FEM-Based Study of Precision Hard Turning of Stainless Steel 316L



Abstract
1. Introduction
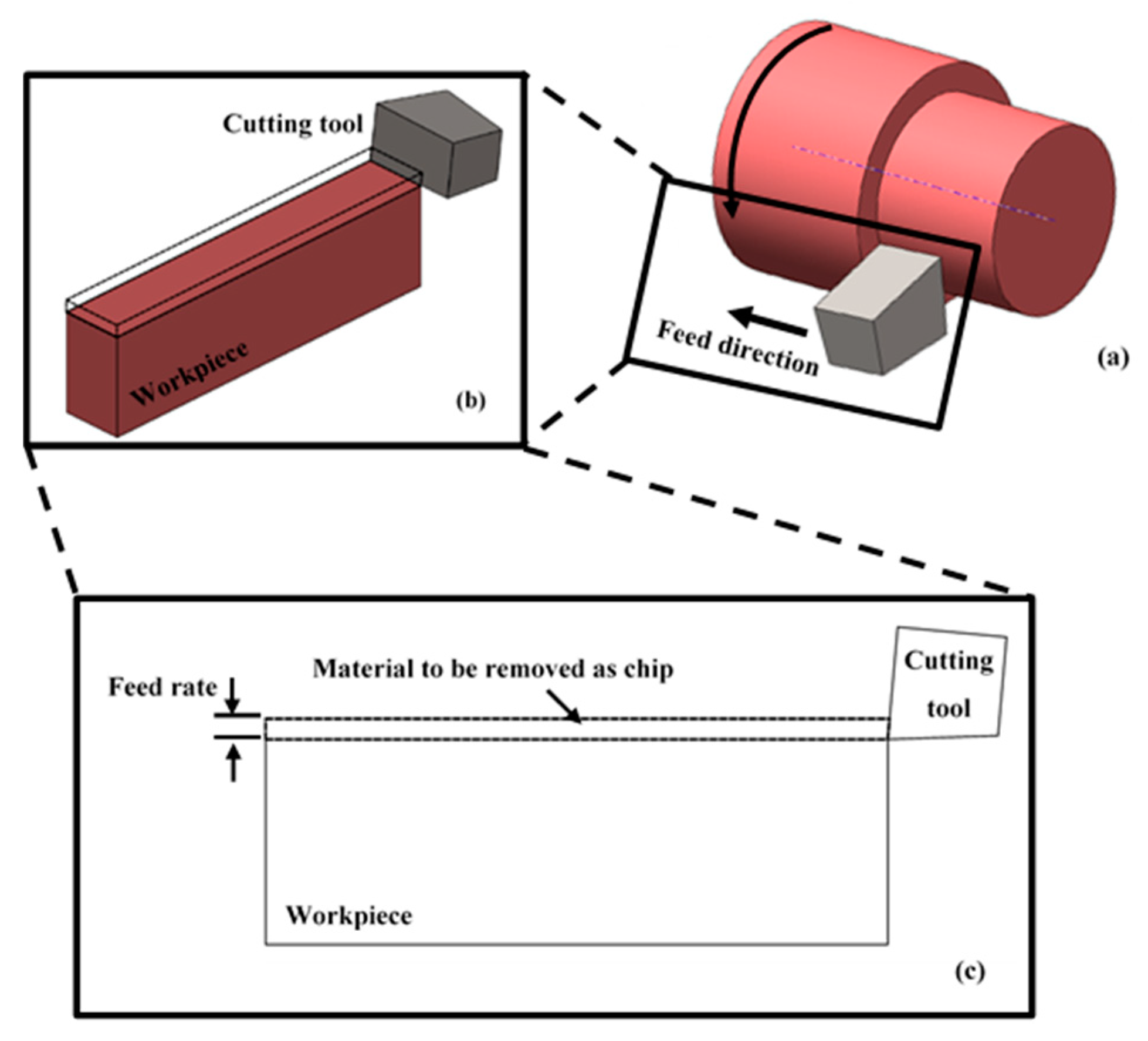
2. Modelling and Simulation
2.1. Material Models for the Cutting Process
2.2. Materials: Mechanical and Physical Properties
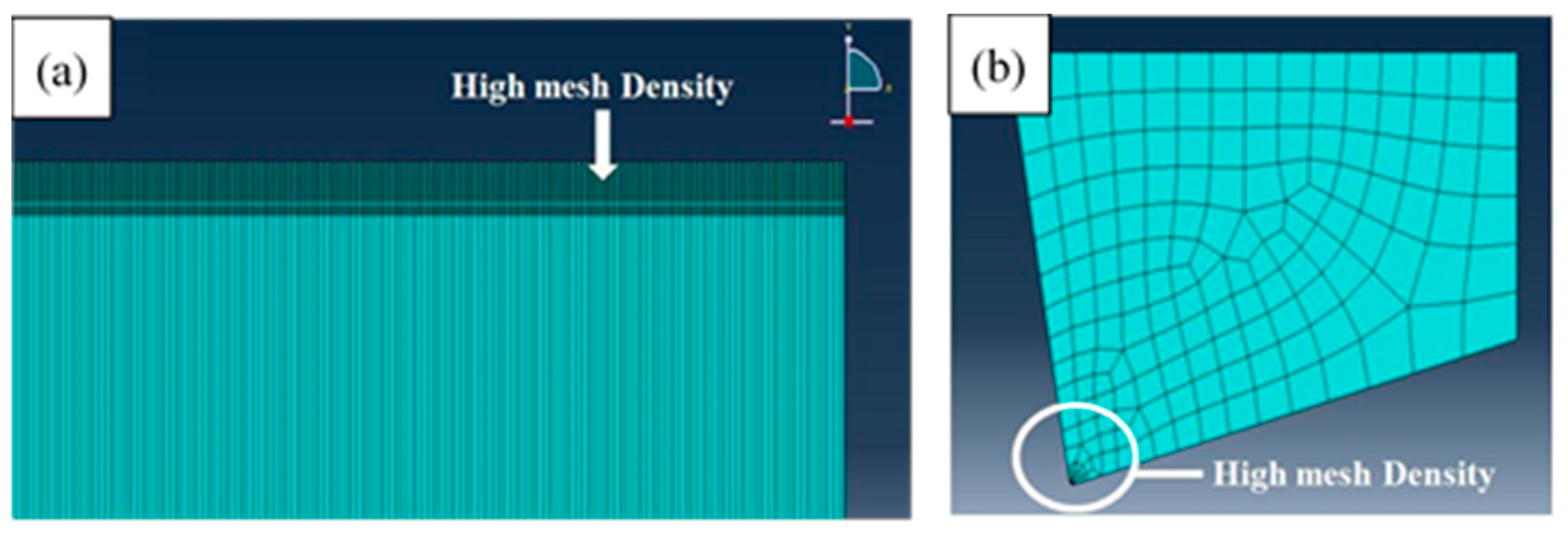
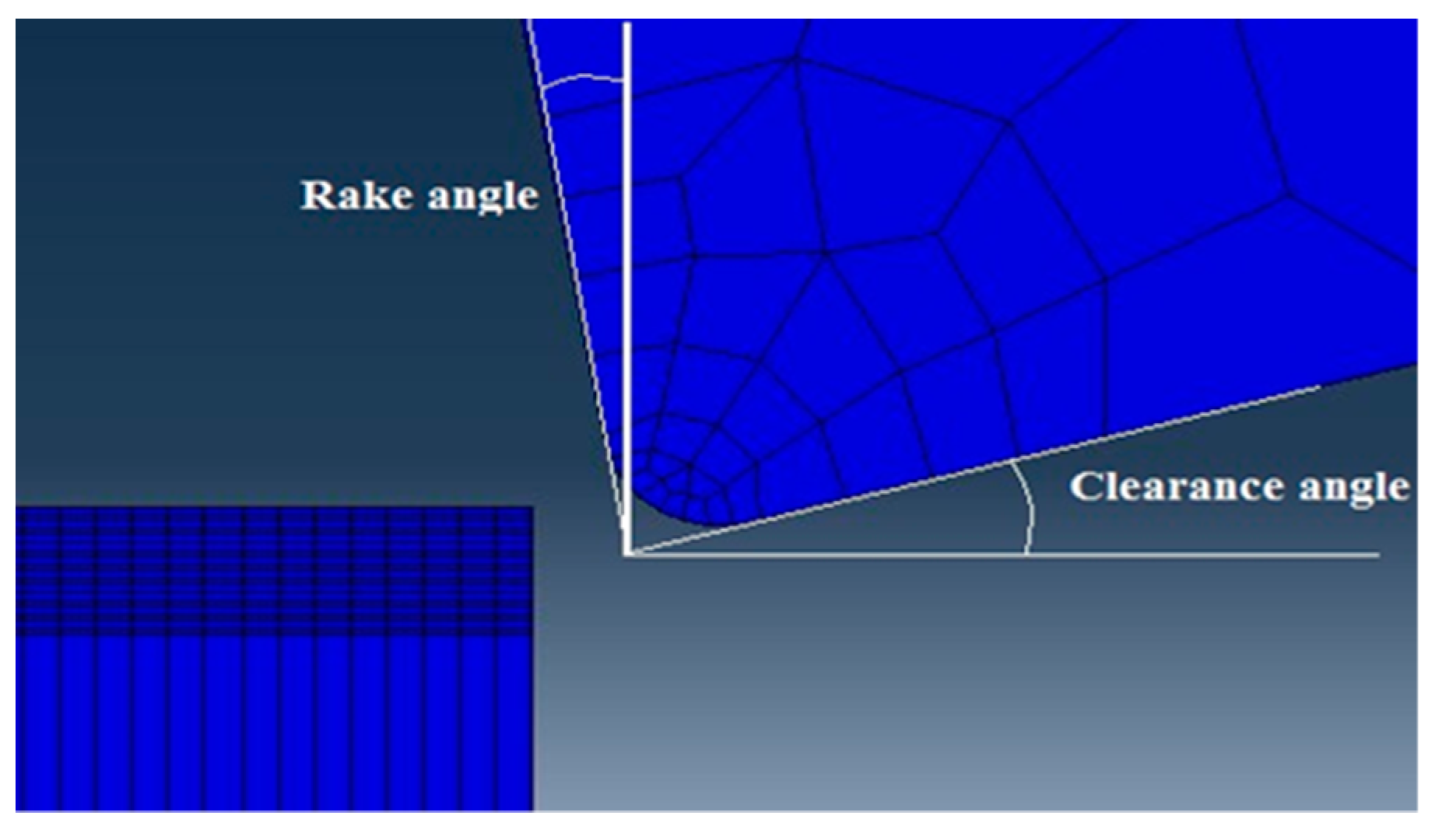
2.3. FEM Mesh
2.4. Assembly
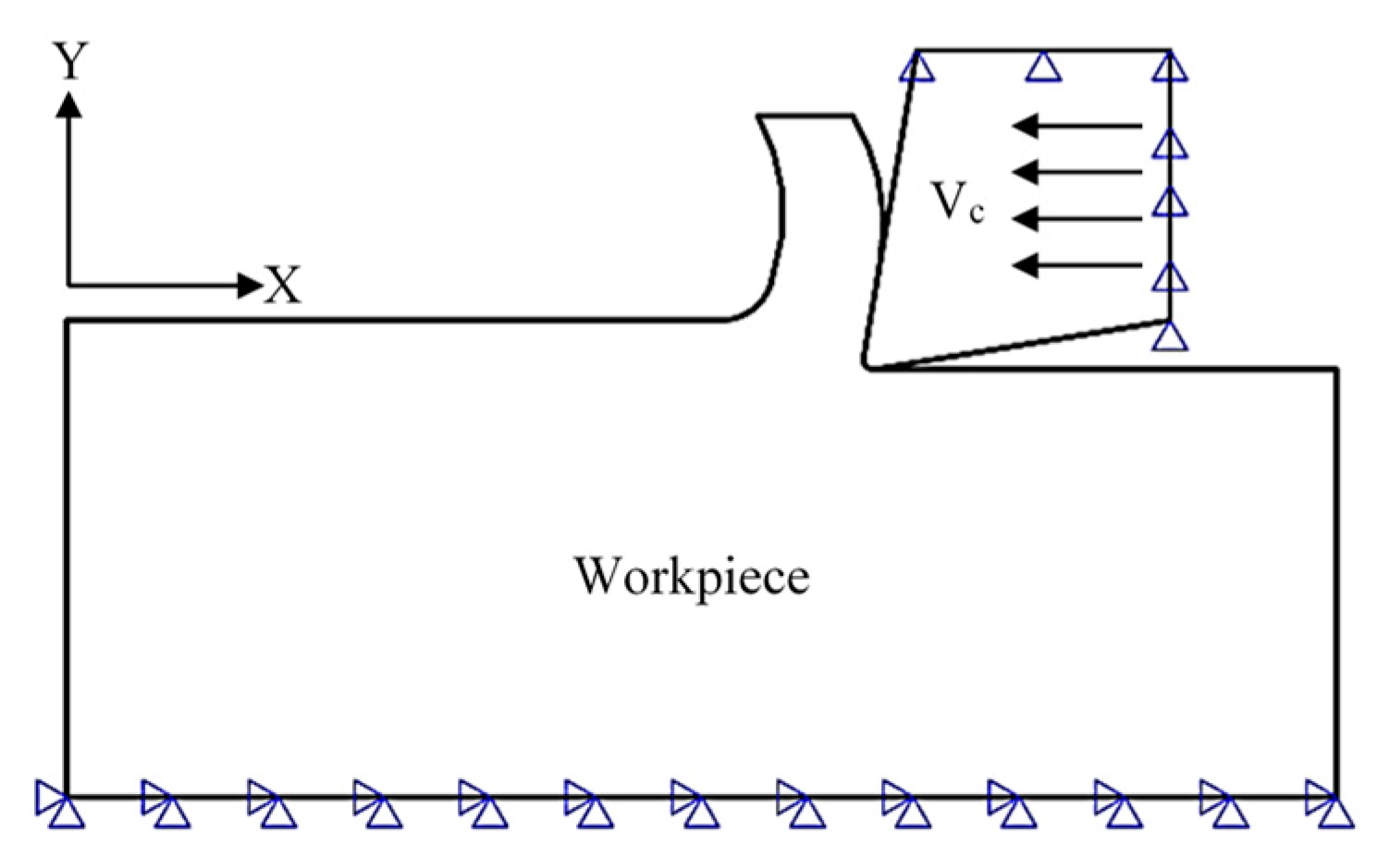
2.5. Boundary Conditions
3. Experimental Validation
3.1. Workpiece Material
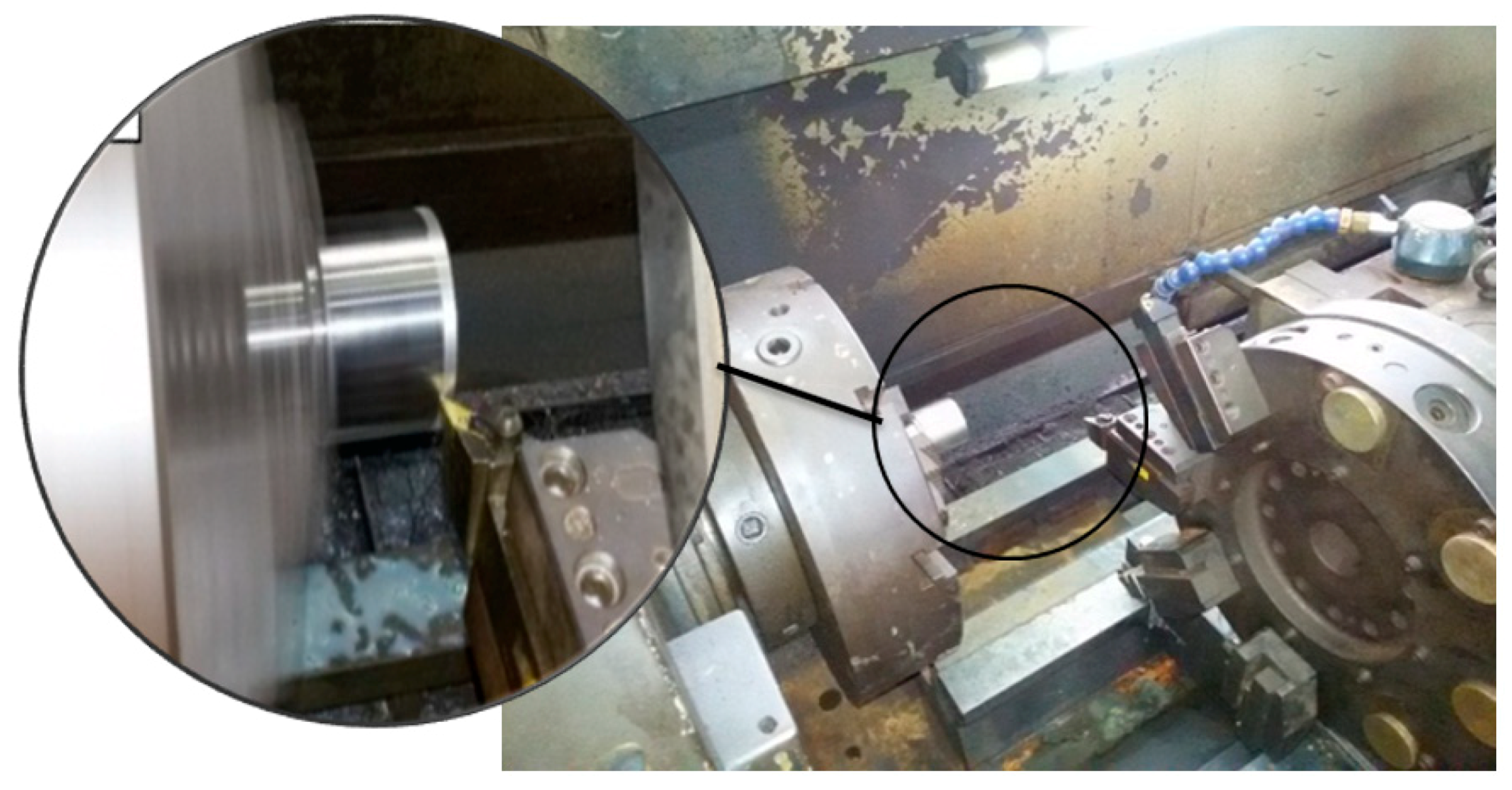
3.2. Machining Set-Up
3.3. Cutting Conditions
4. Results and Discussion
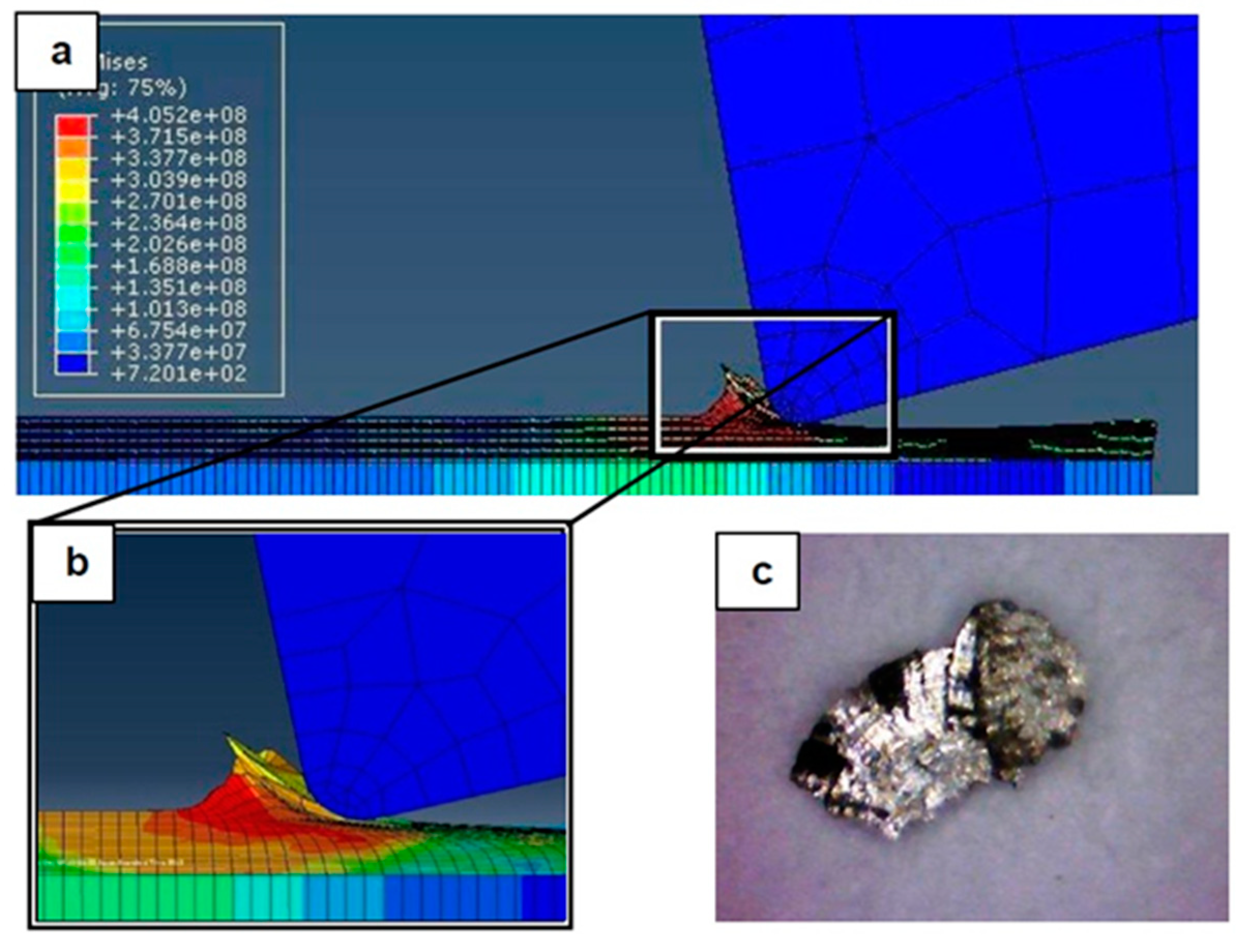
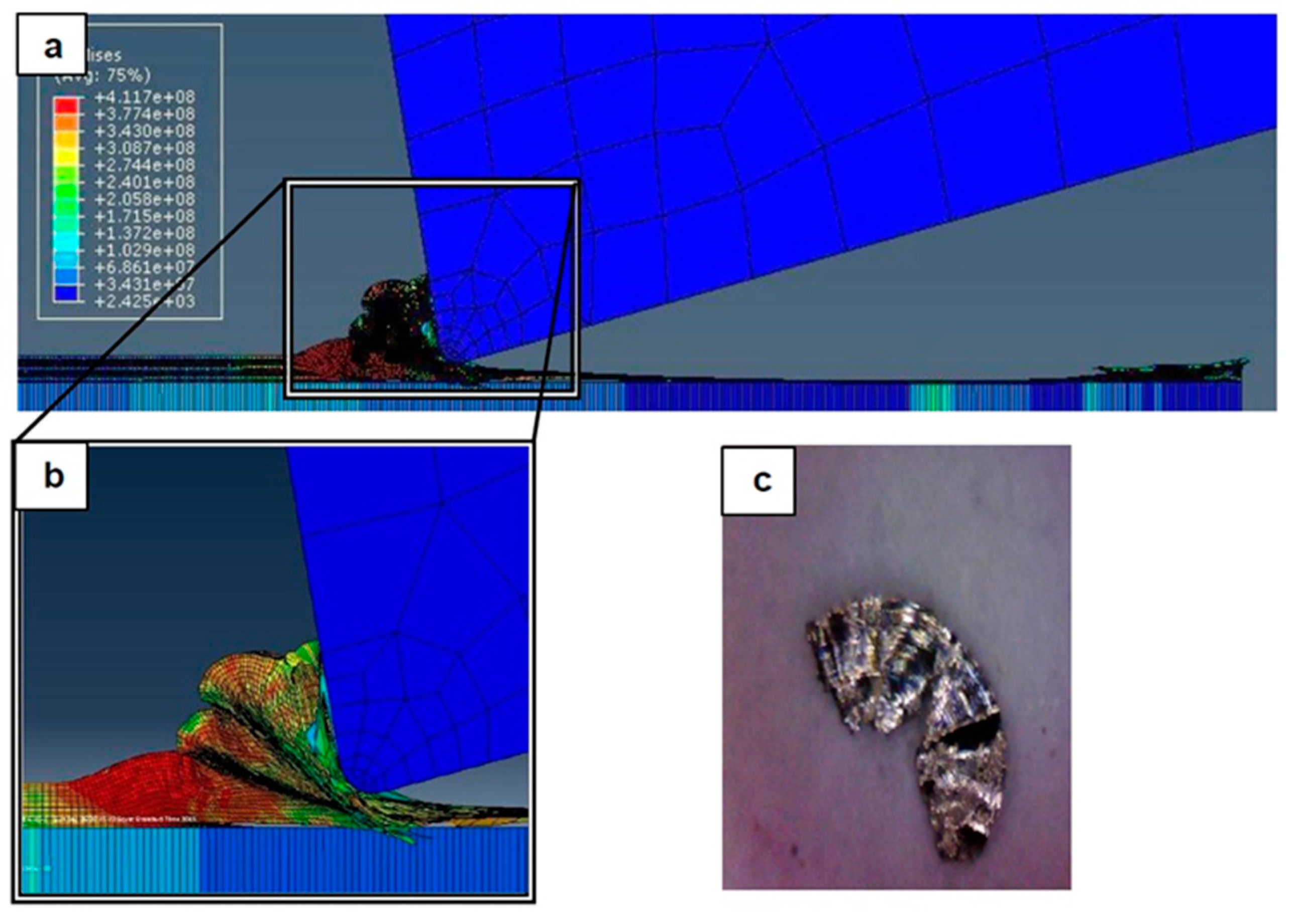
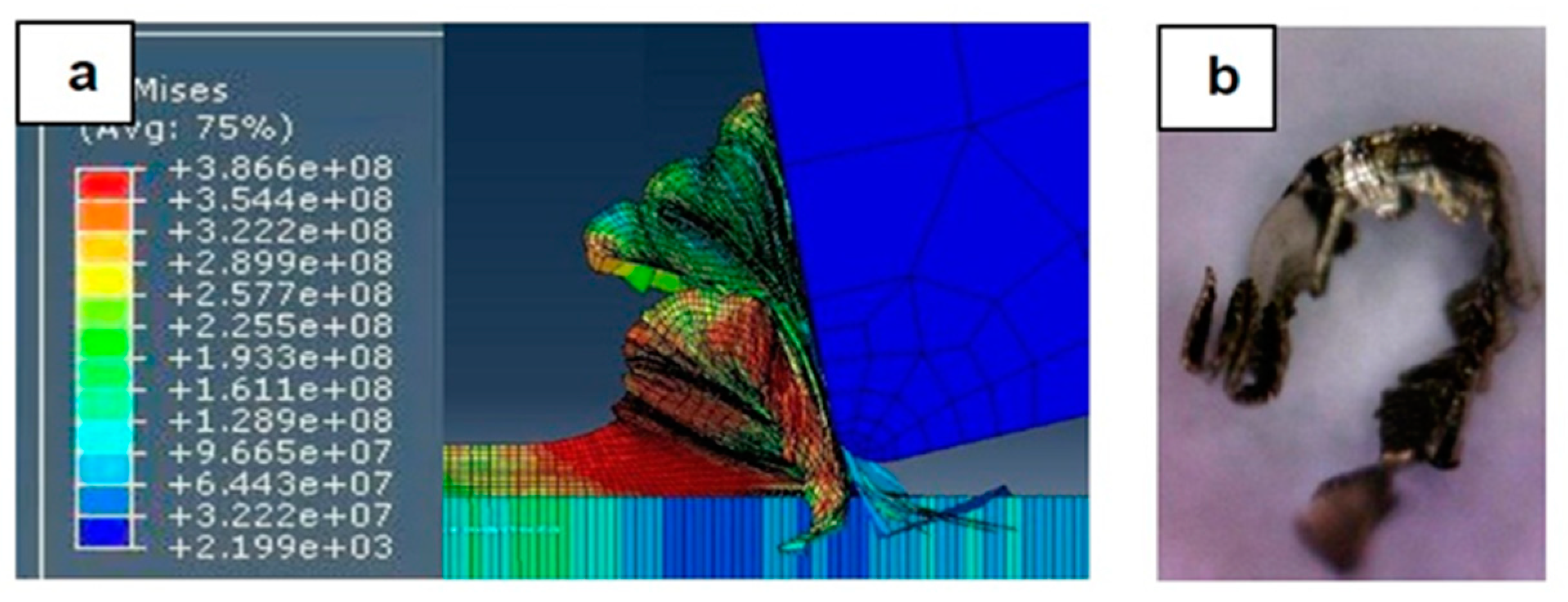
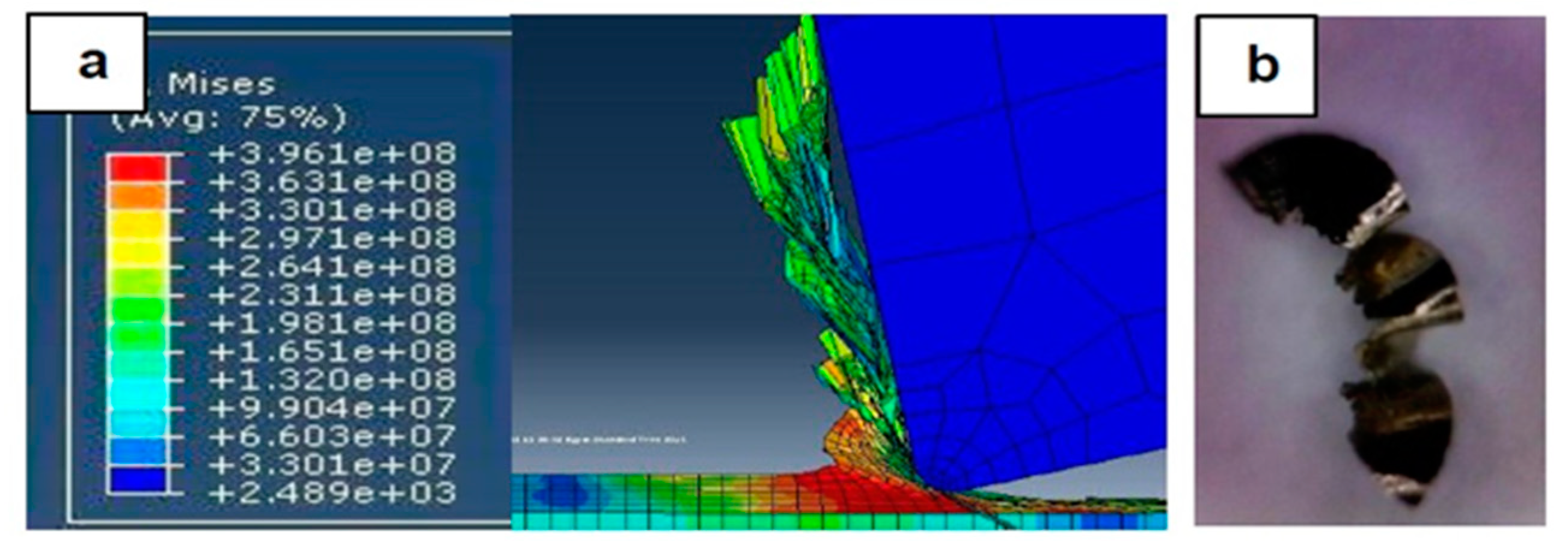
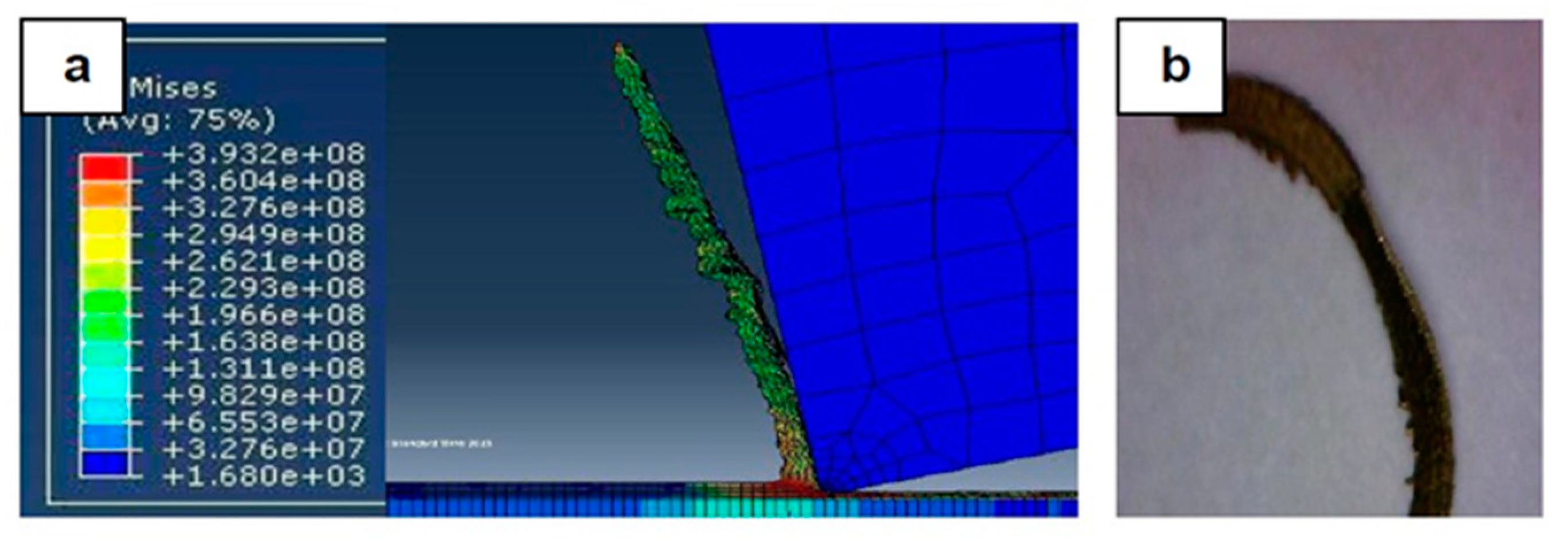
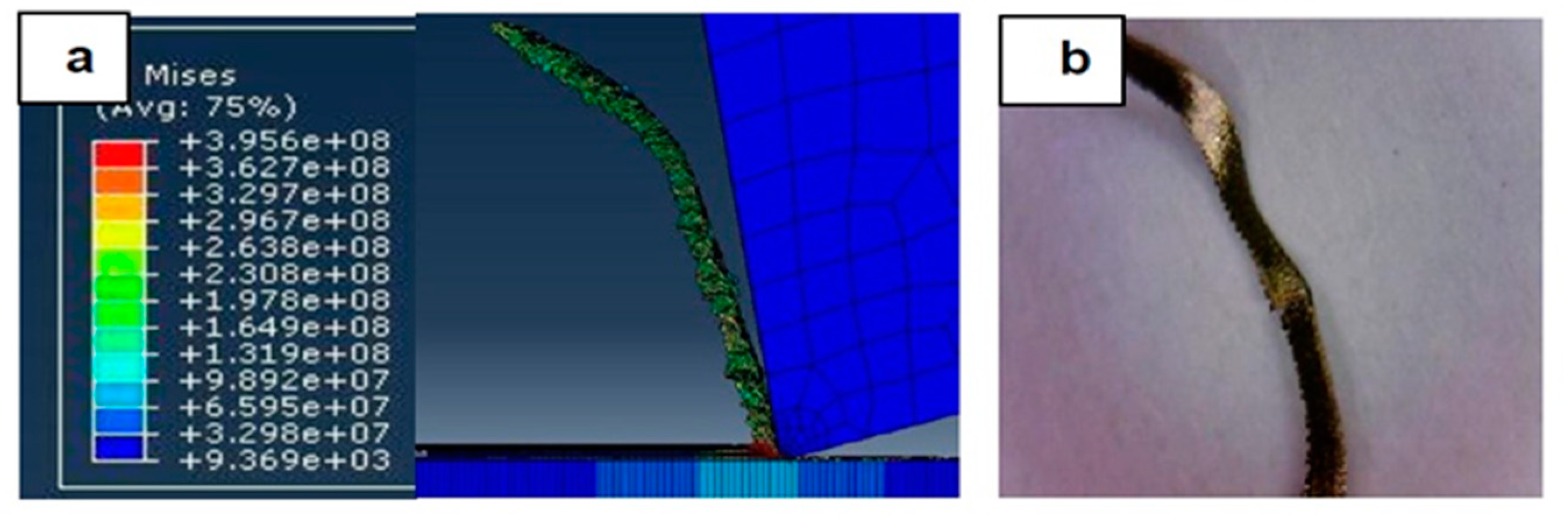
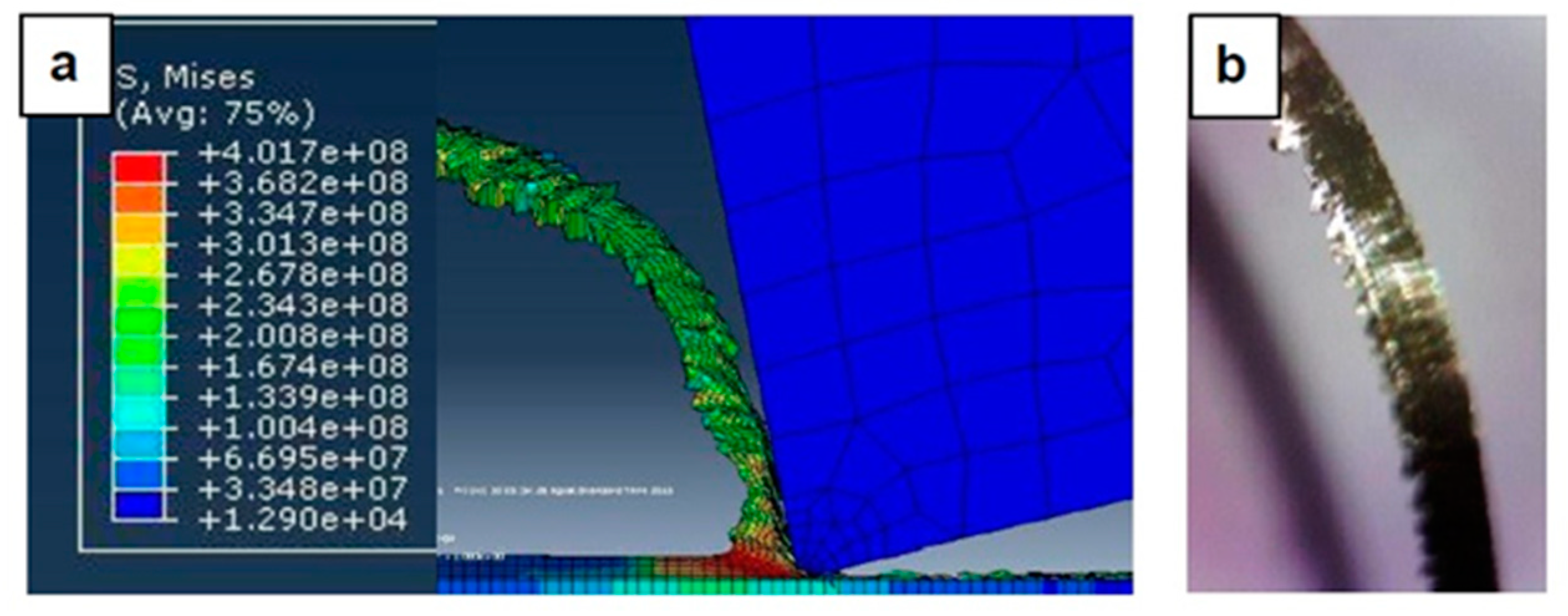
4.1. Chip Formation: FEM Simulation vs. Experimental Results
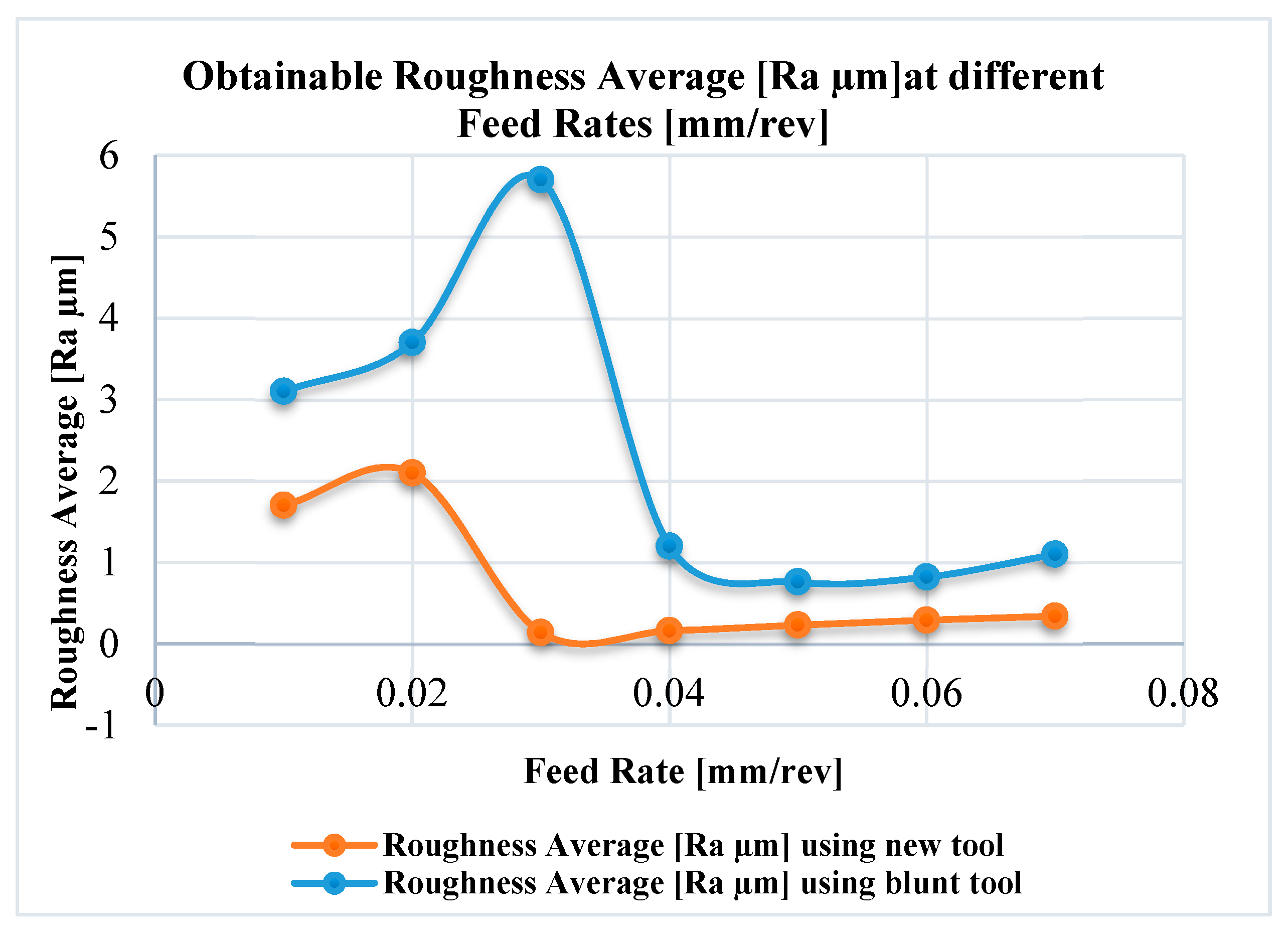
4.2. Surface Roughness
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Revel, P.; Jouini, N.; Thoquenne, G.; Lefebvre, F. High precision hard turning of AISI 52100 bearing steel. Precis. Eng. 2016, 43, 24–33. [Google Scholar] [CrossRef]
- Huang, Y.; Chou, Y.; Liang, S. CBN tool wear in hard turning: A survey on research progresses. Int. J. Adv. Manuf. Technol. 2007, 35, 443–453. [Google Scholar] [CrossRef]
- Zou, B.; Zhou, H.; Huang, C.; Xu, K.; Wang, J. Tool damage and machined-surface quality using hot-pressed sintering Ti(C7N3)/WC/TaC cermet cutting inserts for high-speed turning stainless steels. Int. J. Adv. Manuf. Technol. 2015, 79, 197–210. [Google Scholar] [CrossRef]
