Strong and Ductile Electroplated Heterogeneous Bulk Nanostructured Nickel


Abstract
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
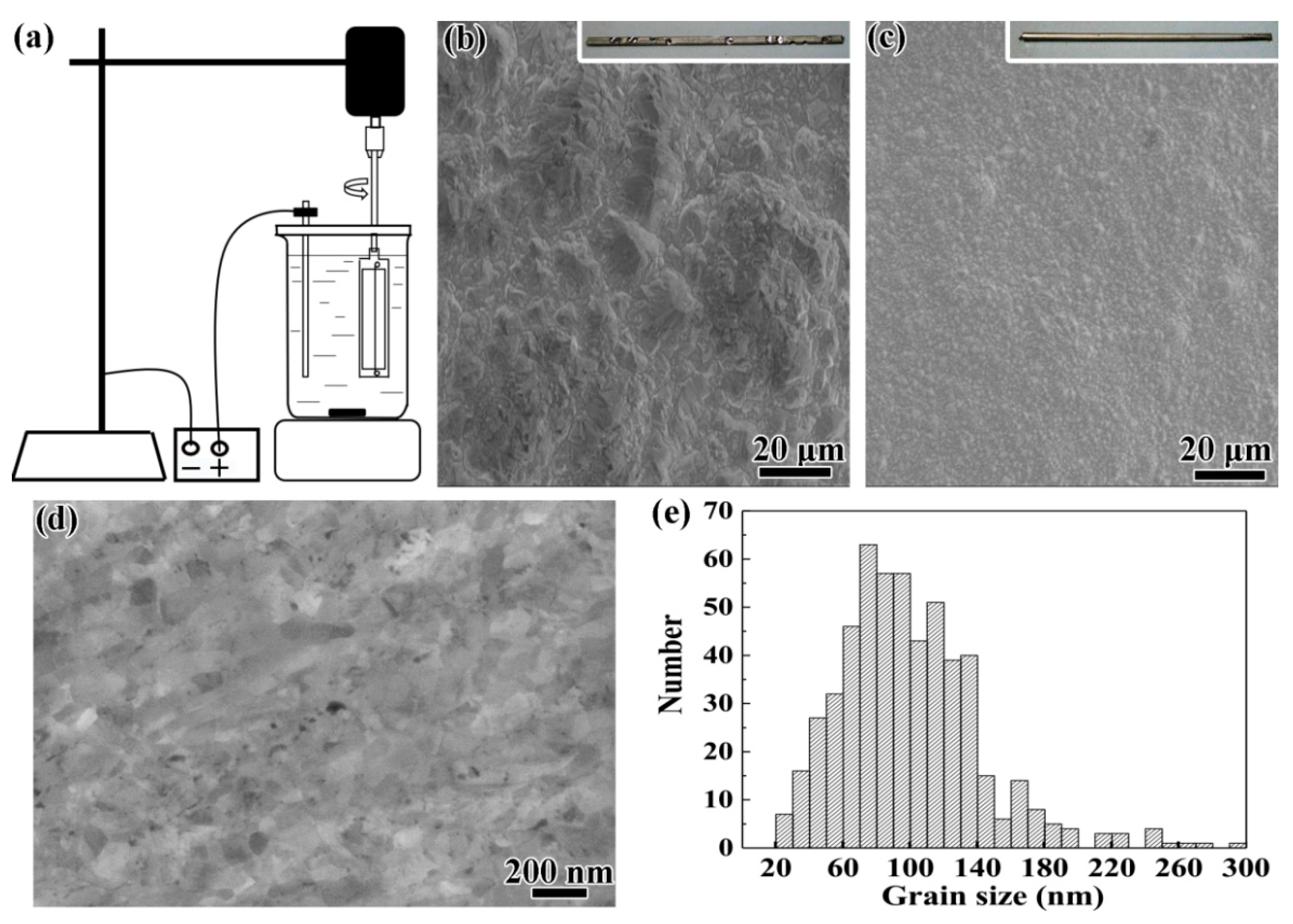
2. Materials and Methods
3. Results
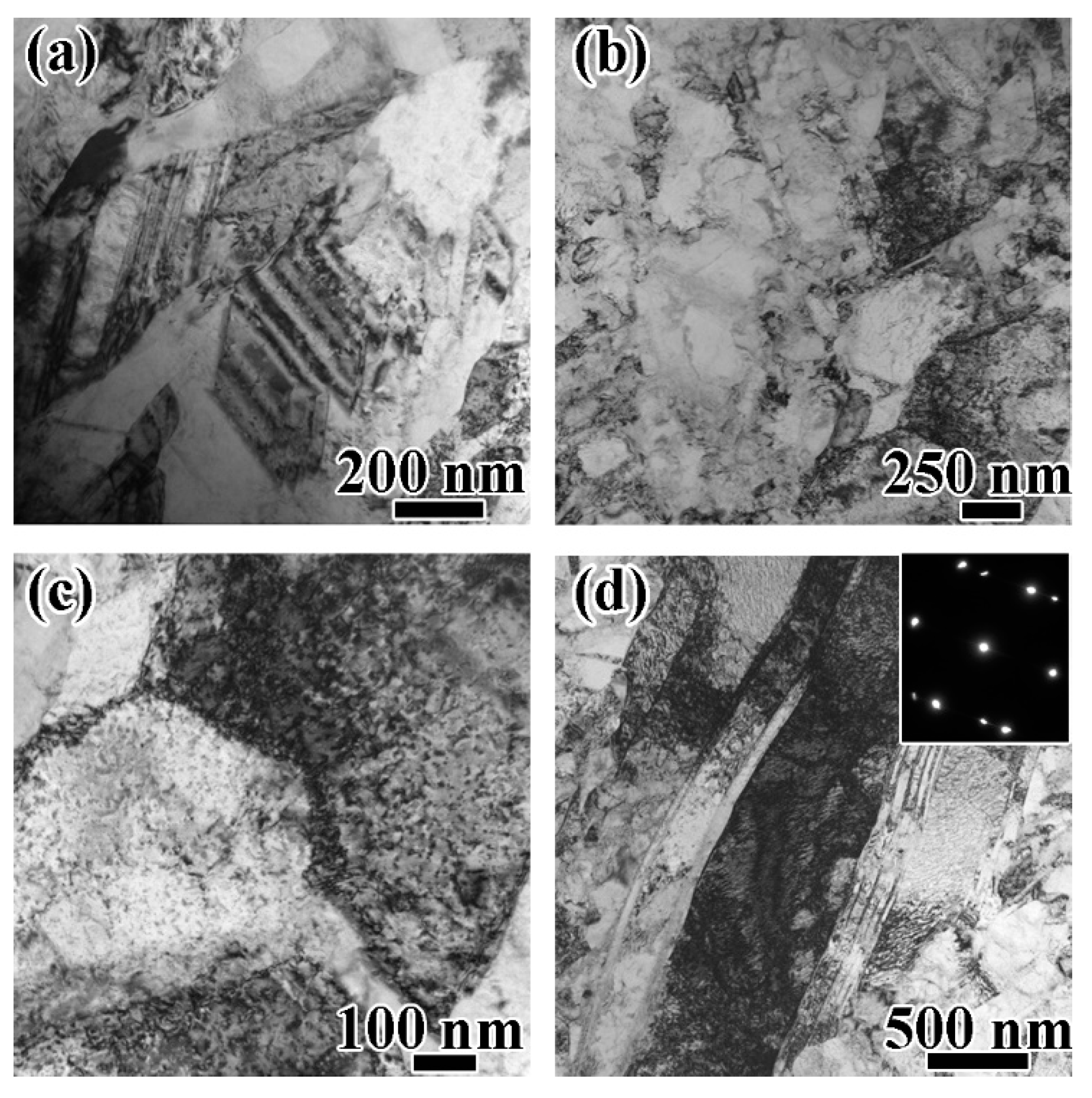
3.1. Microstructure
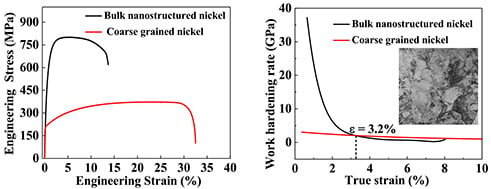
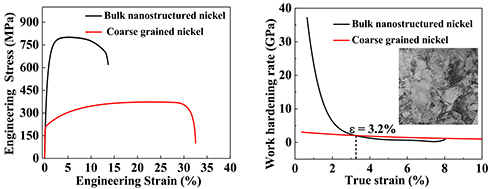
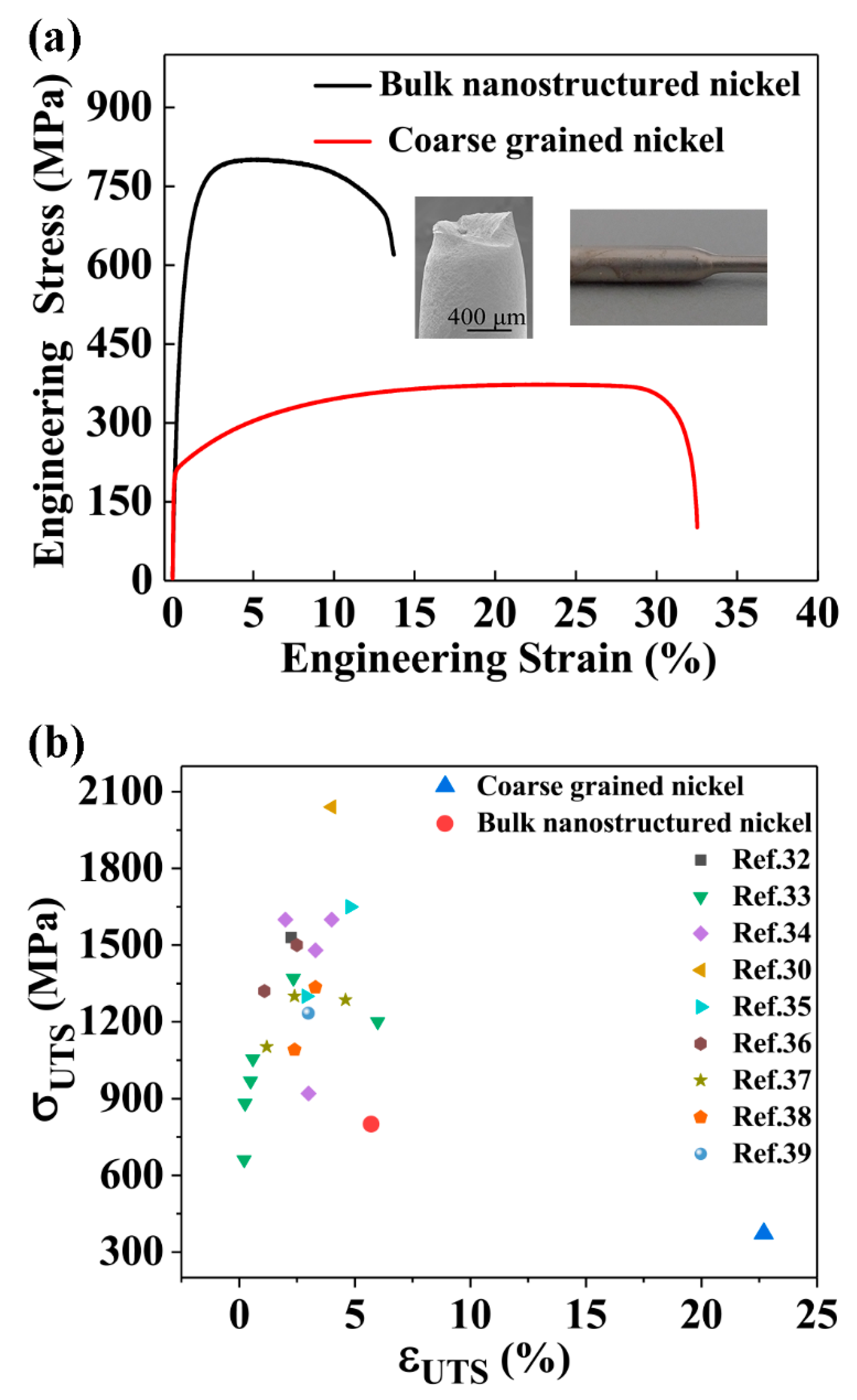
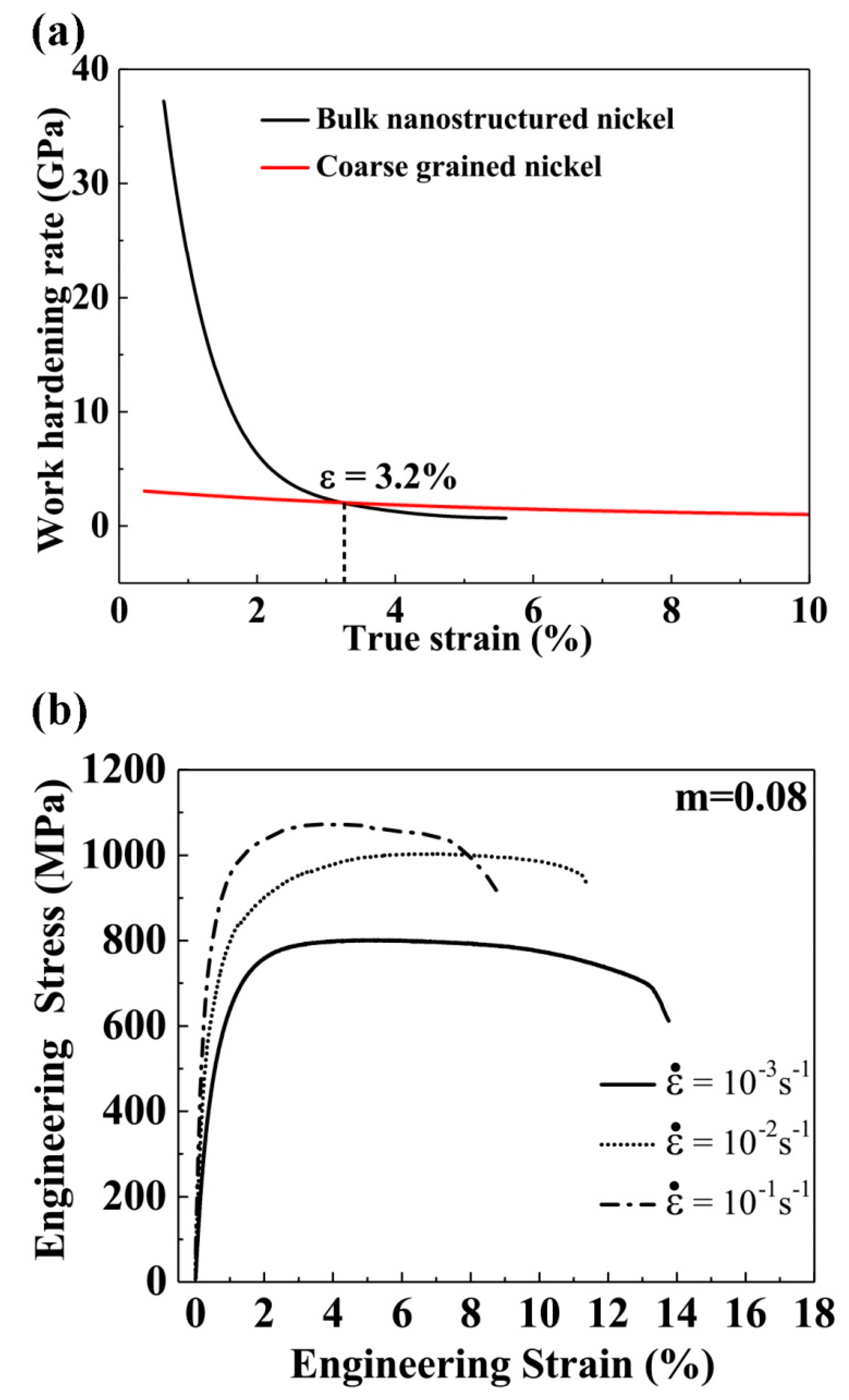
3.2. Mechanical Behaviours
3.3. Work Hardening Rate
3.4. Deformation Mechanism
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Gleiter, H. Nanocrystalline materials. Prog. Mater. Sci. 1989, 33, 223–315. [Google Scholar] [CrossRef]
- El-Sherik, A.M.; Erb, U.; Palumbo, G.; Aust, K.T. Deviations from hall-petch behaviour in as-prepared nanocrystalline nickel. Scr. Mater. 1992, 27, 1185–1188. [Google Scholar] [CrossRef]
- Suryanarayana, C. Nanocrystalline materials. Int. Mater. Rev. 1995, 40, 41–64. [Google Scholar] [CrossRef]
- Erb, U. Electrodeposited nanocrystals: Synthesis, properties and industrial applications. Nanostruct. Mater. 1995, 6, 533–538. [Google Scholar] [CrossRef]
- Padmanabhan, K.A. Mechanical properties of nanostructured materials. Mater. Sci. Eng. A 2001, 304–306, 200–205. [Google Scholar] [CrossRef]
- Schuh, C.A.; Nieh, T.G.; Yamasaki, T. Hall–Petch breakdown manifested in abrasive wear resistance of nanocrystalline nickel. Scr. Mater. 2002, 46, 735–740. [Google Scholar] [CrossRef]
