Effect of Chemical Treatments on the Properties of High-Density Luffa Mattress Filling Materials

 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
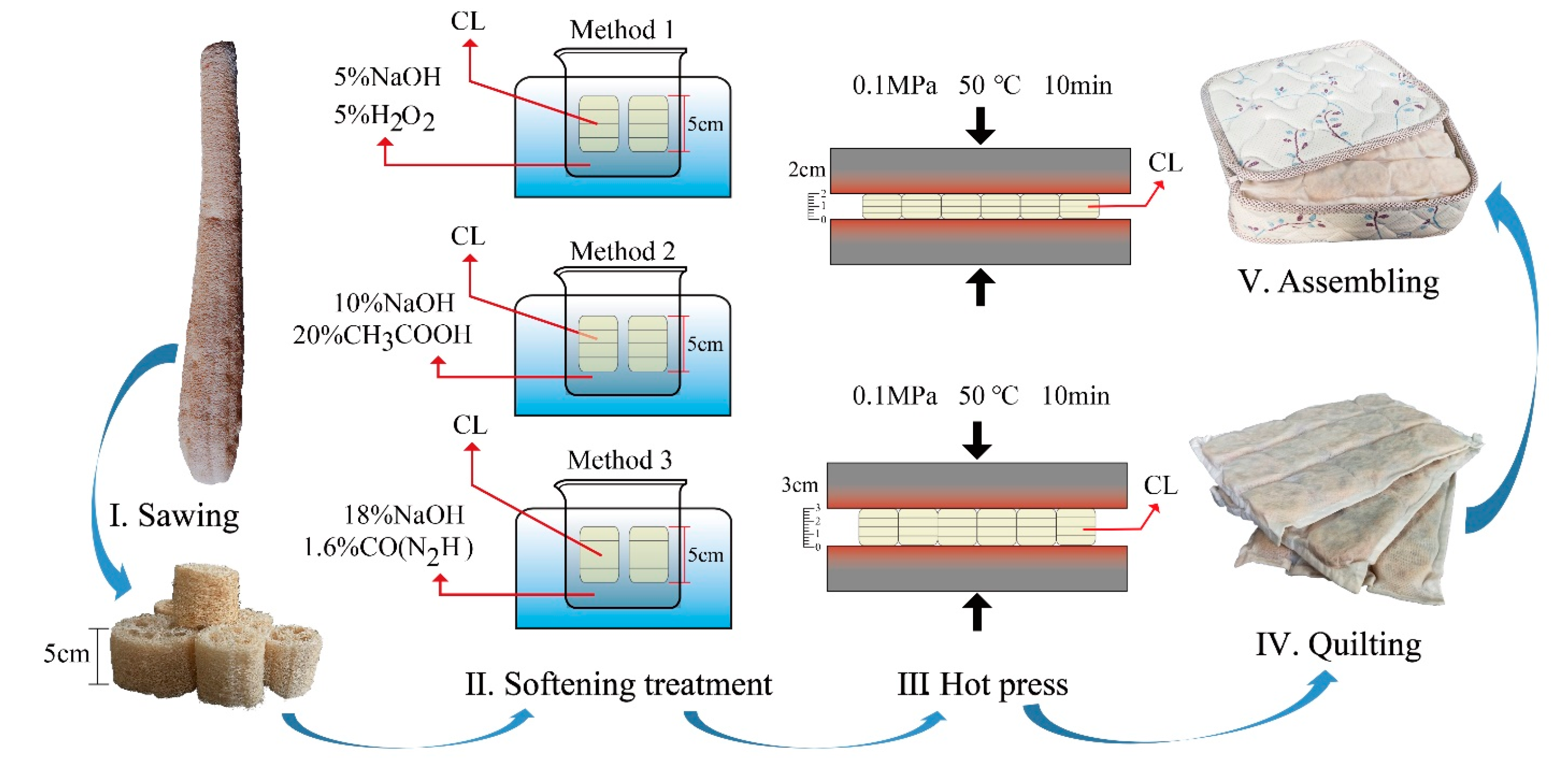
2.1. Sample Preparation
2.1.1. Luffa Materials
2.1.2. Three Chemical Treatment Methods
2.1.3. Sample Preparation
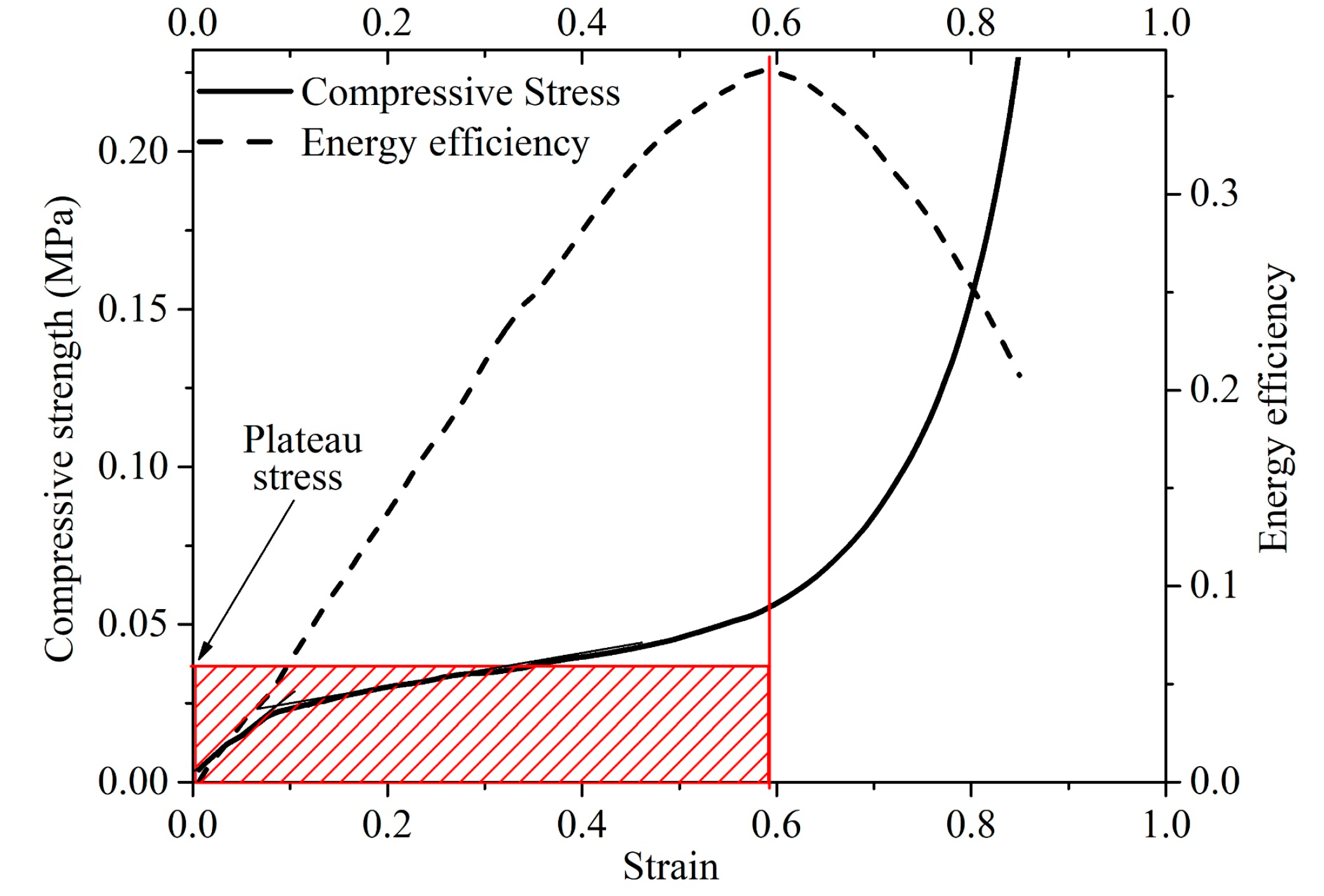
2.2. Quasi-Static Uniaxial Compression
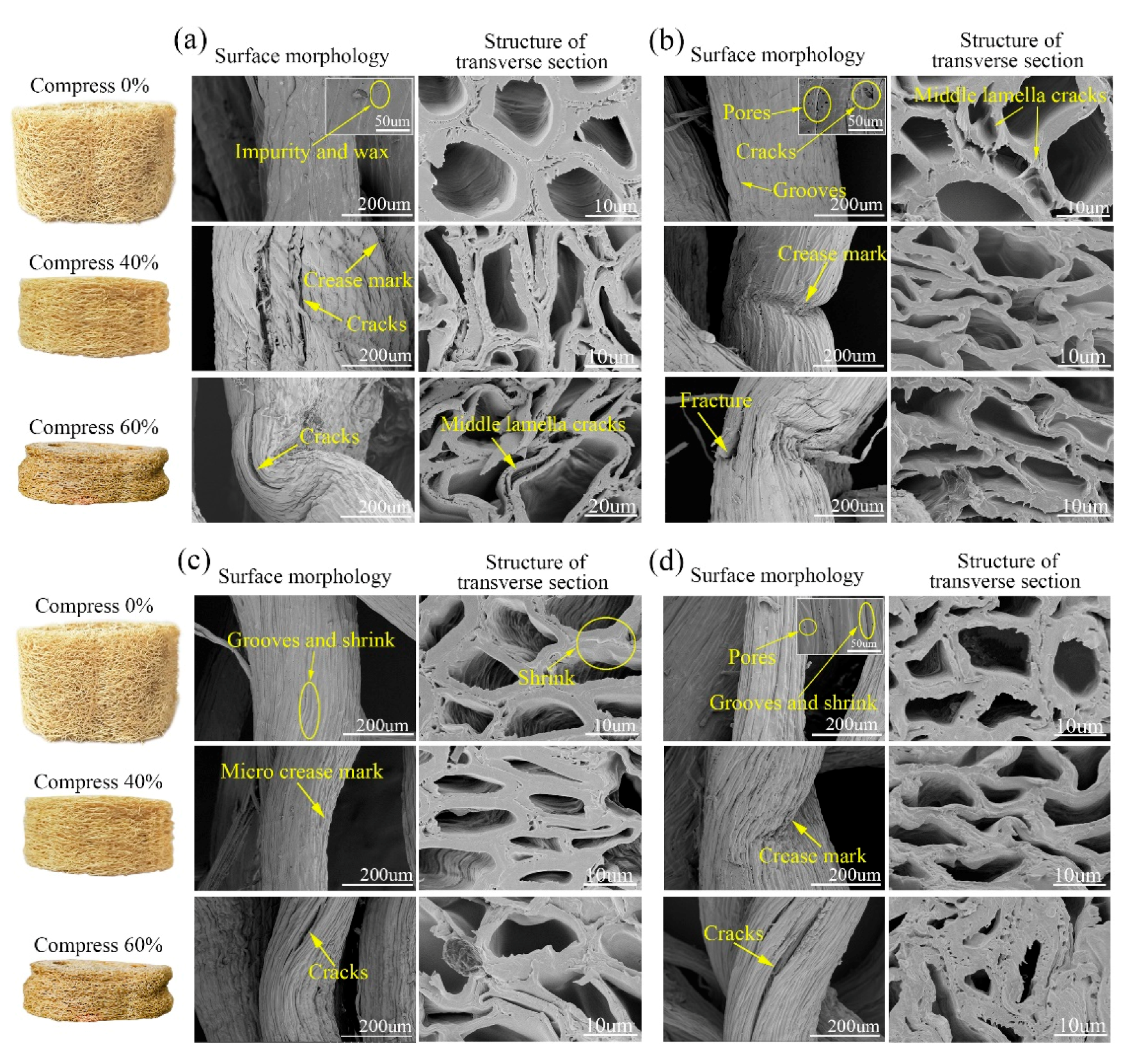
2.3. Morphology Observation of LS Fiber Bundles by Scanning Electron Microscopy (SEM)
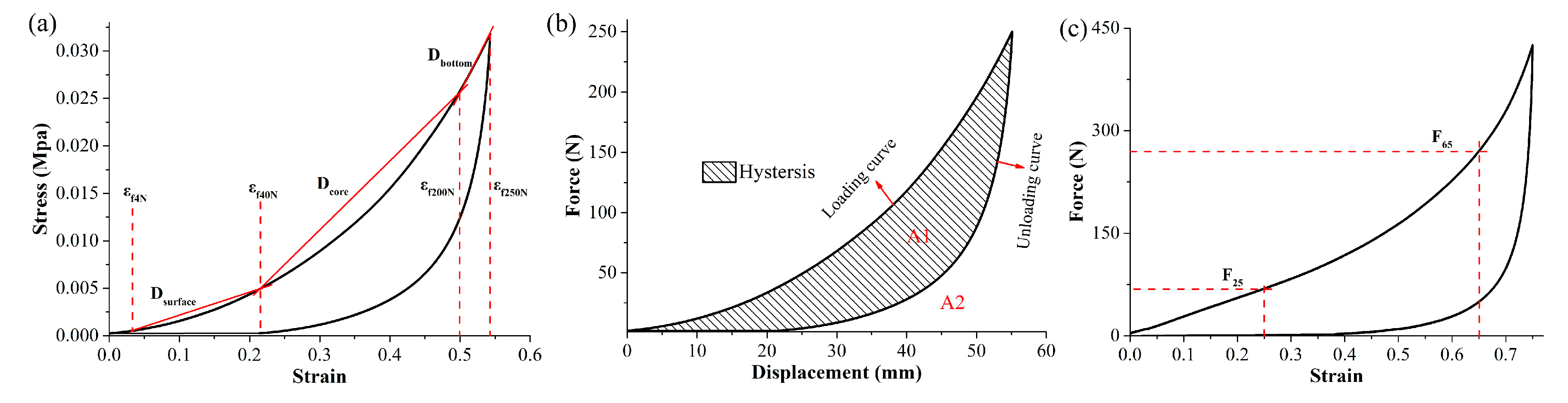
2.4. Basic Mechanical Characteristics of Mattress Filled with Columned Luffa
2.5. Compression Resilience
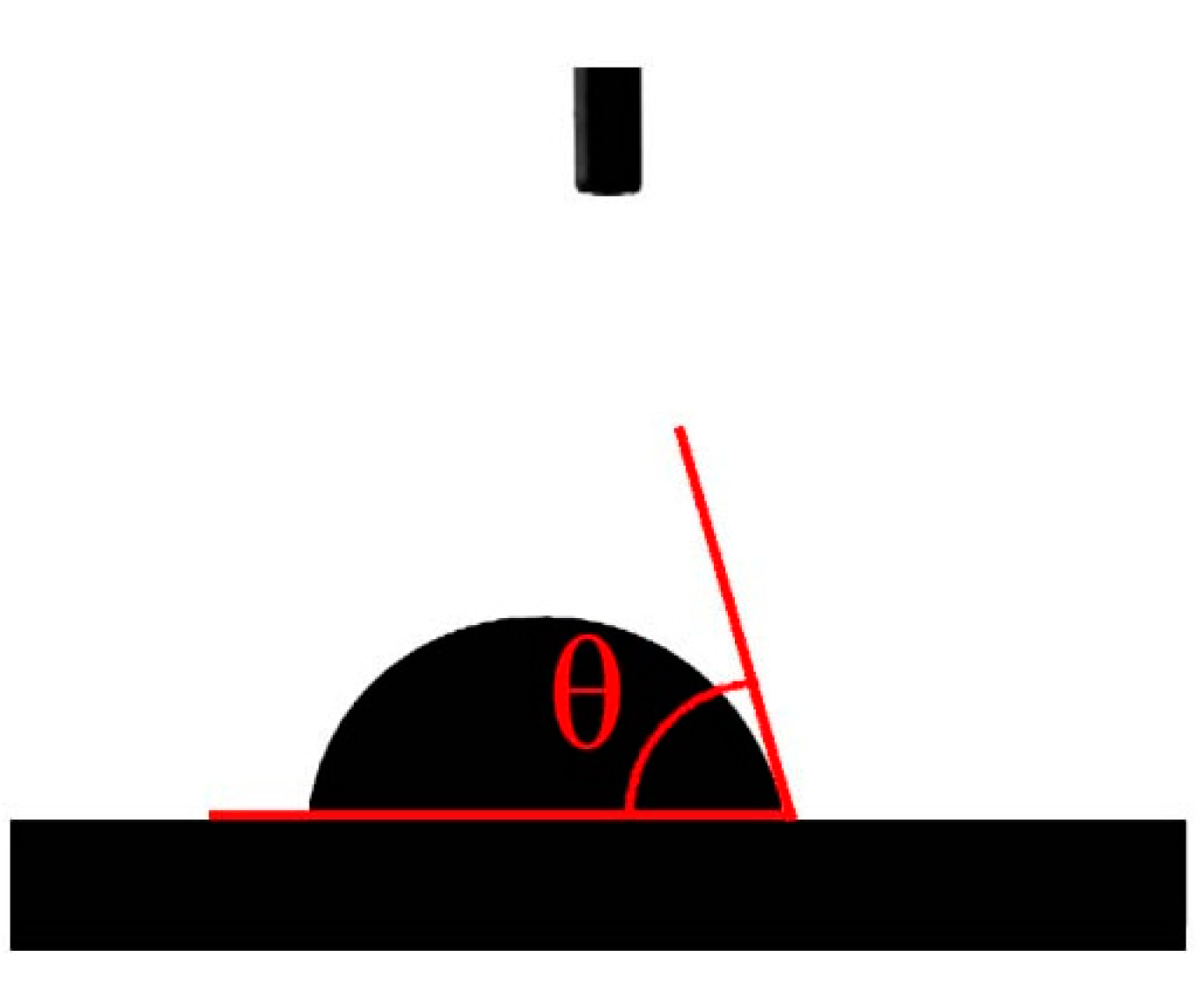
2.6. Water Contact Angle Measurement
3. Results and Discussion
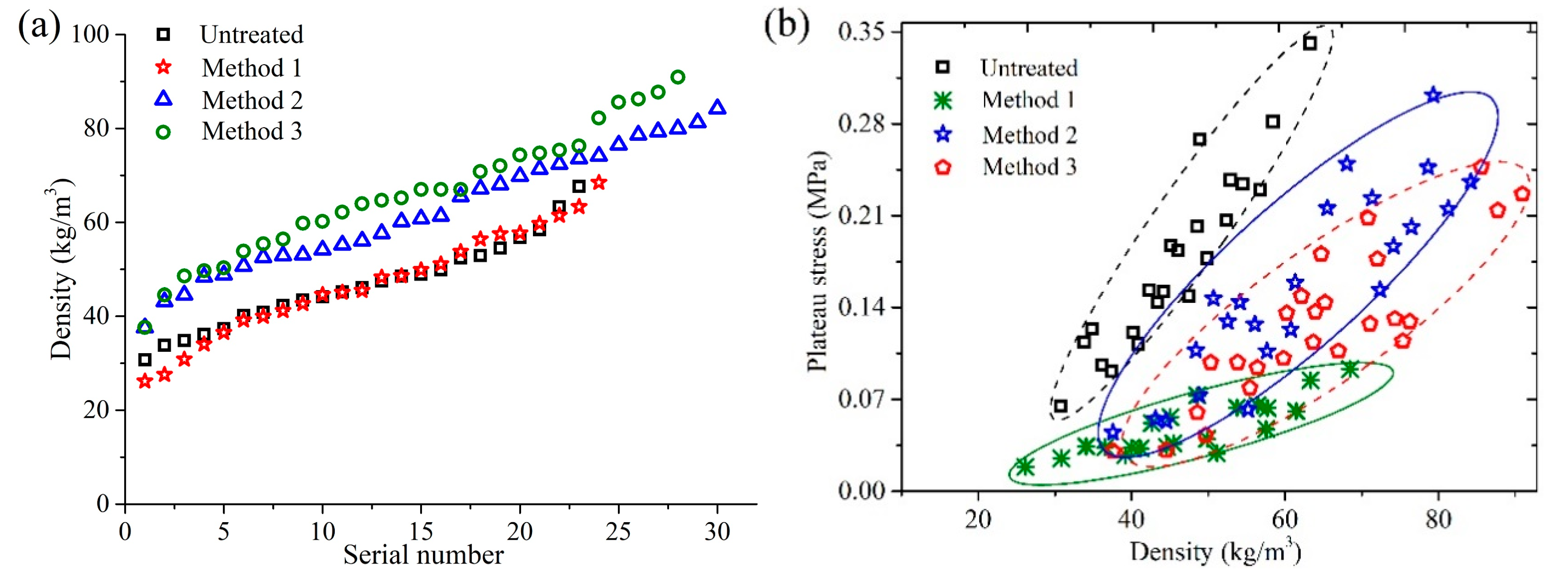
3.1. Density and Plateau Stress of Treated and Untreated Cylindrical Luffa
3.2. Basic Mechanical Characteristics of Mattress Filled with Columned Luffa
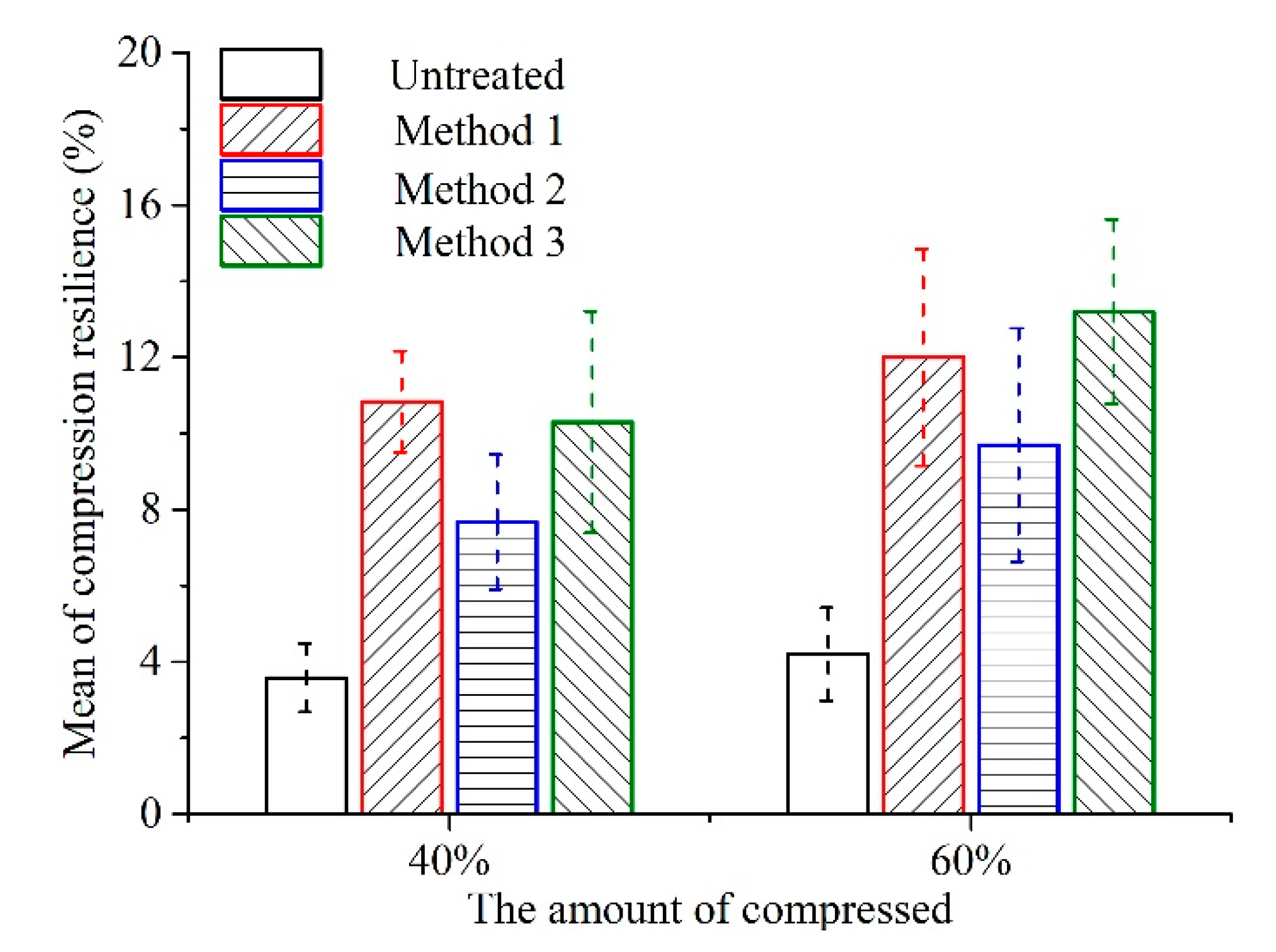
3.3. The Compression Resilience of Untreated and Treated Luffa
3.4. Wettability of Untreated and Treated Luffa
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Lee, K.A.; Ward, T.M. Critical components of a sleep assessment for clinical practice settings. Issues Ment. Health Nurs. 2005, 26, 739–750. [Google Scholar] [CrossRef]
- Hildebrandt, V.H. Back pain in the working population: Prevalence rates in Dutch trades and professions. Ergonomics 1995, 38, 1283–1298. [Google Scholar] [CrossRef]
- Normand, M.C.; Descarreaux, M.; Poulin, C.; Richer, N.; Mailhot, D.; Black, P.; Dugas, C. Biomechanical effects of a lumbar support in a mattress. J. Can. Chiropr. Assoc. 2005, 49, 96–101. [Google Scholar]