- Ahmed, Y.S.; Fox-Rabinovich, G.; Paiva, J.M.; Wagg, T.; Veldhuis, S.C. Effect of built-up edge formation during stable state of wear in AISI 304 stainless steel on machining performance and surface integrity of the machined part. Materials 2017, 10, 1230. [Google Scholar] [CrossRef] [PubMed]
- Chou, K.; Evans, C.J. Tool Wear Mechanism in Continuous Cutting of Hardened Tool Steels; National Institute of Standards and Technology: Gaithersburg, MD, USA, 1997. [Google Scholar]
- Thamizhmanii, S.; Kamarudin, K.; Rahim, E.; Saparudin, A.; Hassan, S. Tool wear and surface roughness in turning AISI 8620 using coated ceramic tool. In Proceedings of the World Congress Engineering, London, UK, 2–4 July 2007; Volume 2. [Google Scholar]
- Hernández González, L.W.; Seid Ahmed, Y.; Pérez Rodríguez, R.; Zambrano Robledo, P.D.C.; Guerrero Mata, M.P. Selection of machining parameters using a correlative study of cutting tool wear in high-speed turning of AISI 1045 steel. J. Manuf. Mater. Process. 2018, 2, 66. [Google Scholar] [CrossRef]
- Shaojian, Z.; Yuanping, Z.; Haijun, Z.; Zhiwen, X.; Suet, T. Advances in ultra-precision machining of micro-structured functional surfaces and their typical applications. Int. J. Mach. Tools Manuf. 2019, 142, 16–41. [Google Scholar] [CrossRef]
- Jouini, N.; Revel, P.; Mazeran, P.E.; Bigerelle, M. The ability of precision hard turning to increase rolling contact fatigue life. Tribol. Int. 2013, 59, 141–146. [Google Scholar] [CrossRef]
- Yue, X.; Xu, M.; Du, W.; Chu, C. Effect of cutting edge radius on surface roughness in diamond tool turning of transparent MgAl2O4 spinel ceramic. Opt. Mater. 2016, 71, 129–135. [Google Scholar] [CrossRef]