- Gertsman, V.Y.; Hoffmann, M.; Gleiter, H.; Birringer, R. The study of grain size dependence of yield stress of copper for a wide grain size range. Acta Mater. 1994, 42, 3539–3544. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, M.; Zhou, F.; Ma, E. High tensile ductility in a nanostructured metal. Nature 2002, 419, 912–915. [Google Scholar] [CrossRef]
- Zhao, Y.; Topping, T.; Bingert, J.F.; Thornton, J.J.; Dangelewicz, A.M.; Li, Y.; Liu, W.; Zhu, Y.; Zhou, Y.; Lavernia, E.J. High Tensile Ductility and Strength in Bulk Nanostructured Nickel. Adv. Mater. 2008, 20, 3028–3033. [Google Scholar] [CrossRef]
- Erb, U.; Aust, K.T.; Palumbo, G. 6-Electrodeposited Nanocrystalline Metals, Alloys, and Composites. In Nanostructured Materials, 2nd ed.; Koch, C.C., Ed.; William Andrew Publishing: Norwich, NY, USA, 2007; pp. 235–292. [Google Scholar]
- McFadden, S.X.; Mishra, R.S.; Valiev, R.Z.; Zhilyaev, A.P.; Mukherjee, A.K. Low-temperature superplasticity in nanostructured nickel and metal alloys. Nature 1999, 398, 684–686. [Google Scholar] [CrossRef]
- Fecht, H.J.; Hellstern, E.; Fu, Z.; Johnson, W.L. Nanocrystalline metals prepared by high-energy ball milling. Metall. Trans. A 1990, 21, 2333–2337. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Dao, M.; Lu, L.; Asaro, R.J.; De Hosson, J.T.M.; Ma, E. Toward a quantitative understanding of mechanical behavior of nanocrystalline metals. Acta Mater. 2007, 55, 4041–4065. [Google Scholar] [CrossRef]
