Mechanical Characterizations of 3D-printed PLLA/Steel Particle Composites



Abstract
1. Introduction
2. Materials and Methods
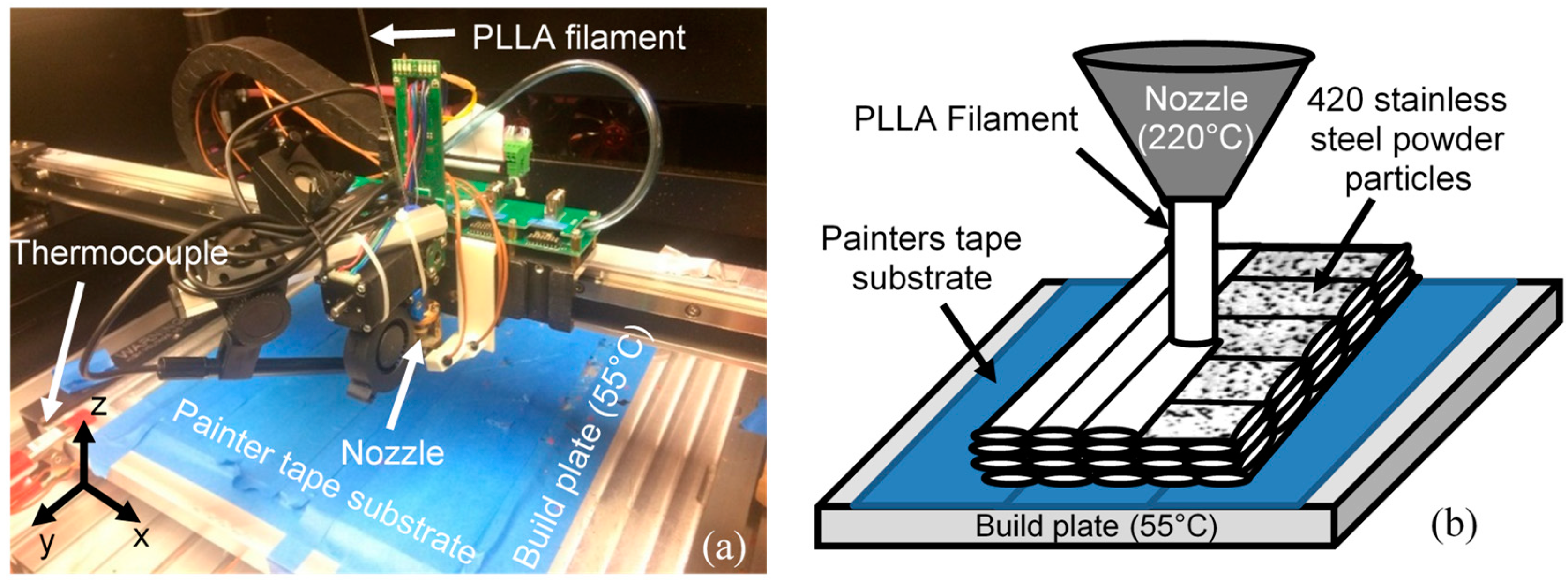
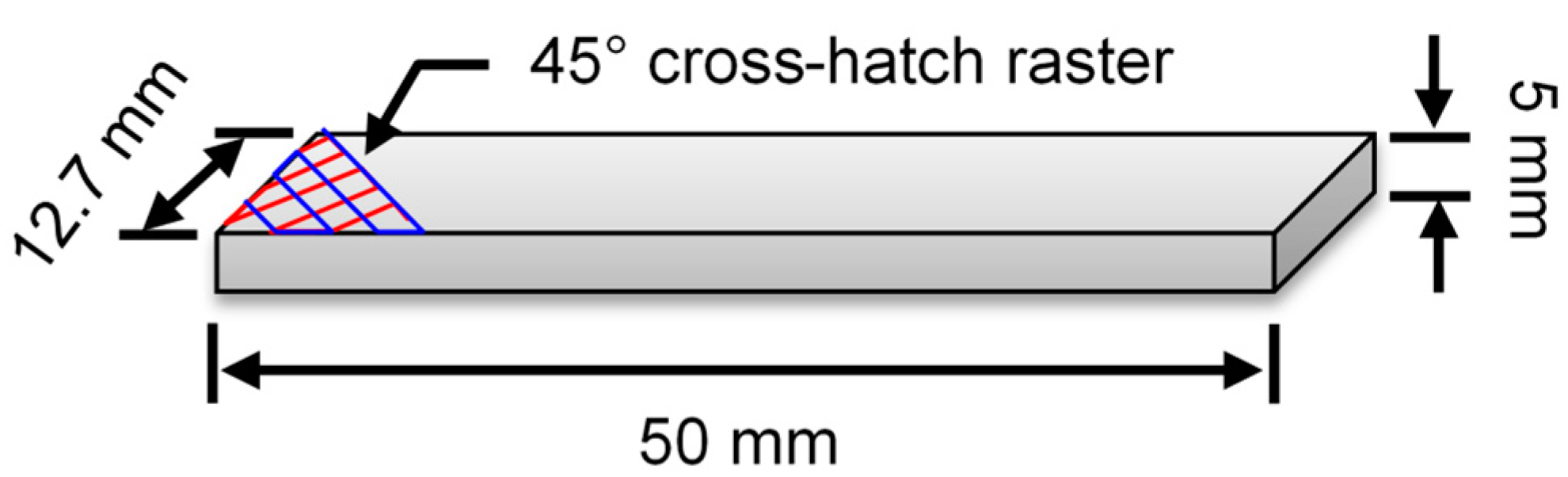