- Xiao, G.; Ren, M.; To, S. A study of mechanics in brittle–ductile cutting mode transition. Micromachines 2018, 9, 49. [Google Scholar] [CrossRef]
- He, C.L.; Zong, W.J.; Sun, T. Origins for the size effect of surface roughness in diamond turning. Int. J. Mach. Tools Manuf. 2016, 106, 22–42. [Google Scholar] [CrossRef]
- Doukas, C.; Stavropoulos, P.; Papacharalampopoulos, A.; Foteinopoulos, P.; Vasiliadis, E.; Chryssolouris, G. On the estimation of tool-wear for milling operations based on multi-sensorial data. Procedia Cirp. 8 2013, 8, 415–420. [Google Scholar] [CrossRef]
- Lu, X.; Wang, F.; Jia, Z.; Si, L.; Chi, Z.; Steven, Y.L. A modified analytical cutting force prediction model under the tool flank wear effect in micro-milling nickel-based superalloy. Int. J. Adv. Manuf. Technol. 2017, 91, 3709. [Google Scholar] [CrossRef]
- Elkaseer, A.M.; Dimov, S.S.; Popov, K.B.; Negm, M.M.; Minev, R.R. Modeling the material microstructure effects on the surface generation process in microendmilling of dual-phase materials. ASME. J. Manuf. Sci. Eng. 2012, 134, 044501. [Google Scholar] [CrossRef]
- Davoudinejad, A.; Tosello, G.; Parenti, P.; Annoni, M. 3D finite element simulation of micro end-milling by considering the effect of tool run-out. Micromachines 2017, 8, 187. [Google Scholar] [CrossRef]
- Huang, P.; Lee, W.B. Cutting force prediction for ultra-precision diamond turning by considering the effect of tool edge radius. Int. J. Mach. Tools Manuf. 2016, 109, 1–7. [Google Scholar] [CrossRef]