- Figliola, R.S. A proposed method for quantifying low-air-loss mattress performance by moisture transport. Ostomy Wound Manag. 2003, 49, 32–42. [Google Scholar]
- Haex, B. Back and Bed: Ergonomic Aspects of Sleeping; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Flam, E.; Isayeva, E.; Kipervas, Y.; Shklyarevsky, V.; Raab, L. Skin temperature and moisture management with a low air loss surface. Ostomy Wound Manag. 1995, 41, 50–56. [Google Scholar]
- Chen, Y.; Su, N.; Zhang, K.; Zhu, S.; Zhao, L.; Fang, F.; Ren, L.; Guo, Y. In-Depth Analysis of the Structure and Properties of Two Varieties of Natural Luffa Sponge Fibers. Materials 2017, 10, 479. [Google Scholar] [CrossRef]
- Ghali, L.; Msahli, S.; Zidi, M.; Sakli, F. Effect of pre-treatment of Luffa fibres on the structural properties. Mater. Lett. 2009, 63, 61–63. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, K.; Yuan, F.; Zhang, T.; Weng, B.; Wu, S.; Huang, A.; Su, N.; Guo, Y. Properties of Two-Variety Natural Luffa Sponge Columns as Potential Mattress Filling Materials. Materials 2018, 11, 541. [Google Scholar] [CrossRef]
- Sousa, J.D.; Henrique, I.N.; Oliveira, R.; Lopes, W.S.; Leite, V.D. Nitrification in a submerged attached growth bioreactor using Luffa cylindrica as solid substrate. Afr. J. Biotechnol. 2008, 7, 2702–2706. [Google Scholar]
- Li, L. Antifungal Finishing and Research of Modified Luffa Spong Composite Insocks. Master’s Thesis, Shanxi University of Sciences and Technology, Taiyuan, China, 2013. [Google Scholar]
