2.1. Characterization Tests
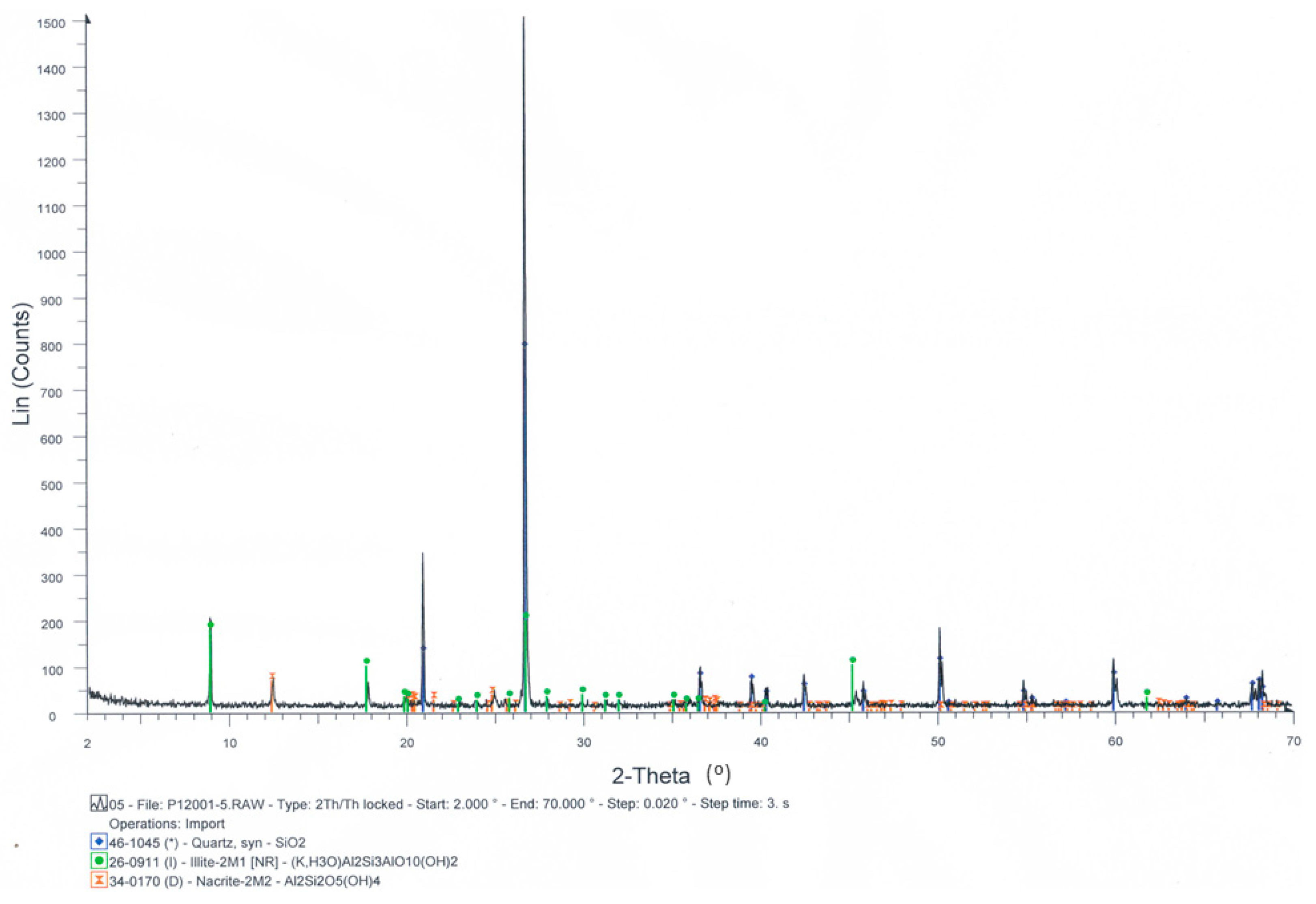
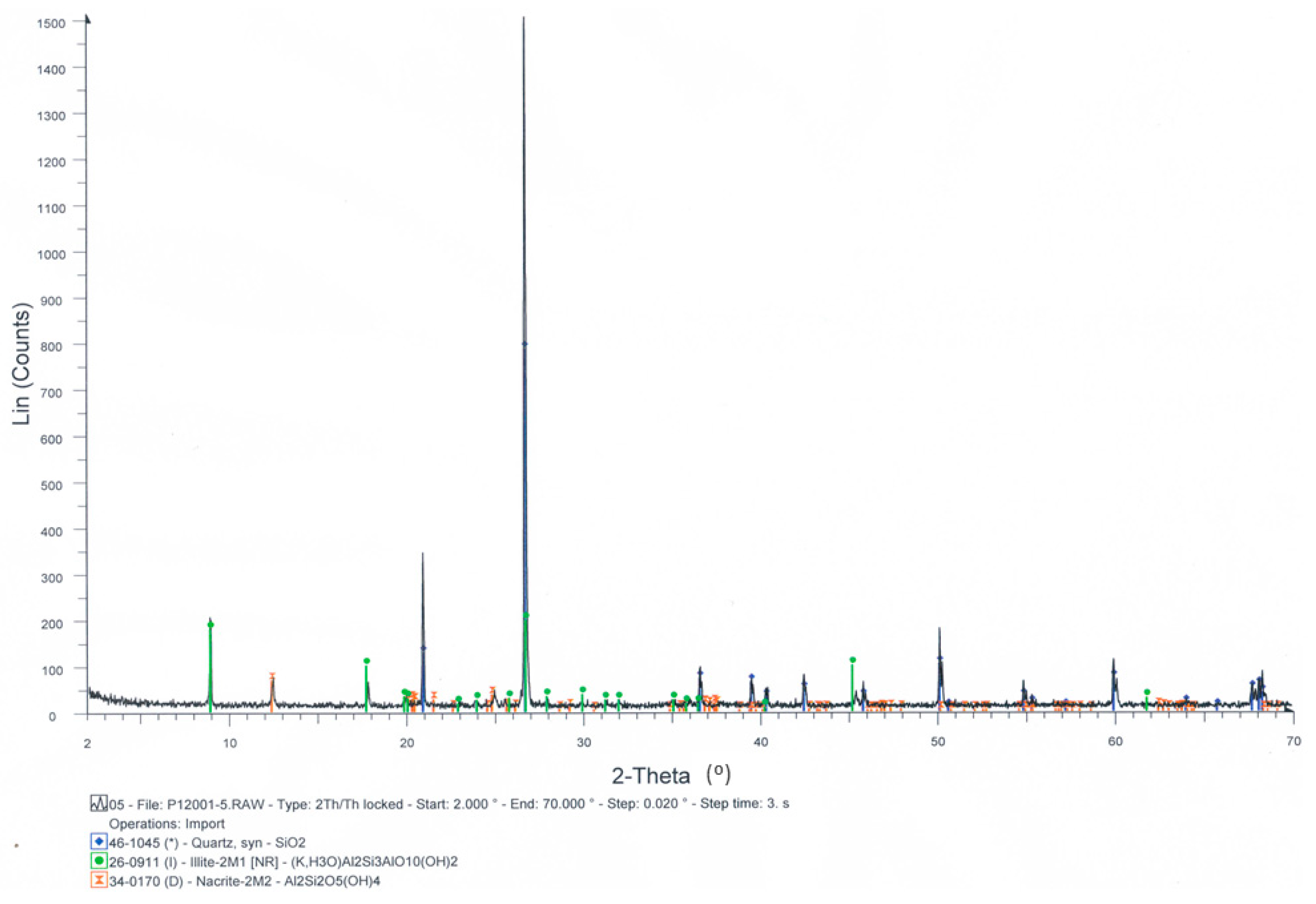
To perform the mineralogical assays, a Bruker XRD model D8 Advance (Billerica, MA, USA) was used. XRF assays were made in a Bruker XRF S-4 Pioneer Advance Billerica, MA, USA), with sample preparation in a Claisse perler, model M-4 (Malvern, Worcestershire, UK). Trace element detection was carried out using inductively coupled plasma atomic emission spectroscopy (ICP-OES), in a Varian Vista-PRO.