- Xiong, Y.; Wang, W.; Jiang, R.; Lin, K.; Shao, M. Mechanisms and FEM simulation of chip formation in orthogonal cutting in-situ TiB2/7050Al MMC. Materials 2018, 11, 606. [Google Scholar] [CrossRef] [PubMed]
- Shao, F.; Lui, Z.; Wan, Y.; Shi, Z. Finite element simulation of machining of Ti-6Al-4V alloy with thermodynamical constitutive equation. Int. J. Adv. Manuf. Tech. 2010, 49, 431–439. [Google Scholar] [CrossRef]
- Akbar, F.; Mativenga, P.; Sheikh, M. An experimental and coupled hermos-mechanical finite element study of heat partition effects in machining. Int. J. Adv. Manuf. Tech. 2010, 46, 491–507. [Google Scholar] [CrossRef]
- Zhou, L.; Huang, S.T.; Wang, D.; Yu, X.L. Finite element and experimental studies of the cutting process of SiCp/Al composites with PCD tools. Int. J. Adv. Manuf. Tech. 2011, 52, 619–626. [Google Scholar] [CrossRef]
- Li, B. A review of tool wear estimation using theoretical analysis and numerical simulation technologies. Int. J. Refract. Met. Hard Mater. 2012, 35, 143–151. [Google Scholar] [CrossRef]
- Yang, S.B.; Xu, J.; Fu, Y.; Wie, W. Finite element modelling of machining of hydrogenated Ti-6Al-4V alloy. Int. J. Adv. Manuf. Tech. 2012, 59, 253–261. [Google Scholar] [CrossRef]
- John, M.; Shrivastava, K.; Banerjee, N.; Madhukar, P.; Vinayagam, B. Finite element method-based machining simulation for analysing surface roughness during turning operation with HSS and carbide insert tool. Arab. J. Sci. Eng. 2013, 38, 1615–1623. [Google Scholar] [CrossRef]
- Haddag, B.; Kagnaya, T.; Nouari, M.; Cutard, T. A new heat transfer analysis in machining based on two steps of 3D finite element modelling and experimental validation. Heat Mass Transf. 2013, 49, 129–145. [Google Scholar] [CrossRef]
