Softening Effect on Fracture Stress of Pure Copper Processed by Asynchronous Foil Rolling



Abstract
:
1. Introduction
2. Experimental Procedure
2.1. Material
2.2. Tensile Test
3. Results
3.1. Softening Effect on Mechanical Properties
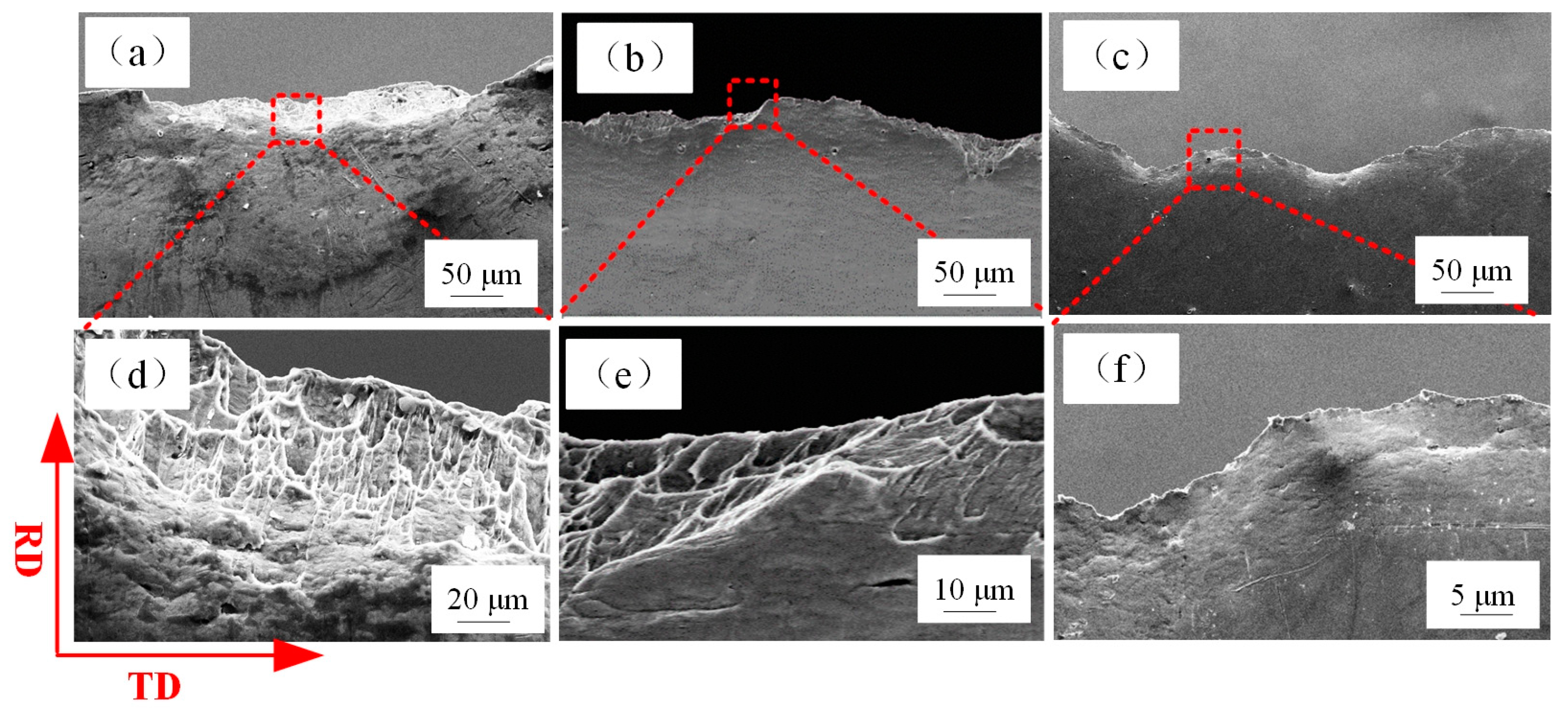
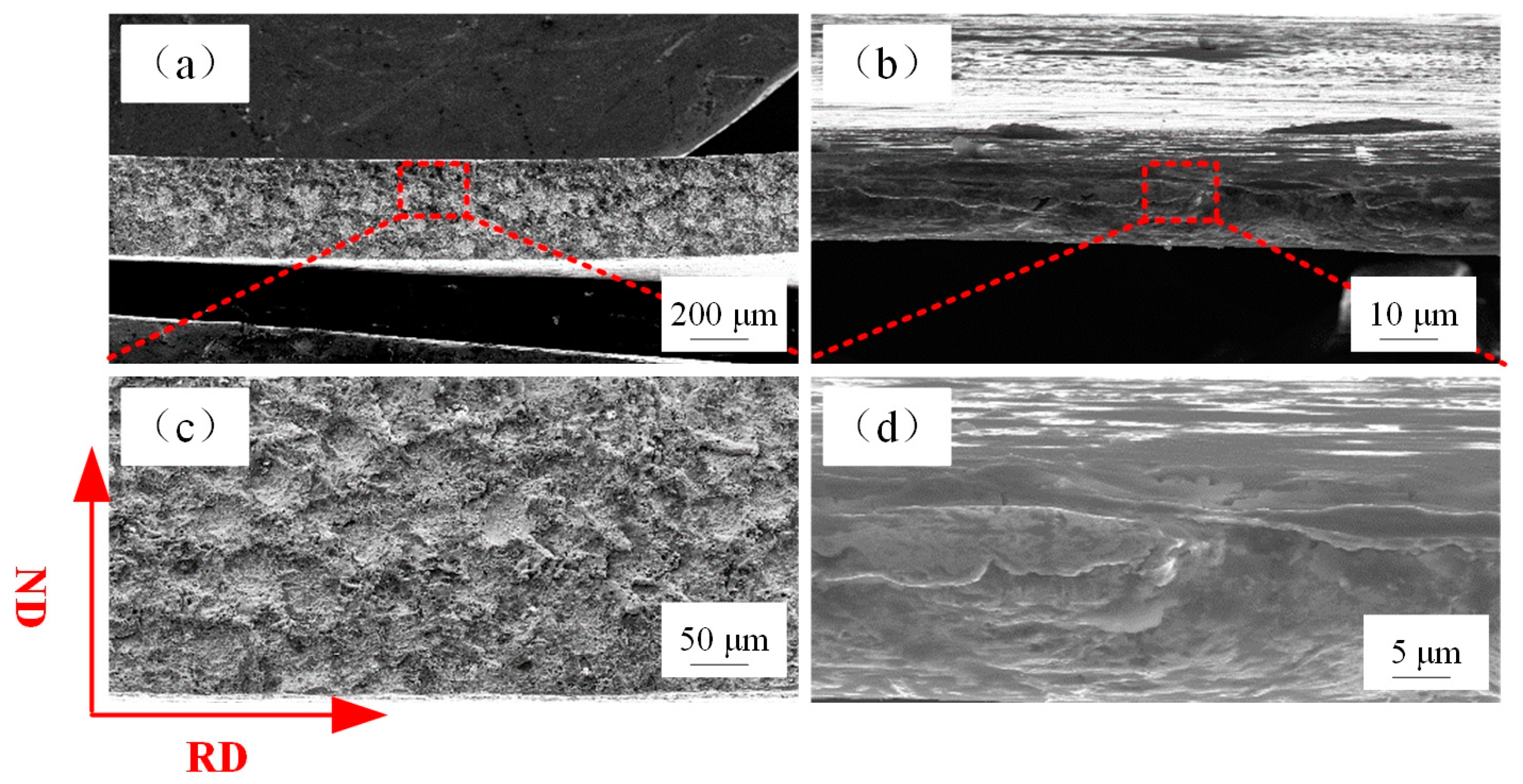
3.2. Fracture Surface
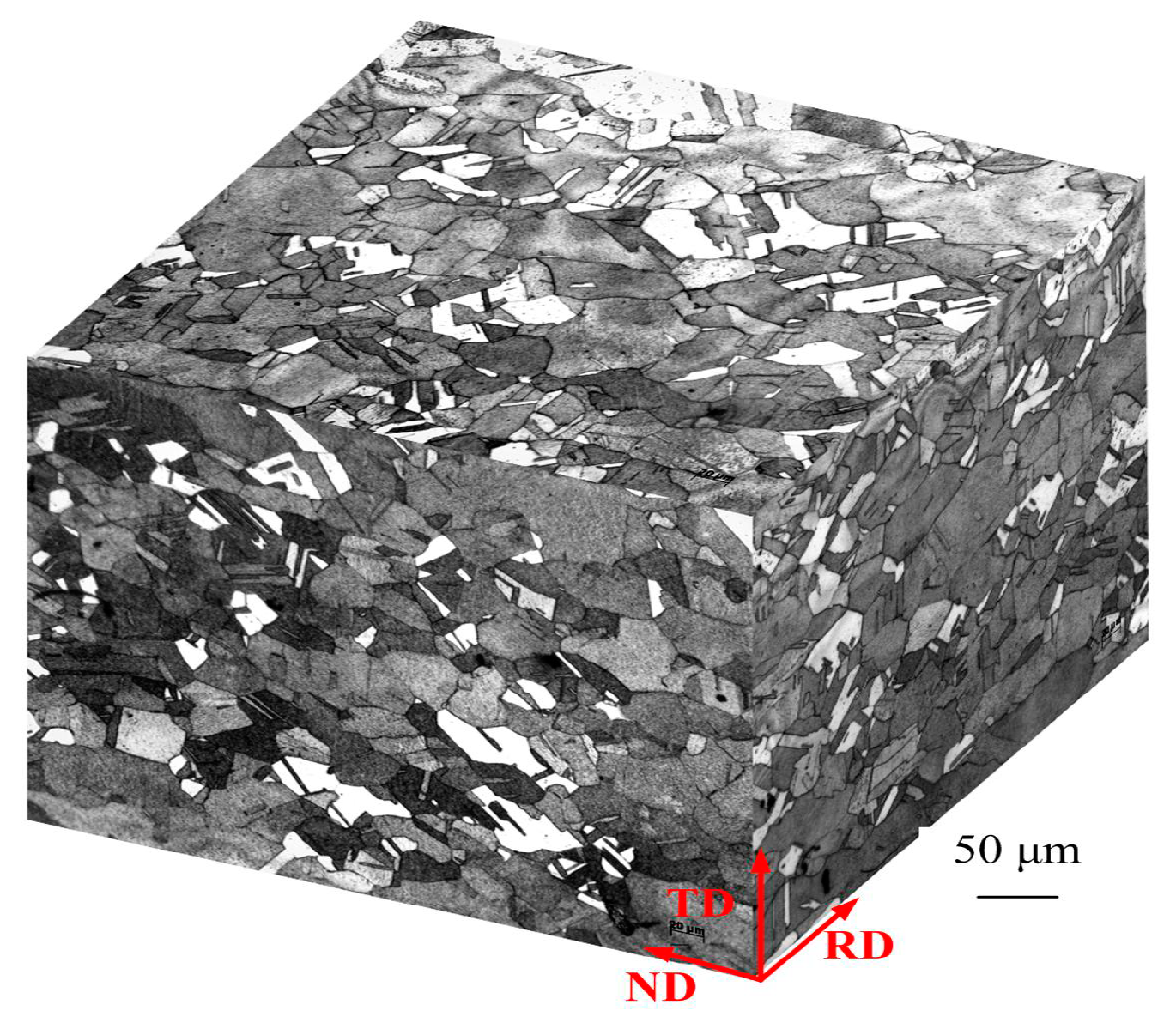
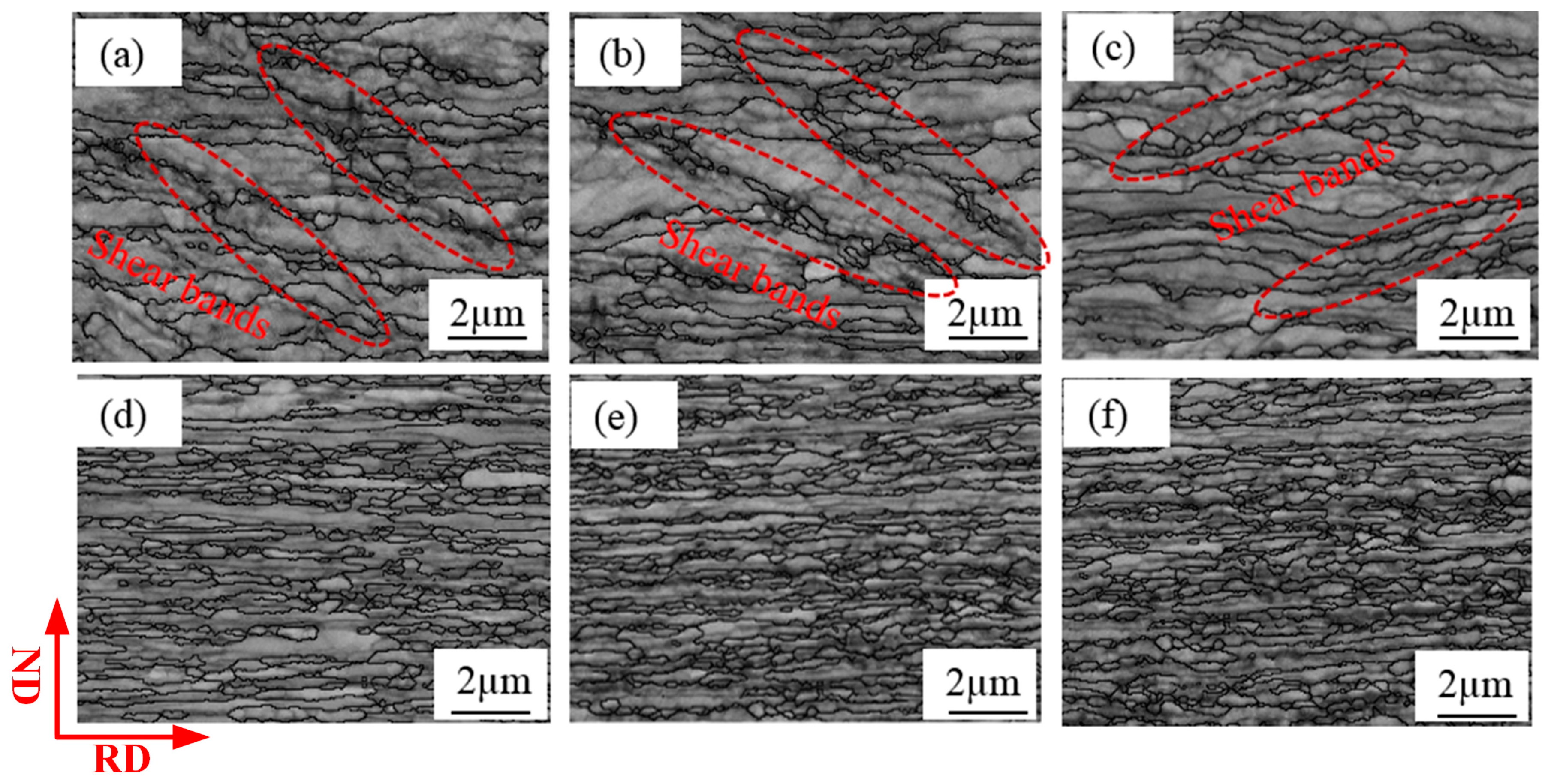
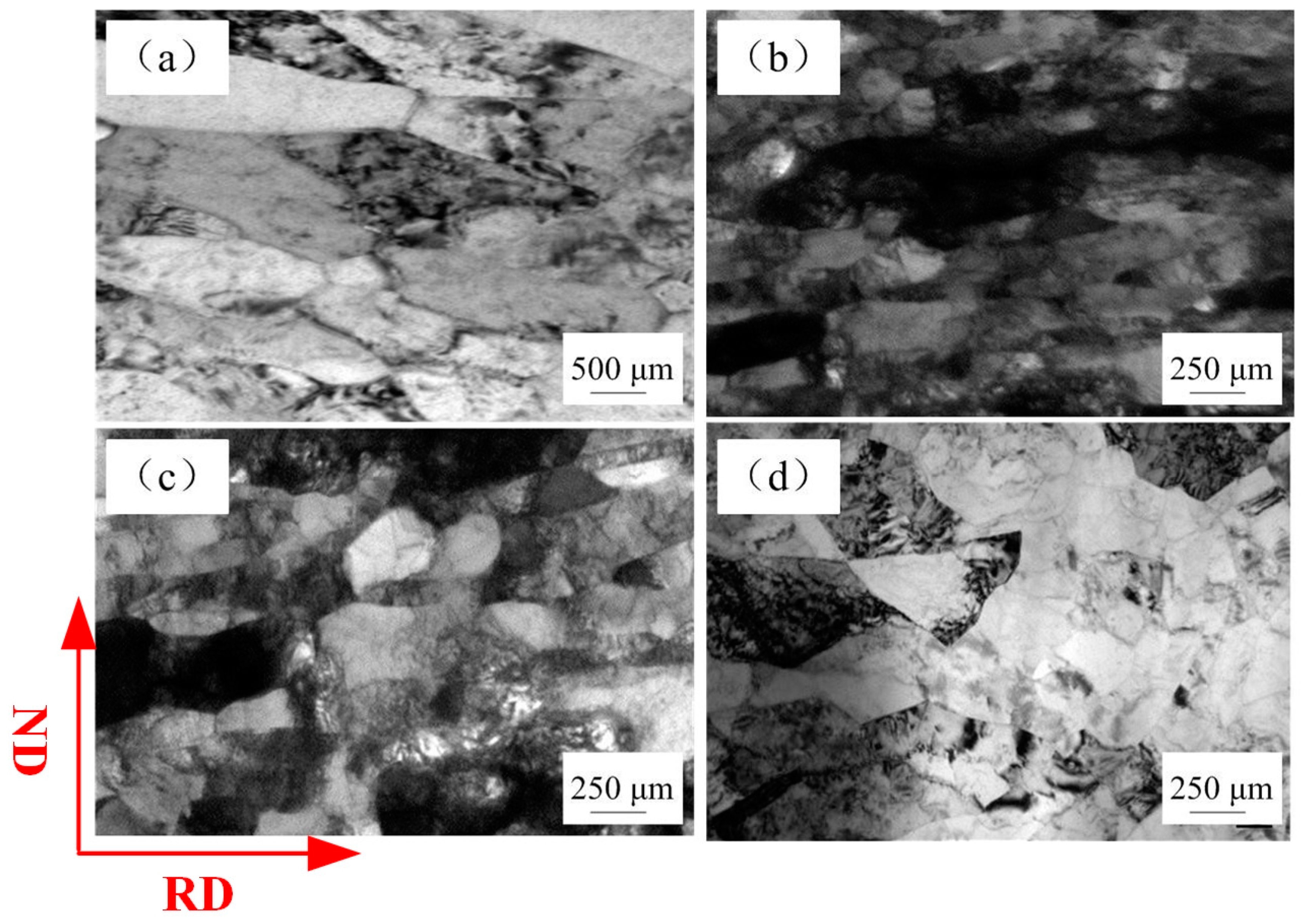
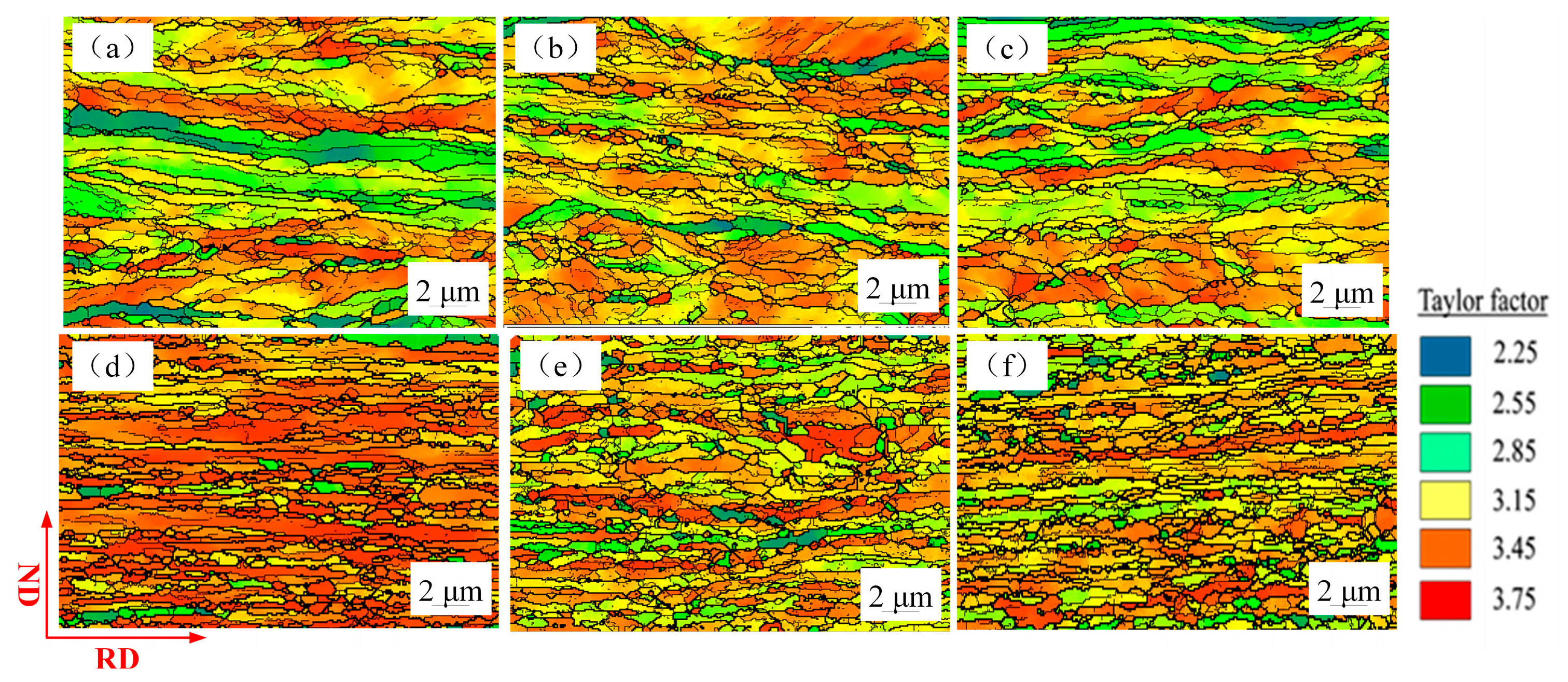
3.3. Microstructure
4. Discussion
4.1. Dislocation Density
4.2. Interfacial Energy
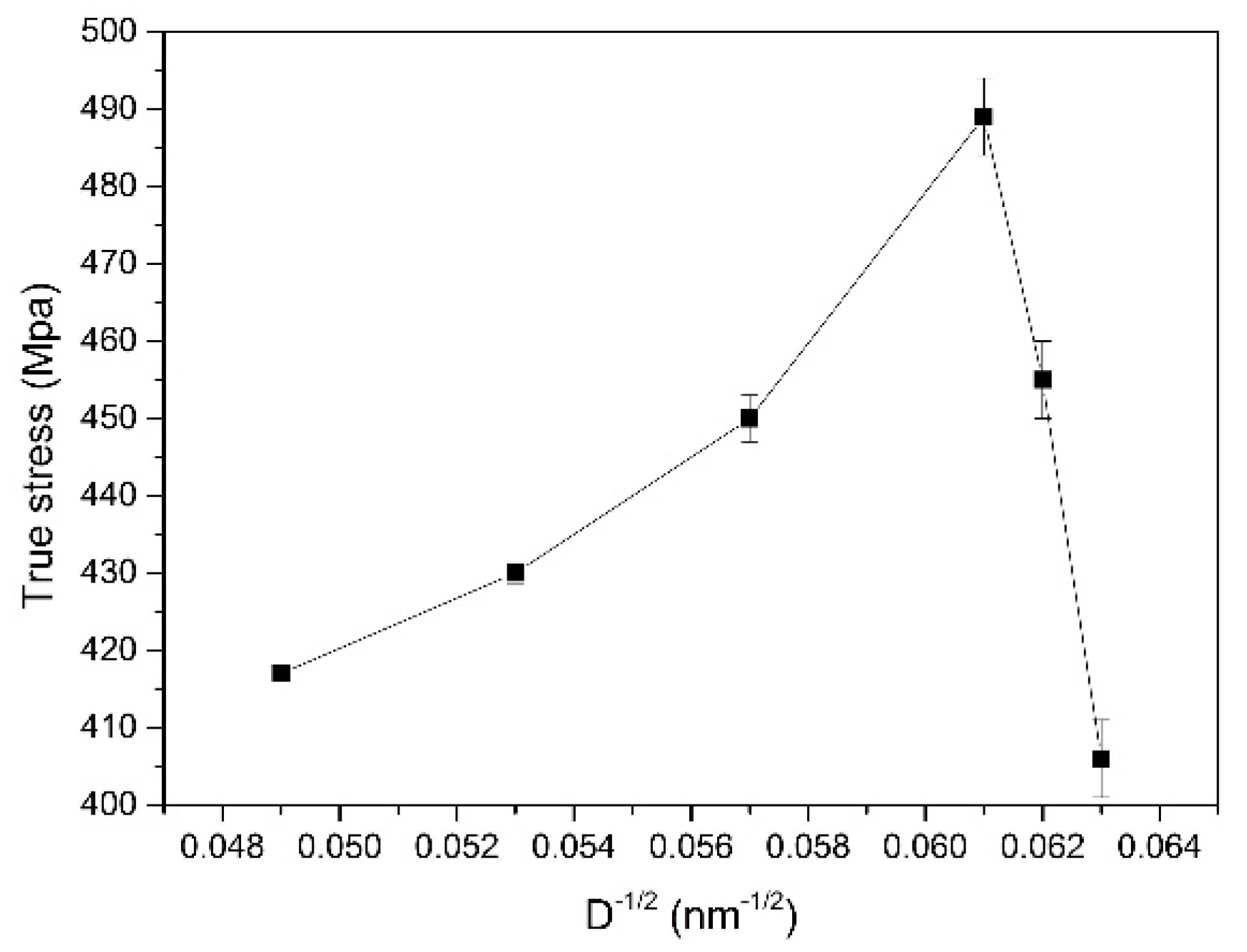
4.3. Hall-Petch relationship
5. Conclusions
- (1)
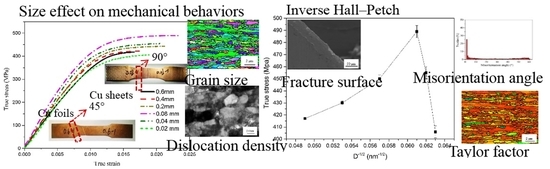
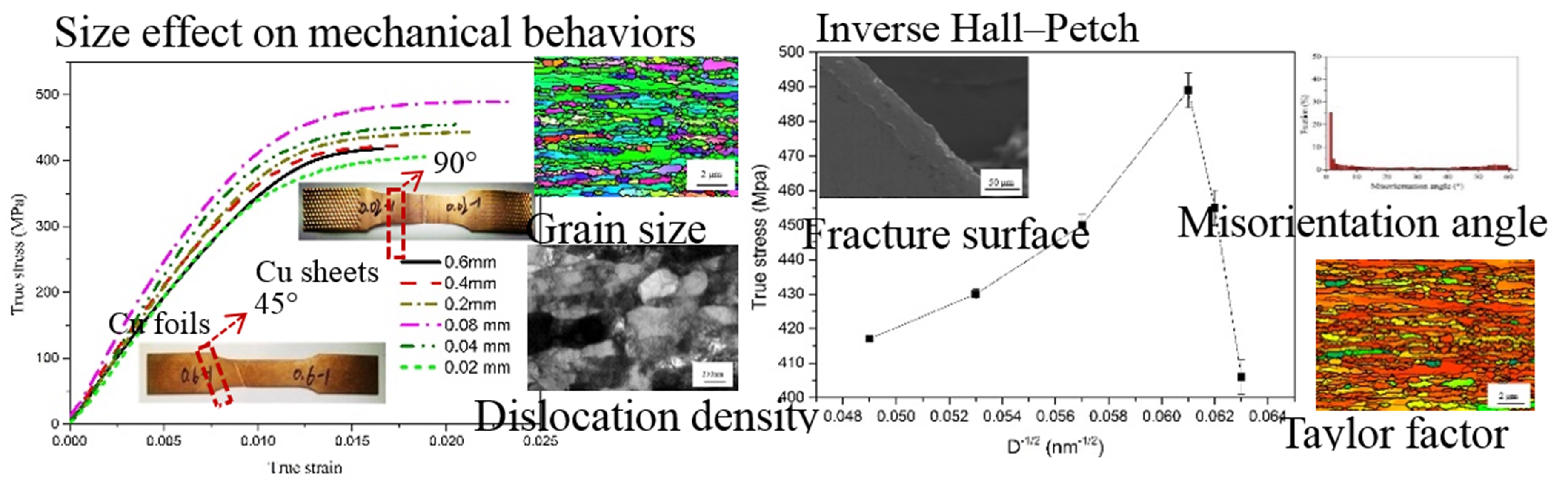
- Apparent softening effect was observed when pure cooper strips were rolled thinner than 80 µm. As the rolling reduction was further increased, the fracture stress decreased from 489 MPa to 406 MPa when the sample thickness reduced from 80 µm to 20 µm, which is different from the traditional phenomenon.
- (2)
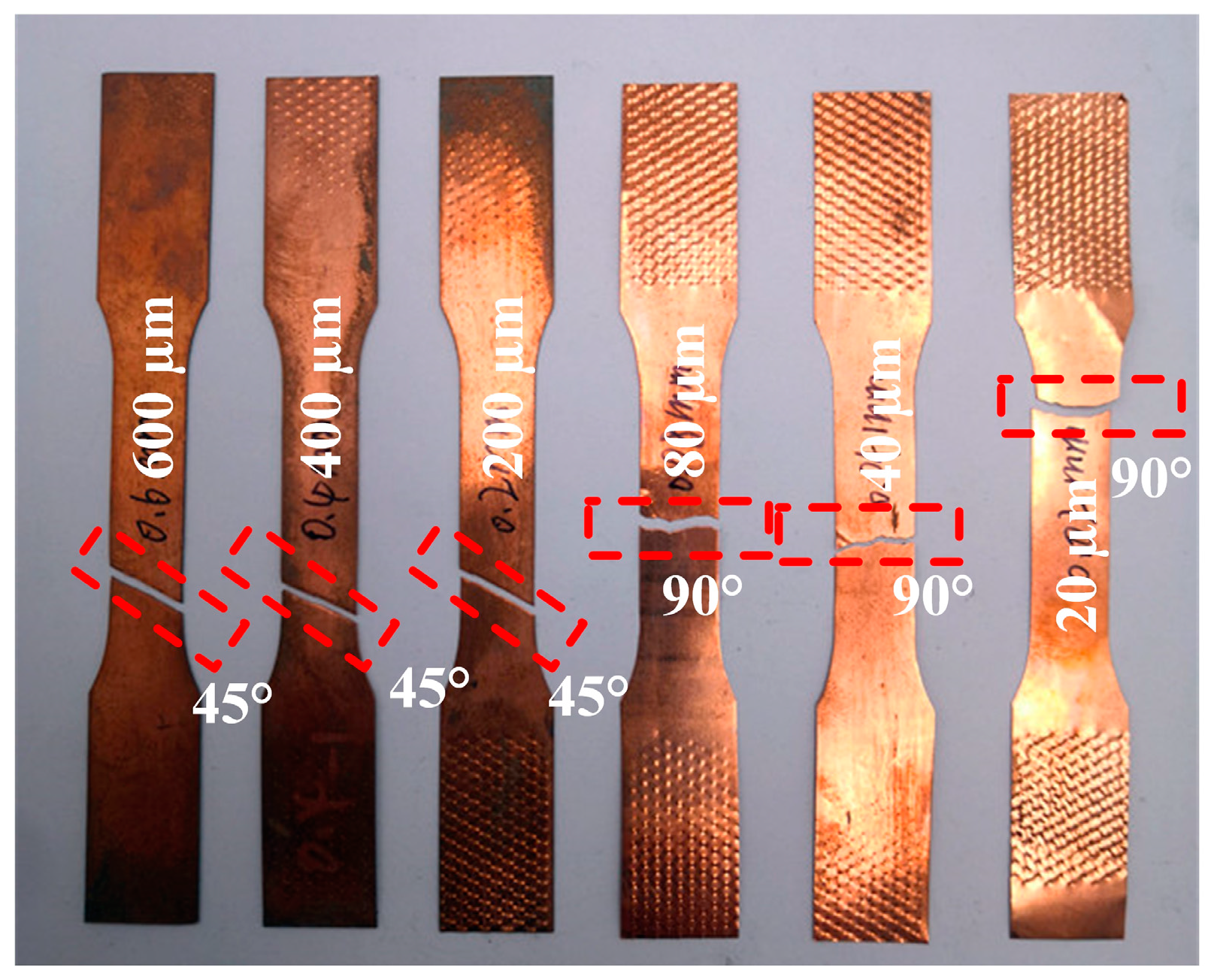
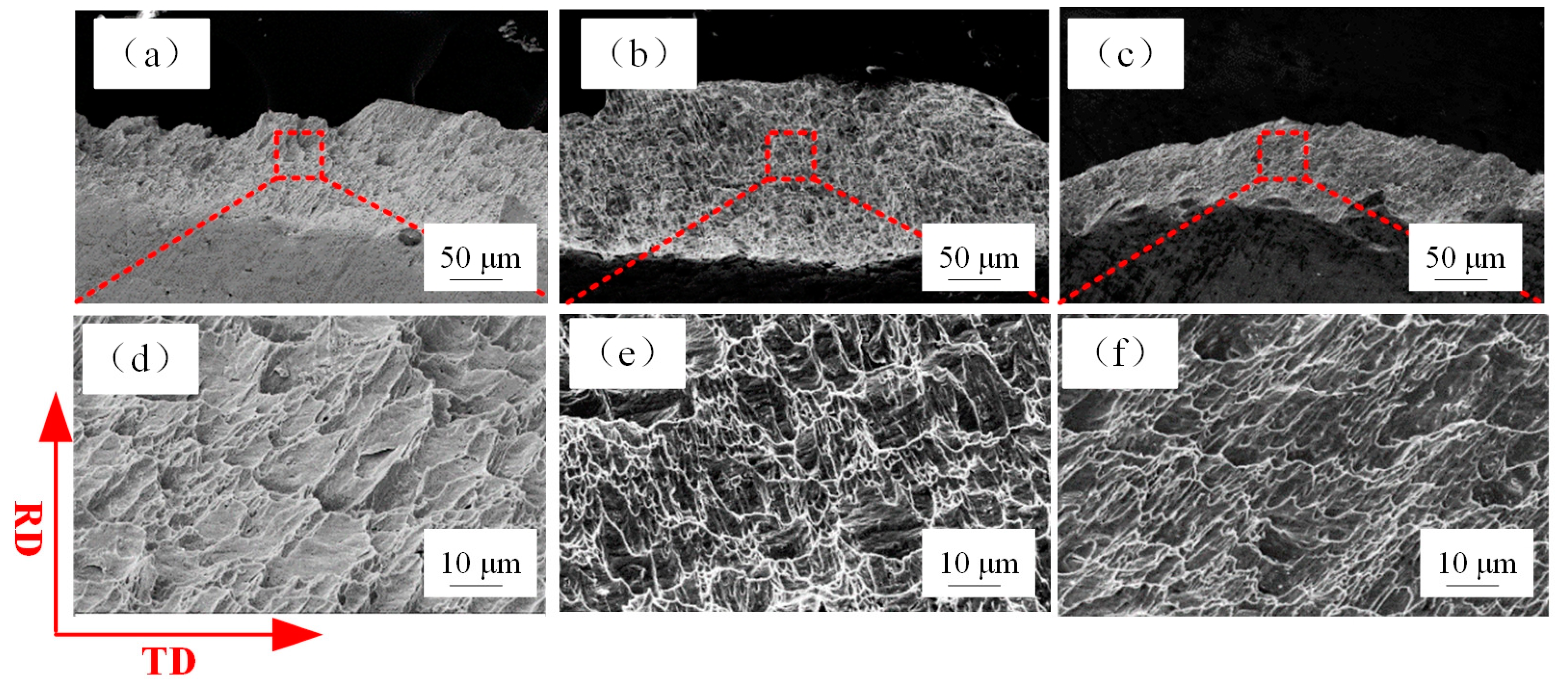
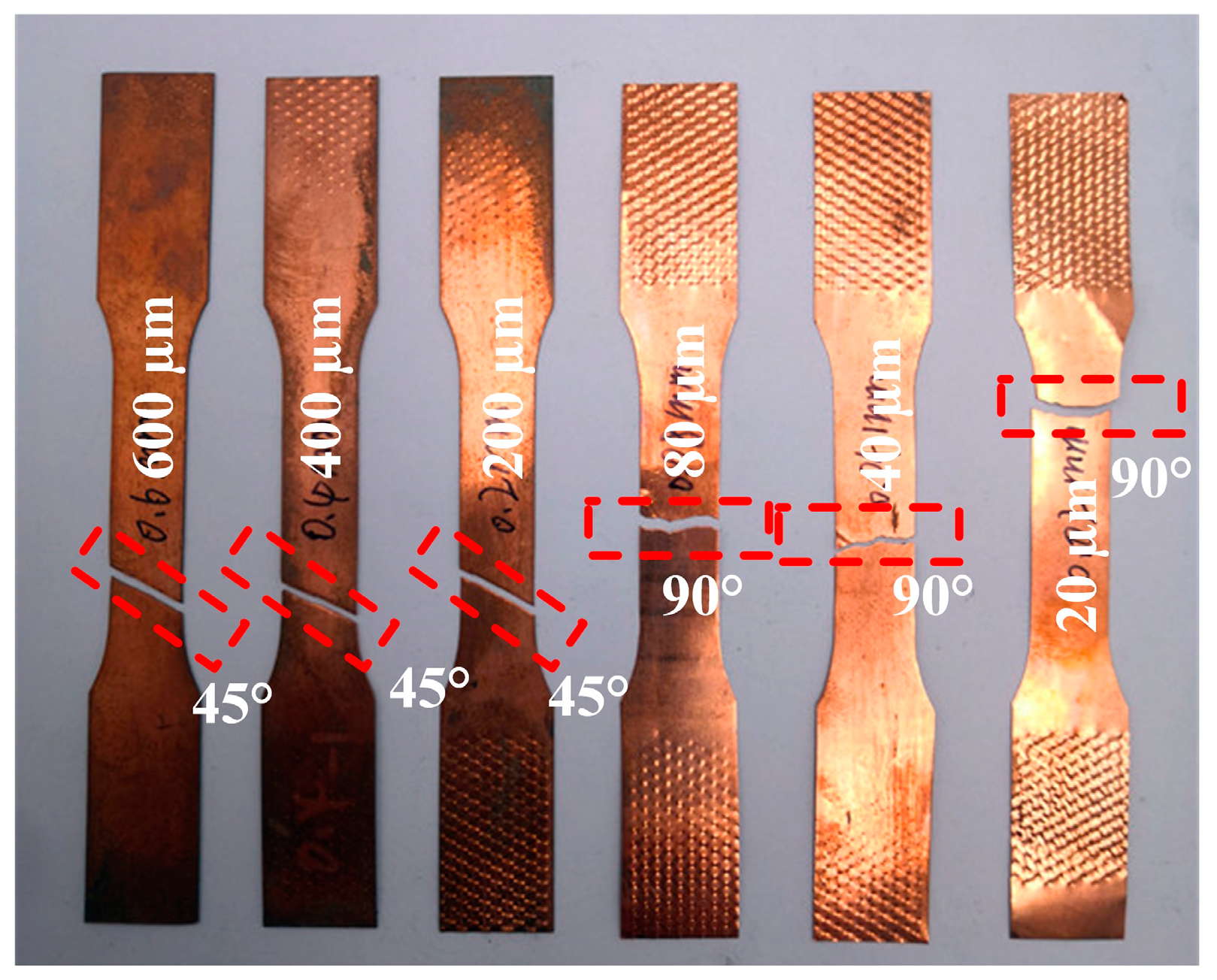