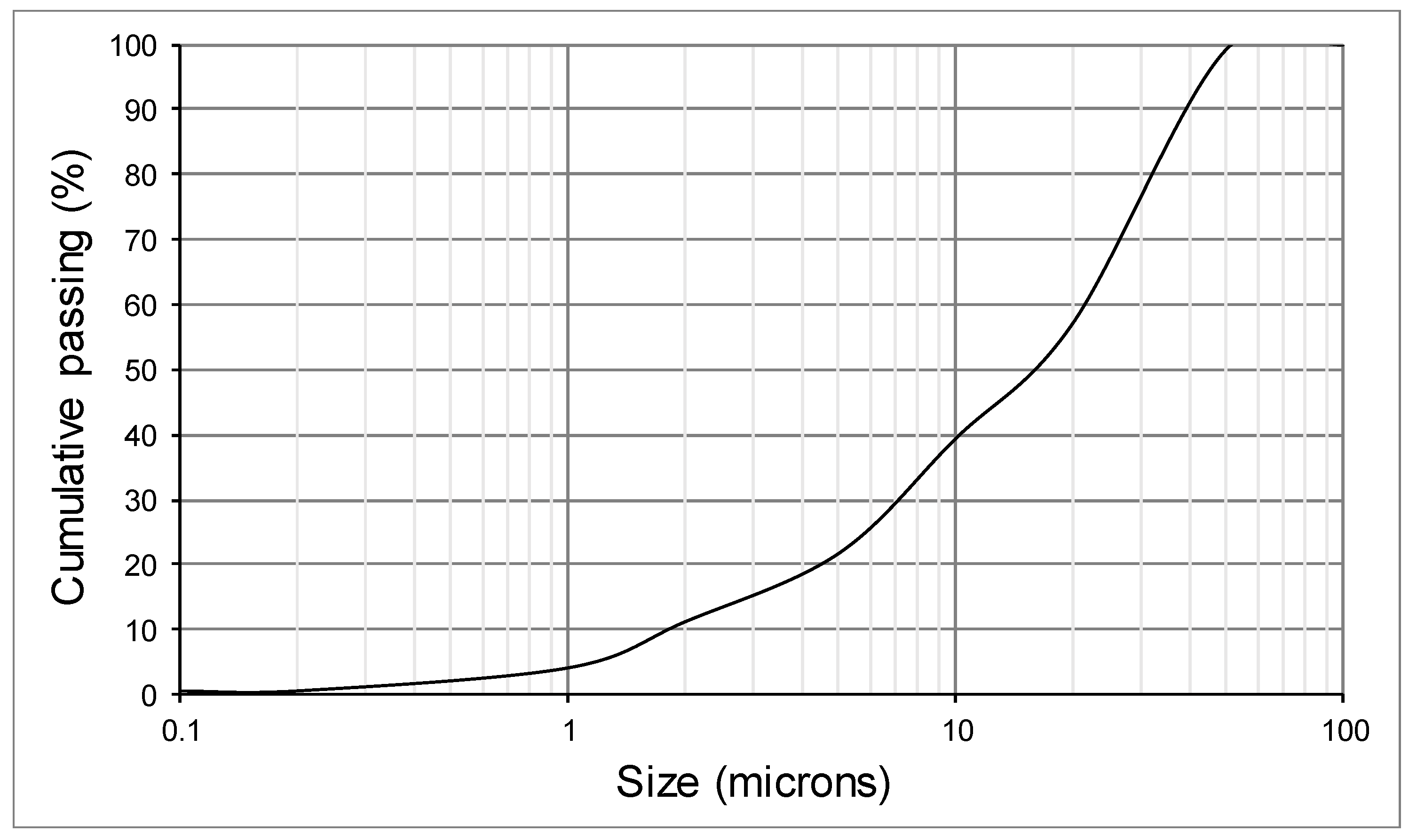
To perform specific gravity measures, a Micromeritics He was used. Particle size distribution tests were performed in a laser diffraction device, a Beckman Coulter LS 13 320 (Brea, CA, USA).
2.2. Separation Tests
Hydrocyclones are classifying devices that can perform an efficient particle size separation to remove clayey particles. Furthermore, hydrocyclones are commonly used in mineral processing plants when there is a need of particle classification under 200 microns. In this study, the hydrocyclone was run in closed circuit using a Mozley C124 test rig that incorporates a bypass line to control the flow-rate/pressure to the hydrocyclone. The vortex finder and spigot sizes were 14.3 and 6.4 mm, respectively.
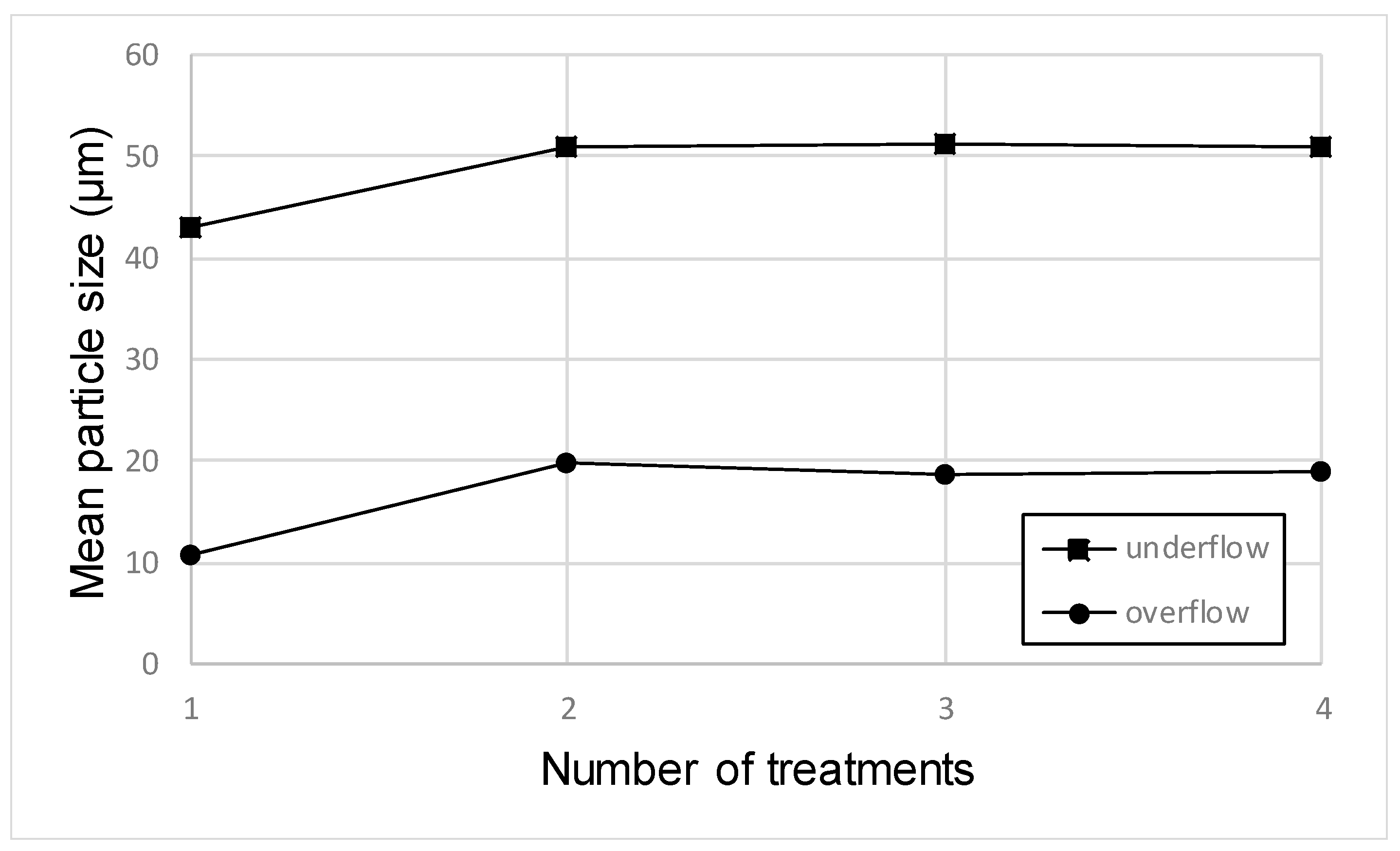
The hydrocyclone feed sample was pulped to about 20% solids, measured using a Marcy gauge. The hydrocyclone operating pressure was adjusted to 7 kPa to obtain a rightly shaped underflow. Then, samples of feed, underflow, and overflow slurry were collected.