- Ali, M.; Ansari, M.; Khidhir, B.; Mohamed, B.; Oshkour, A. Simulation machining of titanium alloy (Ti-6Al-4V) based on the finite element modelling. J. Braz. Soc. Mech. Sci. Eng. 2014, 36, 315–324. [Google Scholar] [CrossRef]
- Bushlya, V.; Zhou, J.; Stahl, J. Modelling and experimentation on multistage work-hardening mechanism in machining with nose-radiused tools and its influence on machined subsurface quality and tool wear. Int. J. Adv. Manuf. Tech. 2014, 73, 545–555. [Google Scholar] [CrossRef]
- Aurich, J.C.; Zimmernmann, M.; Schindler, S.; Steinmann, P. Analysis of the machining accuracy when dry turning via experiments and finite element simulations. Prod. Eng. Res. Devel. 2014, 8, 41–50. [Google Scholar] [CrossRef]
- Salonitis, Κ.; Stavropoulos, P.; Stournaras, A.; Chryssolouris, G. Finite element modeling of grind hardening process. In Proceedings of the 10th CIRP International Workshop on Modeling of Machining Operations, Calabria, Italy, 27–28 August 2007; pp. 117–123. [Google Scholar]
- Maruda, R.W.; Krolczyk, G.M.; Nieslony, P.; Wojciechowski, S.; Michalski, M.; Legutko, S. The influence of the cooling conditions on the cutting tool wear and the chip formation mechanism. J. Manuf. Process. 2016, 24, 107–115. [Google Scholar] [CrossRef]
- Elkaseer, A.; Dimov, S.; Popov, K.; Minev, R. Tool Wear in Micro-Endmilling: Material Microstructure Effects, Modeling, and Experimental Validation. ASME J. Micro Nano-Manuf. 2014. [Google Scholar] [CrossRef]
- Tang, L.; Sun, Y.; Li, B.; Shen, J.; Meng, G. Wear performance and mechanisms of PCBN tool in dry hard turning of AISI D2 hardened steel. Tribol. Int. 2019, 132, 228–236. [Google Scholar] [CrossRef]
