Microstructure and Mechanical Properties of Galvanized-45 Steel/AZ91D Bimetallic Material by Liquid-Solid Compound Casting

Abstract
1. Introduction
2. Experimental
2.1. Materials
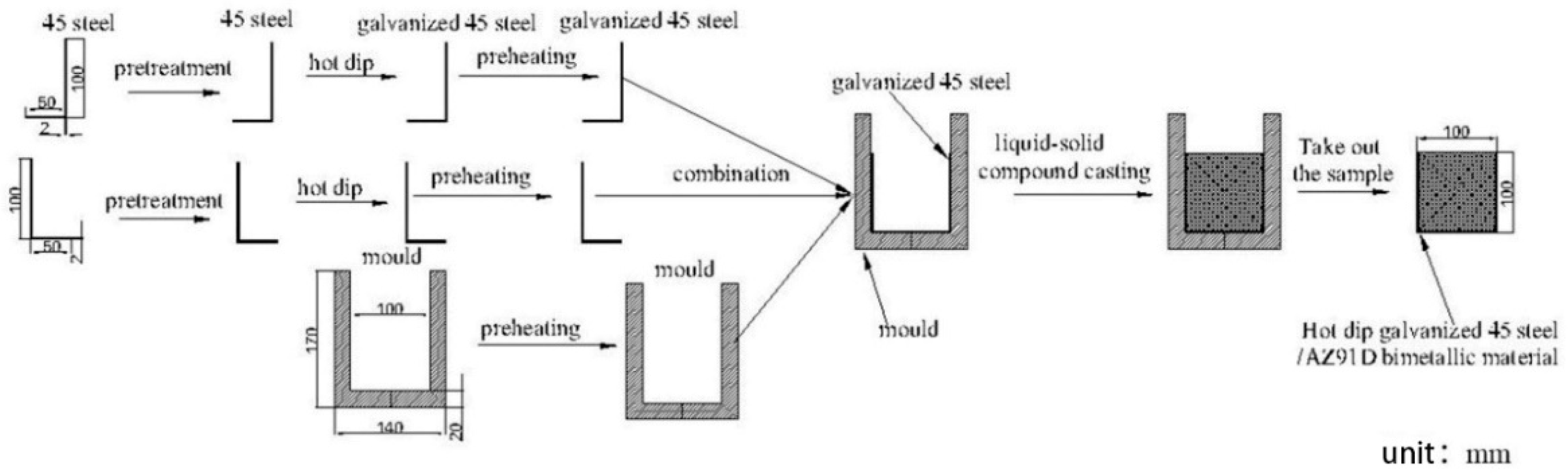
2.2. Preparation of AZ91D/45 Steel
2.3. Characterization
3. Results and Discussion
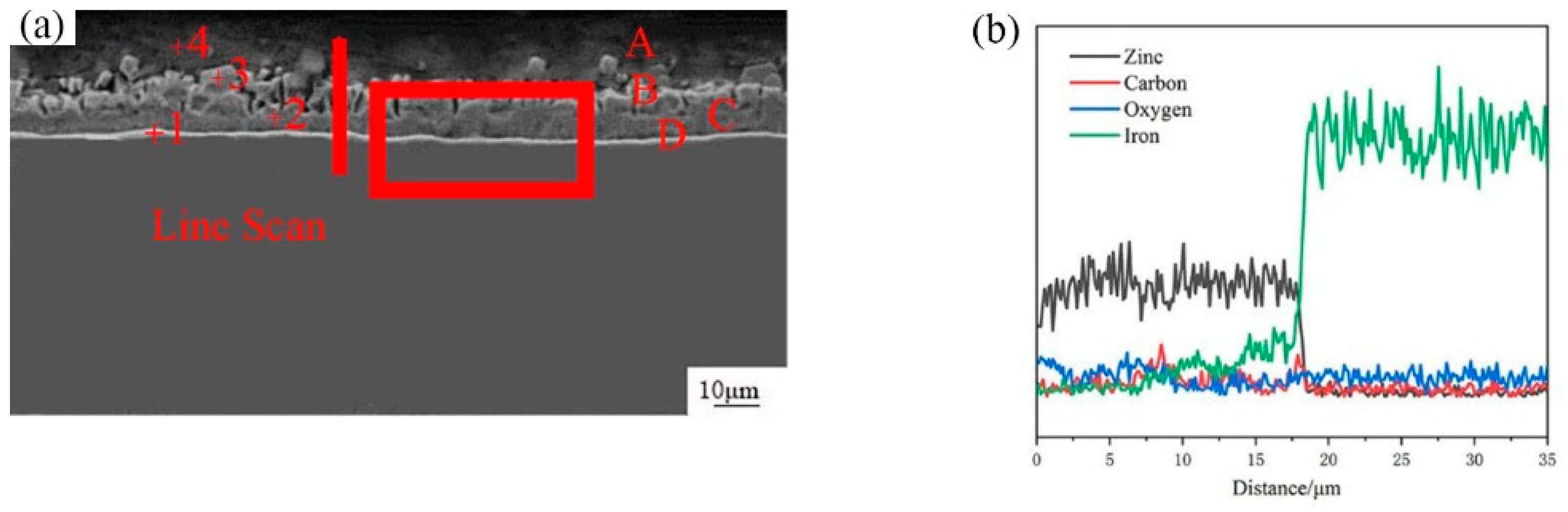
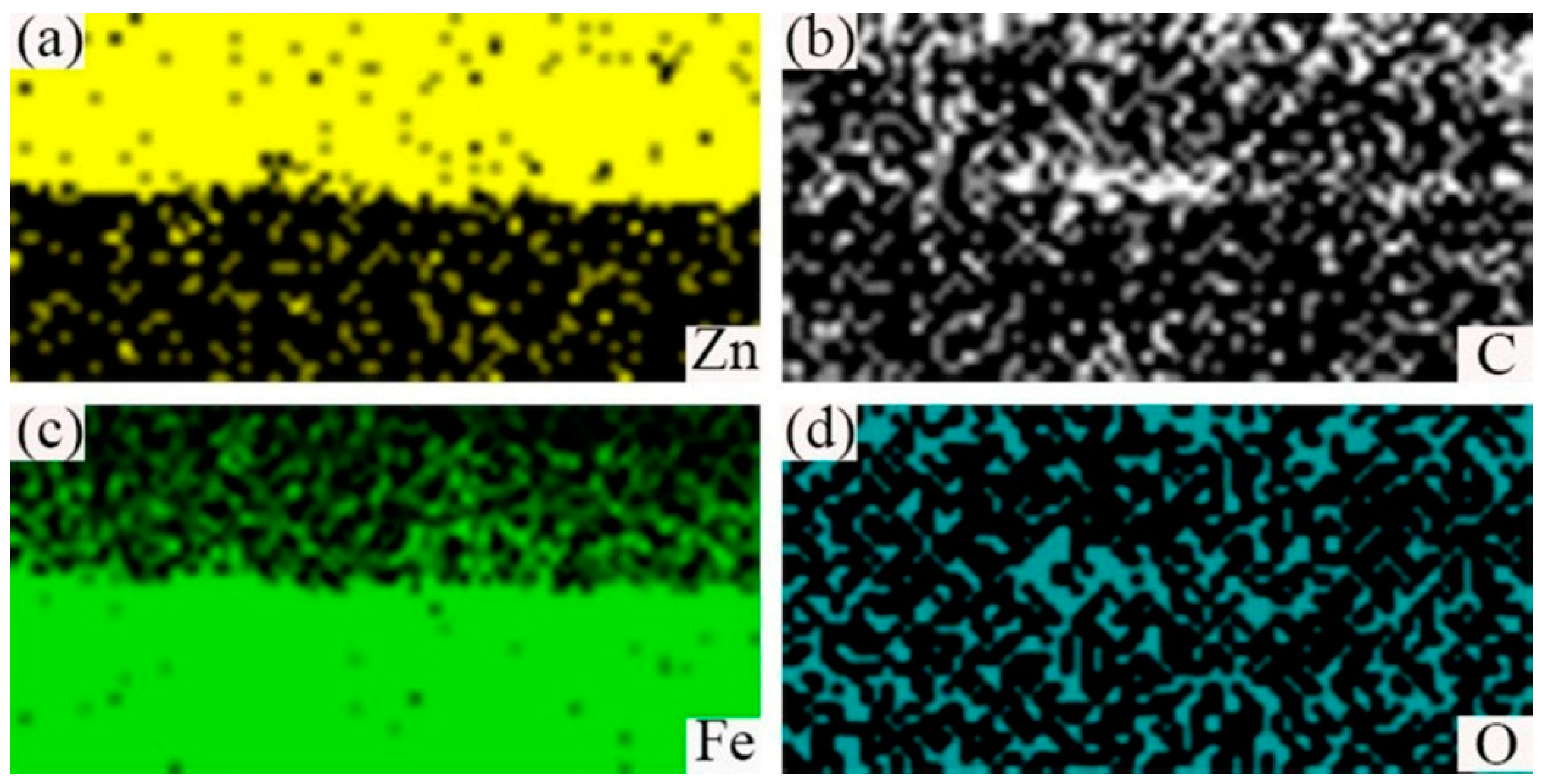
