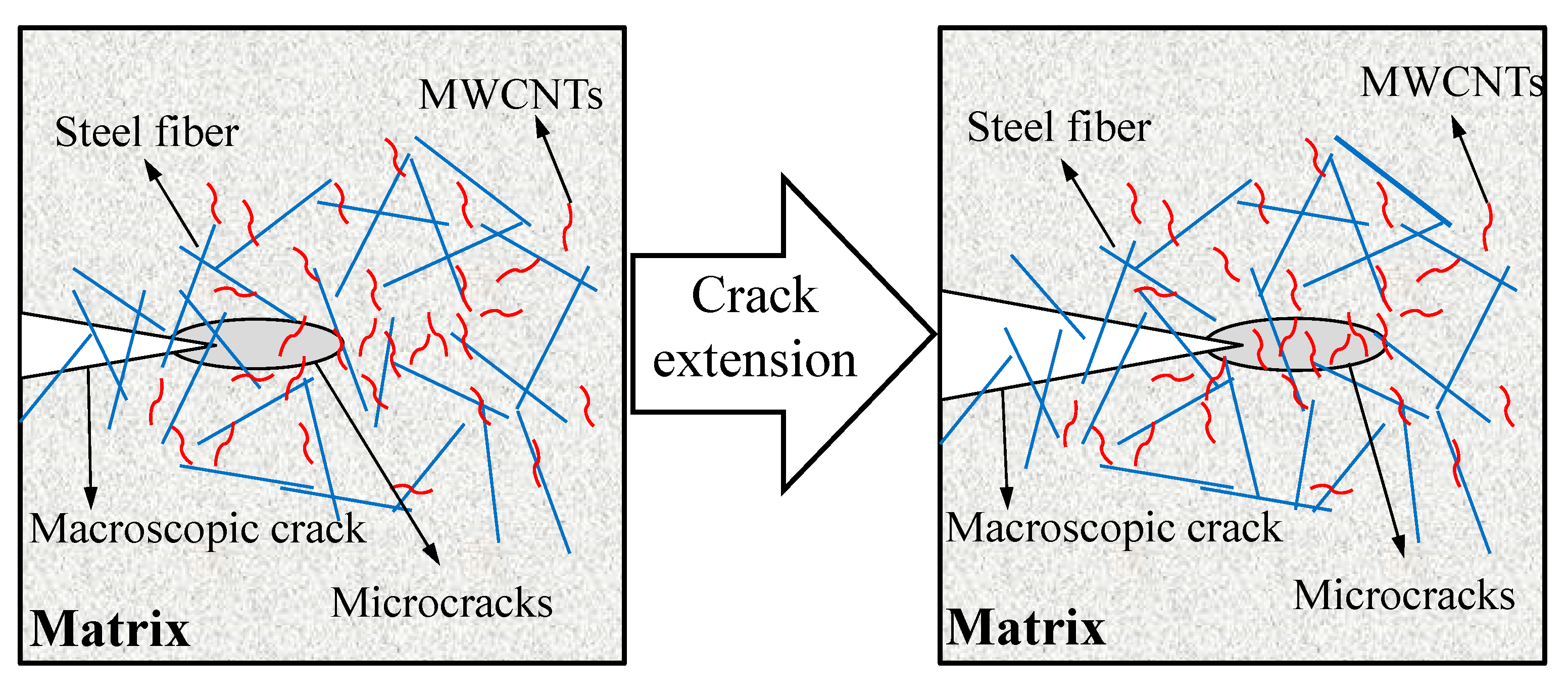
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Richard, P.; Cheyrezy, M. Composition of reactive powder concretes. Cem. Concr. Res. 1995, 25, 1501–1511. [Google Scholar] [CrossRef]
- Dugat, J.; Roux, N.; Bernier, G. Mechanical properties of reactive powder concretes. Mater. Struct. 1996, 29, 233–240. [Google Scholar] [CrossRef]
- Cwirzen, A.; Penttala, V.; Vornanen, C. Reactive powder based concretes: Mechanical properties, durability and hybrid use with OPC. Cem. Concr. Res. 2008, 38, 1217–1226. [Google Scholar] [CrossRef]
- Hassan, A.; Jones, S.W.; Mahmud, G.H. Experimental test methods to determine the uniaxial tensile and compressive behaviour of ultra high performance fibre reinforced concrete (UHPFRC). Constr. Build. Mater. 2012, 37, 874–882. [Google Scholar] [CrossRef]
- Zheng, W.; Luo, B.; Wang, Y. Compressive and tensile properties of reactive powder concrete with steel fibres at elevated temperatures. Constr. Build. Mater. 2013, 41, 844–851. [Google Scholar] [CrossRef]
- Zhang, Y.; Sun, W.; Liu, S.; Jiao, C.; Lai, J. Preparation of C200 green reactive powder concrete and its static–dynamic behaviors. Cem. Concr. Compos. 2008, 30, 831–838. [Google Scholar]
- Graybeal, B.A.; Baby, F. Development of Direct Tension Test Method for Ultra-High-Performance Fiber-Reinforced Concrete. Aci Mater. J. 2013, 110, 177–186. [Google Scholar]
- Cheyrezy, M.; Maret, V.; Frouin, L. Microstructural analysis of RPC (Reactive Powder Concrete). Cem. Concr. Res. 1995, 25, 1491–1500. [Google Scholar] [CrossRef]
- Ipek, M.; Yilmaz, K.; Sümer, M.; Saribiyik, M. Effect of pre-setting pressure applied to mechanical behaviours of reactive powder concrete during setting phase. Constr. Build. Mater. 2011, 25, 61–68. [Google Scholar] [CrossRef]
- Wu, Z.; Khayat, K.H.; Shi, C. Effect of nano-SiO2 particles and curing time on development of fiber-matrix bond properties and microstructure of ultra-high strength concrete. Cem. Concr. Res. 2017, 95, 247–256. [Google Scholar] [CrossRef]
- Wu, Z.; Shi, C.; Khayat, K.H. Multi-scale investigation of microstructure, fiber pullout behavior, and mechanical properties of ultra-high performance concrete with nano-CaCO3 particles. Cem. Concr. Compos. 2018, 86, 255–265. [Google Scholar] [CrossRef]
- Wang, D.; Shi, C.; Wu, Z.; Xiao, J.; Huang, Z.; Fang, Z. A review on ultra high performance concrete: Part II. Hydration, microstructure and properties. Constr. Build. Mater. 2015, 96, 368–377. [Google Scholar] [CrossRef]
