3.1. Microstructure
To research the effect of T6-treated and tensile temperature on the mechanical properties of SiC
p/6061Al composites, prepared composites should satisfy the conditions of high relative density, homogeneous particle distribution, and so on.
Figure 5 shows the optical micrographs of 200× magnification of SiC
p/6061Al composites without T6-treated. The SiC
p/6061Al composites with SiC mass fractions from 0% to 30% had no visible holes in these optical micrographs. Microstructural studies demonstrated that the composites exhibited good compactness, and there were excellent boundaries between the matrix alloy and reinforcing particles. Two phenomena were observed in the distribution of SiC particles in the matrix alloy: firstly, when the SiC mass fraction was less than 10%, SiC particles were homogeneously distributed in the matrix alloy. When the SiC mass fraction reached 10%, SiC particles aggregated to form SiC clusters. Slipenyuk et al. pointed out that, in order to make the reinforcement particles distribute homogeneously in the composites, a theoretical limit for the reinforcement concentration exists [
12]. The theoretical limit depends on the particle size ratio of matrix and reinforcement, the particle shape, and the processing method, and a formula has been proposed to calculate the critical reinforcement concentration of volume fraction
Vh for homogeneous distribution of SiC:
where
α (
α = 0.18) is a parameter that is considered to take into account the effects of reinforcement connection, the particle shape, the particle size distribution, and the reinforcement of local deviations in the composite.
Vr1 and
Vm are the volume of matrix particles and reinforcing particles in the composite, respectively, and
d/
D is the reinforcement-matrix particle size ratio.
Secondly, SiC particles preferentially aggregated at the boundary of Al particles. When the SiC mass fraction reached 25%, as shown in
Figure 5f, it was obvious that SiC particles aggregated at the boundary of Al particles. This phenomenon has been proposed in some papers. Gubicza et al. reached a conclusion that the SiC
p/matrix interfaces belonged to an inherent interface because of the differences between the corresponding crystal structures and lattice constants [
13]. Ogel et al. mentioned that the reinforcing particles tended to segregate and cluster at the Al powder particle boundaries [
14]. When the SiC mass fraction reached 30%, as shown in
Figure 5g, the boundary of Al particles was no longer apparent, which is like the boundary of Al particles has reached saturation.
SiC particles aggregated at the boundary of Al particles, as shown in
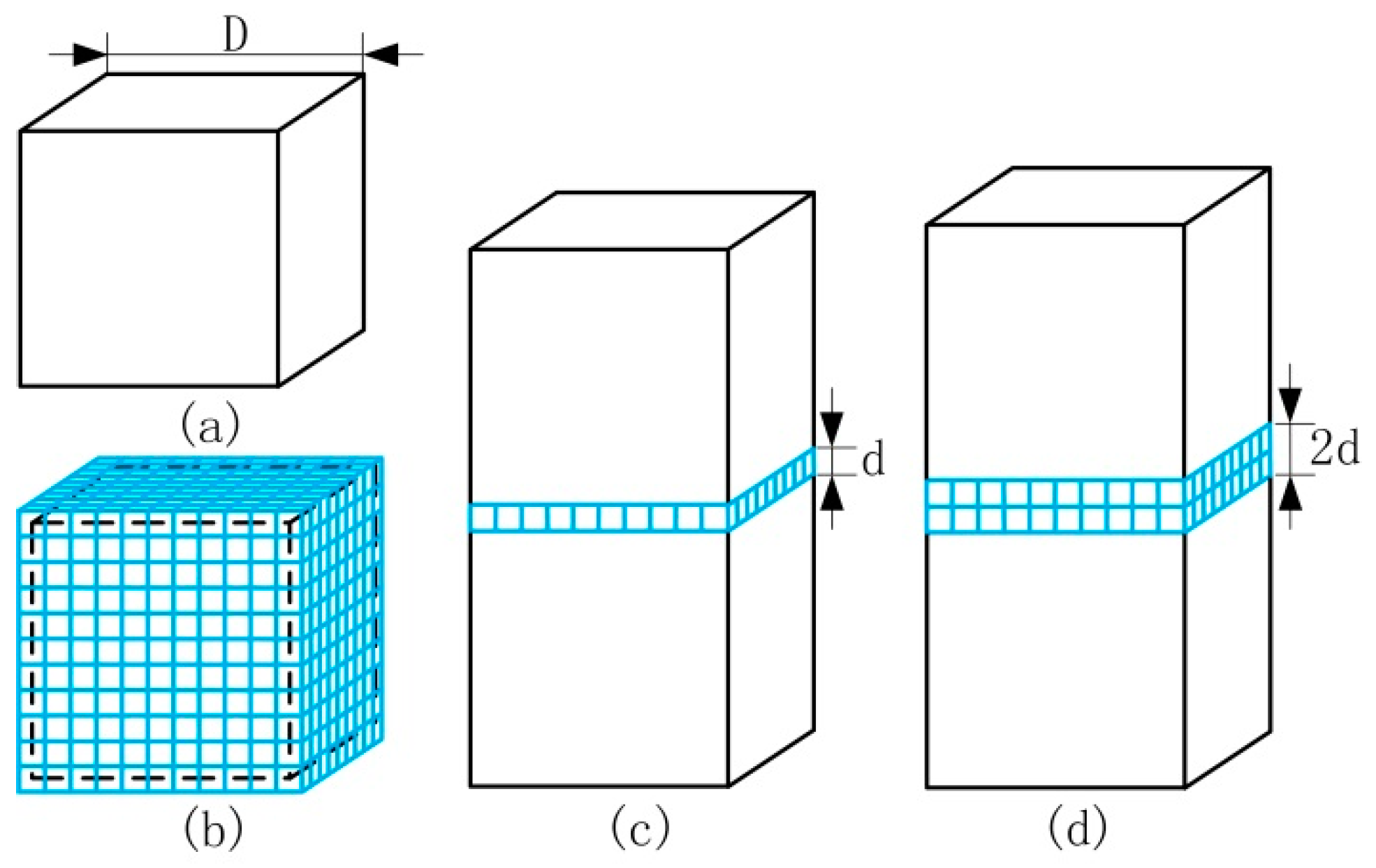
Figure 6b. When reinforcing particles were homogeneously distributed in the matrix, without the cluster of reinforcing particles, a layer of reinforcing particles was surrounded by two layers of adjacent matrix alloy particles, as shown in
Figure 6c. At this time, we calculated the homogeneous distribution of reinforcing particles using the critical reinforcement concentration formula of Equation (4), when
D = 48 μm and
d = 10 μm, and the result of the calculation was
Vh = 7.80% and the mass fraction
WSiC = 9.11%. Compared with
Figure 5, when the SiC mass fraction was 5%, SiC particles were homogeneously distributed in the matrix alloy. When the SiC mass fraction reached 10%, SiC particles aggregated to form SiC clusters.