- In the case of uniaxial tension test, the samples with thicknesses of 600 µm, 400 µm, and 200 µm fractured ~45° to the vertical axis. However, the fracture direction was ~90° to the vertical axis when the thickness of pure copper decreased to 80 µm, 40 µm, and 20 µm. The micro-voids on the fracture surface were decreased and the fracture type was transformed from dimple pattern into the typical knife edge rupture with reduction in thickness.
- (3)
- By analyzing the size effect of pure copper, the decreased fracture stress with reduction in thickness is attributed to reduced interfacial energy, which resulted from the decreased interfacial excess volume and surface weakening effect. The dislocations of adjacent grains annihilate each other at the grain boundary when the thickness is less than 80 µm contributing to the release of cumulative distortion energy and tendency of softening effect. Furthermore, the influence of misorientation angle and Taylor factor also had a significant impact on the deformation behavior of pure copper strips at lower thicknesses.
- (4)
- Modified Hall-Petch relation considering the distribution of misorientation angle and Taylor factor was established, which can be used to better clarify the relationship between the flow stress and grain size of deformed pure copper strips.
Author Contributions
Funding
Conflicts of Interest
References
- Razali, A.R.; Qin, Y. A Review on Micro-manufacturing, Micro-forming and their Key Issues. Procedia Eng. 2013, 53, 665–672. [Google Scholar] [CrossRef] [Green Version]
- Yi, G.; Cai, F.; Peng, W. Experimental analysis of pinholes on electrolytic copper foil and their prevention. Eng. Fail. Anal. 2012, 23, 76–81. [Google Scholar] [CrossRef]
- Tomioka, Y.; Yuki, N. Bend stiffness of copper and copper alloy foils. J. Mater. Process. Technol. 2004, 146, 228–233. [Google Scholar] [CrossRef]
- Chan, W.L.; Fu, M.W.; Lu, J. The size effect on micro deformation behaviour in micro-scale plastic deformation. Mater. Des. 2011, 32, 198–206. [Google Scholar] [CrossRef]
- Deng, J.H.; Fu, M.W.; Chan, W.L. Size effect on material surface deformation behavior in micro-forming process. Mater. Sci. Eng. A 2011, 528, 4799–4806. [Google Scholar] [CrossRef]
- Chan, W.L.; Fu, M.W.; Lu, J. Modeling of grain size effect on micro deformation behavior in micro-forming of pure copper. Mater. Sci. Eng. A 2010, 527, 6638–6648. [Google Scholar] [CrossRef]