- Chen, A.-Y.; Li, D.-F.; Zhang, J.-B.; Song, H.-W.; Lu, J. Make nanostructured metal exceptionally tough by introducing non-localized fracture behaviors. Scr. Mater. 2008, 59, 579–582. [Google Scholar] [CrossRef]
- Fang, T.H.; Li, W.L.; Tao, N.R.; Lu, K. Revealing Extraordinary Intrinsic Tensile Plasticity in Gradient Nano-Grained Copper. Science 2011, 331, 1587–1590. [Google Scholar] [CrossRef] [PubMed]
- Lu, K. Making strong nanomaterials ductile with gradients. Science 2014, 345, 1455–1456. [Google Scholar] [CrossRef]
- Wu, X.; Jiang, P.; Chen, L.; Yuan, F.; Zhu, Y.T. Extraordinary strain hardening by gradient structure. Proc. Natl. Acad. Sci. USA 2014, 111, 7197–7201. [Google Scholar] [CrossRef]
- Lu, K.; Lu, L.; Suresh, S. Strengthening Materials by Engineering Coherent Internal Boundaries at the Nanoscale. Science 2009, 324, 349–352. [Google Scholar] [CrossRef]
- Lu, L.; Shen, Y.; Chen, X.; Qian, L.; Lu, K. Ultrahigh Strength and High Electrical Conductivity in Copper. Science 2004, 304, 422–426. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Liao, X.Z.; Cheng, S.; Ma, E.; Zhu, Y.T. Simultaneously Increasing the Ductility and Strength of Nanostructured Alloys. Adv. Mater. 2006, 18, 2280–2283. [Google Scholar] [CrossRef]