WSiC = 9.11% is a theoretical limit for the reinforcement particles distributing homogeneously in the composites.
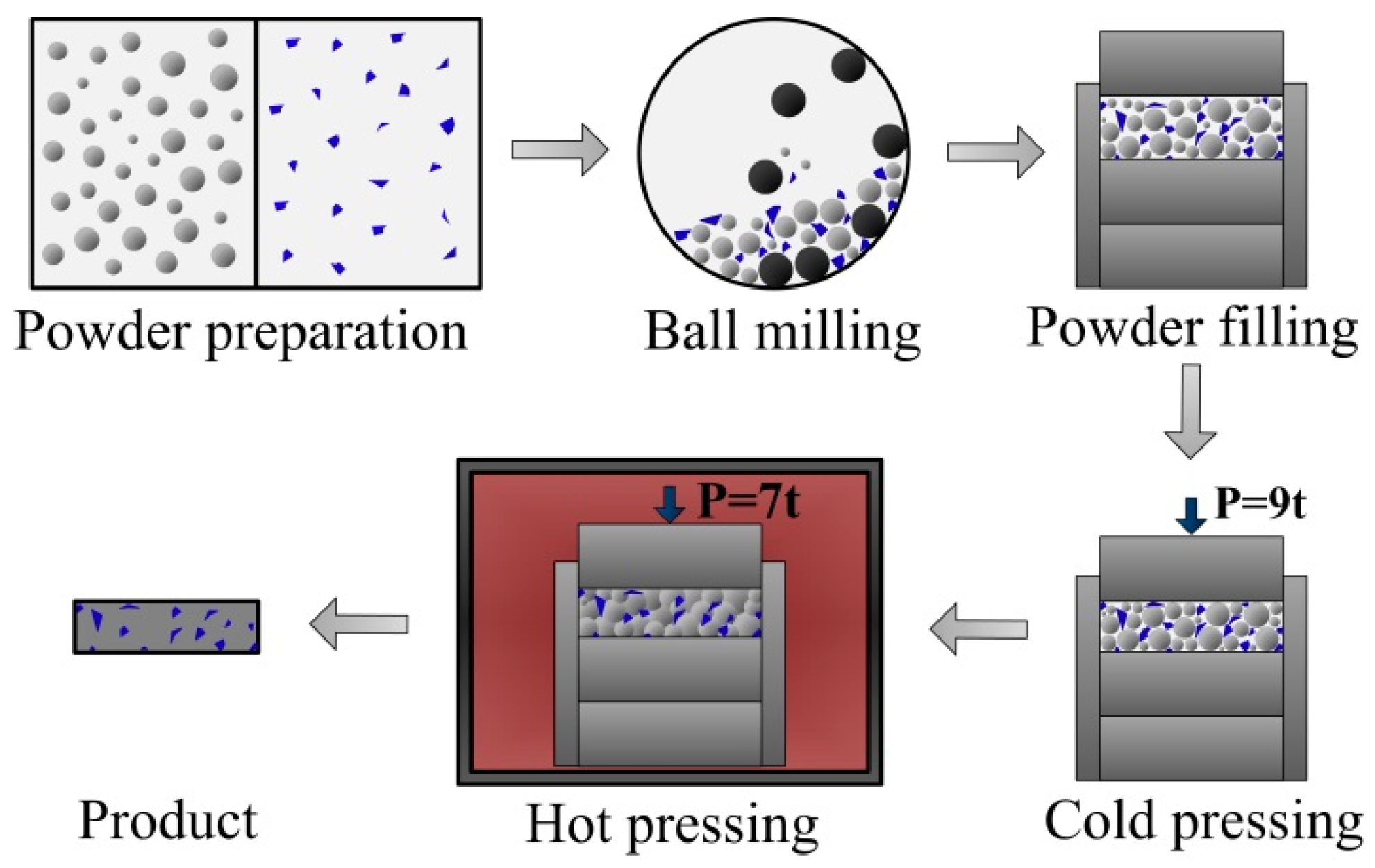
For the second phenomena, the critical reinforcement concentration formula for calculating the saturated distribution of reinforcing particles was proposed in this paper and the following assumptions were set. The ball mill used to mix powers homogeneously did not affect the distribution of particles. Cubic reinforcement particles, with the cube side
d and cubic matrix alloy particles with the cube side
D, were considered. The shape and size of reinforcing particles after hot-pressing sintering did not change. In this case, the volume
Vm of a matrix alloy particle, as shown in
Figure 6a, is:
When reinforcing particles reached saturation with clusters of reinforcing particles, two layers of reinforcing particles were surrounded by two layers of adjacent matrix alloy particles, as shown in
Figure 6d. At this time, the volume
Vr2 of reinforcing particles contained around one matrix alloy particle is:
Therefore, the critical reinforcement concentration recorded as the volume fraction
VS of the saturated distribution of reinforcing particles is:
where
β (
β < 1) is a parameter that is considered to take into account the effects of the particle shape, the particle size distribution, and the reinforcement local deviations in the material. In order to obtain the value of
β, the critical reinforcement concentration of the saturated distribution
WSiC = 30% (
VS = 26.56%) in this paper was substituted into Equation (7) and
β = 0.41.