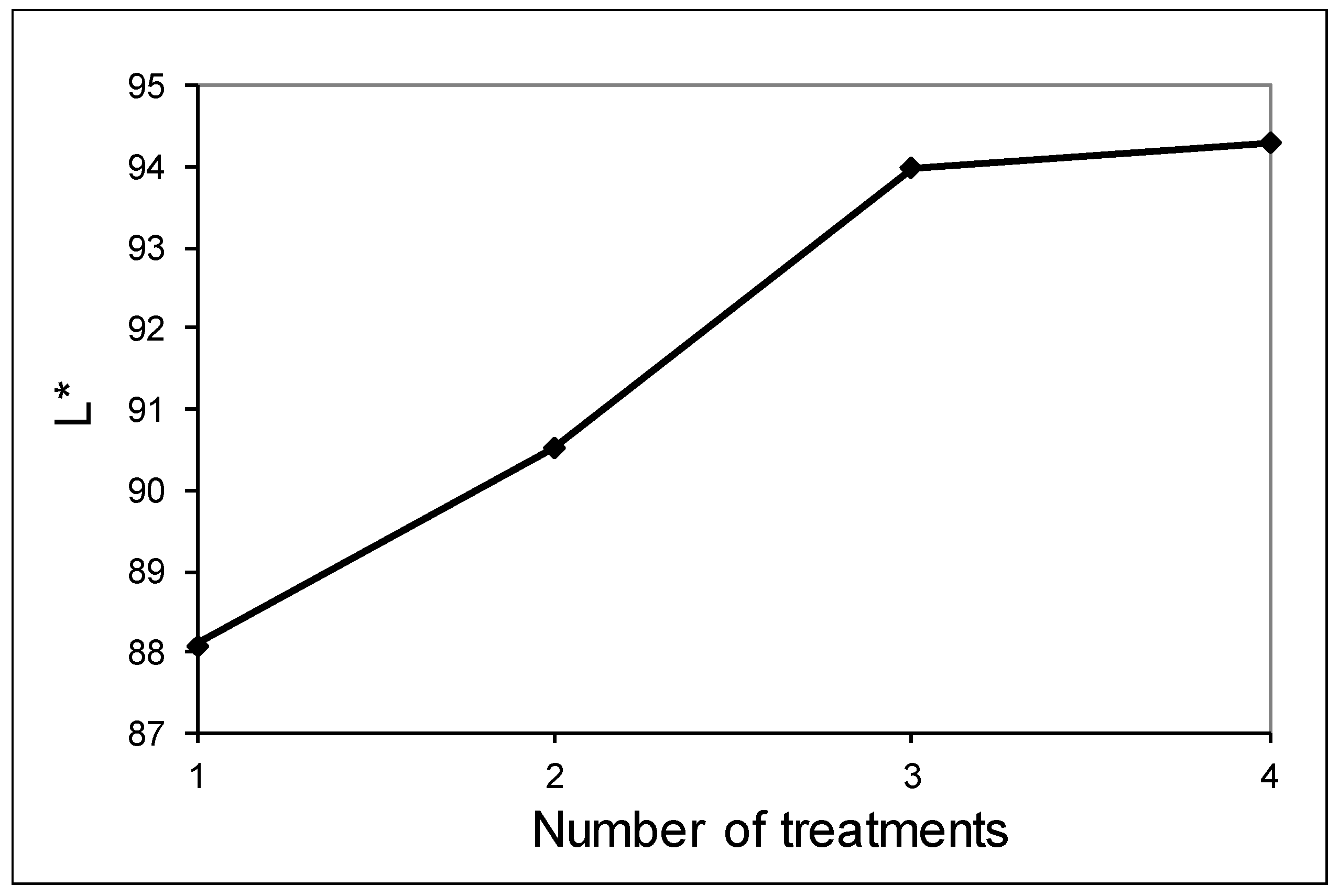
Batch tests were conducted to examine the required number of cleaning stages (treatments) to get the underflow product (coarser particles) as clean as possible of clay contents, thereby increasing the quartz content. The cleaning stages means that the underflow product of a treatment is afterwards used as feed for the following treatment or cleaning stage.
2.3. Application Tests
The use of the recycled product as a secondary mineral raw material in mortars, white cement, and ceramics was studied.
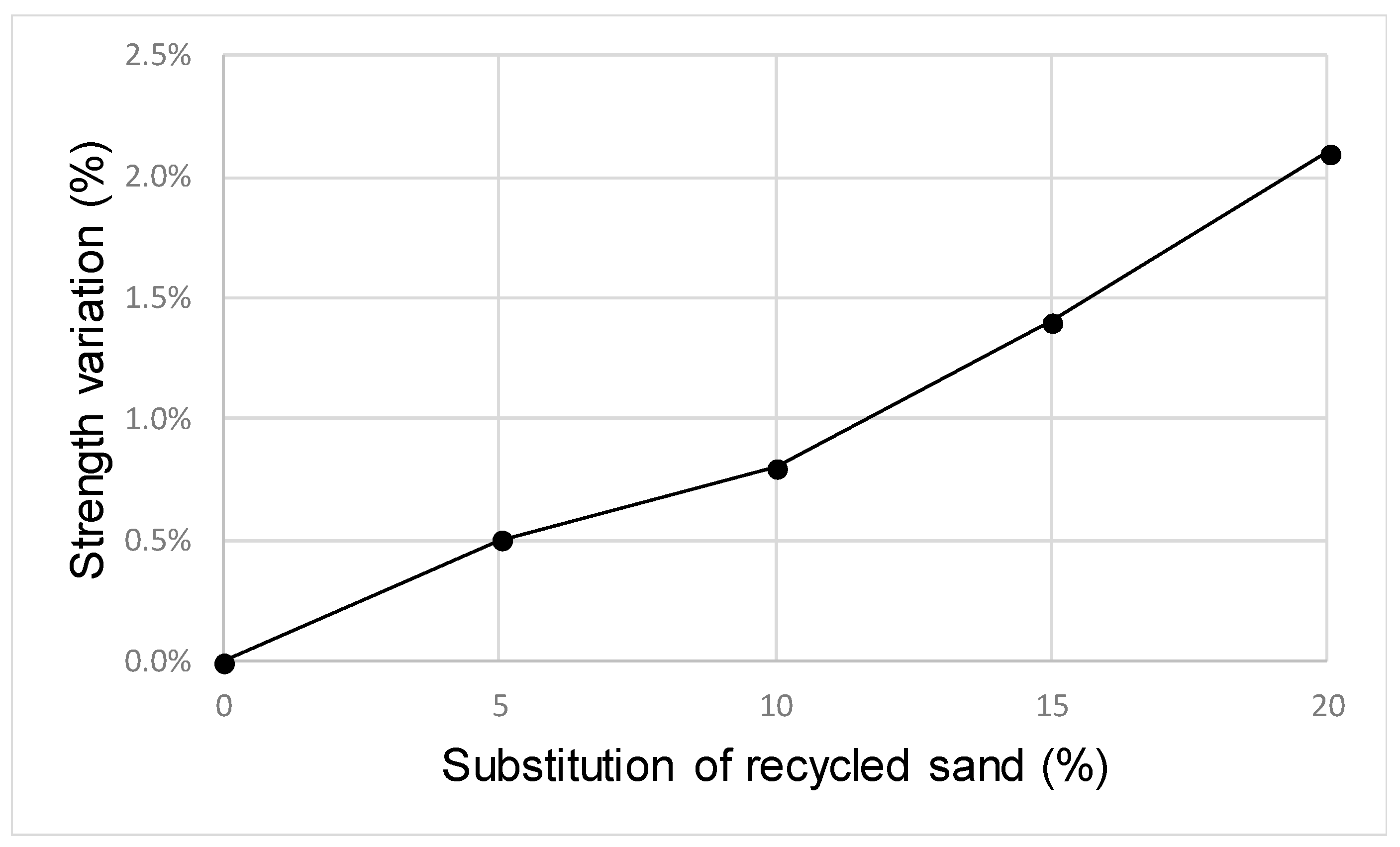
To study the application of the final product in mortars, a reference was established as follows: a series of cast cubes (5 × 5 × 5 cm) were prepared with 75% normalized sand from the Eduardo Torroja Institute (Madrid, Spain) and 25% Portland cement CEM II/B-V 32.5R (Cementos Tudela Veguin, Asturias, Spain), the cement/water ratio being 1:0.5. Once we had prepared the mortar, it rested in the mold for 1 day and afterwards it was introduced in a wet chamber for 28 days. Finally, various groups of three cast cubes were tested in a 250 ton press with rapid breakage. Compression strength tests were carried according to the norm UNE-EN 196-1:2018 (
www.une.org).