- Yu, R.; Spiesz, P.; Brouwers, H. Effect of nano-silica on the hydration and microstructure development of Ultra-High Performance Concrete (UHPC) with a low binder amount. Constr. Build. Mater. 2014, 65, 140–150. [Google Scholar] [CrossRef]
- Liew, K.M.; Kai, M.F.; Zhang, L.W. Carbon nanotube reinforced cementitious composites: An overview. Compos. Part A Appl. Sci. Manuf. 2016, 91, 301–323. [Google Scholar] [CrossRef]
- Huang, J.Y.; Chen, S.; Wang, Z.Q.; Kempa, K.; Wang, Y.M.; Jo, S.H.; Chen, G.; Dresselhaus, M.S.; Ren, Z.F. Superplastic carbon nanotubes. Nature 2006, 439, 281. [Google Scholar] [CrossRef]
- Yu, M.F.; Lourie, O.; Dyer, M.J.; Moloni, K.; Kelly, T.F.; Ruoff, R.S. Strength and breaking mechanism of multiwalled carbon nanotubes under tensile load. Science 2000, 287, 637. [Google Scholar] [CrossRef]
- Han, B.; Sun, S.; Ding, S.; Zhang, L.; Yu, X.; Ou, J. Review of nanocarbon-engineered multifunctional cementitious composites. Compos. Part A Appl. Sci. Manuf. 2015, 70, 69–81. [Google Scholar] [CrossRef]
- Konsta-Gdoutos, M.S.; Metaxa, Z.S.; Shah, S.P. Multi-scale mechanical and fracture characteristics and early-age strain capacity of high performance carbon nanotube/cement nanocomposites. Cem. Concr. Compos. 2010, 32, 110–115. [Google Scholar] [CrossRef]
- Konsta-Gdoutos, M.S.; Metaxa, Z.S.; Shah, S.P. Highly dispersed carbon nanotube reinforced cement based materials. Cem. Concr. Res. 2016, 40, 1052–1059. [Google Scholar] [CrossRef]
- Li, G.Y.; Wang, P.M.; Zhao, X. Mechanical behavior and microstructure of cement composites incorporating surface-treated multi-walled carbon nanotubes. Carbon 2005, 43, 1239–1245. [Google Scholar] [CrossRef]
- Cwirzen, A.; Habermehl-Cwirzen, K.; Penttala, V. Surface decoration of carbon nanotubes and mechanical properties of cement/carbon nanotube composites. Adv. Cem. Res. 2008, 20, 65–73. [Google Scholar] [CrossRef]
- Xu, S.; Liu, J.; Li, Q. Mechanical properties and microstructure of multi-walled carbon nanotube-reinforced cement paste. Constr. Build. Mater. 2015, 76, 16–23. [Google Scholar] [CrossRef]
- Li, Q.; Liu, J.; Xu, S. Progress in research on carbon nanotubes reinforced cementitious composites. Adv. Mater. Sci. Eng. 2015, 2015. [Google Scholar] [CrossRef]
- Liu, J.; Fu, J.; Ni, T.; Yang, Y. Fracture toughness improvement of multi-wall carbon nanotubes/graphene sheets reinforced cement paste. Constr. Build. Mater. 2019, 200, 530–538. [Google Scholar] [CrossRef]
- Naqi, A.; Abbas, N.; Zahra, N.; Hussain, A.; Shabbir, S.Q. Effect of multi-walled carbon nanotubes (MWCNTs) on the strength development of cementitious materials. J. Mater. Res. Technol. 2019, 8, 1203–1211. [Google Scholar] [CrossRef]