To verify the obtained formulas, we calculated the composite prepared by Yan et al. when
D = 45 μm and
d = 15 μm [
7]. In this case, the critical reinforcement concentration of the saturation distribution calculated by Equation (7) was
VS = 32.08%. Compared with Yan et al., when the SiC volume fraction was 30%, the composites achieved the maximum tensile strength [
7]. When the SiC volume fraction reached 35%, the tensile strength of the composites decreased.
VSiC = 32.08% was the biggest critical reinforcement concentration of the saturation distribution, and the strength of the composites had begun to decrease.
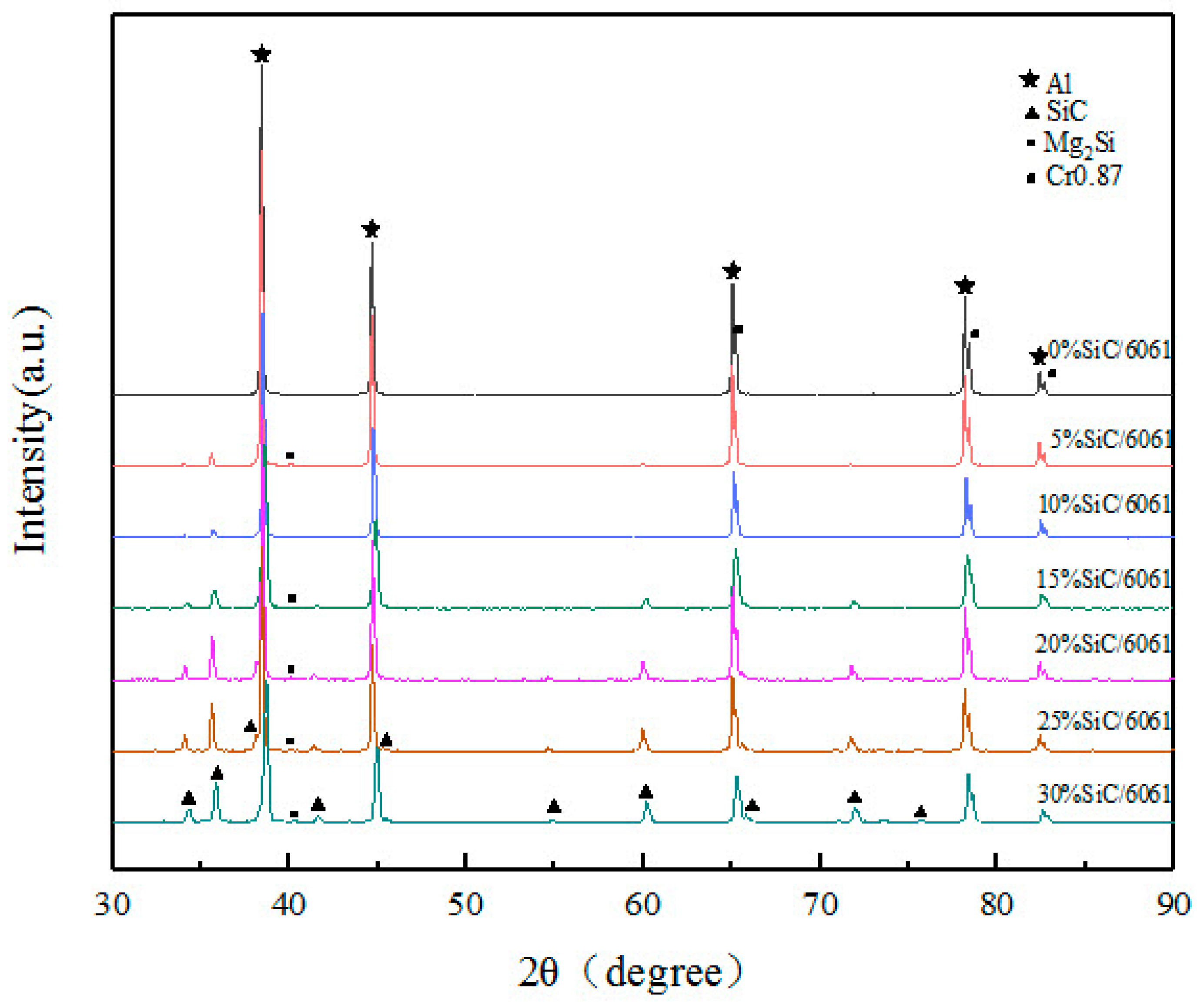
The XRD patterns of composites in
Figure 5 are shown in
Figure 7 to make the phase identification. It was found that the diffraction peaks of SiC became clear with the increase in SiC content. Mg
2Si is the main eutectic phase for the 6061 aluminum alloy, and Mg
2Si is a hard and brittle intermetallic phase, which exists in the form of particles distributed along grain boundaries and is easy to crack in tensile tests. The diffraction peak of Mg
2Si was found in XRD patterns, as shown in
Figure 7. Zhang et al. proved that solution treatment can lead to the dissolution of the Mg
2Si phase into the Al phase, which can improve the strength of composites and reduce the number of crack initiation sites [
3]. Because Mg
2Si exists in a small amount and plays a similar role to SiC particles, the main factors affecting the mechanical properties of composites are the aluminum alloy matrix and SiC-reinforced particles.