- Ovid'ko, I.A.; Valiev, R.Z.; Zhu, Y.T. Review on superior strength and enhanced ductility of metallic nanomaterials. Prog. Mater. Sci. 2018, 94, 462–540. [Google Scholar] [CrossRef]
- Injeti, G.; Leo, B. Electrodeposition of nanostructured coatings and their characterization—A review. Sci. Technol. Adv. Mater. 2008, 9, 043001. [Google Scholar] [CrossRef]
- Erb, U.; El-Sherik, A.M.; Palumbo, G.; Aust, K.T. Synthesis, structure and properties of electroplated nanocrystalline materials. Nanostruct. Mater. 1993, 2, 383–390. [Google Scholar] [CrossRef]
- Cziráki, Á.; Fogarassy, B.; Geröcs, I.; Tóth-Kádár, E.; Bakonyi, I. Microstructure and growth of electrodeposited nanocrystalline nickel foils. J. Mater. Sci 1994, 29, 4771–4777. [Google Scholar] [CrossRef]
- Lu, L.; Sui, M.L.; Lu, K. Superplastic Extensibility of Nanocrystalline Copper at Room Temperature. Science 2000, 287, 1463. [Google Scholar] [CrossRef]
- Maner, A.; Harsch, S.; Ehrfeld, W. Mass production of microstructures with extreme aspect ratios by electroforming. In Proceedings of the 74th AESF Annual Technical Conference (SUR/FIN'87), Chicago, IL, USA, 13–16 July 1987. [Google Scholar]
- Bacher, W.; Bade, K.; Matthis, B.; Saumer, M.; Schwarz, R. Fabrication of LIGA mold inserts. Microsyst. Technol. 1998, 4, 117–119. [Google Scholar] [CrossRef]