- Song, J.; Chen, C.; Wang, C.; Kuang, Y.; Li, Y.; Jiang, F.; Li, Y.; Hitz, E.; Zhang, Y.; Liu, B. Super Flexible Wood. ACS Appl. Mater. Interfaces 2017, 9, 23520–23527. [Google Scholar] [CrossRef]
- Chen, Y.; Su, N.; Zhang, K.; Zhu, S.; Zhu, Z.; Qin, W.; Yuan, F.; Shi, Y.; Wu, S.; Wang, Z.; et al. Effect of fiber surface treatment on structure, moisture absorption and mechanical properties of luffa sponge fiber bundles. Ind. Crop. Prod. 2018, 123, 341–352. [Google Scholar] [CrossRef]
- Chakravarty, A.C. Crimp produced in jute fibers by treatment with solutions of sodium hydroxide. Int. Conf. Parallel Distrib. Inf. Syst. 1962, 32, 525–526. [Google Scholar] [CrossRef]
- Mittal, A.; Katahira, R.; Donohoe, B.S.; Black, B.A.; Pattathil, S.; Stringer, J.M.; Beckham, G.T. Alkaline peroxide delignification of corn stover. ACS Sustain. Chem. Eng. 2017, 5, 6310–6321. [Google Scholar] [CrossRef]
- Xiong, B.; Zhao, P.; Hu, K.; Zhang, L.; Cheng, G. Dissolution of cellulose in aqueous naoh/urea solution: role of urea. Cellulose 2014, 21, 1183–1192. [Google Scholar] [CrossRef]
- Chen, Q.; Shi, Q.; Gorb, S.N.; Li, Z. A multiscale study on the structural and mechanical properties of the luffa sponge from Luffa cylindrica plant. J. Biomech. 2014, 47, 1332–1339. [Google Scholar] [CrossRef]
- Shen, J.; Min Xie, Y.; Huang, X.; Zhou, S.; Ruan, D. Mechanical properties of luffa sponge. J. Mech. Behav. Biomed. Mater. 2012, 15, 141–152. [Google Scholar] [CrossRef]
- Liu, R.; Peng, Y.; Cao, J. A comparison of various ionic surfactant modifiers used in in situ synthesis of organo-montmorillonite inside wood flour. Ind. Crop. Prod. 2014, 62, 387–394. [Google Scholar] [CrossRef]