2.1. 3D Sample Fabrication
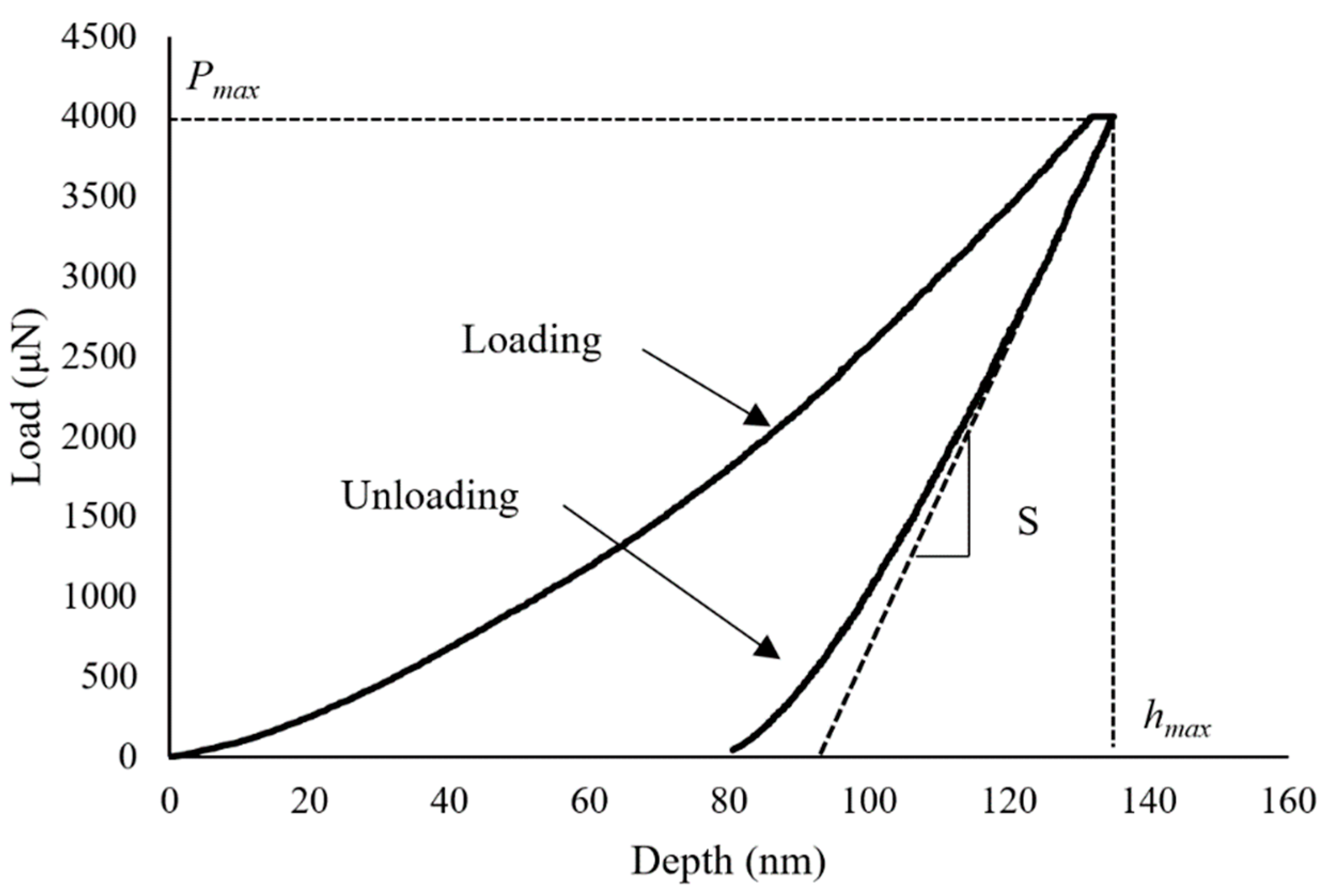
2.2. Nano-Indentation Tests
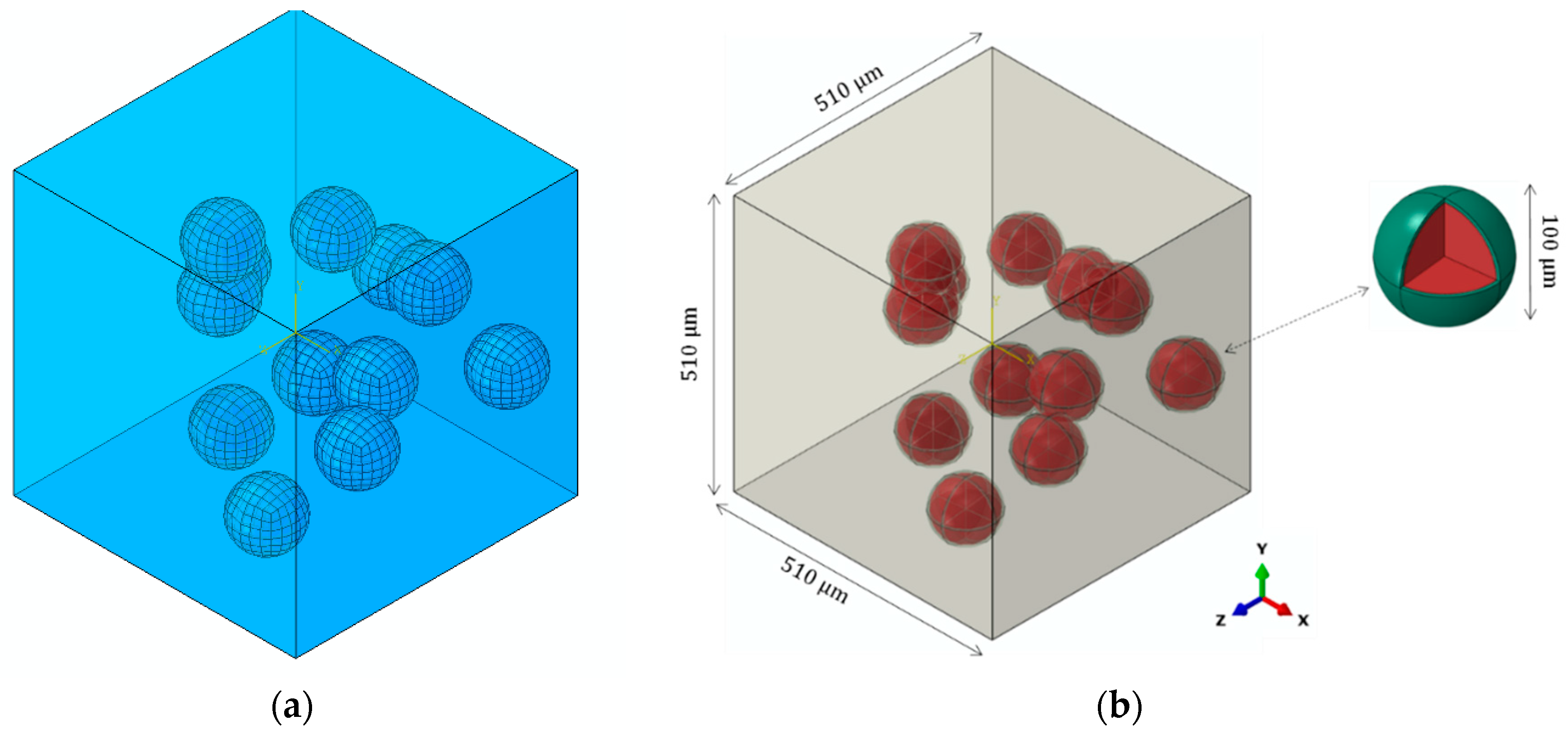
2.3. Finite Element Modeling
- An RVE should be sufficiently large to include the essential microstructural characteristics.
- The RVE size should be as small as possible so that the states of stress and strain can be homogenized in the whole model.