- Dehm, G.; Jaya, B.N.; Raghavan, R. Overview on micro- and nanomechanical testing: New insights in interface plasticity and fracture at small length scales. Acta Mater. 2018, 142, 248–282. [Google Scholar] [CrossRef]
- Sinclair, C.W.; Poole, W.J.; Bréchet, Y. A model for the grain size dependent work hardening of copper. Scr. Mater. 2006, 55, 739–742. [Google Scholar] [CrossRef]
- Chen, C.H.; Lee, R.S.; Gau, J.T. Size effect and forming-limit strain prediction for microscale sheet metal forming of stainless steel 304. J. Strain Anal. Eng. Des. 2010, 45, 283–299. [Google Scholar] [CrossRef]
- Fan, Z. The grain size dependence of ductile fracture toughness of polycrystalline metals and alloys. Mater. Sci. Eng. A 1995, 191, 73–83. [Google Scholar] [CrossRef]
- Kals, T.A.; Eckstein, R. Miniaturization in sheet metal working. J. Mater. Process. Technol. 2000, 103, 95–101. [Google Scholar] [CrossRef]
- Molotnikov, A.; Lapovok, R.; Davies, C.H.J. Size effect on the tensile strength of fine-grained copper. Scr. Mater. 2008, 59, 1182–1185. [Google Scholar] [CrossRef]
- Molotnikov, A.; Lapovok, R.; Gu, C.F. Size effects in micro cup drawing. Mater. Sci. Eng. A 2012, 550, 312–319. [Google Scholar] [CrossRef]