- Zhang, C.; Zhou, W.; Wang, Q.; Wang, H.; Tang, Y.; Hui, K.S. Comparison of static contact angle of various metal foams and porous copper fiber sintered sheet. Appl. Surf. Sci. 2013, 276, 377–382. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F.; Harley, B.A. Cellular Materials in Nature and Medicine; Cambridge University Press: Cambridge, UK, 2010. [Google Scholar]
- Willats, W.G.T.; Mccartney, L.; Mackie, W.; Knox, J.P. Pectin: Cell biology and prospects for functional analysis. Plant Mol. Biol. 2001, 47, 9–27. [Google Scholar] [CrossRef]
- Aina, V.; Lusvardi, G.; Annaz, B.; Gibson, I.R.; Imrie, F.E.; Malavasi, G.; Menabue, L.; Cerrato, G.; Martra, G. Magnesium- and strontium-co-substituted hydroxyapatite: The effects of doped-ions on the structure and chemico-physical properties. J. Mater. Sci. Mater. Med. 2012, 23, 2867–2879. [Google Scholar] [CrossRef]
- Stewart, D.; Morrison, I.M. Ft-ir spectroscopy as a tool for the study of biological and chemical treatments of barley straw. J. Sci. Food Agric. 1992, 60, 431–436. [Google Scholar] [CrossRef]
- Gellerstedt, G.; Gärtner, A. Oxidation of residual lignin with alkaline hydrogen peroxide. Part 1. Changes in hydrophilic groups. J. Pulp Pap. Sci. 2000, 26, 448–454. [Google Scholar]
- Bailey, C.W. Reactions of alkaline hydrogen peroxide with softwood lignin model compounds, spruce milled-groundwood lignin, and spruce groundwood. Diss. Abstr. Sect. B 1969, 3, 491–500. [Google Scholar]
- Sun, R.C.; Sun, X.F.; Fowler, P.; Tomkinson, J. Structural and physico-chemical characterization of lignins solubilized during alkaline peroxide treatment of barley straw. Eur. Polym. J. 2002, 38, 1399–1407. [Google Scholar] [CrossRef]