3. Results and Discussion
3.1. Nanoindentation Tests
3.2. Homogenization of the Poly-l-lactic Acid (PLLA) /Steel Composite
4. Conclusions
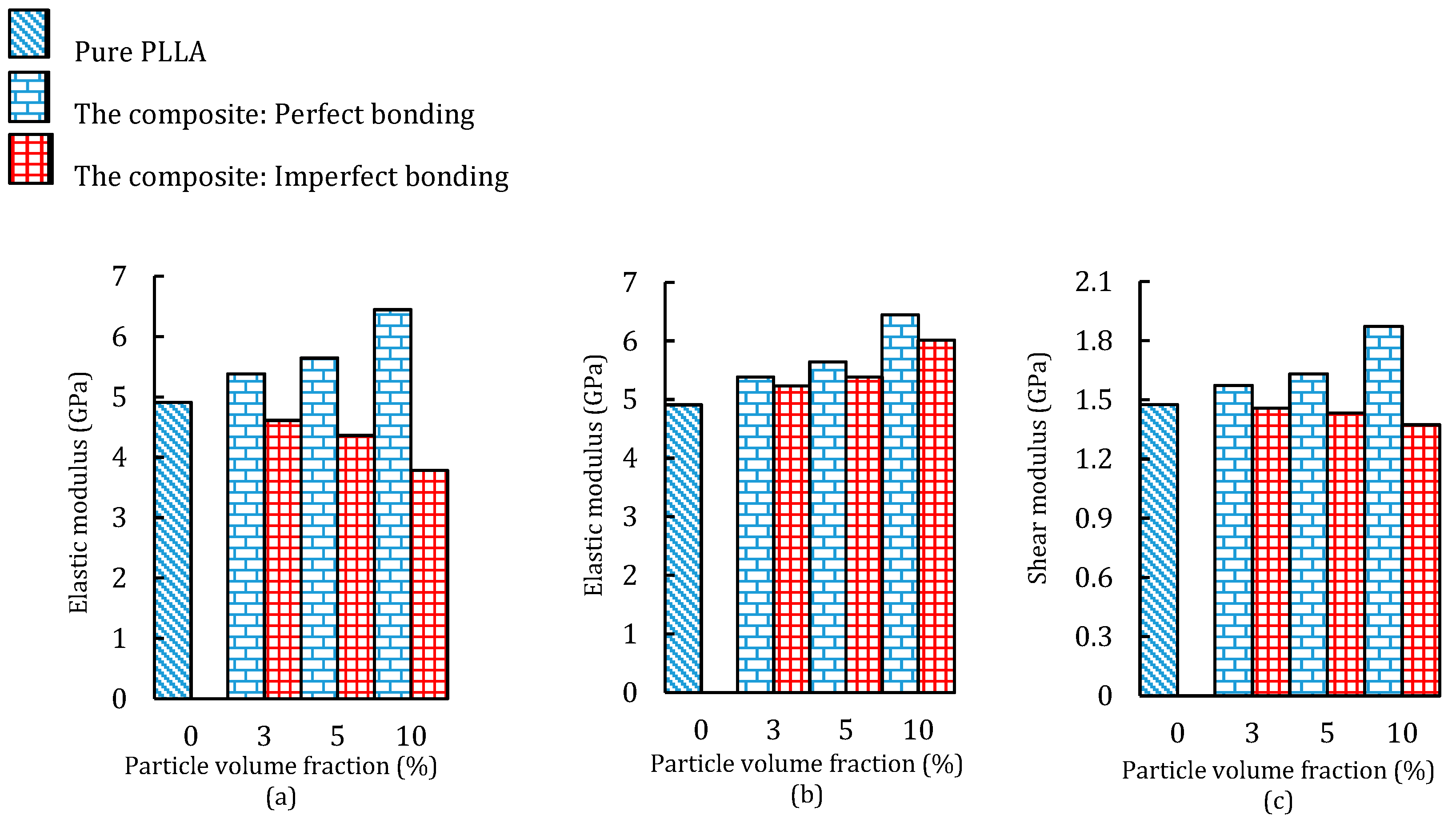
- The elastic modulus of a 3D printed composite with 10% particles was 31% higher than that for the pure PLLA polymer.
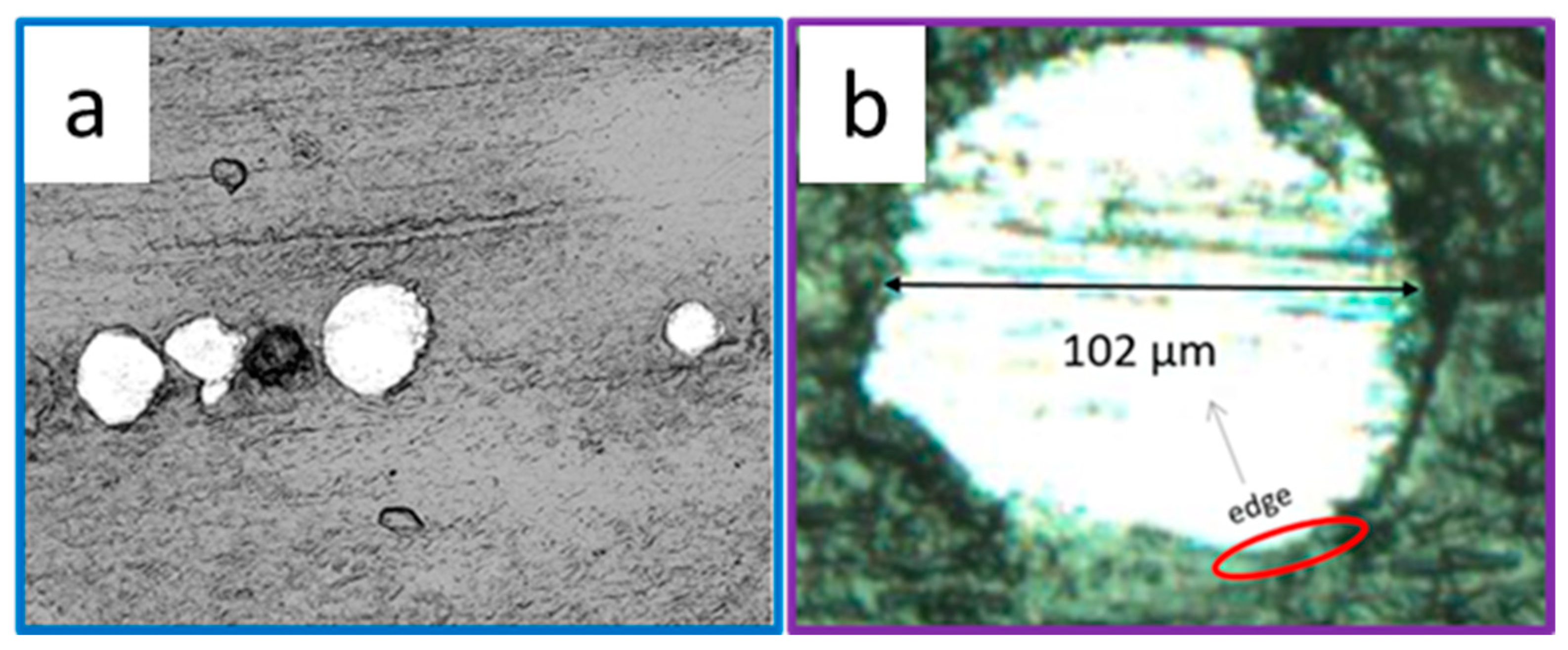
- Perfect bonding of particles was observed for almost all the samples.