- Furushima, T. Fracture prediction in micro sheet forming using ductile fracture criterion. Steel Res. Int. Spec. Ed. 2012, Special Edition, 1183–1186. [Google Scholar]
- Hansen, N. Hall-Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Wang, C.; Wang, C.; Guo, B. Size effect on flow stress in uniaxial compression of pure nickel cylinders with a few grains across thickness. Mater. Lett. 2013, 106, 294–296. [Google Scholar] [CrossRef]
- Rabsch, W.; Tkacik, J.; Lindemann, W. Modeling of the Size Effects on the Behavior of Metals in Microscale Deformation Processes. J. Manuf. Sci. Eng. 2007, 129, 470–476. [Google Scholar]
- Song, H.W.; Guo, S.R.; Hu, Z.Q. A coherent polycrystal model for the inverse Hall-Petch relation in nanocrystalline materials. Nanostruct. Mater. 1999, 11, 203–210. [Google Scholar] [CrossRef]
- Yu, Q.b.; Liu, X.h.; Tang, D.l. Extreme Extensibility of Copper Foil under Compound Forming Conditions. Sci. Rep. 2013, 3, 3556. [Google Scholar] [CrossRef] [Green Version]
- Eliash, T.; Kazakevich, M.; Semenov, V.N. Nanohardness of molybdenum in the vicinity of grain boundaries and triple junctions. Acta Mater. 2008, 56, 5640–5652. [Google Scholar] [CrossRef]