- Yang, H.; Liu, Y.; Mao, J.; Wang, L. Chemical modification of luffa sponge and its resolution characteristic with mix optical active substance. Ion Exch. Adsorpt. 2009, 2, 187–191. [Google Scholar]
- Wang, L. Study on the Comfortability of MDI-Based Viscoelastic Polyurethane Mattress Foam. Polyurethane Ind. 2013, 28, 22–25. [Google Scholar]
- Shen, J.; Xie, Y.M.; Huang, X.; Zhou, S.; Ruan, D. Behaviour of luffa sponge material under dynamic loading. Int. J. Impact Eng. 2013, 57, 17–26. [Google Scholar] [CrossRef]
- Boynard, C.; D’almeida, J. Water absorption by sponge gourd (luffa cylindrica)-polyester composite materials. J. Mater. Sci. Lett. 1999, 18, 1789–1791. [Google Scholar] [CrossRef]
- Das, S.; Saha, A.K.; Choudhury, P.K.; Basak, R.K.; Mitra, B.C.; Todd, T.; Lang, S.; Rowell, R.M. Effect of steam pretreatment of jute fiber on dimensional stability of jute composite. J. Appl. Polym. Sci. 2015, 76, 1652–1661. [Google Scholar] [CrossRef]
- Chen, K.; Hua, X.; Jiang, Y.; Ma, J. Study on flexural resilience of aromatic polyester filaments. China Synth. Fiber Ind. 2003, 5, 5–8. [Google Scholar]
- Shen, J.; Xie, Y.M.; Zhou, S.; Huang, X.; Ruan, D. Water-responsive rapid recovery of natural cellular material. J. Mech. Behav. Biomed. Mater. 2014, 34, 283–293. [Google Scholar] [CrossRef]
- Li, X.; Zhang, T. Resilience properties of mountain palm fiber. Tech. Text. 2012, 10, 40–44. [Google Scholar]