Once the reference was established, the process was repeated, replacing the sand to different degrees with the recycled product.
Table 1 lists the weights used in each case.
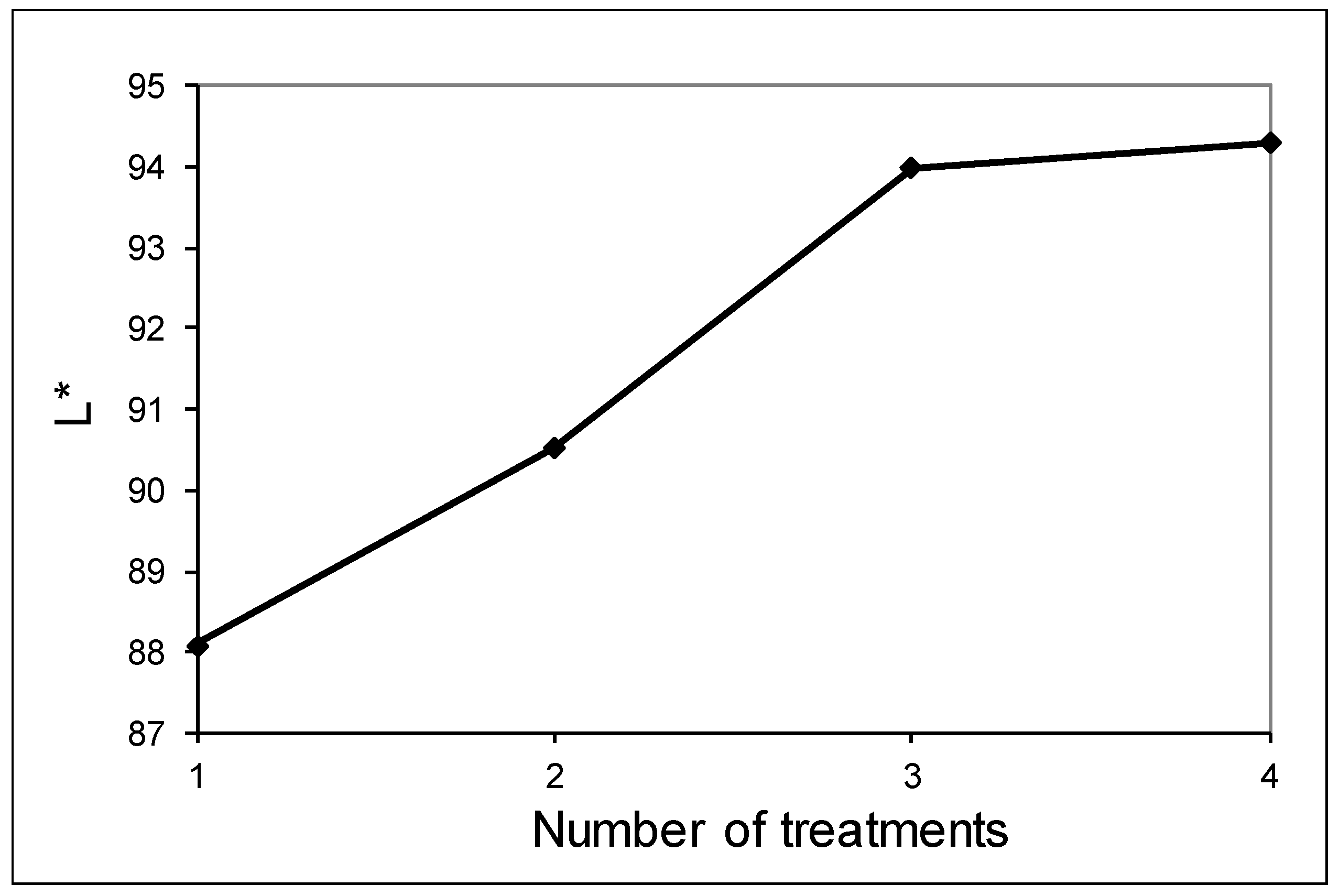
To test the ability of application in white cement production, in which a major importance parameter is the brightness index, a colorimeter HAC model DR/890 was used to obtain the whiteness index, according to the norm EN ISO 787-16:1995 (
www.une.org).