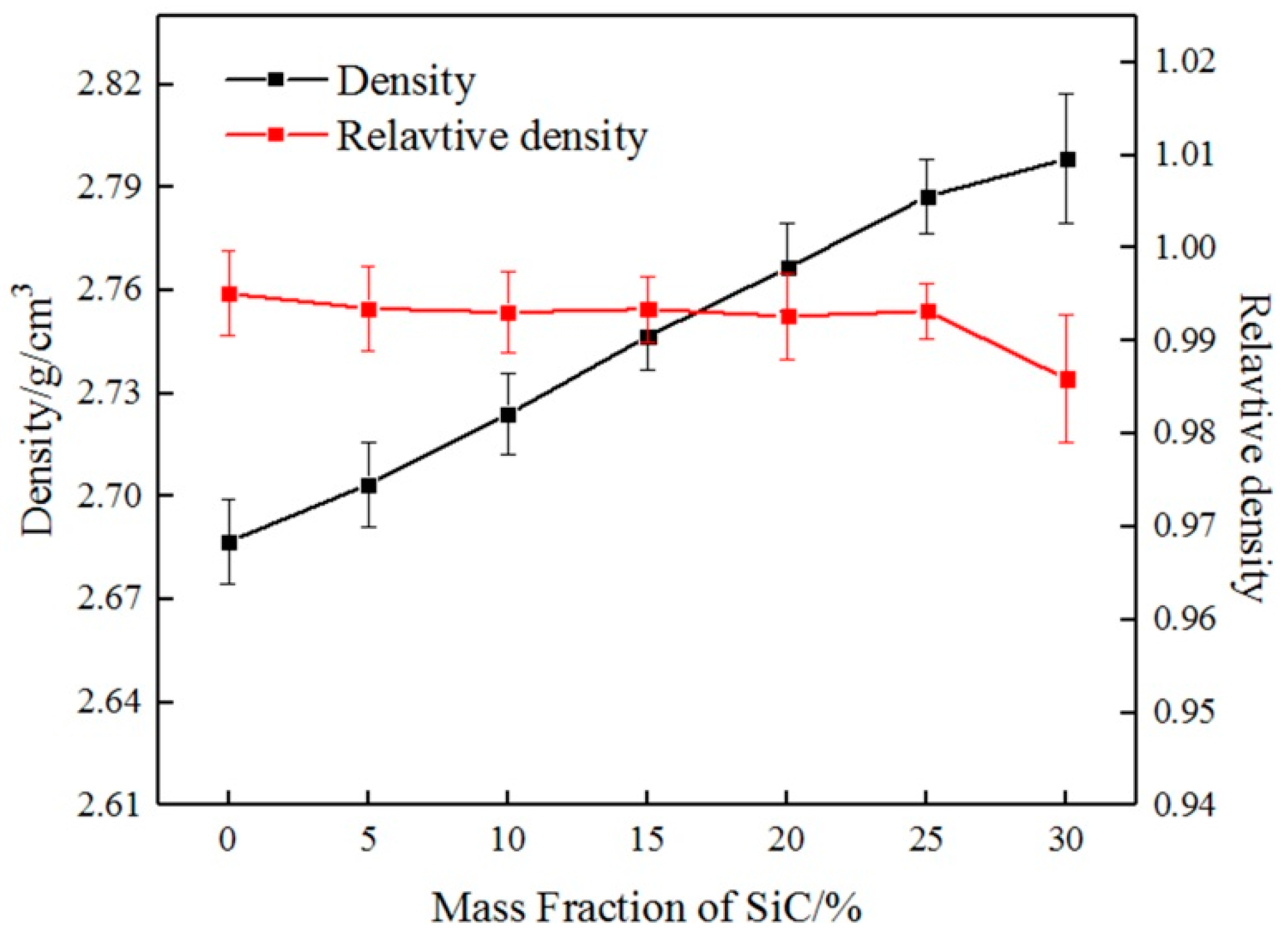
3.2. Density and Relative Density
Using the rule of mixture, the density of the composite should increase with the increasing mass fraction of SiC, where
ρSiC = 3.2 g/cm
3 and
ρ6061 = 2.7 g/cm
3. The variations in density with SiC content of composites without T6-treated are indicated in
Figure 8. It can be seen that the density improved with the addition of SiC.
The variations of relative density with SiC content are indicated in
Figure 8. Using the preparation process, high relative density was achieved, which was maintained at about 99% and composites had no visible holes in optical micrographs. The homogeneous distribution of SiC particles in the 6061Al matrix contributed to the high relative density, and the preparation process also helped composites to obtain the nearly full relative density within suitable temperatures and pressures. In addition, the relative density of SiC
p/6061Al composites decreased with the increase of SiC. The reasons for this follow.
SiC is a ceramic phase with a high melting point and a particularly high stiffness, which is difficult to deform. As the mass fraction of SiC increased, the mass fraction of 6061Al decreased, and the contact area of SiC-SiC increased. When the pores of the contact surfaces of SiC-SiC increased and the plastic deformation of 6061Al could not fill the pores, the relative density reduced. The increase of SiC content led to the decline in the pressing capacity of composites because of the higher hardness of SiC. El-Kady et al. considered that the lower relative density is due to the lower compressibility [
15]. In addition, SiC particles are homogeneously distributed to form a dense network to prevent densification of composites [
16].
When the mass fraction of SiC reached 30%, the relative density decreased remarkably. Part of the reason is that the higher hardness of SiC leads to lower compressibility of the composite and a lower relative density. WSiC = 30% was the largest critical reinforcement concentration of the saturation distribution of SiC particles. When the SiC mass fraction reached 30%, a large amount of aggregation of SiC particles occurred. There were a lot of contact areas of SiC-SiC to reduce the relative density. The SiC network is denser and more cluttered to prevent densification of SiCp/6061Al composites. It can be seen that the mass fraction of SiC and the distribution of SiC particles have a great influence on the relative density of composites.