- Lu, J.Z.; Wu, L.J.; Sun, G.F. Microstructural response and grain refinement mechanism of commercially pure titanium subjected to multiple laser shock peening impacts. Acta Mater. 2017, 127, 252–266. [Google Scholar] [CrossRef]
- Song, M.; Liu, X.; Liu, L. Size Effect on Mechanical Properties and Texture of Pure Copper Foil by Cold Rolling. Materials 2017, 10, 538. [Google Scholar] [CrossRef] [PubMed]
- Shen, Z.; Wagoner, R.H.; Clark, W.A.T. Dislocation and grain boundary interactions in metals. Acta Metall. 1988, 36, 3231–3242. [Google Scholar] [CrossRef]
- Fu, M.W.; Chan, W.L. Geometry and grain size effects on the fracture behavior of sheet metal in micro-scale plastic deformation. Mater. Des. 2011, 32, 4738–4746. [Google Scholar] [CrossRef]
- Soifer, Y.M.; Verdyan, A.; Kazakevich, M. Nanohardness of copper in the vicinity of grain boundaries. Scr. Mater. 2002, 47, 799–804. [Google Scholar] [CrossRef]
- Lu, K.; Sui, M.L. An explanation to the abnormal Hall-Petch relation in nanocrystalline materials. Scr. Metall. Mater. 1993, 28, 1465–1670. [Google Scholar] [CrossRef]
- Fan, H.; Li, Z.H.; Huang, M. Thickness effects in polycrystalline thin films: Surface constraint versus interior constraint. Int. J. Solids Struct. 2011, 48, 1754–1766. [Google Scholar] [CrossRef] [Green Version]