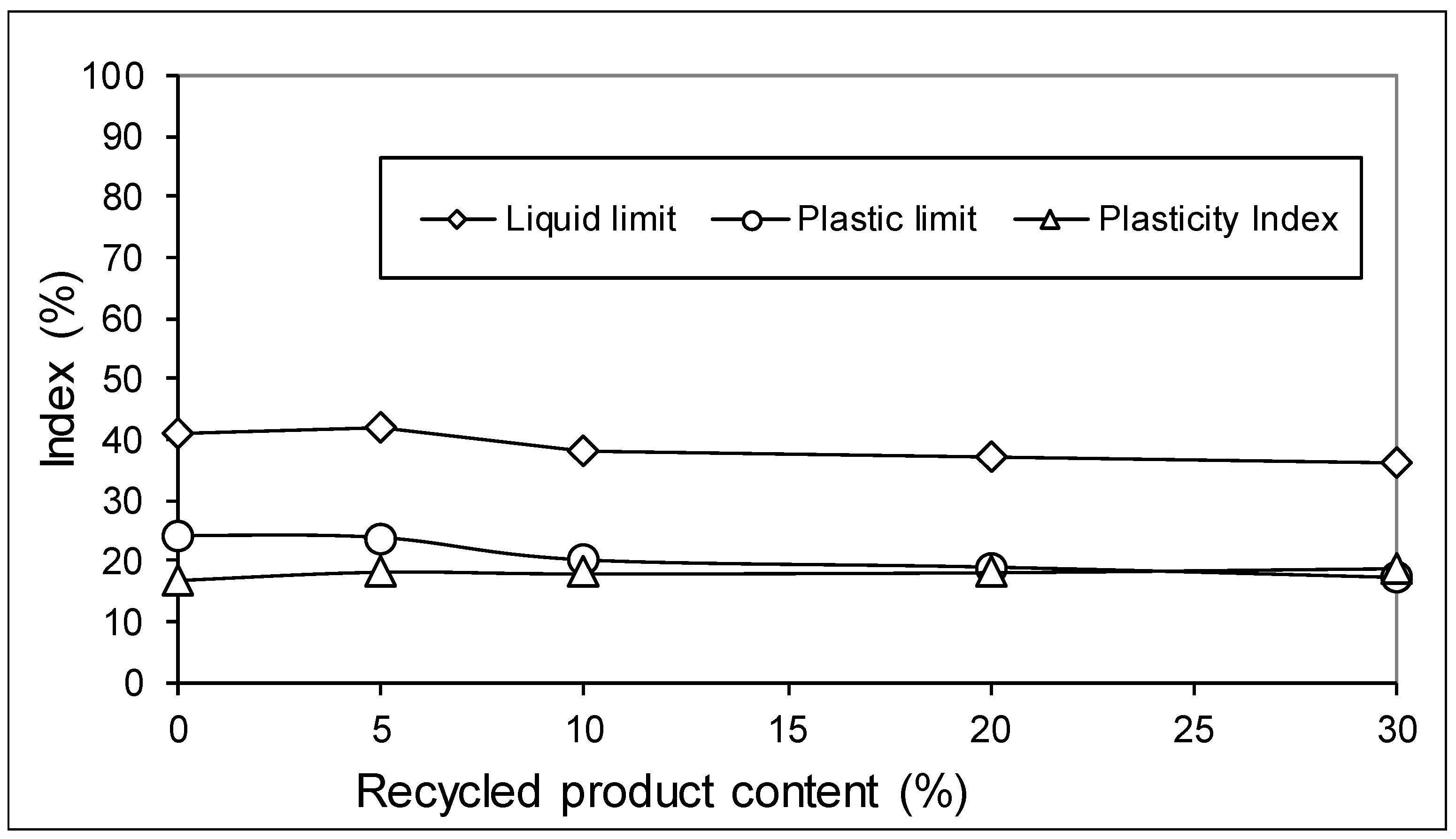
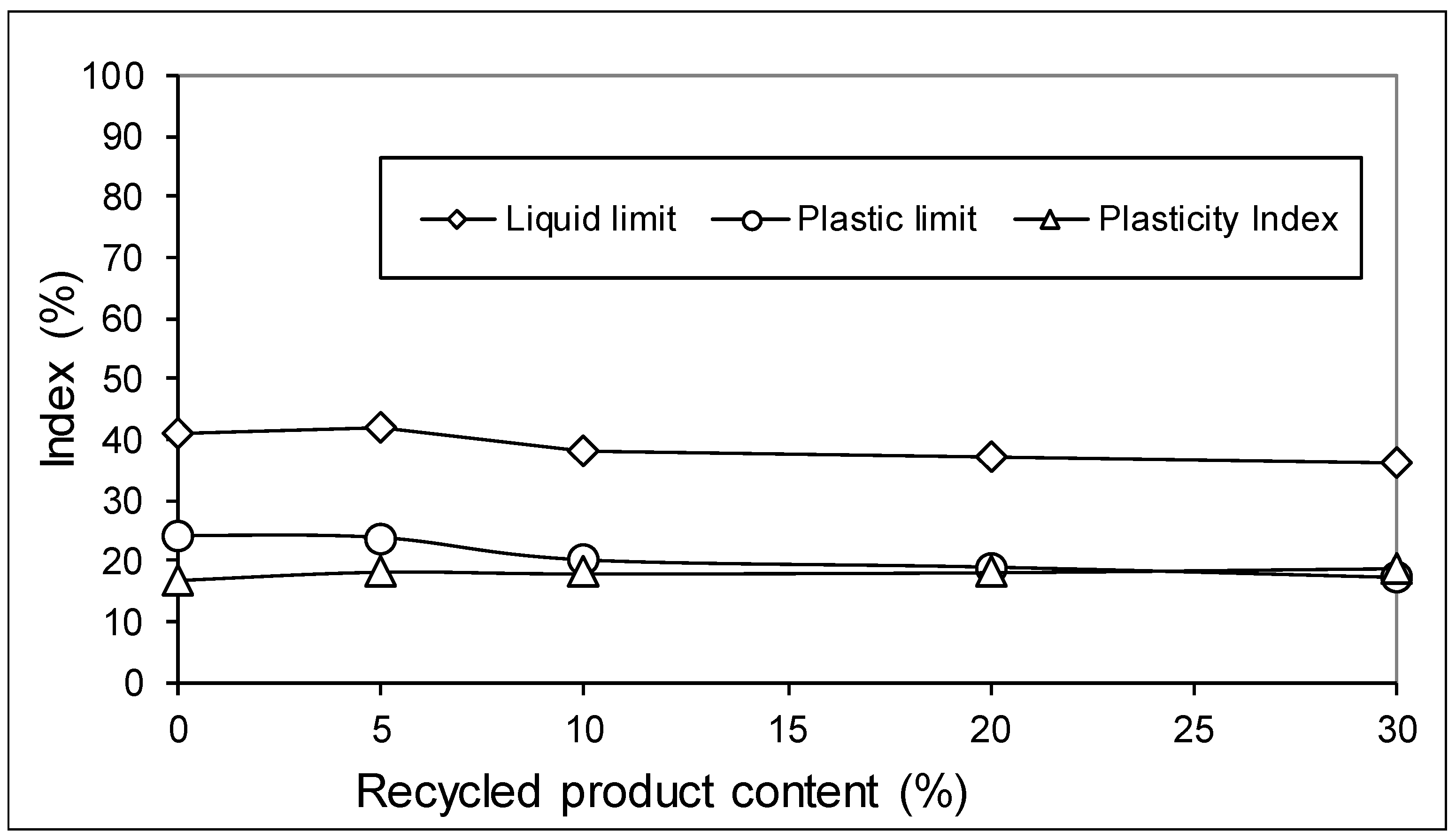
Finally, the use of the recycled product in ceramics was validated through characterization of plastic properties. In this case, the application of the clean product as a raw material in ceramics was studied, with the economy mainly conditioned by transportation costs.
Table 2 shows the specification of quartz sand to be used in some ceramic materials.
It can be envisaged that, in this case, the main problems will come from the Al2O3 and TiO2 contents. The alumina content can be reduced because it is associated with clayey components, but this cannot be said in the case of titanium oxide. This oxide can be undesirable because it enhances the color of other oxides in the kiln (Fe, Cr, Mn, Co, Ni, Cu); therefore, an additional cleaning processes (froth flotation, leaching) will probably be necessary.