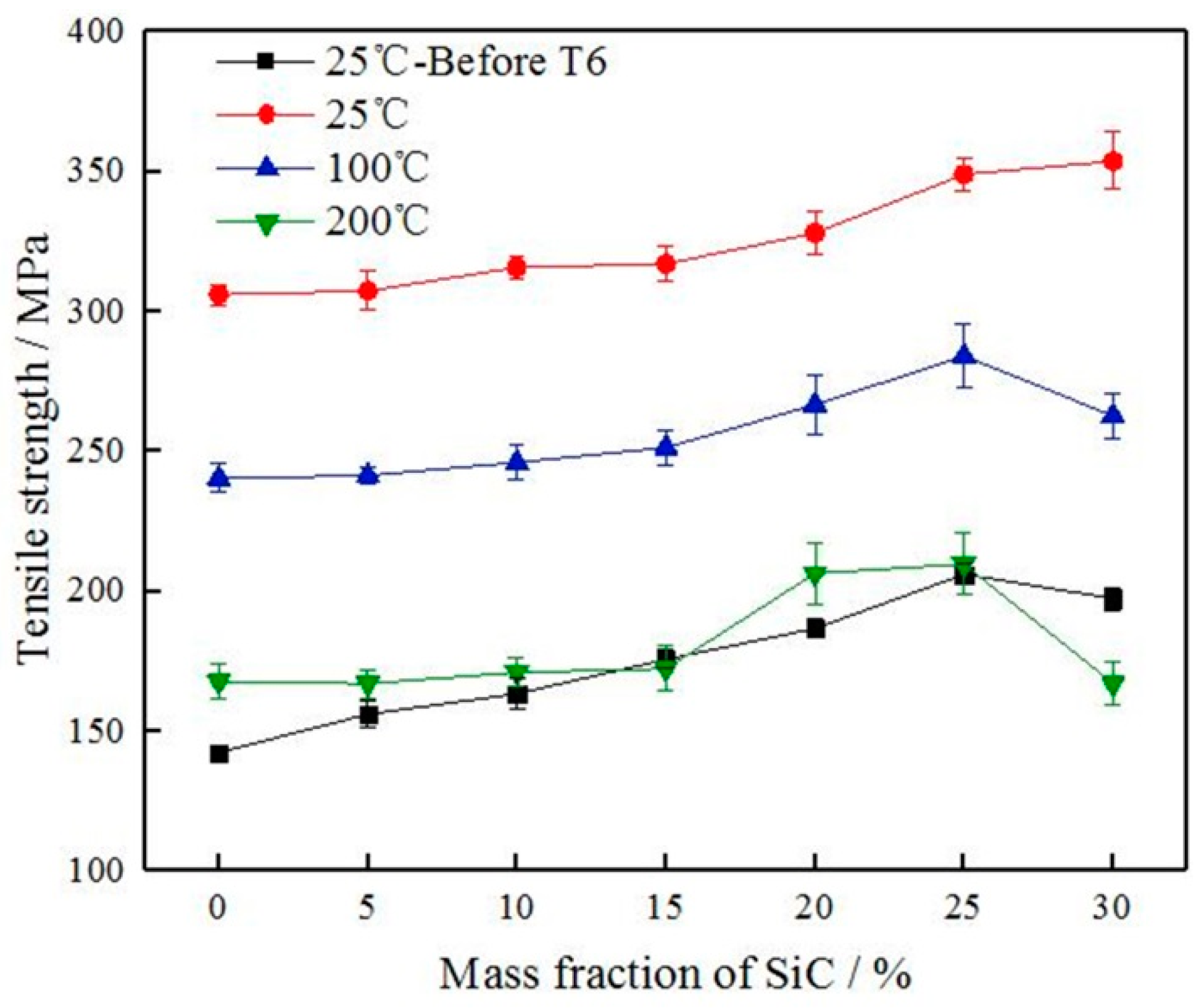
3.3. Tensile Properties
The effect of T6-treated and test temperature on the tensile strength and the elongation of SiC
p/6061Al composites are shown in
Figure 9 and
Figure 10.
Experimental results for T6-treated at room temperature indicated that the effect of T6-treated on the mechanical properties of composites caused a marked increase in tensile strength, but a significant decrease in elongation. That is, the T6-treated can significantly enhance the tensile strength, but sacrifices the ductility. For example, the tensile strength of 0%SiC/6061 with T6-treated was increased by 115%, and the elongation was reduced by 70%. The reason for the phenomenon is that the matrix of composites in the 6061 aluminum alloy belongs to an age-hardening alloy. The supersaturated solid solution can be formed in dense composites after solution treatment, and fine precipitates can be dispersed from composites after aging treatment. These fine precipitates can be regarded as barriers to dislocations that reduce the mobility of dislocations and improve the plastic deformation resistance, so the strength of composites increases and the plasticity reduces.