- Liu, J.; Fu, J.; Yang, Y.; Gu, C. Study on dispersion, mechanical and microstructure properties of cement paste incorporating graphene sheets. Constr. Build. Mater. 2019, 199, 1–11. [Google Scholar] [CrossRef]
- Aydin, A.C.; Nasl, V.J.; Kotan, T. The synergic influence of nano-silica and carbon nano tube on self-compacting concrete. J. Build. Eng. 2018, 20, 467–475. [Google Scholar] [CrossRef]
- Danoglidis, P.A.; Konsta-Gdoutos, M.S.; Gdoutos, E.E.; Shah, S.P. Strength, energy absorption capability and self-sensing properties of multifunctional carbon nanotube reinforced mortars. Constr. Build. Mater. 2016, 120, 265–274. [Google Scholar] [CrossRef]
- Metaxa, Z.S.; Seo, J.T.; Konsta-Gdoutos, M.S.; Hersam, M.C.; Shah, S.P. Highly concentrated carbon nanotube admixture for nano-fiber reinforced cementitious materials. Cem. Concr. Compos. 2012, 34, 612–617. [Google Scholar] [CrossRef]
- Gillani, S.S.U.H.; Khitab, A.; Ahmad, S.; Khushnood, R.A.; Ferro, G.A.; Kazmi, S.M.S.; Qureshi, L.A.; Restuccia, L. Improving the mechanical performance of cement composites by carbon nanotubes addition. Procedia Struct. Integr. 2017, 3, 11–17. [Google Scholar] [CrossRef]
- Reales, O.A.M.; Filho, R.D.T. A review on the chemical, mechanical and microstructural characterization of carbon nanotubes-cement based composites. Constr. Build. Mater. 2017, 154, 697–710. [Google Scholar] [CrossRef]
- GB/T 17671-1999–Method of testing cements–Determination of strength; Chinese National Standards: Beijing, China, 1999.
- Rokugo, K.; Kanda, T.; Yokota, H.; Sakata, N. Applications and recommendations of high performance fiber reinforced cement composites with multiple fine cracking (HPFRCC) in Japan. Mater. Struct. 2009, 42, 1197–1208. [Google Scholar] [CrossRef]
- Li, V.C.; Chan, C.-M.; Leung, C.K.Y. Experimental determination of the tension-softening relations for cementitious composites. Cem. Concr. Res. 1987, 17, 441–452. [Google Scholar] [CrossRef]
- Ju, Y.; Liu, H.; Chen, J.; Jia, Y.; Peng, P. Toughness and characterization of reactive powder concrete with ultra-high strength. Sci. China Ser. E Technol. Sci. 2009, 52, 1000–1018. [Google Scholar] [CrossRef]
- Gov, N.S. Optimization of Mechanical Properties and Durability of Reactive Powder Concrete. Aci Mater. J. 2006, 103, 444–451. [Google Scholar]
- ASTM C1018 Standard Test Method for Flexural Toughness and First-Crack Strength of Fiber Reinforced Concrete (Using Beam with Third-Point Loading); ASTM International: West Conshohocken, PA, USA, 1997.