- Woo, S.H.; Park, J.; Min, B.R. Relationship between permeate flux and surface roughness of membranes with similar water contact angle values. Sep. Purif. Technol. 2015, 146, 187–191. [Google Scholar] [CrossRef]
- Ravi, S.; Dharmarajan, R.; Moghaddam, S. Measurement of Capillary Radius and Contact Angle within Porous Media. Langmuir Acs J. Surf. Colloids 2015, 31, 12954–12959. [Google Scholar] [CrossRef]
- Scheepers, G.; Morén, T.; Rypstra, T. Liquid water flow in Pinus radiata during drying. Holz Als Roh Und Werkst. 2007, 65, 275–283. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Before and after Method 1 Treatment | Before and after Method 2 Treatment | Before and after Method 3 Treatment |
|---|---|---|---|
| Correlation coefficients | 0.92 | 0.708 | 0.808 |
| Parameters | Untreated | Method 1 | Method 2 | Method 3 | F-Value | P |
|---|---|---|---|---|---|---|
| Plateau stress (MPa) | 0.175 ± 0.069 | 0.047 ± 0.021 | 0.157 ± 0.073 | 0.127 ± 0.058 | 19.124 | 0.000 |
| A | 7.302 × 10−5 | 8.731 × 10−5 | 6.931 × 10−5 | 5.139 × 10−5 | - | - |
| B | 2.027 | 1.626 | 1.862 | 1.87 | - | - |
| R2 | 0.873 | 0.694 | 0.751 | 0.733 | - | - |
| Samples | Compression Degree | Dsurface (MPa) | Dcore (MPa) | Dbottom (MPa) | Hysteresis Loss Rate (%) | Compressive Deflection Coefficient |
|---|---|---|---|---|---|---|
| A11 | 40% | 0.065 (0.017) | 0.151 (0.021) | 0.168 (0.024) | 57.34 (1.43) | 5.56 (0.13) |
| A12 | 40% | 0.076 (0.011) | 0.167 (0.052) | 0.192 (0.024) | 57.37 (10.3) | 4.89 (0.82) |
| A13 | 40% | 0.129 (0.023) | 0.334 (0.092) | 0.379 (0.034) | 42.26 (1.70) | 4.69 (0.78) |
| B11 | 40% | 0.062 (0.006) | 0.134 (0.010) | 0.106 (0.007) | 67.4 (2.30) | 4.98 (0.13) |