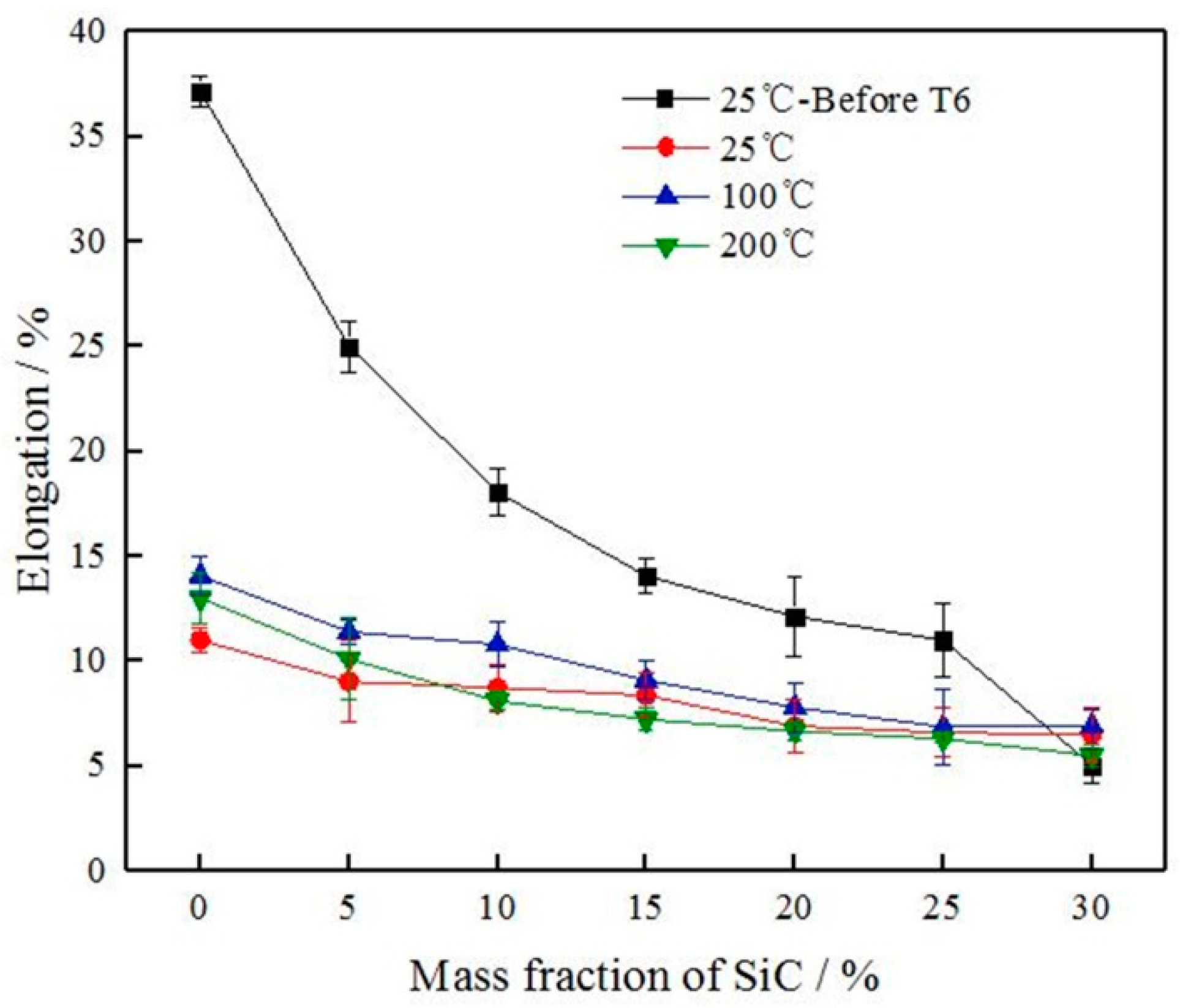
With the increase of SiC particles, the tensile strength of the composite increased and the elongation decreased. The elongation of the composite without T6-treated was very sensitive to the increase of SiC particles, and the elongation decreased went from a sharp decrease to a slow decrease as SiC particles increased. The elongation of the T6-treated composite was not sensitive to the increase of SiC particles, and the elongation decreased insignificantly. The strengthening mechanisms, which may operate in SiC
p/6061Al composites, can be divided into two categories: direct and indirect strengthening [
17]. Direct strengthening is a model based on the load sharing between the reinforcements and the matrix. Since the strength and the ability to withstand stress of the SiC particles are stronger than 6061 aluminum alloy, the matrix is strengthened when SiC particles are added. External stress is generally transmitted from the matrix to the reinforcement through the interface. The number of interfaces increases with the increase in SiC particles, which improves the ability to withstand stress and the tensile strength. Indirect strengthening is a model caused by the changes in the matrix microstructure due to the introduction of reinforcements, and the most common reinforcement mechanisms are coefficient of thermal expansion (CTE) mismatch, grain refinement, and Orowan strengthening [
18,
19]. The CTE mismatch mechanism is due to the large difference in the thermal expansion coefficients of the 6061 aluminum alloy and the SiC, and the thermal mismatch that results is because the interface is inconsistent in heat expansion and cooling shrinkage [
20]. Then thermal residual stress and a large number of dislocations are generated in the 6061 aluminum alloy around the SiC particles, and the strength of 6061 aluminum alloy is improved. The grain refinement mechanism means that the addition of SiC particles during the preparation of composites can refine the grains of 6061 aluminum alloy matrix, so that the strength of composites is improved. Orowan strengthening mechanism points out that the moving resistance of dislocation will increase when the moving dislocations meet SiC particles due to the high strength of SiC particles, belonging to the non-deformable particles, and the dislocation line will bend as it comes across the SiC particles. When the applied load is large enough, the dislocation will continue through the particles and move forward leaving a new dislocation necklace. The SiC particles not only hinder the movement of the dislocation but also generate the dislocation multiplication. Thus, the tensile strength of the composites is improved. Not only did the elongation of composites continue to decrease when the mass fraction of SiC particles reached 30%, but also the tensile strength tended to decrease. SiC particle clusters can form more SiC-SiC interfaces because of the saturated distribution, and the region of SiC particle clusters generally had defects such as holes and impurities. When the composite is subjected to an applied load, these defects are liable to cause a high-stress concentration to become a crack source and cause the generation and expansion of cracks. Therefore, the tensile strength of composites is greatly affected by the mass fraction and the distribution of SiC particles.