- Stark, W.; Matthis, B.; Saumer, M. Nickel sulphamate electrolytes for micro-electroforming. Galvanotechnik 1996, 87, 1107–1111. [Google Scholar]
- Schlesinger, M. Modern Electroplating, 5th ed.; John Wiley & Snos: Hoboken, NJ, USA, 2010; pp. 79–114. [Google Scholar]
- Hussain, I.; Jiang, Y.Y.; Jia, Y.D.; Wang, G.; Zhai, Q.J.; Chan, K.C.; Yi, J. Tensile behavior of Cu-coated Pd40Cu30Ni10P20 metallic glassy wire. Sci. Rep. 2018, 8, 5659. [Google Scholar] [CrossRef]
- Dalla Torre, F.; Van Swygenhoven, H.; Victoria, M. Nanocrystalline electrodeposited Ni: Microstructure and tensile properties. Acta Mater. 2002, 50, 3957–3970. [Google Scholar] [CrossRef]
- Dalla Torre, F.; Spätig, P.; Schäublin, R.; Victoria, M. Deformation behaviour and microstructure of nanocrystalline electrodeposited and high pressure torsioned nickel. Acta Mater. 2005, 53, 2337–2349. [Google Scholar] [CrossRef]
- Xiao, C.; Mirshams, R.A.; Whang, S.H.; Yin, W.M. Tensile behavior and fracture in nickel and carbon doped nanocrystalline nickel. Mater. Sci. Eng. A 2001, 301, 35–43. [Google Scholar] [CrossRef]
- Gu, C.; Lian, J.; Jiang, Z.; Jiang, Q. Enhanced tensile ductility in an electrodeposited nanocrystalline Ni. In Proceedings of the 2006 IEEE Conference on Emerging Technologies—Nanoelectronics, Singapore, 10–13 January 2006; pp. 293–297. [Google Scholar]