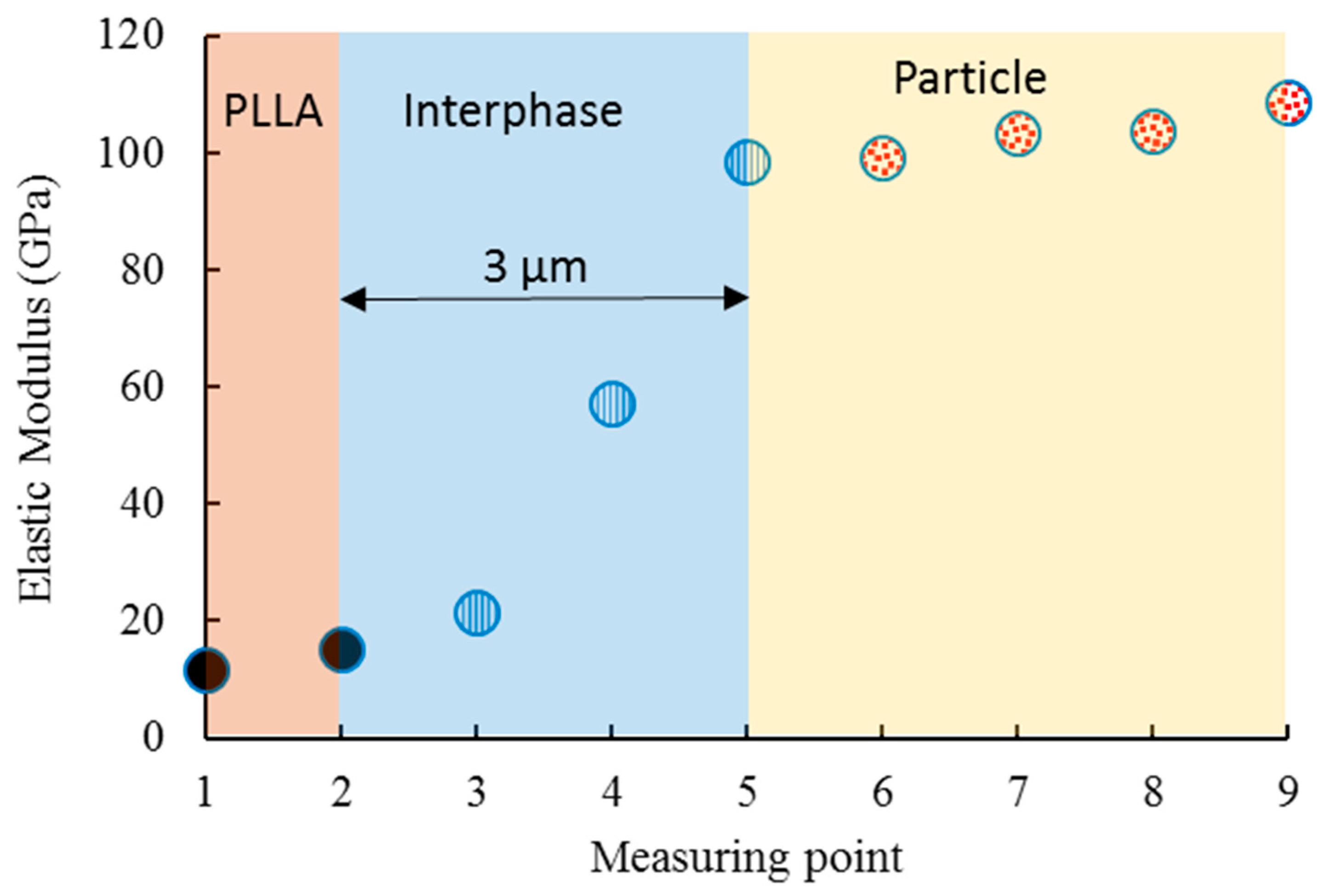
- The measured thickness of the interphase was considerably lower than the diameter of the particles, and a sharp variation of the elastic modulus was observed around the particle’s edge.