The tensile strength of SiC
p/6061Al composites decreases as the testing temperature increasing, as shown in
Figure 9. Atrian et al. pointed out that the properties of SiC particles did not change significantly during the temperature increase, while the 6061 aluminum alloy matrix softened and the dislocations mobility increased with the increasing temperature to reduce the tensile strength of composites [
21]. The phenomenon was also similar to that obtained by Li et al. with SiC
p/2024Al composites [
22]. For direct strengthening, external stress is generally transmitted from the matrix to the reinforcement through the interface. Li et al. reached this conclusion through a calculation that showed that high temperature degraded the load-transfer strengthening [
22]. For indirect strengthening, dislocation strengthening is significantly dependent on the density of dislocations. The dislocation density decreases with the increasing temperature, and decreasing of the dislocation density weakens the strength of the composites. In addition, the void nucleation in the matrix will be more extensive when the temperature increases, and cracks preferentially initiate in and propagate along with the matrix. These lead to the premature fracturing of the composite before the load-carrying capacity of SiC
p was operated completely, which can be demonstrated by the fracture morphologies shown in
Section 3.4. Nageswara Rao et al. found that 6061 aluminum alloy is thermally stable up to a temperature of 250 °C with slight grain coarsening [
23]. Abnormal grain growth was observed after annealing at high temperatures (300 °C). The effect of grain coarsening on mechanical properties can be disregarded at 200 °C. From the above standpoints, the variations in mechanical properties with the testing temperature can be well interpreted. The elongation of the T6-treated SiC
p/6061Al composites is not significant in relation to the change of temperature, as shown in
Figure 10. The elongation of composites at 100 °C is slightly higher than the elongation of composites at room temperature with T6-treated, but much lower than the elongation of composites without T6-treated. The tensile strength of T6-treated specimens at 200 °C is degraded continuously, and the decrease in elongation is also not obvious at the same time. These phenomena of elongation are explained in detail in
Section 3.4 by fracture morphologies.
It can be seen from the discussion that the elongation of T6-treated composites changes insignificantly with the increase of SiC content and tensile temperature, indicating that T6-treated has the greatest influence on the elongation of SiCp/6061Al composites. The 6061 aluminum alloy matrix is an age-strengthened alloy, and fine precipitates dispersed after the aging treatment can improve the plastic deformation resistance of composites. In general, heat treatment must be performed before using SiCp/6061Al composites. The use of T6-treated SiCp/6061Al composites needs to be concerned with the strength in the service environment rather than the elongation.
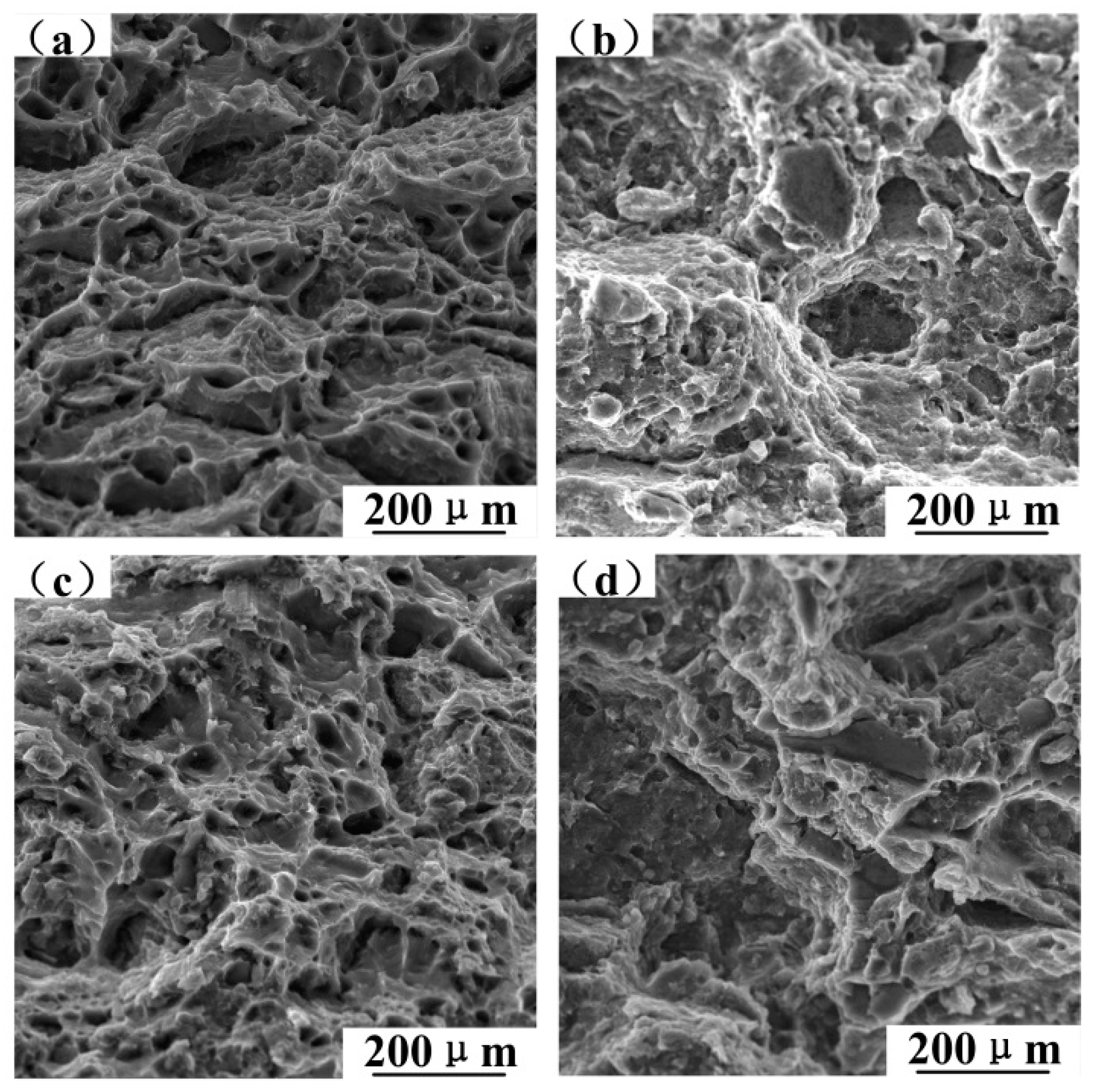
3.4. Fracture Morphology
The fracture morphology is divided into the ductile fracture and brittle fracture according to the amount of fracture plastic deformation. Ductile fracture is characterized by a honeycomb shape in the fracture morphology and the fracture surface consists of dimples under scanning electron microscopy. Brittle fracture is characterized by a relatively flat fracture and there will be more fracture planes on the fracture surface.