3.1. Analysis of Hot-Dipping Galvanized Coating
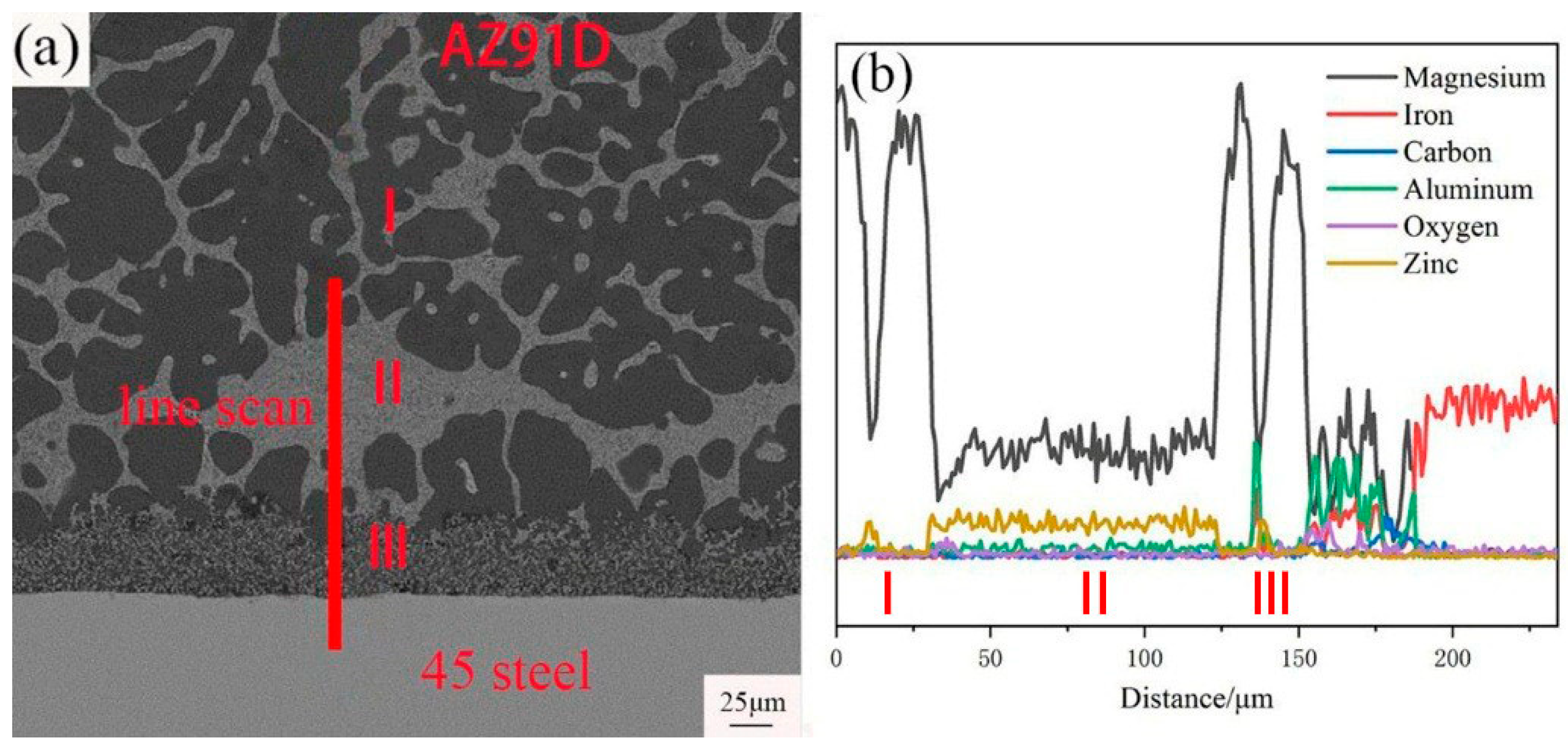
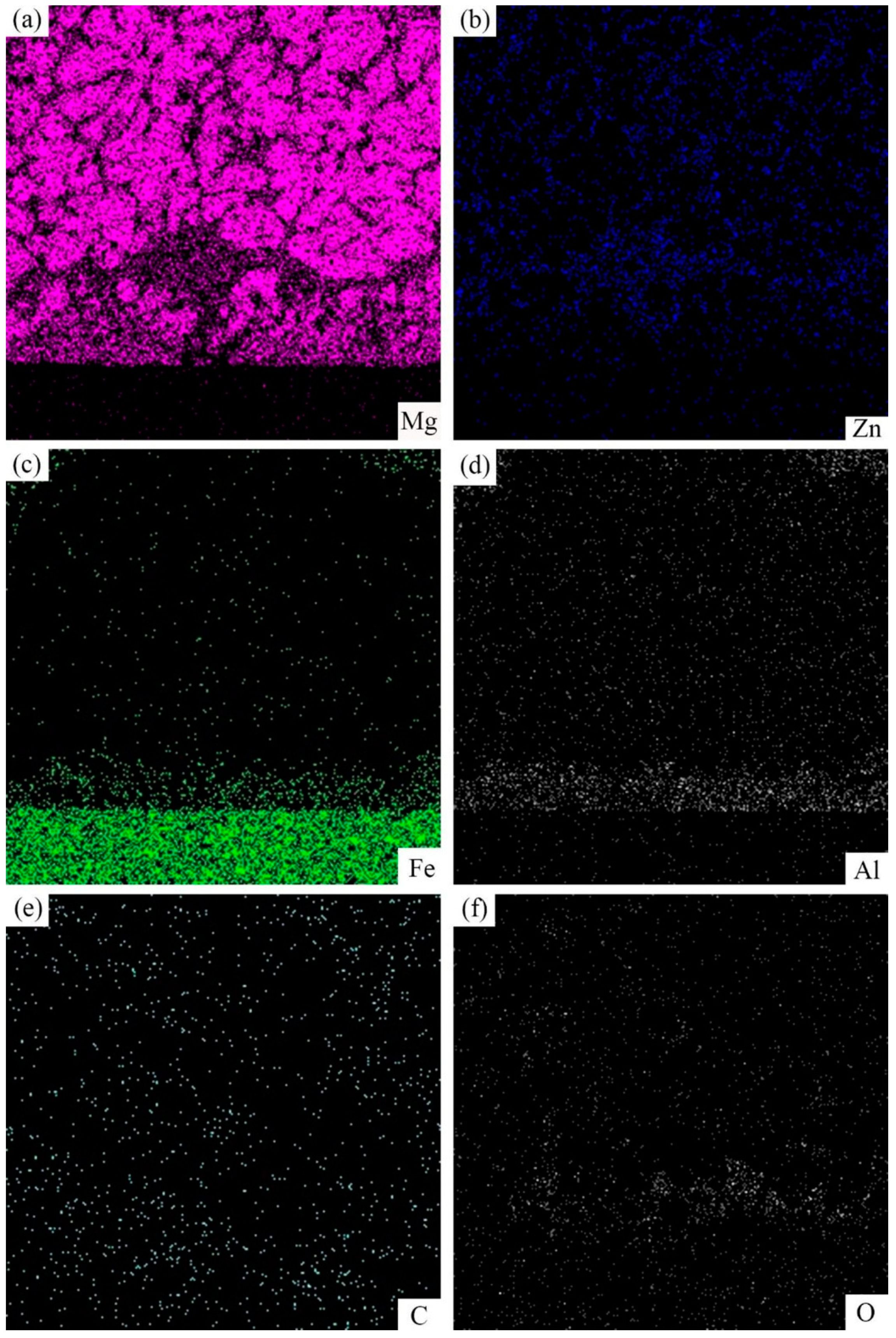
3.2. Analysis of Galvanized-Steel/AZ91D
3.3. Bonding Mechanism of Galvanized-Steel/AZ91D
4. Corrosion and Mechanical Properties
4.1. Corrosion Test
4.2. Microhardness Distribution at the Galvanized-Steel/AZ91D Compound Interface
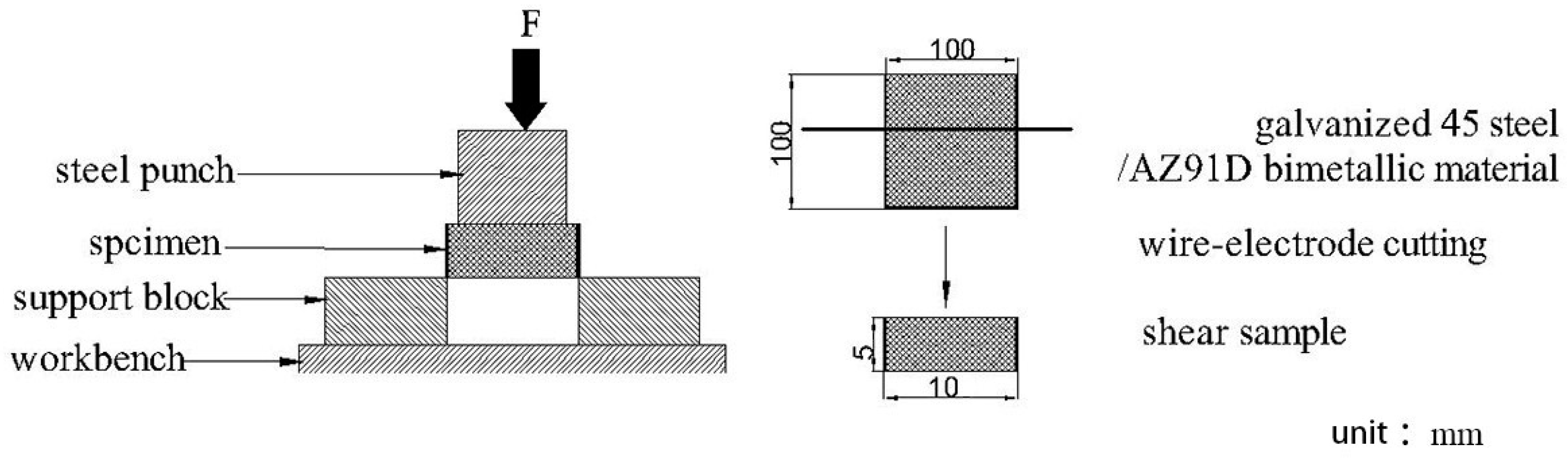