- Chen, L.; Tai, B.L.; Chaudhari, R.G.; Song, X.; Shih, A.J. Machined surface temperature in hard turning. Int. J. Mach. Tools Manuf. 2017, 121, 10–21. [Google Scholar] [CrossRef]
- Jouini, N.; Revel, P.; Thoquenne, G.; Lefebvre, F. Characterization of surfaces obtained by precision hard turning of AISI 52100 in relation to RCF life. Procedia Eng. 2013, 66, 793–802. [Google Scholar] [CrossRef][Green Version]
- Sawarkar, N.; Boob, G. Finite element based simulation of orthogonal cutting process to determine residual stress induced. Int. J. Comput. Appl. 2014, 975, 8887. [Google Scholar]
- Mechanical Properties of 316 L Grade Stainless Steel, URL. Available online: http://www.efunda.com/materials/alloys/stainless_steels/show_stainless.cfm?ID=AISI_Type_316L&show_prop=all&Page_Title=AISI%20Type%20316L (accessed on 15 June 2019).
- Benjámin, B.; András, C.; Anna, H.; Bálint, K.; Antal, S.; Attila, K.; Gábor, S. Two-dimensional finite element analysis of turning processes. Period. Polytech. Mech. Eng. 2016, 61, 44–54. [Google Scholar] [CrossRef]
- American Iron and Steel Institute website. Available online: http://www.nickelinstitute.org/~/Media/Files/TechnicalLiterature/StainlessSteelsfor Machining_9011_.pdf (accessed on 20 June 2019).
- Spectro website. Available online: http://representatives.spectro.com/spectro-za/products/sma/lab11/ (accessed on 15 June 2019).
- Sptech System, website. Available online: http://www.spsystem.com/main/products/pdisplay.php?active=product&no=712&thiscod.e=1305 (accessed on 20 June 2019).