Figure 11 shows the fracture morphology of 10%SiC/6061 and 15%SiC/6061 after the room temperature tensile test. No clean separation at the SiC/matrix interface indicates that the interfacial bonding is good. The fracture morphologies of composites without T6-treated, as seen in
Figure 11a,c, have a large number of dimples, indicating good plasticity. Only a small amount of dimples are observed in fracture morphologies of T6-treated composites in
Figure 11b,d. The plastic deformation resistance of the T6-treated composite is significantly improved, and the fracture of composites changes from ductile fracture to brittle fracture.
The continuous reduction of dimples and the continuous increment of fracture planes with the increase of SiC content, as shown in
Figure 12, result in a reduction in the plastic deformation of composites. SiC is a non-deformable particle with high stiffness which can hinder the deformation of the surrounding matrix and creates high-stress concentrations at the interface. Since the tensile strength increases with the increase of SiC, the interfacial bonding is good. Large fracture planes gradually transition to small and messy fracture planes, which indicates that SiC particles can refine the grains of 6061 aluminum alloy matrix to increase the strength of the composite.
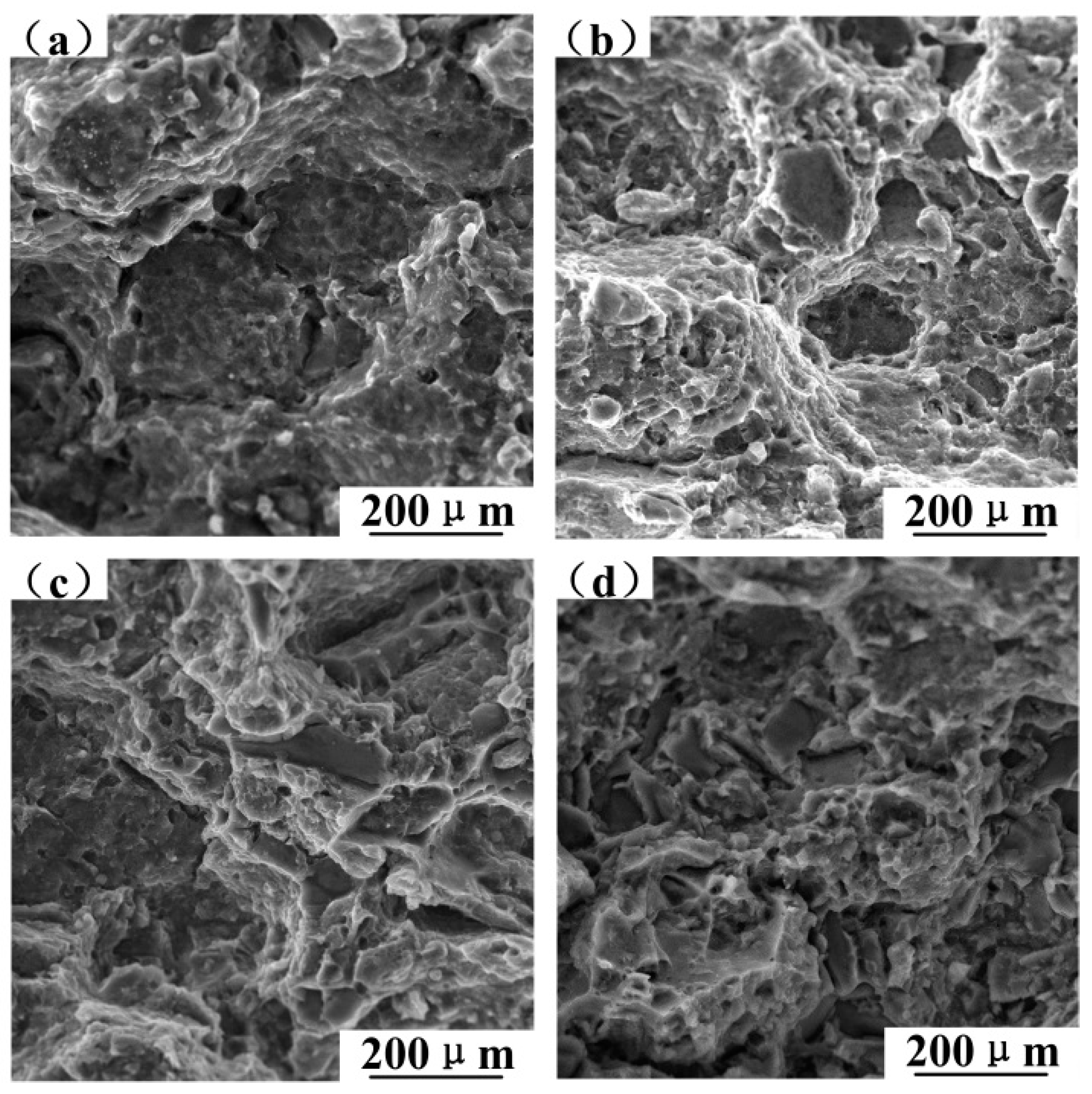
The fracture morphology of SiC
p/6061Al composites tested at different temperatures is shown in
Figure 11. It was found that the fracture of the composite is brittle at room-temperature because no dimples appear on the fracture morphology, as seen in
Figure 13a. The fracture morphology of T6-treated composites at 100 °C, as seen in
Figure 13b, has the most obvious tearing ridges, which implies that the elongation of composites at 100 °C is better than others. The softening effect of the matrix increases because of the increase of temperature, which is advantageous for improving the ductility of composites, so that the composite has the maximum elongation at 100 °C. The fracture morphology is characterized by large pits and heaves when the temperature is 200 °C, as shown in
Figure 13c, which indicates a brittle fracture feature and a reduced elongation. Li et al. pointed out that the void nucleation in the matrix will be more extensive when the temperature increases, and cracks will initiate in, and propagate along with, the matrix [
22]. Excessive softening of the matrix dominates the fracture and most particles simply separate from the matrix along with the interface. These all limit further increases in ductility of the composite with temperature increases.

 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}