- Schwaiger, R.; Moser, B.; Dao, M.; Chollacoop, N.; Suresh, S. Some critical experiments on the strain-rate sensitivity of nanocrystalline nickel. Acta Mater. 2003, 51, 5159–5172. [Google Scholar] [CrossRef]
- Ebrahimi, F.; Ahmed, Z.; Li, H.Q. Tensile Properties of Electrodeposited Nanocrystalline FCC Metals. Mater. Manuf. Prog. 2006, 21, 687–693. [Google Scholar] [CrossRef]
- Shen, Y.F.; Xue, W.Y.; Wang, Y.D.; Liu, Z.Y.; Zuo, L. Mechanical properties of nanocrystalline nickel films deposited by pulse plating. Surf. Coat. Technol. 2008, 202, 5140–5145. [Google Scholar] [CrossRef]
- Ebrahimi, F.; Ahmed, Z. The effect of current density on properties of electrodeposited nanocrystalline nickel. J. Appl. Electrochem. 2003, 33, 733–739. [Google Scholar] [CrossRef]
- Ebrahimi, F.; Bourne, G.R.; Kelly, M.S.; Matthews, T.E. Mechanical properties of nanocrystalline nickel produced by electrodeposition. Nanostruc. Mater. 1999, 11, 343–350. [Google Scholar] [CrossRef]
- Wang, Y.M.; Cheng, S.; Wei, Q.M.; Ma, E.; Nieh, T.G.; Hamza, A. Effects of annealing and impurities on tensile properties of electrodeposited nanocrystalline Ni. Scr. Mater. 2004, 51, 1023–1028. [Google Scholar] [CrossRef]
- Hart, E.W. Theory of the tensile test. Acta Metall. 1967, 15, 351–355. [Google Scholar] [CrossRef]
- Youssef, K.M.; Scattergood, R.O.; Murty, K.L.; Horton, J.A.; Koch, C.C. Ultrahigh strength and high ductility of bulk nanocrystalline copper. Appl. Phys. Lett. 2005, 87, 091904. [Google Scholar] [CrossRef]