4.3. Shear Test of 45 Steel/AZ91D
5. Conclusions
- (1)
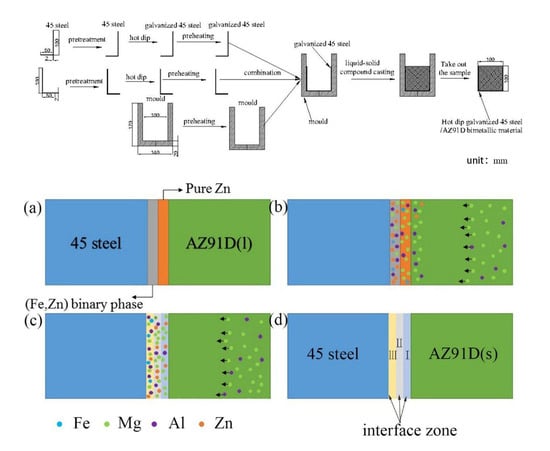
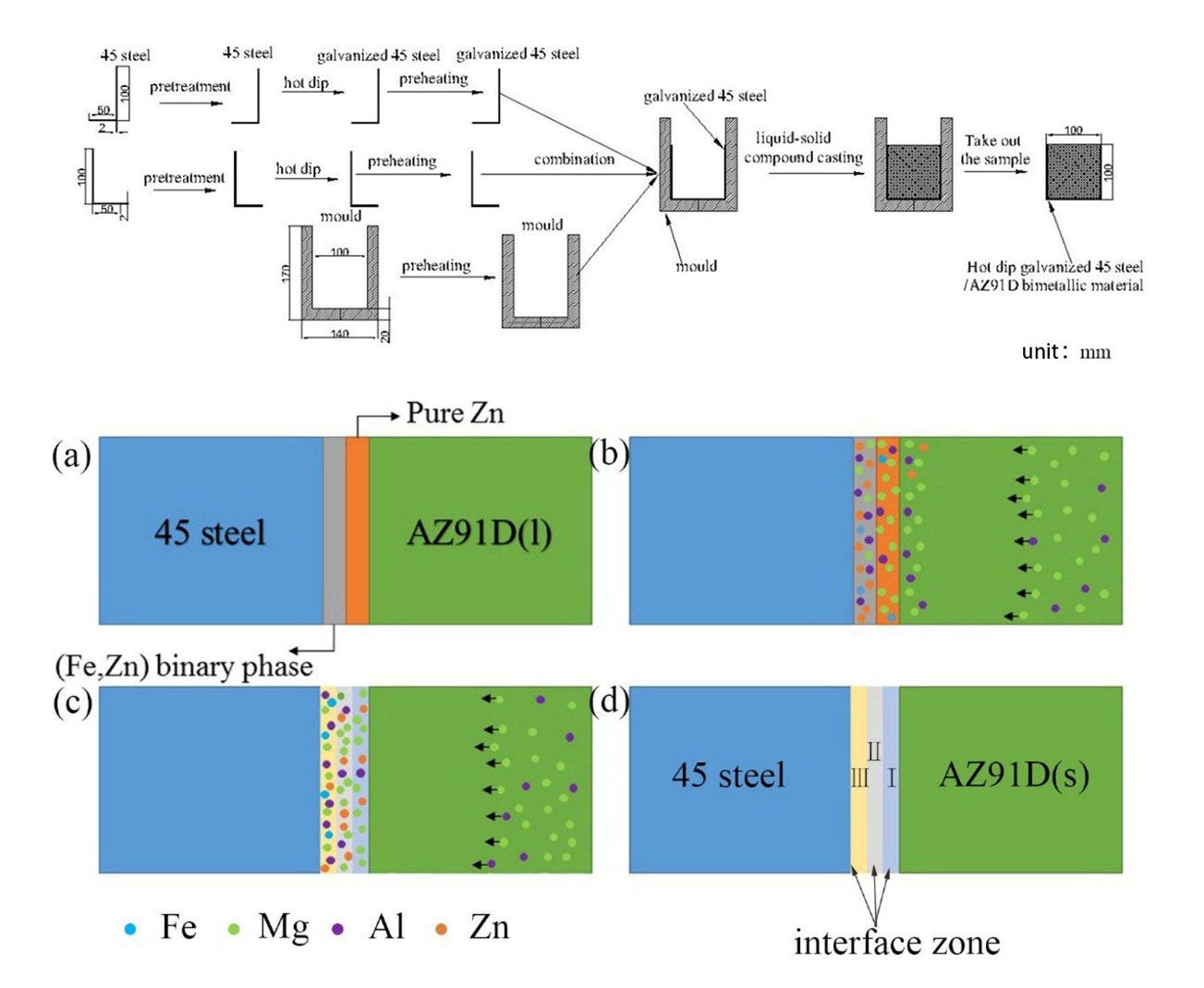
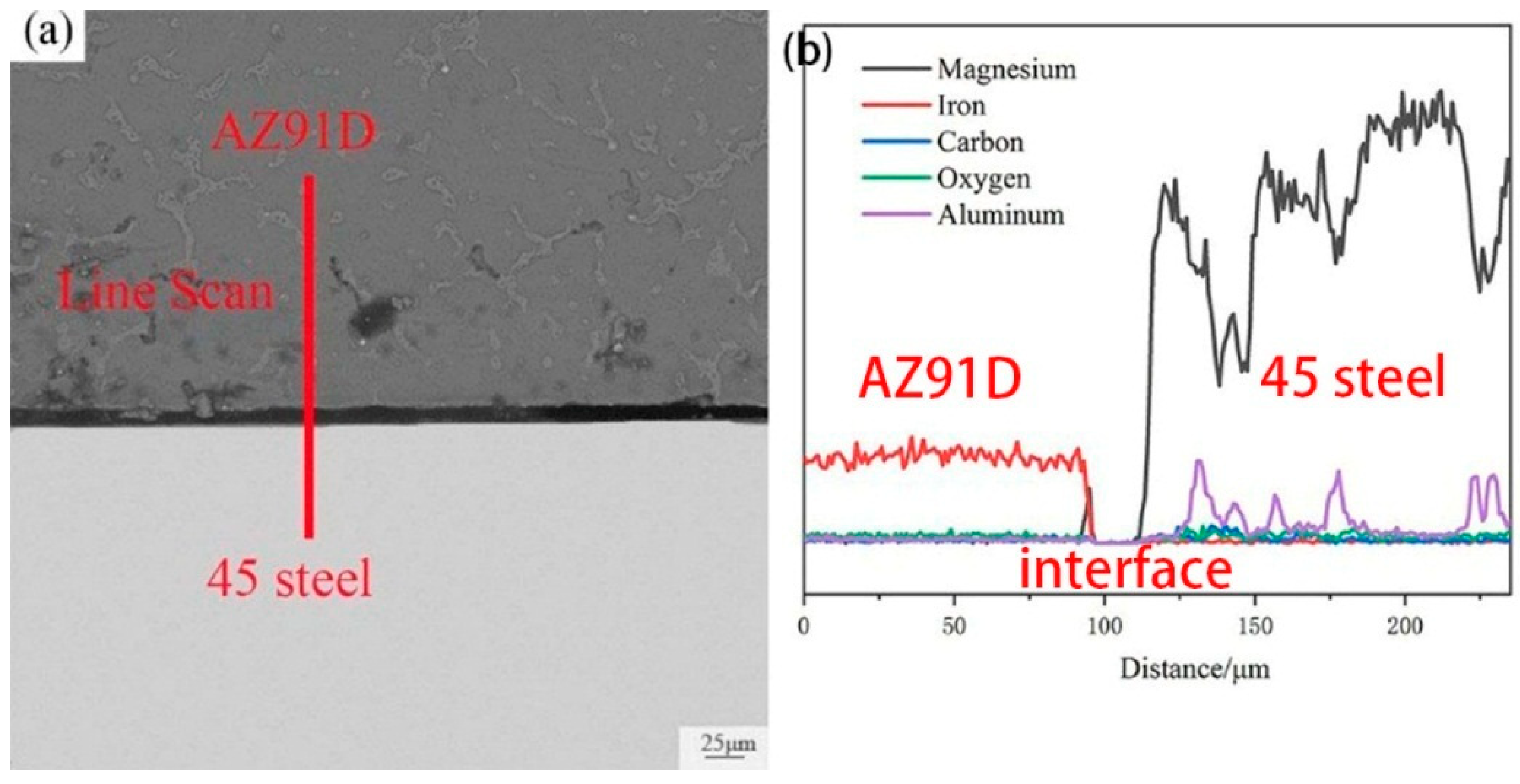
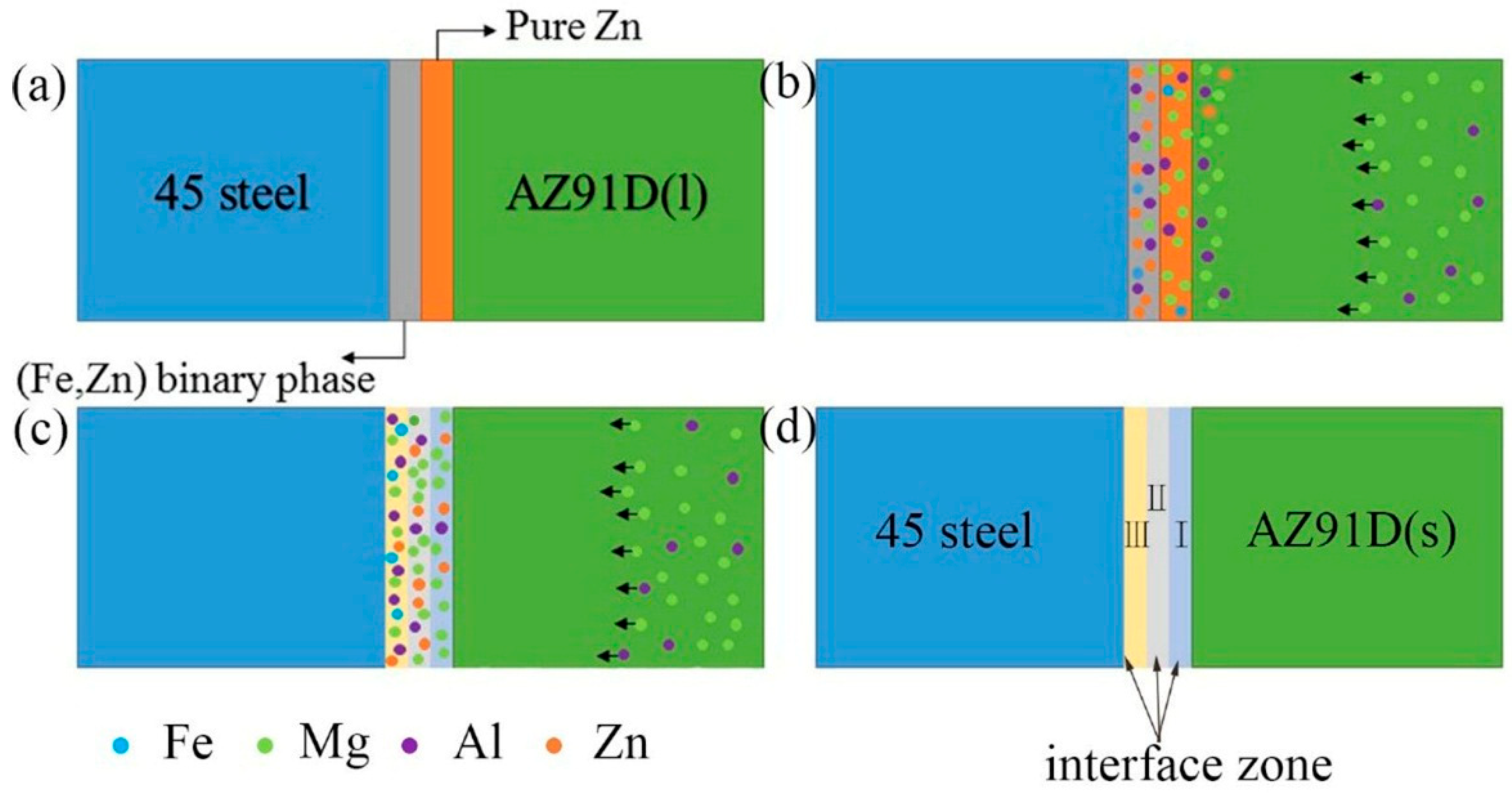
- In galvanized-45 steel/AZ91D bimetallic material, based on the existence of the interface zone, the metallurgical bonding between galvanized-45 