To carry out the study in ceramic mixtures, a basis clay material was selected with the composition shown in
Table 3. Mixtures at different compositions were prepared to study the liquid limit, plastic limit, and plasticity index, following the norm ISO 17892-12:2018 (
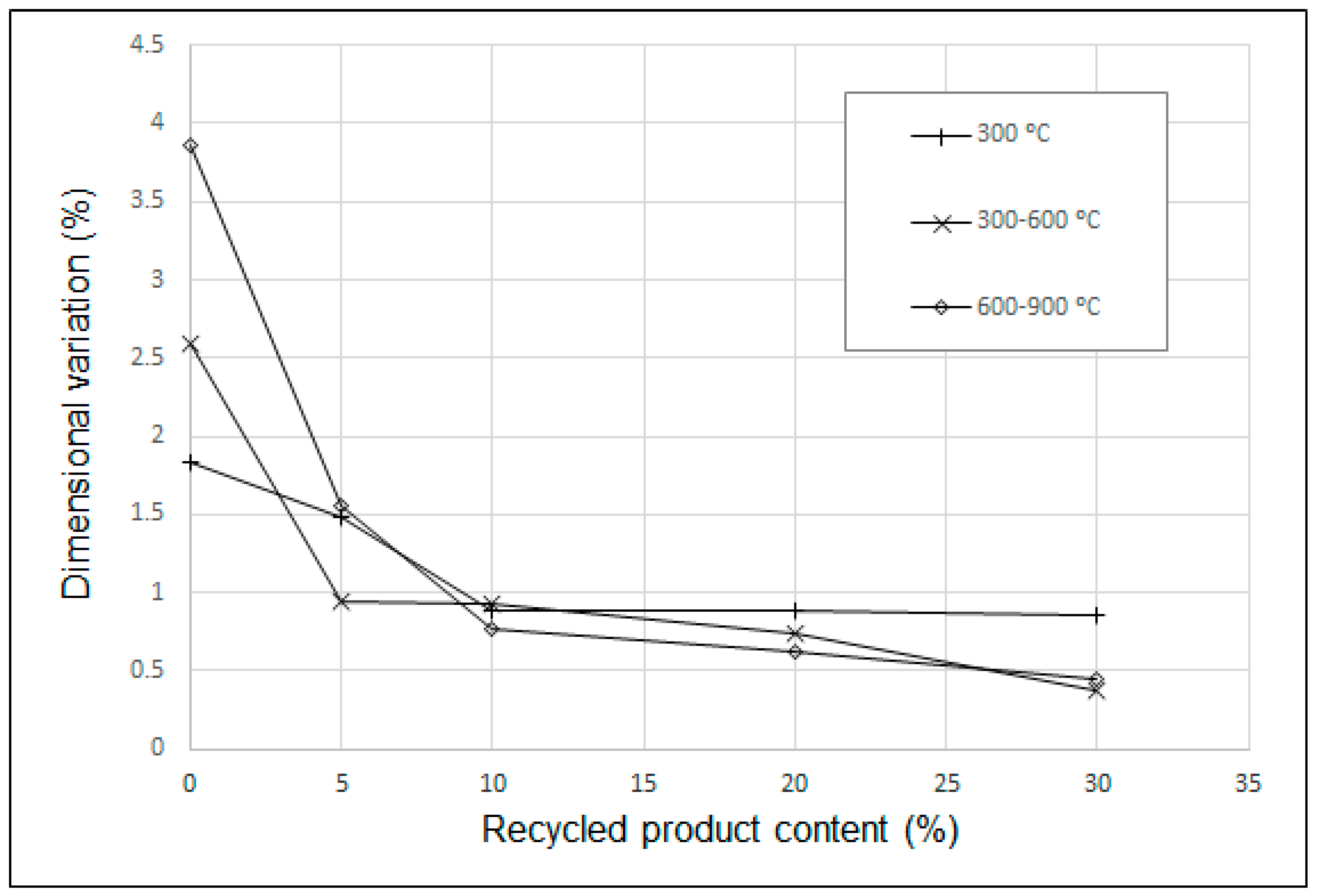
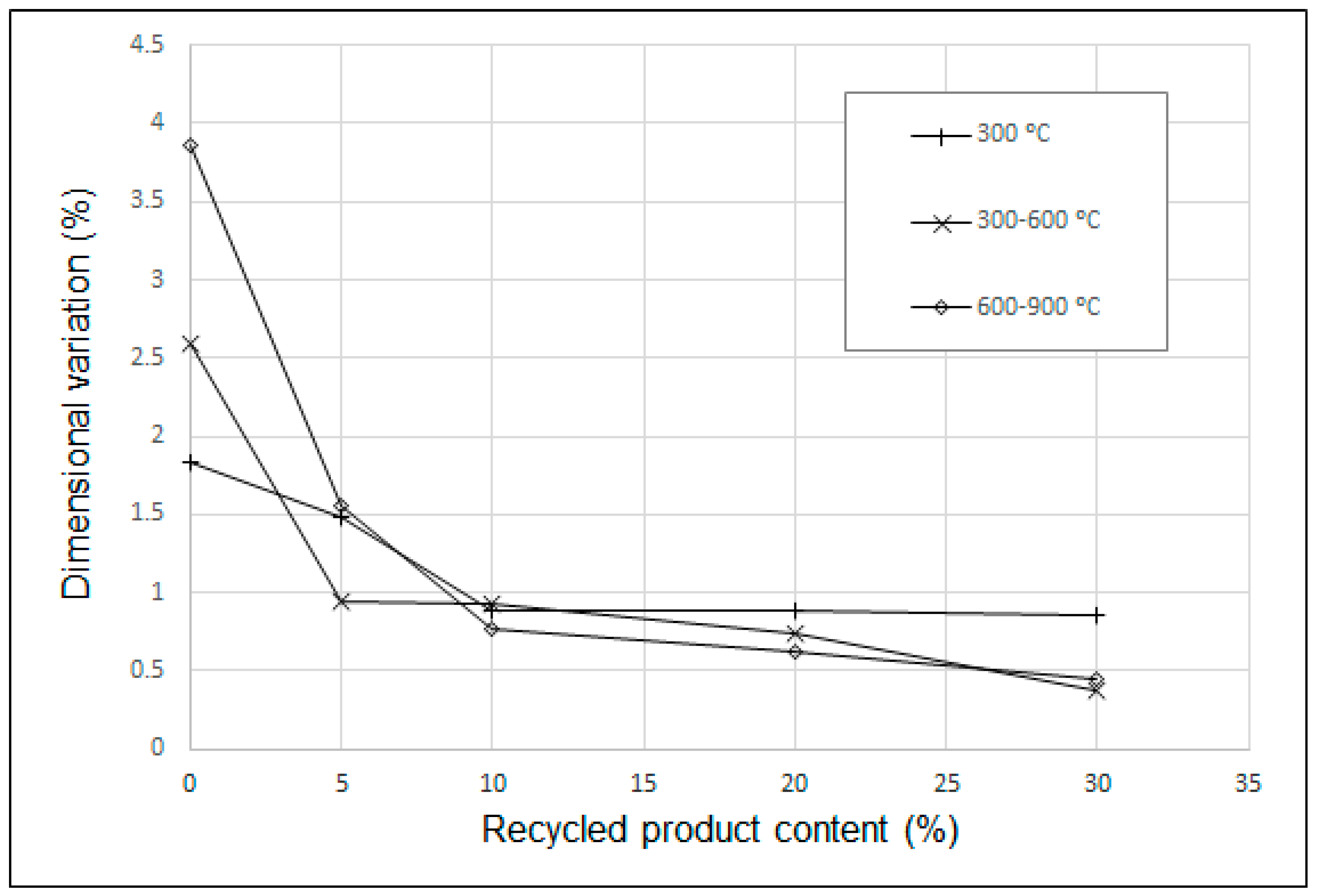
https://www.iso.org/standard/72017.html) Additionally, the behaviour under different thermal treatments at 300 °C, 600 °C, and 900 °C was studied.