- The Japan Society of Civil Engineers (JSCE-SF). Method of tests for flexural strength and flexural toughness of steel fiber reinforced concrete, JSCE Japan Soci. Civil. Eng. 1984, 3, 58–61. [Google Scholar]
- Rashad, A.M. Effect of carbon nanotubes (CNTs) on the properties of traditional cementitious materials. Constr. Build. Mater. 2017, 153, 81–101. [Google Scholar] [CrossRef]
- Jang, S.H.; Kawashima, S.; Yin, H. Influence of carbon nanotube clustering on mechanical and electrical properties of cement pastes. Materials 2016, 9, 220. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Fe2O3 | Al2O3 | CaO | MgO | SiO2 | SO3 | Loss |
|---|---|---|---|---|---|---|---|
| Amount (%) | 2.91 | 4.58 | 61.08 | 3.19 | 19.50 | 2.50 | 3.60 |
| Type | Length/μm | Aspect Ratios | Purity/% | Specific Surface Area/(m2·g−1) | Electric Conductivity/(s·cm−1) |
|---|---|---|---|---|---|
| F | 2~5 | 40~100 | 98 | 300 | 30 × 10−3 |
| L | 5~10 | 250~500 | 98 | 300 | 30 × 10−3 |
| Mix No. | Cementitious Materials (g) | Sand (g) | Water (g) | MWCNTs (wt.% of cement) | Steel Fiber (g) | SP (g) | ||
|---|---|---|---|---|---|---|---|---|
| Cement | Silica Fume | Slag | ||||||
| R | 1000 | 250 | 200 | 1100 | 240 | 0 | 180 | 45 |
| CF1 | 1000 | 250 | 200 | 1100 | 240 | 0.025 | 180 | 45 |
| CF2 | 1000 | 250 | 200 | 1100 | 240 | 0.05 | 180 | 45 |
| CF3 | 1000 | 250 | 200 | 1100 | 240 | 0.1 | 180 | 45 |
| CF4 | 1000 | 250 | 200 | 1100 | 240 | 0.2 | 180 | 45 |
| CL1 | 1000 | 250 | 200 | 1100 | 240 | 0.025 | 180 | 45 |
| CL2 | 1000 | 250 | 200 | 1100 | 240 | 0.05 | 180 | 45 |
| CL3 | 1000 | 250 | 200 | 1100 | 240 | 0.1 | 180 | 45 |
| CL4 | 1000 | 250 | 200 | 1100 | 240 | 0.2 | 180 | 45 |
| Sample | MWCNTs (wt.%) | Ein (N·m) | Eu (N·m) | E15 (N·m) | E25 (N·m) |
|---|---|---|---|---|---|
| R | 0 | 0.057 | 1.656 | 1.689 | 2.855 |
| CF1 | 0.025 | 0.068 | 2.404 | 2.018 | 3.517 |
| CF2 | 0.05 | 0.065 | 2.367 | 2.207 | 3.461 |
| CF3 | 0.1 | 0.059 | 1.430 | 1.771 | 2.786 |
| CF4 | 0.2 | 0.064 | 1.794 | 2.063 | 3.516 |
| CL1 | 0.025 | 0.07 | 2.201 | 2.24 | 3.591 |
| CL2 | 0.05 | 0.062 | 1.498 | 1.838 | 2.962 |
| CL3 | 0.1 | 0.061 | 1.238 | 2.013 | 2.838 |
| CL4 | 0.2 | 0.062 | 0.884 | 1.856 | 3.167 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Jin, H.; Zhao, X.; Wang, C. Effect of Multi-Walled Carbon Nanotubes on Improving the Toughness of Reactive Powder Concrete. Materials 2019, 12, 2625. https://doi.org/10.3390/ma12162625
Liu J, Jin H, Zhao X, Wang C. Effect of Multi-Walled Carbon Nanotubes on Improving the Toughness of Reactive Powder Concrete. Materials. 2019; 12(16):2625. https://doi.org/10.3390/ma12162625
Chicago/Turabian StyleLiu, Jintao, Hang Jin, Xin Zhao, and Cheng Wang. 2019. "Effect of Multi-Walled Carbon Nanotubes on Improving the Toughness of Reactive Powder Concrete" Materials 12, no. 16: 2625. https://doi.org/10.3390/ma12162625
APA StyleLiu, J., Jin, H., Zhao, X., & Wang, C. (2019). Effect of Multi-Walled Carbon Nanotubes on Improving the Toughness of Reactive Powder Concrete. Materials, 12(16), 2625. https://doi.org/10.3390/ma12162625