- Metrology World Website. Available online: http://www.metrologyworld.com/doc/surface-roughness-measurement-tester-0001 (accessed on 20 June 2019).
- Mehmet, E.; Korkmaz, M.E.; Mustafa, G. Finite element modelling of cutting forces and power consumption in turning of AISI 420 martensitic stainless steel. Arab. J. Sci. Eng. 2018, 43, 4863–4870. [Google Scholar] [CrossRef]
- Oliveira, F.B.; Rodrigues, A.R.; Coelho, R.T.; Souza, A.F. Size effect and minimum chip thickness in micromilling. Int. J. Mach. Tools Manuf. 2015, 89, 39–54. [Google Scholar] [CrossRef]
- Liu, X.; de Vor, R.E.; Kapoor, S.G. Model-based analysis of the surface generation in microendmilling—Part II: Experimental validation and analysis. ASME J. Manuf. Sci. Eng. 2006, 129, 461–469. [Google Scholar] [CrossRef]
- Elkaseer, A.; Dimov, S.; Pham, D.; Popov, K.; Olejnik, L.; Rosochowski, A. Material microstructure effects in micro-endmilling of Cu99.9E. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 1143–1155. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| A (MPa) | B (MPa) | n | m | c | d1 | d2 | d3 | d4 |
|---|---|---|---|---|---|---|---|---|
| 490 | 600 | 0.21 | 0.60 | 0.015 | 0.05 | 3.44 | 2.12 | 0.002 |
| Grade | Tensile Strength (MPa) Min | Yield Strength 0.2% Proof (MPa) Min | Elongation (% in 50 mm) Min | Hardness Hv | |
|---|---|---|---|---|---|
| Rockwell Max | Vickers (HV) | ||||
| 316L | 515 | 205 | 40 | 95 | 222 |
| Grade | Density kg/m3 | Elastic Modulus GPa | Specific heat 0–100 °C J/kg °C |
|---|---|---|---|
| 316L | 8000 | 193 | 500 |
| Boundary Condition | Workpiece | Cutting Tool |
|---|---|---|
| Displacement in x axis = UX | 0 | −150 mm |