steel and AZ91D was achieved via pouring the molten magnesium alloy into the mold inserted into galvanized 45 steel. However, there was only mechanical bonding between bare steel and AZ91D via solid-liquid compound casting.
- (2)
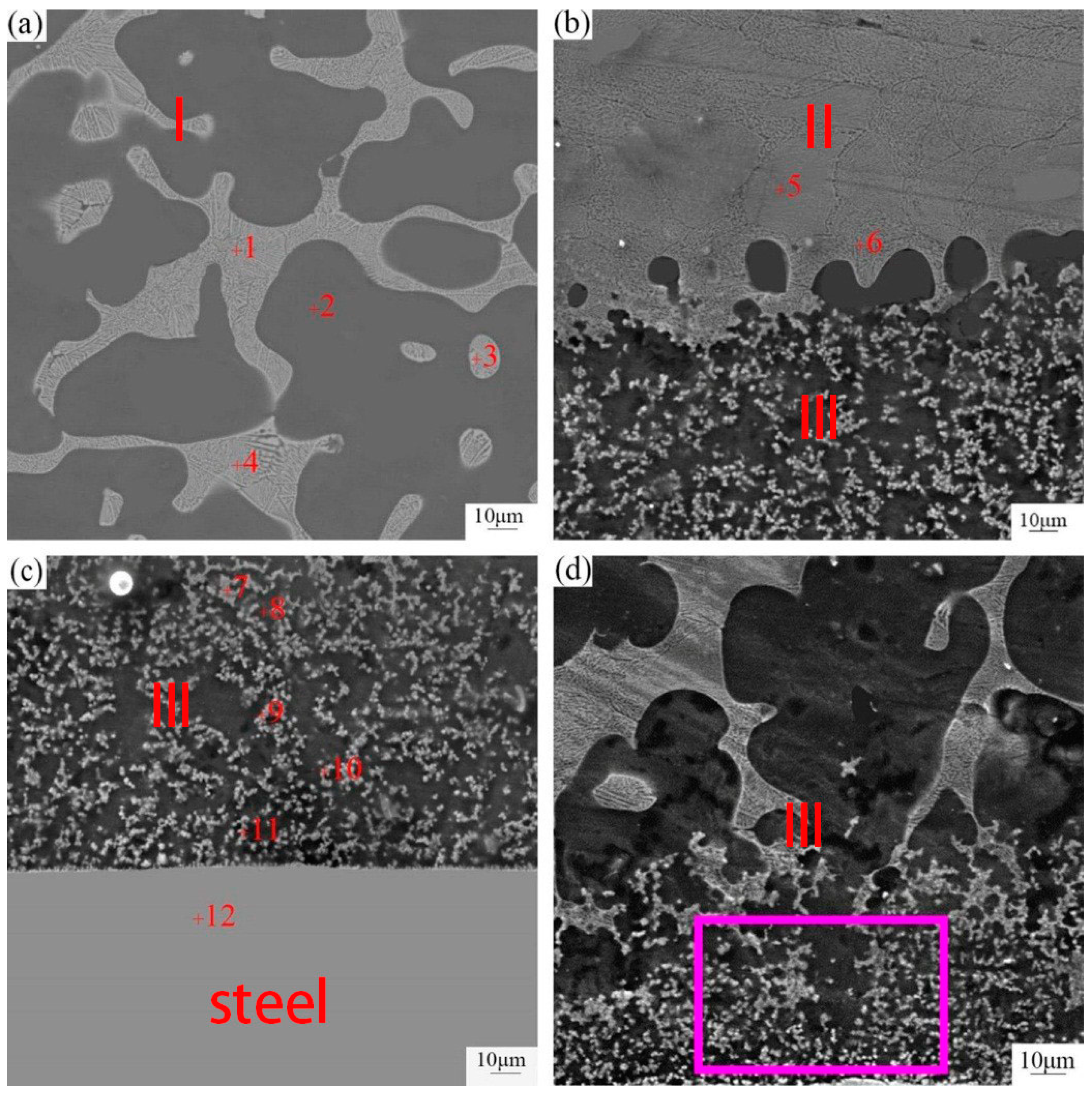
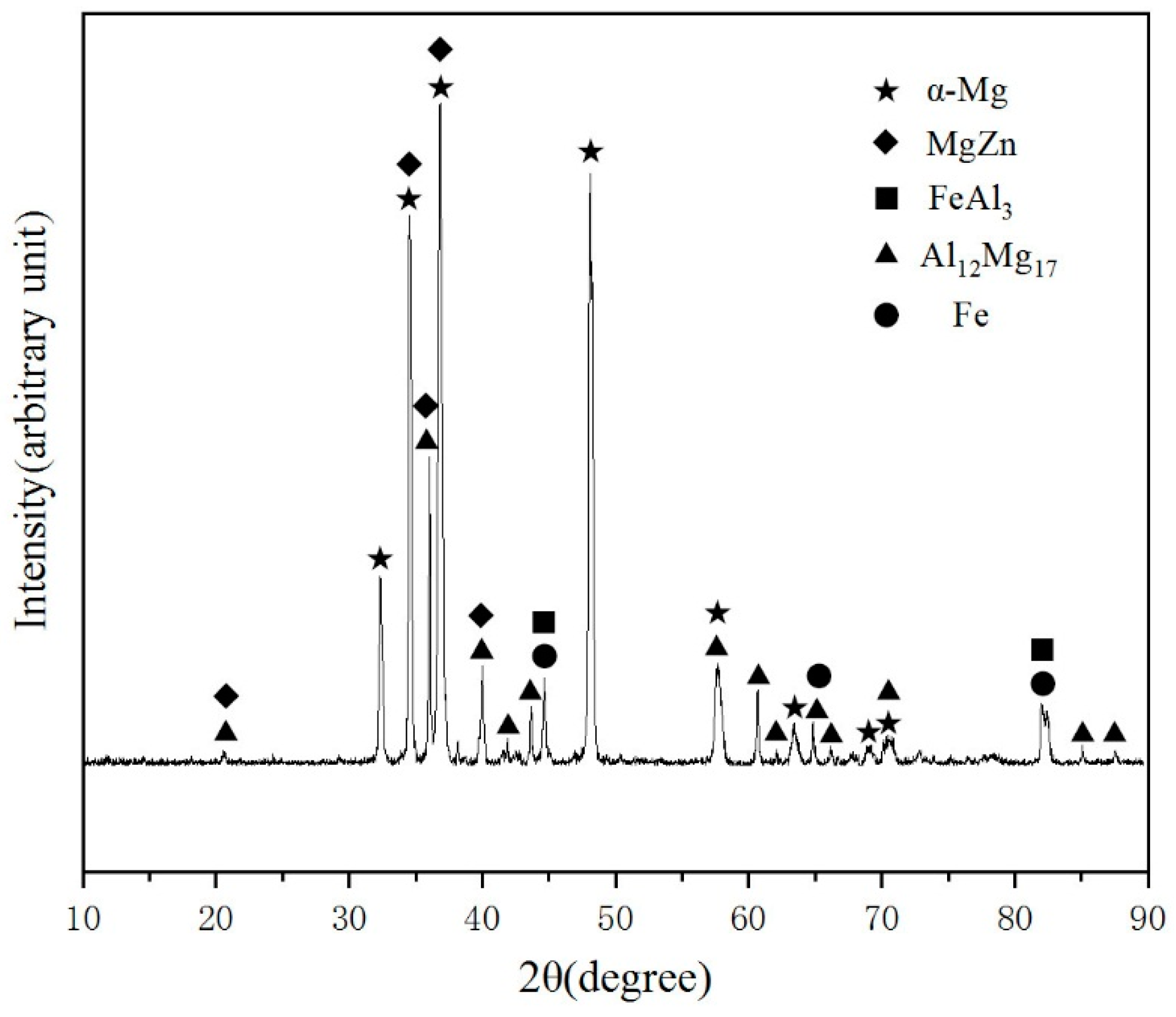
- The interface zone between galvanized 45 steel and AZ91D could be divided