- Weibull, W.; Sweden, S. A Statistical Distribution Function of Wide Applicability. J. Appl. Mech. 1951, 18, 293–297. [Google Scholar] [CrossRef]
- Ashby, M.F. The deformation of plastically non-homogeneous materials. Philos. Mag. 1970, 21, 399–424. [Google Scholar] [CrossRef]
- Chakravarthy, S.S.; Curtin, W.A. Stress-gradient plasticity. Proc. Natl. Acad. Sci. USA 2011, 108, 15716–15720. [Google Scholar] [CrossRef] [PubMed]




© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Y.; Yi, J.; Hu, K.; Zhao, J.; Huang, B.; Jia, Y.; Wang, G. Strong and Ductile Electroplated Heterogeneous Bulk Nanostructured Nickel. Materials 2019, 12, 1573. https://doi.org/10.3390/ma12101573
Jiang Y, Yi J, Hu K, Zhao J, Huang B, Jia Y, Wang G. Strong and Ductile Electroplated Heterogeneous Bulk Nanostructured Nickel. Materials. 2019; 12(10):1573. https://doi.org/10.3390/ma12101573
Chicago/Turabian StyleJiang, Yaoyao, Jun Yi, Kai Hu, Jing Zhao, Bo Huang, Yandong Jia, and Gang Wang. 2019. "Strong and Ductile Electroplated Heterogeneous Bulk Nanostructured Nickel" Materials 12, no. 10: 1573. https://doi.org/10.3390/ma12101573
APA StyleJiang, Y., Yi, J., Hu, K., Zhao, J., Huang, B., Jia, Y., & Wang, G. (2019). Strong and Ductile Electroplated Heterogeneous Bulk Nanostructured Nickel. Materials, 12(10), 1573. https://doi.org/10.3390/ma12101573