- Tichy, J. A Surface Layer Model for Thin Film Lubrication. Tribol. Trans. 1995, 38, 577–582. [Google Scholar] [CrossRef]
- Miyazaki, S.; Shibata, K.; Fujita, H. Effect of specimen thickness on mechanical properties of polycrystalline aggregates with various grain sizes. Acta Metall. 1979, 27, 855–862. [Google Scholar] [CrossRef]
- Nieh, T.G.; Wadsworth, J. Hall-petch relation in nanocrystalline solids. Scr. Metall. Mater. 1991, 25, 955–958. [Google Scholar] [CrossRef]
- Quek, S.S.; Chooi, Z.H.; Wu, Z. The inverse Hall-Petch relation in nanocrystalline metals: A discrete dislocation dynamics analysis. J. Mech. Phys. Solids 2016, 88, 252–266. [Google Scholar] [CrossRef]
- Ono, N.; Nowak, R.; Miura, S. Effect of deformation temperature on Hall-Petch relationship registered for polycrystalline magnesium. Mater. Lett. 2004, 58, 39–43. [Google Scholar] [CrossRef]
- Taylor, G.I. Plastic strain in metals. J. Inst. Met. 1938, 62, 307–342. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Ag | Fe | Sb | Pb | As | S | Bi |
|---|---|---|---|---|---|---|---|
| 99.40 | 0.5 | 0.005 | 0.002 | 0.005 | 0.002 | 0.005 | 0.001 |