into three different layers. The layer adjacent to the AZ91D (layer I) was mainly composed of a (α-Mg + MgZn) eutectic structure and a black block phase (α-Mg). The layer close to the 45 steel (layer III) was mainly comprised of small white block FeAl3 and black block α-Mg, and the intermediate layer (layer II) consisted of a white uniform lamellae phase (α-Mg + MgZn) eutectic structure.
- (3)
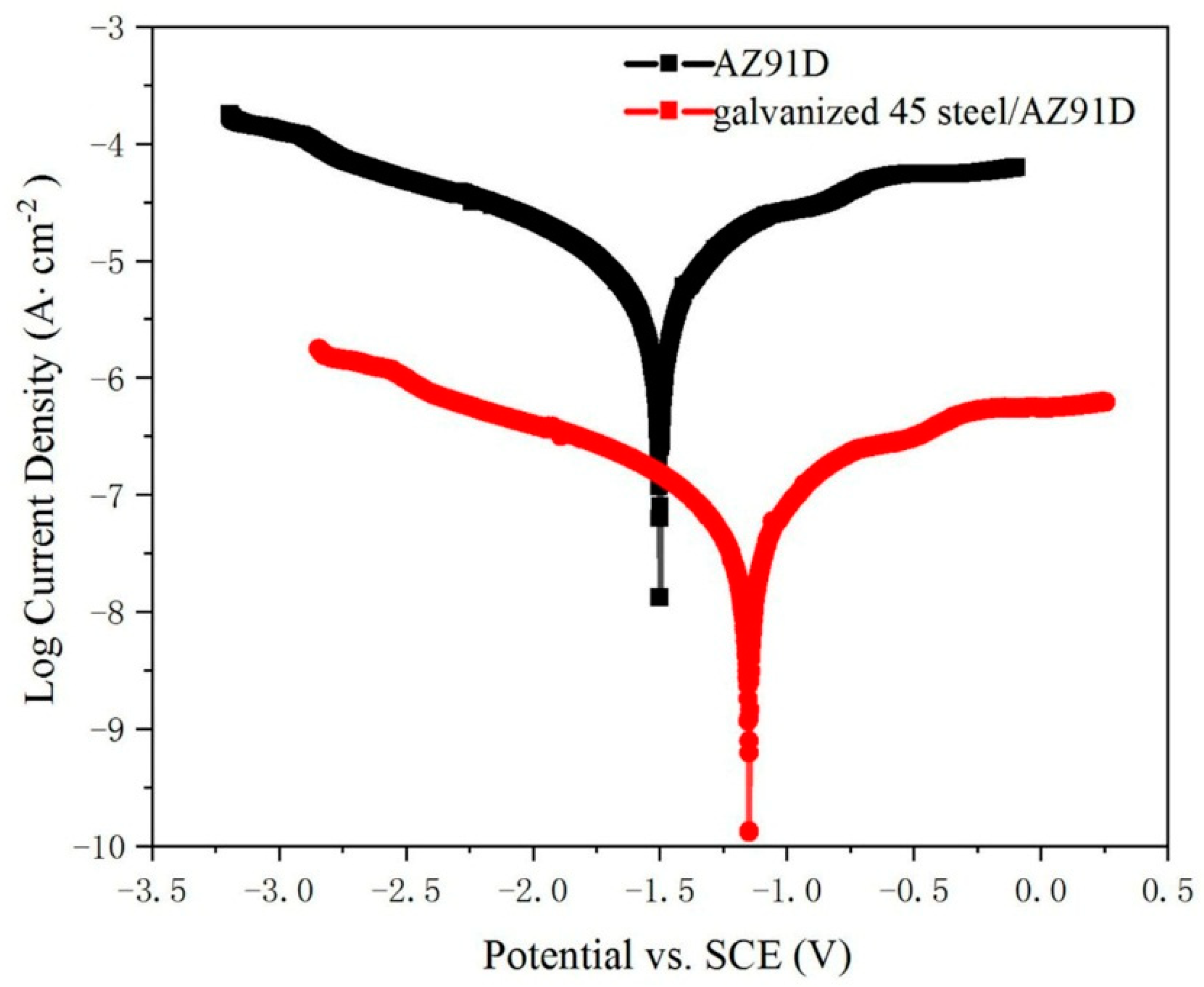
- The galvanized-45 steel on the surface of galvanized-steel/AZ91D bimetallic material could effectively improve the corrosion resistance of AZ91D, which could be proved by the fact that corrosion potential increased from −1.493 V to −1.143 V and corrosion current density changed from 3.015 × 10−5 A/cm2 to 1.34 × 10−7 A/cm2.