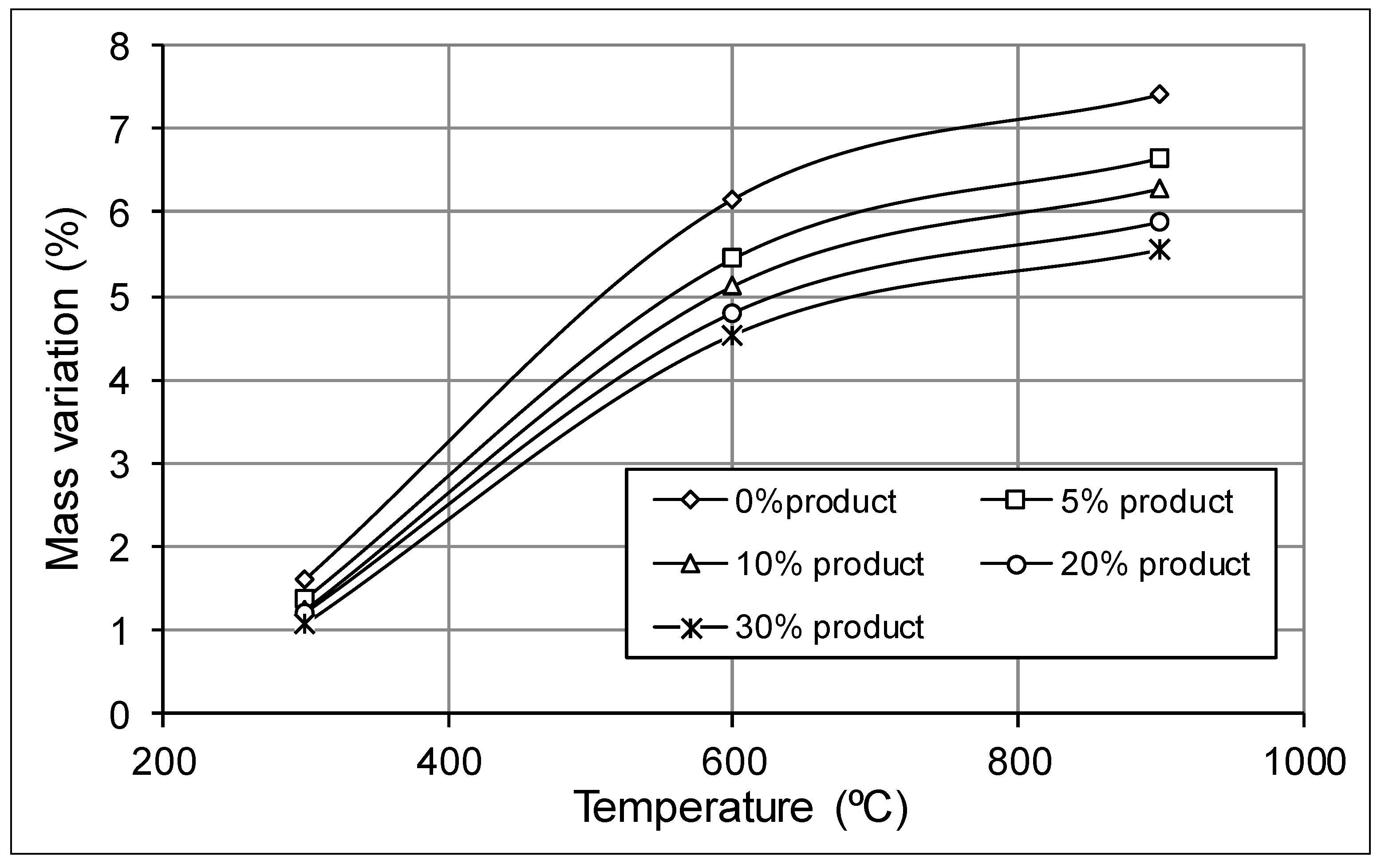
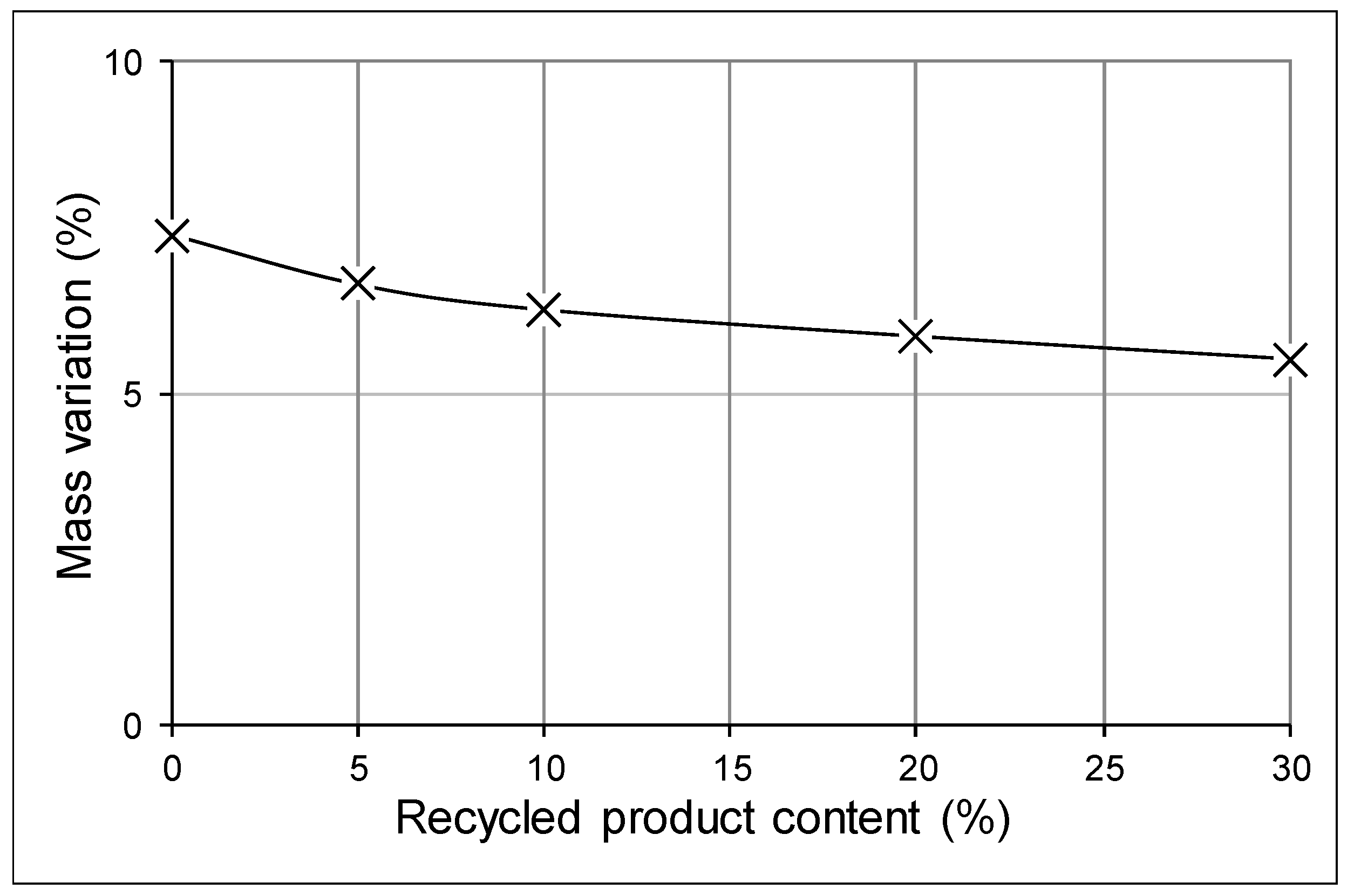
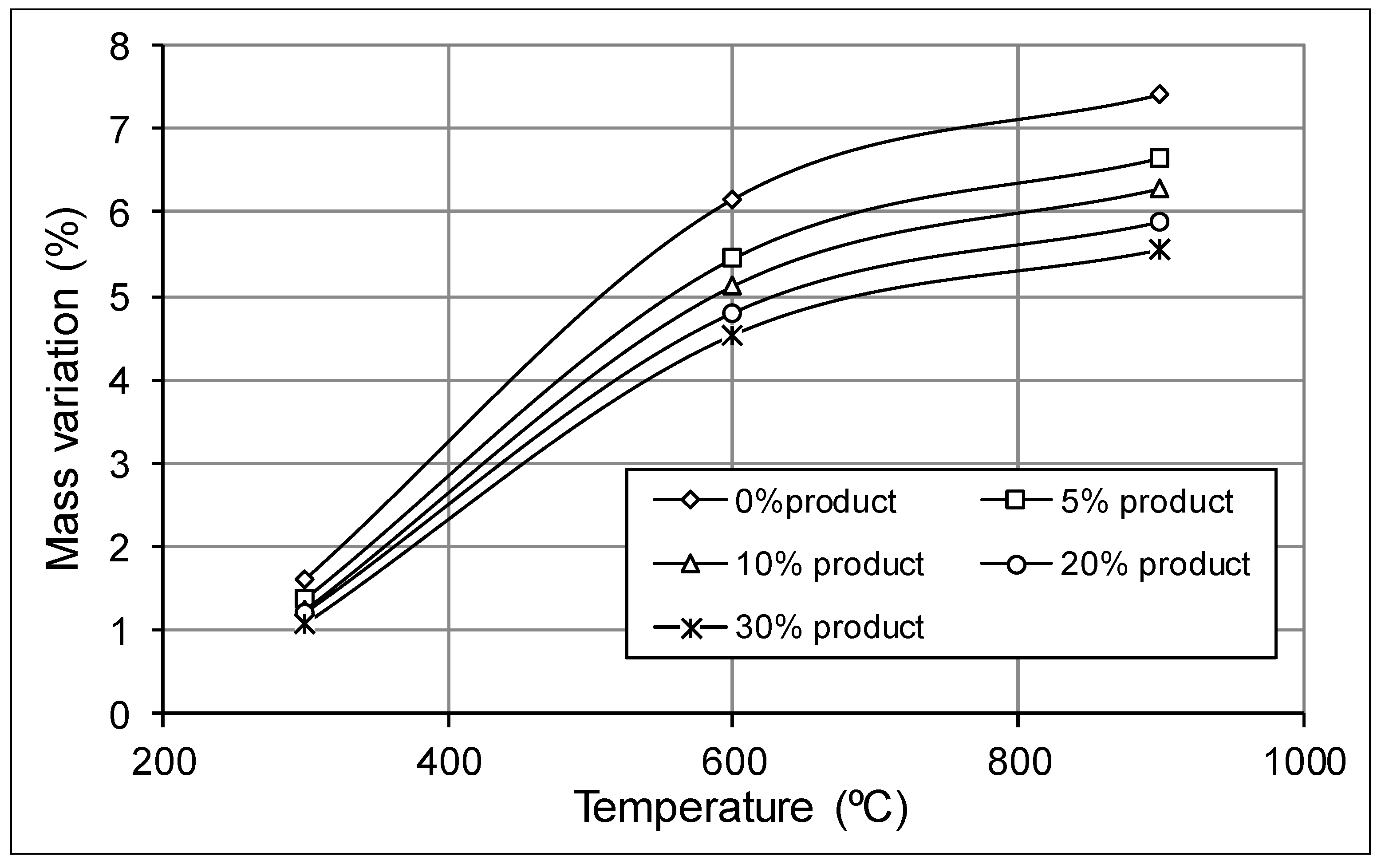
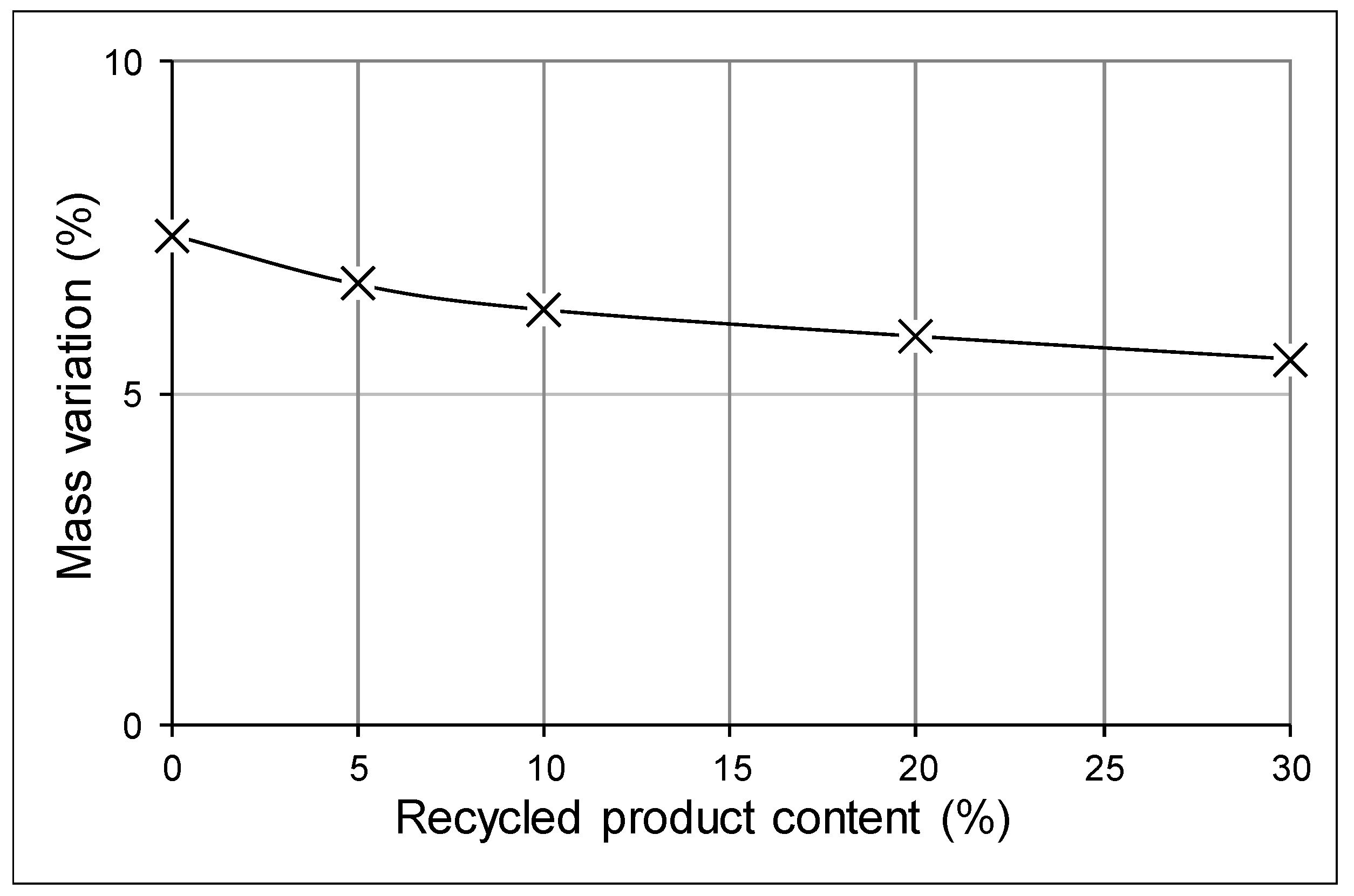
Dimensional variation with temperature was also studied on cylinder probes with different compositions, up to 30%. Samples in the form of cast cylinders (37.7 mm diam. and 22.1 mm long) were prepared, as summarized in
Table 4.
Special care was taken in the preparation procedure to avoid air bubble formation within the mass. The probes were dried at 70 °C for 18 h, then weighed and measured. Then, the cylinders were dried again at 300 °C for 18 h, and afterwards, again weighed and measured. This operation was repeated again for the treatments at 600 °C and 900 °C.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}