| Thickness (µm) | 600 | 400 | 200 | 80 | 40 | 20 |
|---|---|---|---|---|---|---|
| Grain size (nm) | ~420 | ~356 | ~310 | ~273 | ~258 | ~250 |
| Fraction of HAGBs (%) | 55.8 | 59.1 | 62.4 | 73 | 72.7 | 72.9 |
| Fraction of LAGBs (%) | 44.2 | 40.9 | 37.6 | 27 | 27.3 | 27.1 |
| (°) | 5.4 | 5.8 | 6.1 | 6.9 | 6 | 5.7 |
| Taylor factor | 3.13 | 3.18 | 3.2 | 3.48 | 3.28 | 3.16 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, J.; Hu, X.; Liu, X. Softening Effect on Fracture Stress of Pure Copper Processed by Asynchronous Foil Rolling. Materials 2019, 12, 2319. https://doi.org/10.3390/ma12142319
Chen J, Hu X, Liu X. Softening Effect on Fracture Stress of Pure Copper Processed by Asynchronous Foil Rolling. Materials. 2019; 12(14):2319. https://doi.org/10.3390/ma12142319
Chicago/Turabian StyleChen, Jingqi, Xianlei Hu, and Xianghua Liu. 2019. "Softening Effect on Fracture Stress of Pure Copper Processed by Asynchronous Foil Rolling" Materials 12, no. 14: 2319. https://doi.org/10.3390/ma12142319
APA StyleChen, J., Hu, X., & Liu, X. (2019). Softening Effect on Fracture Stress of Pure Copper Processed by Asynchronous Foil Rolling. Materials, 12(14), 2319. https://doi.org/10.3390/ma12142319