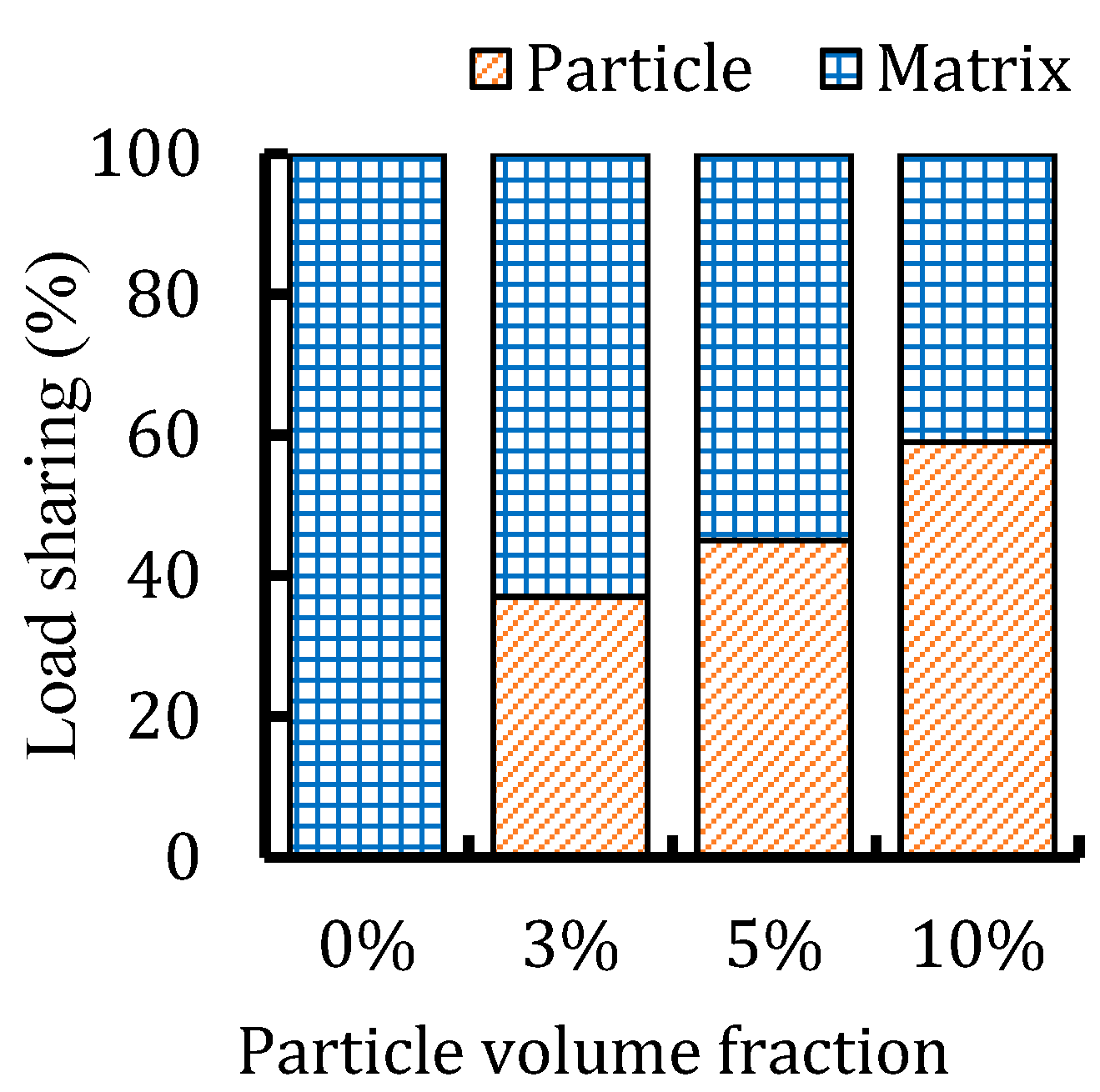
- The sharing load of particles in the composite with 10% particles was approximately 60%, whereas this value for the composites with less than 10% particles was lower than 50%.
- Degradation of the interphase could reduce the elastic modulus of the composite by 70% and 7% under tensile and compressive loads, respectively.
- The shear modulus of the composite with 10% particles decreased by 36% when debonding occurred. In this case, the shear modulus of the composites was lower than that for the pure PLLA polymer.