- (4)
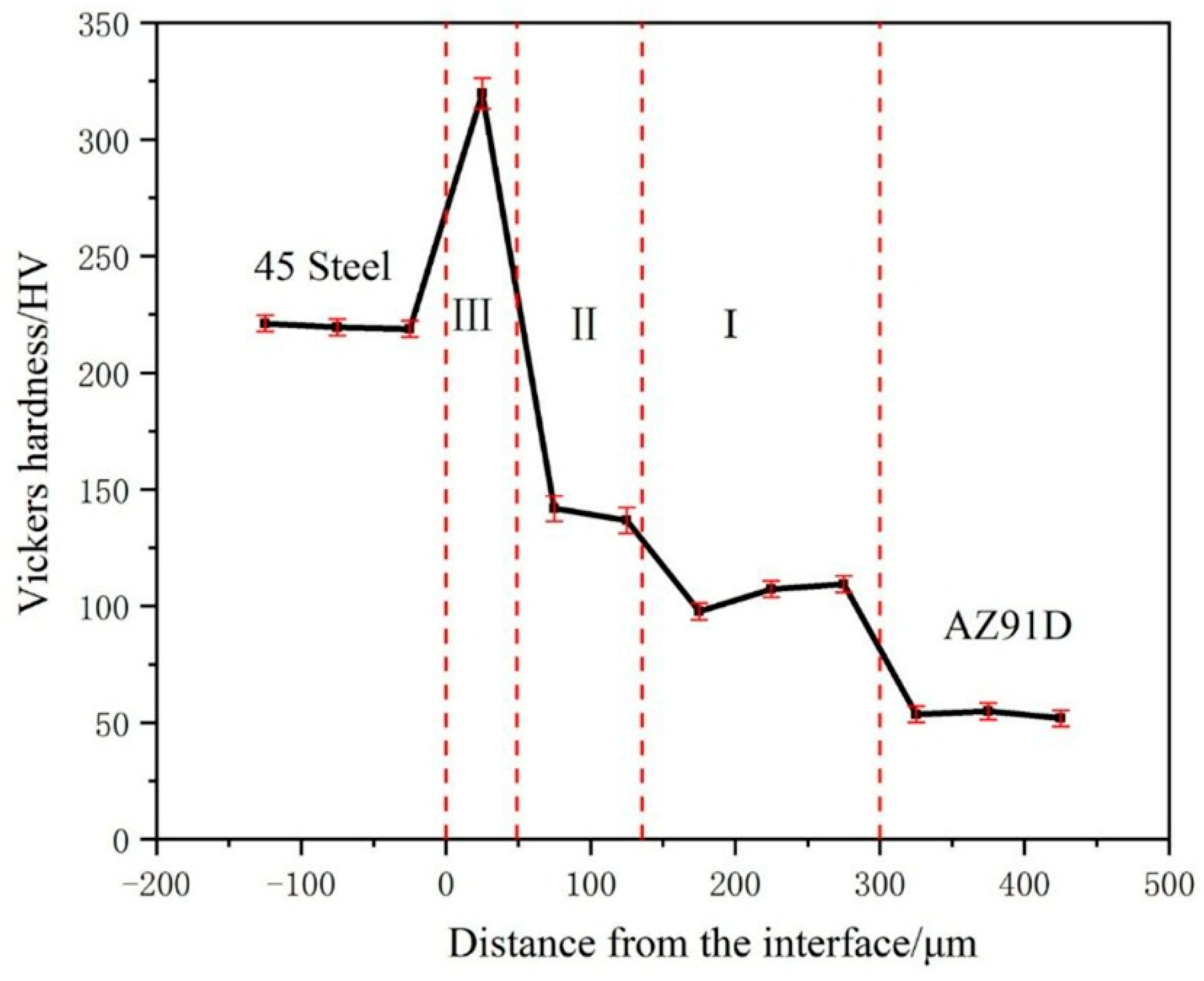
- With the change of the composition in different layers, the microhardness of galvanized-steel/AZ91D bimetallic material varied from location to location. From the layer I to the layer II, the microhardness increased gradually from 104.8 HV to 139.3 HV due to the increasement of MgZn phase contents. But from layer II to layer III, the microhardness changed rapidly from 139.3 HV to 325.4 HV, because the microhardness of the FeAl3 was much larger than the MgZn phases.
- (5)
- The shear strength of galvanized-steel/AZ91D bimetallic material was much better than bare 45 steel/AZ91D bimetallic material, because of the metallurgical bond replacing the mechanical bond.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Luo, A.A. Magnesium casting technology for structural applications. J. Magn. Alloys 2013, 1, 2–22. [Google Scholar] [CrossRef]
- Mordike, B.L.; Ebert, T. Magnesium: Properties–applications–potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Kulekci, M.K. Magnesium and its alloys applications in automotive industry. Int. J. Adv. Manuf. Technol. 2007, 39, 851–865. [Google Scholar] [CrossRef]
- Gray, J.E.; Luan, B. Protective coatings on magnesium and its alloys—a critical review. J. Alloy Compd. 2002, 336, 88–113. [Google Scholar] [CrossRef]
- Atrens, A.; Song, G.-L.; Cao, F.; Shi, Z.; Bowen, P.K. Advances in Mg corrosion and research suggestions. J. Magnesium Alloy. 2013, 1, 177–200. [Google Scholar] [CrossRef]
- Aizawa, T.; Hasehira, K.-I.; Nishimura, C. Solid state synthesis of non-equilibrium phase in Mg-Co and Mg-Fe systems via bulk mechanical alloying. Mater. Trans. 2003, 44, 601–610. [Google Scholar] [CrossRef]
- Liu, L.; Xiao, L.; Chen, D.L.; Feng, J.C.; Kim, S.; Zhou, Y. Microstructure and fatigue properties of Mg-to-steel dissimilar resistance spot welds. Mater. Des. 2013, 45, 336–342. [Google Scholar] [CrossRef]
- Feng, Y.; Li, Y.; Luo, Z.; Ling, Z.; Wang, Z. Resistance spot welding of Mg to electro-galvanized steel with hot-dip galvanized steel interlayer. J. Mater. Process. Tech. 2016, 236, 114–122. [Google Scholar] [CrossRef]
- Jana, S.; Hovanski, Y.; Grant, G.J. Friction Stir Lap Welding of Magnesium Alloy to Steel: A Preliminary Investigation. Metall. Mater. Trans. A 2010, 41, 3173–3182. [Google Scholar] [CrossRef]
- Chen, Y.C.; Nakata, K. Friction Stir Lap Welding of Magnesium Alloy and Zinc-Coated Steel. Mater. Trans. 2009, 50, 2598–2603. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, X.; Wang, P.; Zhao, G. Friction stir keyholeless spot welding of AZ31 Mg alloy-mild steel. Trans. Nonferr. Metal. Soc. 2014, 24, 1709–1716. [Google Scholar] [CrossRef]
- Song, G.; Yu, J.; Li, T.; Wang, J.; Liu, L. Effect of laser-GTAW hybrid welding heat input on the performance of Mg/Steel butt joint. J. Manuf. Process. 2018, 31, 131–138. [Google Scholar] [CrossRef]
- Elthalabawy, W.M.; Khan, T.I. Microstructural development of diffusion-brazed austenitic stainless steel to magnesium alloy using a nickel interlayer. Mater. Charact. 2010, 61, 703–712. [Google Scholar] [CrossRef]
- Patel, V.K.; Bhole, S.D.; Chen, D.L. Characterization of ultrasonic spot welded joints of Mg-to-galvanized and ungalvanized steel with a tin interlayer. J. Mater. Process. Tech. 2014, 214, 811–817. [Google Scholar] [CrossRef]
- Shakil, M.; Tariq, N.H.; Ahmad, M.; Choudhary, M.A.; Akhter, J.I.; Babu, S.S. Effect of ultrasonic welding parameters on microstructure and mechanical properties of dissimilar joints. Mater. Des. 2014, 55, 263–273. [Google Scholar] [CrossRef]
- Santella, M.; Brown, E.; Pozuelo, M.; Pan, T.Y.; Yang, J.M. Details of Mg–Zn reactions in AZ31 to galvanised mild steel ultrasonic spot welds. Sci. Technol. Weld. Joi. 2012, 17, 219–224. [Google Scholar] [CrossRef]
- Cao, R.; Zhu, H.X.; Wang, Q.; Dong, C.; Lin, Q.; Chen, J.H. Effects of zinc coating on magnesium alloy–steel joints produced by cold metal transfer method. Mater. Sci. Technol. 2016, 32, 1805–1817. [Google Scholar] [CrossRef]