| Displacement in y axis = UY | 0 | 0 |
| Displacement in z axis = UZ | 0 | 0 |
| Velocity | 0 | 120 m/min in negative X axis direction |
| C | Mn | Si | Cr | Co | Ni | Mo | Fe |
|---|---|---|---|---|---|---|---|
| 0.03 | 0.95 | 0.5 | 15.7 | 0.19 | 10 | 2.2 | Balance |
| Constant Parameters | Changed Parameters |
|---|---|
| Workpiece diameter (D) = 70 mm | Feed rate for experiment 1 = 0.01 mm/rev |
| Workpiece length = 80 mm | Feed rate for experiment 2 = 0.02 mm/rev |
| Lathe chuck revolutions/min (n)= 550 rpm | Feed rate for experiment 3 = 0.03 mm/rev |
| Cutting length (L) = 50 mm | Feed rate for experiment 4 = 0.04 mm/rev |
| Depth of cut (ap) = 0.01 mm | Feed rate for experiment 5 = 0.05 mm/rev |
| Feed rate for experiment 6 = 0.06 mm/rev | |
| Feed rate for experiment 7 = 0.07 mm/rev |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Elkaseer, A.; Abdelaziz, A.; Saber, M.; Nassef, A. FEM-Based Study of Precision Hard Turning of Stainless Steel 316L. Materials 2019, 12, 2522. https://doi.org/10.3390/ma12162522
Elkaseer A, Abdelaziz A, Saber M, Nassef A. FEM-Based Study of Precision Hard Turning of Stainless Steel 316L. Materials. 2019; 12(16):2522. https://doi.org/10.3390/ma12162522
Chicago/Turabian StyleElkaseer, Ahmed, Ali Abdelaziz, Mohammed Saber, and Ahmed Nassef. 2019. "FEM-Based Study of Precision Hard Turning of Stainless Steel 316L" Materials 12, no. 16: 2522. https://doi.org/10.3390/ma12162522
APA StyleElkaseer, A., Abdelaziz, A., Saber, M., & Nassef, A. (2019). FEM-Based Study of Precision Hard Turning of Stainless Steel 316L. Materials, 12(16), 2522. https://doi.org/10.3390/ma12162522