Author Contributions
Funding
Conflicts of Interest
References
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Nikzad, M.; Masood, S.H.; Sbarski, I. Thermo-mechanical properties of a highly filled polymeric composites for fused deposition modeling. Mater. Des. 2011, 32, 3448–3456. [Google Scholar] [CrossRef]
- Boparai, K.; Singh, R.; Singh, H. Comparison of tribological behaviour for Nylon6-Al-Al2O3 and ABS parts fabricated by fused deposition modelling. Virtual Phys. Prototyp. 2015, 10, 59–66. [Google Scholar] [CrossRef]
- Bedi, P.; Singh, R.; Ahuja, I.P.S. Effect of SiC/Al2O3 particle size reinforcement in recycled LDPE matrix on mechanical properties of FDM feed stock filament. Virtual Phys. Prototyp. 2018, 13, 246–254. [Google Scholar] [CrossRef]
- Shemelya, C.M.; Rivera, A.; Perez, A.T.; Rocha, C.; Liang, M.; Yu, X.; Kief, C.; Alexander, D.; Stegeman, J.; Xin, H.; et al. Mechanical, electromagnetic, and X-ray shielding characterization of a 3D printable tungsten–polycarbonate polymer matrix composite for space-based applications. J. Electron. Mater. 2015, 44, 2598–2607. [Google Scholar] [CrossRef]
- Goh, G.D.; Dikshit, V.; Nagalingam, A.P.; Goh, G.L.; Agarwala, S.; Sing, S.L.; Wei, J.; Yeong, W.Y. Characterization of mechanical properties and fracture mode of additively manufactured carbon fiber and glass fiber reinforced thermoplastics. Mater. Des. 2018, 137, 79–89. [Google Scholar] [CrossRef]
- Wu, W.; Ye, W.; Geng, P.; Wang, Y.; Li, G.; Hu, X.; Zhao, J. 3D printing of thermoplastic PI and interlayer bonding evaluation. Mater. Lett. 2018, 229, 206–209. [Google Scholar] [CrossRef]
- Zhang, W.X.; Li, L.X.; Wang, T.J. Interphase effect on the strengthening behavior of particle-reinforced metal matrix composites. Computational Mater. Sci. 2007, 41, 145–155. [Google Scholar] [CrossRef]
- Fu, S.-Y.; Feng, X.Q.; Lauke, B.; Mai, Y.W. Effects of particle size, particle/matrix interface adhesion and particle loading on mechanical properties of particulate–polymer composites. Compos. Part B Eng. 2008, 39, 933–961. [Google Scholar] [CrossRef]
- Segurado, J.; Llorca, J. Computational micromechanics of composites: The effect of particle spatial distribution. Mech. Mater. 2006, 38, 873–883. [Google Scholar] [CrossRef]
- Tekce, H.S.; Kumlutas, D.; Tavman, I.H. Effect of particle shape on thermal conductivity of copper reinforced polymer composites. J. Reinf. Plast. Compos. 2007, 26, 113–121. [Google Scholar] [CrossRef]
- Reddy, A.C. Effect of CTE and stiffness mismatches on interphase and particle fractures of zirconium Carbide/AA5050 Alloy particle-reinforced composites. In Proceedings of the 3rd International Conference on Composite Materials and Characterization, Chennai, India, 11–12 May 2001. [Google Scholar]
- Eshelby, J.D. The determination of the elastic field of an ellipsoidal inclusion, and related problems. Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 1957, 241, 376–396. [Google Scholar] [CrossRef]
- Hashin, Z.; Rosen, B.W. The elastic moduli of fiber-reinforced materials. J. Appl. Mech. 1964, 31, 223–232. [Google Scholar] [CrossRef]
- Lutz, M.P.; Zimmerman, R.W. Effect of the interphase zone on the bulk modulus of a particulate composite. J. Appl. Mech. 1996, 63, 855–861. [Google Scholar] [CrossRef]
- Cheng, Y.-T.; Cheng, C.-M. Scaling, dimensional analysis, and indentation measurements. Mater. Sci. Eng. R Rep. 2004, 44, 91–149. [Google Scholar] [CrossRef]
- Hodzic, A.; Stachurski, Z.H.; Kim, J.K. Nano-indentation of polymer–glass interfaces Part I. Experimental and mechanical analysis. Polymer 2000, 41, 6895–6905. [Google Scholar] [CrossRef]
- Gao, S.-L.; Mäder, E. Characterisation of interphase nanoscale property variations in glass fibre reinforced polypropylene and epoxy resin composites. Compos. Part A Appl. Sci. Manuf. 2002, 33, 559–576. [Google Scholar] [CrossRef]
- Ureña, A.; Martınez, E.E.; Rodrigo, P.; Gil, L. Oxidation treatments for SiC particles used as reinforcement in aluminium matrix composites. Compos. Sci. Technol. 2004, 64, 1843–1854. [Google Scholar] [CrossRef]
- Torralba, J.M.; Velasco, F.; Costa, C.E.; Vergara, I.; Cáceres, D. Mechanical behaviour of the interphase between matrix and reinforcement of Al 2014 matrix composites reinforced with (Ni3Al)p. Compos. Part A Appl. Sci. Manuf. 2002, 33, 427–434. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núñez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Mathew, P.A.; Kristiina, O.; Mohini, S. Mechanical properties of biodegradable composites from poly lactic acid (PLA) and microcrystalline cellulose (MCC). J. Appl. Polym. Sci. 2005, 97, 2014–2025. [Google Scholar] [CrossRef]