| B12 | 40% | 0.068 (0.004) | 0.147 (0.010) | 0.156 (0.007) | 60.8 (2.96) | 4.44 (0.11) |
| B13 | 40% | 0.060 (0.002) | 0.198 (0.011) | 0.204 (0.023) | 56.3 (1.52) | 4.65 (0.44) |
| C11 | 40% | 0.055 (0.006) | 0.151 (0.002) | 0.161 (0.014) | 54.9 (0.84) | 4.15 (0.10) |
| C12 | 40% | 0.043 (0.005) | 0.193 (0.004) | 0.265 (0.014) | 53.8 (0.12) | 4.67 (0.18) |
| C13 | 40% | 0.076 (0.001) | 0.223 (0.027) | 0.256 (0.032) | 53.4 (1.22) | 3.74 (0.14) |
| D11 | 40% | 0.042 (0.008) | 0.139 (0.005) | 0.147 (0.031) | 58.4 (0.59) | 3.56 (0.08) |
| D12 | 40% | 0.052 (0.002) | 0.159 (0.012) | 0.184 (0.036) | 57.8 (0.77) | 3.61 (0.72) |
| D13 | 40% | 0.057 (0.001) | 0.293 (0.009) | 0.379 (0.012) | 45.2 (0.52) | 5.95 (0.37) |
| Samples | Compression Degree | Dsurface (MPa) | Dcore (MPa) | Dbottom (MPa) | Hysteresis Loss Rate (%) | Compressive Deflection Coefficient |
|---|---|---|---|---|---|---|
| A21 | 60% | 0.048 (0.006) | 0.102 (0.001) | 0.171 (0.037) | 56.55 (15.60) | 8.92 (2.30) |
| A22 | 60% | 0.061 (0.002) | 0.137 (0.047) | 0.181 (0.025) | 51.64 (8.72) | 11.17 (1.98) |
| A23 | 60% | 0.068 (0.009) | 0.178 (0.056) | 0.271 (0.004) | 54.23 (4.47) | 12.18 (1.01) |
| B21 | 60% | 0.040 (0.007) | 0.110 (0.011) | 0.164 (0.009) | 56.4 (0.80) | 13.79 (1.33) |
| B22 | 60% | 0.051 (0.002) | 0.126 (0.008) | 0.183 (0.008) | 52.3 (1.16) | 10.63 (1.29) |
| B23 | 60% | 0.049 (0.004) | 0.132 (0.011) | 0.207 (0.021) | 54.2 (1.01) | 10.77 (0.36) |
| C21 | 60% | 0.044 (0.004) | 0.109 (0.014) | 0.141 (0.018) | 51.1 (1.48) | 9.55 (0.51) |
| C22 | 60% | 0.040 (0.005) | 0.145 (0.015) | 0.231 (0.035) | 45.3 (0.99) | 11.63 (0.26) |