- Nasiri, A.M.; Zhou, Y. Effect of Zn interlayer on brazeability of AZ31B–Mg alloy to steel sheet. Sci. Technol. Weld. Joi. 2015, 20, 155–163. [Google Scholar] [CrossRef]
- Nasiri, A.M.; Lee, M.Y.; Weckman, D.C.; Zhou, Y. Effects of Interfacial Lattice Mismatching on Wetting of Ni-Plated Steel by Magnesium. Metall. Mater. Trans. A 2014, 45, 5749–5766. [Google Scholar] [CrossRef]
- Tan, C.W.; Chen, B.; Song, X.G.; Zhou, L.; Meng, S.H.; Li, L.Q.; Feng, J.C. Influence of Al Interlayer Thickness on Laser Welding of Mg/Steel. Weld. J. 2016, 95, 384–394. [Google Scholar]
- Wang, X.Y.; Sun, D.Q.; Sun, Y.; Ding, Z.Q. Effects of Cu Addition on Microstructure Characteristics and Tensile Behaviors of Metal Inert-Gas Arc Welded Mg-Steel Dissimilar Joints. Mater. Trans. 2015, 56, 1868–1874. [Google Scholar] [CrossRef]
- Ho, J.-S.; Lin, C.B.; Liu, C.H. Effect of continuous cooling heat treatmenton interface characteristics of S45C/copper compound casting. J. Mater. Sci. 2004, 39, 2473–2480. [Google Scholar] [CrossRef]
- He, K.; Zhao, J.; Li, P.; He, J.; Tang, Q. Investigation on microstructures and properties of arc-sprayed-Al/AZ91D bimetallic material by solid–liquid compound casting. Mater. Des. 2016, 112, 553–564. [Google Scholar] [CrossRef]
- Jiang, W.; Fan, Z.; Li, C. Improved steel/aluminum bonding in bimetallic castings by a compound casting process. J. Mater. Process. Technol. 2015, 226, 25–31. [Google Scholar] [CrossRef]
- Hu, Y.; Chen, Y.-Q.; Li, L.; Hu, H.-D.; Zhu, Z.-A. Microstructure and properties of Al/Cu bimetal in liquid–solid compound casting process. Trans. Nonferr. Metal. Soc. 2016, 26, 1555–1563. [Google Scholar] [CrossRef]
- Phase Diagrams of ASM Handbook, 8th ed.; ASM International: Novelty, OH, USA, 1992.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Al | Zn | Mn | Si | Cu | Ni | Cr | S | P | C | Fe | Mg |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| AZ91D | 8.5–9.0 | 0.45–0.5 | 0.17–0.4 | ≤0.05 | ≤0.02 | ≤0.01 | ≤0.004 | Bal | ||||
| 45 steel | 0.5–0.7 | 0.17–0.30 | ≤0.25 | ≤0.25 | ≤0.025 | ≤0.035 | ≤0.035 | 0.42–0.50 | Bal |
| Point | X(Zn)/% | X(Fe)/% |
|---|---|---|
| 1 | 75.47 | 24.53 |
| 2 | 88.61 | 11.39 |
| 3 | 92.63 | 7.37 |
| 4 | 98.61 | 1.39 |
| Point | X(Mg)/% | X(Al)/% | X(Zn)/% | X(Fe)/% | X(C)/% |
|---|---|---|---|---|---|
| 1 | 71.36 | 4.61 | 24.03 | - | - |
| 2 | 94.46 | 3.12 | 2.42 | - | - |
| 3 | 73.45 | 4.93 | 21.62 | - | - |
| 4 | 73.04 | 4.6 | 22.36 | - | - |
| 5 | 74.53 | 3.99 | 21.48 | - | - |
| 6 | 70.32 | 6.23 | 23.45 | - | - |
| 7 | 65.34 | 13.25 | 19.89 | 1.52 | - |
| 8 | 92.36 | 1.37 | 6.07 | 0.2 | - |
| 9 | 10.32 | 58.35 | 2.33 | 29.00 | - |
| 10 | 4.83 | 53.36 | 3.15 | 38.65 | - |
| 11 | 4.3 | 35.5 | 2.0 | 58.2 | - |
| 12 | - | - | - | 51.38 | 48.62 |
| Sample | Shear Strength (MPa) | Average Shear Strength (MPa) |
|---|---|---|
| Bare-steel/AZ91D | 0 | 0 |
| Galvanized-steel/AZ91D | 12.31 | 11.81 |
| 13.24 | ||
| 9.87 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, J.; Zhao, J.-h.; Zhang, J.-y.; Guo, Y.; He, K.; Shang-guan, J.-J.; Wen, F.-l. Microstructure and Mechanical Properties of Galvanized-45 Steel/AZ91D Bimetallic Material by Liquid-Solid Compound Casting. Materials 2019, 12, 1651. https://doi.org/10.3390/ma12101651
Cheng J, Zhao J-h, Zhang J-y, Guo Y, He K, Shang-guan J-J, Wen F-l. Microstructure and Mechanical Properties of Galvanized-45 Steel/AZ91D Bimetallic Material by Liquid-Solid Compound Casting. Materials. 2019; 12(10):1651. https://doi.org/10.3390/ma12101651
Chicago/Turabian StyleCheng, Jun, Jian-hua Zhao, Jin-yong Zhang, Yu Guo, Ke He, Jing-Jing Shang-guan, and Fu-lin Wen. 2019. "Microstructure and Mechanical Properties of Galvanized-45 Steel/AZ91D Bimetallic Material by Liquid-Solid Compound Casting" Materials 12, no. 10: 1651. https://doi.org/10.3390/ma12101651
APA StyleCheng, J., Zhao, J.-h., Zhang, J.-y., Guo, Y., He, K., Shang-guan, J.-J., & Wen, F.-l. (2019). Microstructure and Mechanical Properties of Galvanized-45 Steel/AZ91D Bimetallic Material by Liquid-Solid Compound Casting. Materials, 12(10), 1651. https://doi.org/10.3390/ma12101651