- Sun, Z.; Tan, X.; Tor, S.B.; Yeong, W.Y. Selective laser melting of stainless steel 316L with low porosity and high build rates. Mater. Des. 2016, 104, 197–204. [Google Scholar] [CrossRef]
- Goh, G.D.; Agarwala, S.; Goh, G.L.; Dikshit, V.; Sing, S.L.; Yeong, W.Y. Additive manufacturing in unmanned aerial vehicles (UAVs): Challenges and potential. Aerosp. Sci. Technol. 2017, 63, 140–151. [Google Scholar] [CrossRef]
- Hysitron, T. 950 Triboindenter User Manual; Hysitron Incorporated: Billerica, MA, USA, 2016. [Google Scholar]
- Huang, Z.; Lucas, M.; Adams, M.J. A numerical and experimental study of the indentation mechanics of plasticine. J. Strain Anal. Eng. Des. 2002, 37, 141–150. [Google Scholar] [CrossRef]
- Ramamurty, U.; Jang, J.I. Nanoindentation for probing the mechanical behavior of molecular crystals–a review of the technique and how to use it. CrystEngComm 2014, 16, 12–23. [Google Scholar] [CrossRef]
- Fischer-Cripps, A.C. Critical review of analysis and interpretation of nanoindentation test data. Surf. Coat. Technol. 2006, 200, 4153–4165. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Ryzińska, G.; Biglar, M.; Gromada, M. Modelling of multilayer actuator layers by homogenisation technique using Digimat software. Ceram. Int. 2017, 43, 3259–3266. [Google Scholar] [CrossRef]
- Hua, Y.; Gu, L.; Premaraj, S.; Zhang, X. Role of interphase in the mechanical behavior of silica/epoxy resin nanocomposites. Materials 2015, 8, 3519–3531. [Google Scholar] [CrossRef]
- Sevostianov, I.; Kachanov, M. Effect of interphase layers on the overall elastic and conductive properties of matrix composites. Applications to nanosize inclusion. Int. J. Solids Struct. 2007, 44, 1304–1315. [Google Scholar] [CrossRef]
- Mozafari, H.; Dong, P.; Ren, K.; Han, X.; Gu, L. Micromechanical analysis of bioresorbable PLLA/Mg composites coated with MgO: Effects of particle weight fraction, particle/matrix interface bonding strength and interphase. Compos. Part B Eng. 2019, 162, 129–133. [Google Scholar] [CrossRef]
- Cifuentes, S.C.; Lieblich, M.; López, F.A.; Benavente, R.; González-Carrasco, J.L. Effect of Mg content on the thermal stability and mechanical behaviour of PLLA/Mg composites processed by hot extrusion. Mater. Sci. Eng. C 2017, 72, 18–25. [Google Scholar] [CrossRef] [PubMed]
- Yang, L.; Wu, Z.; Cao, Y.; Yan, Y. Micromechanical modelling and simulation of unidirectional fibre-reinforced composite under shear loading. J. Reinf. Plast. Compos. 2014, 34, 72–83. [Google Scholar] [CrossRef]
- Amjadi, M.; Pichitpajongkit, A.; Lee, S.; Ryu, S.; Park, I. Highly stretchable and sensitive strain sensor based on silver nanowire–elastomer nanocomposite. ACS Nano 2014, 8, 5154–5163. [Google Scholar] [CrossRef] [PubMed]
- Segurado, J.; LLorca, J. A new three-dimensional interface finite element to simulate fracture in composites. Int. J. Solids Struct. 2004, 41, 2977–2993. [Google Scholar] [CrossRef]
- Kanetake, N.; Nomura, M.; Choh, T. Continuous observation of microstructural degradation during tensile loading of particle reinforced aluminium matrix composites. Mater. Sci. Technol. 1995, 11, 1246–1252. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Density (g·cm−3) | Tensile Strength (MPa) | Flexural Modulus (GPa) |
|---|---|---|---|
| PLLA | 1.26 | 71 | 3.31 |
| 420 stainless steel | 7.72 | 1793 | 199.95 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mozafari, H.; Dong, P.; Hadidi, H.; Sealy, M.P.; Gu, L. Mechanical Characterizations of 3D-printed PLLA/Steel Particle Composites. Materials 2019, 12, 1. https://doi.org/10.3390/ma12010001
Mozafari H, Dong P, Hadidi H, Sealy MP, Gu L. Mechanical Characterizations of 3D-printed PLLA/Steel Particle Composites. Materials. 2019; 12(1):1. https://doi.org/10.3390/ma12010001
Chicago/Turabian StyleMozafari, Hozhabr, Pengfei Dong, Haitham Hadidi, Michael P. Sealy, and Linxia Gu. 2019. "Mechanical Characterizations of 3D-printed PLLA/Steel Particle Composites" Materials 12, no. 1: 1. https://doi.org/10.3390/ma12010001
APA StyleMozafari, H., Dong, P., Hadidi, H., Sealy, M. P., & Gu, L. (2019). Mechanical Characterizations of 3D-printed PLLA/Steel Particle Composites. Materials, 12(1), 1. https://doi.org/10.3390/ma12010001