| C23 | 60% | 0.058 (0.020) | 0.172 (0.012) | 0.240 (0.024) | 45.8 (0.82) | 8.88 (0.15) |
| D21 | 60% | 0.030 (0.005) | 0.088 (0.013) | 0.120 (0.026) | 52.9 (2.37) | 8.73 (0.13) |
| D22 | 60% | 0.038 (0.006) | 0.110 (0.019) | 0.146 (0.005) | 53.3 (0.11) | 6.54 (0.20) |
| D23 | 60% | 0.040 (0.018) | 0.118 (0.011) | 0.171 (0.012) | 47.4(1.11) | 7.14 (0.12) |
| Treatment Method | Untreated | Method 1 | Method 2 | Method 3 | F-value | P |
|---|---|---|---|---|---|---|
| Contact angle θ | 74.1 ± 2° | 59.0 ± 4° | 60.9 ± 2° | 57.1 ± 1° | 46.4 | 0.000 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, K.; Guo, Y.; Yuan, F.; Zhang, T.; Zhu, Z.; Weng, B.; Wu, S.; Chen, T.; Chen, Y. Effect of Chemical Treatments on the Properties of High-Density Luffa Mattress Filling Materials. Materials 2019, 12, 1796. https://doi.org/10.3390/ma12111796
Zhang K, Guo Y, Yuan F, Zhang T, Zhu Z, Weng B, Wu S, Chen T, Chen Y. Effect of Chemical Treatments on the Properties of High-Density Luffa Mattress Filling Materials. Materials. 2019; 12(11):1796. https://doi.org/10.3390/ma12111796
Chicago/Turabian StyleZhang, Kaiting, Yong Guo, Fangcheng Yuan, Tingting Zhang, Zhenzhen Zhu, Beibei Weng, ShanShan Wu, Tong Chen, and Yuxia Chen. 2019. "Effect of Chemical Treatments on the Properties of High-Density Luffa Mattress Filling Materials" Materials 12, no. 11: 1796. https://doi.org/10.3390/ma12111796
APA StyleZhang, K., Guo, Y., Yuan, F., Zhang, T., Zhu, Z., Weng, B., Wu, S., Chen, T., & Chen, Y. (2019). Effect of Chemical Treatments on the Properties of High-Density Luffa Mattress Filling Materials. Materials, 12(11), 1796. https://doi.org/10.3390/ma12111796