In Situ Stress Tensor Determination during Phase Transformation of a Metal Matrix Composite by High-Energy X-ray Diffraction

Abstract
1. Introduction
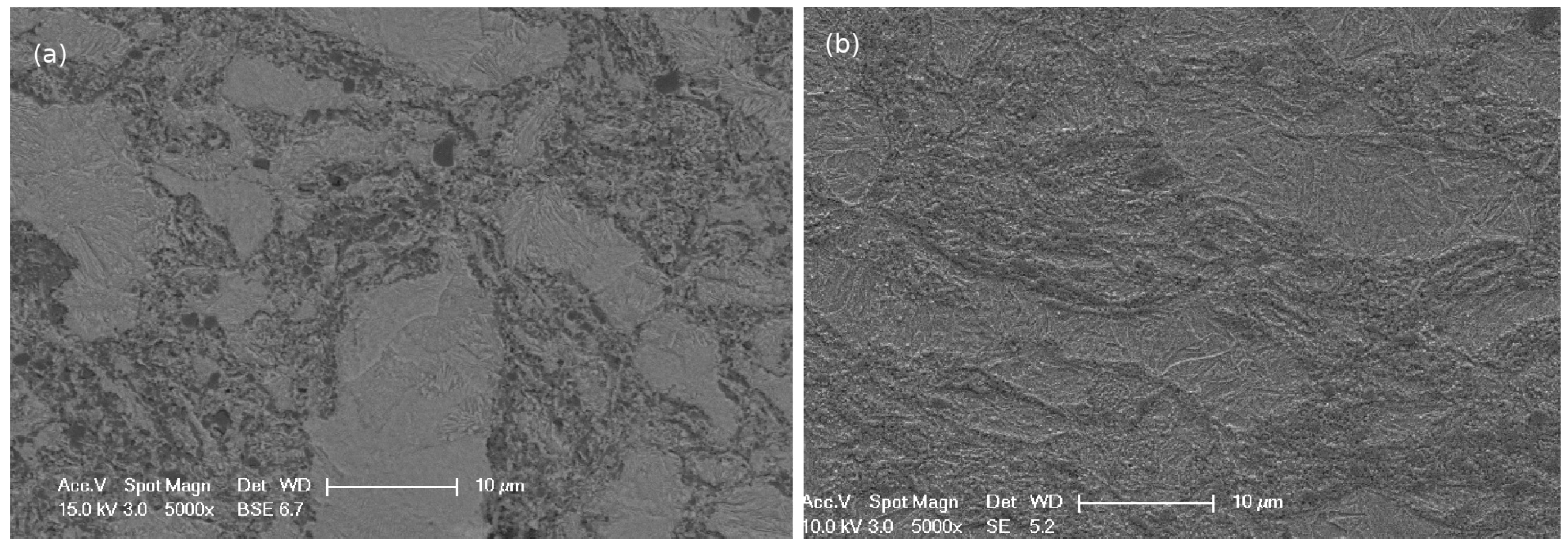
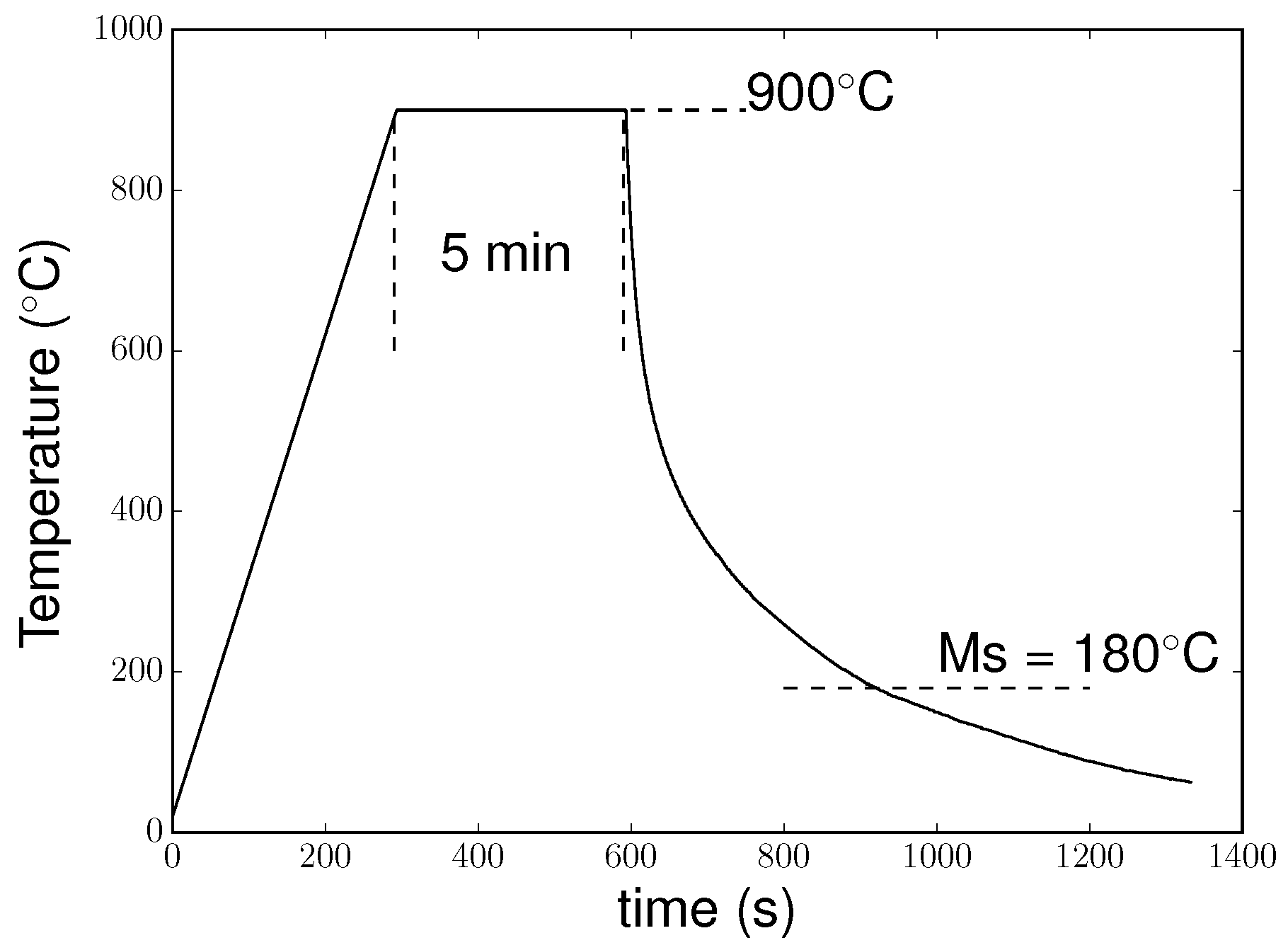
2. Material and Thermal Cycle
3. High-Energy X-ray Diffraction
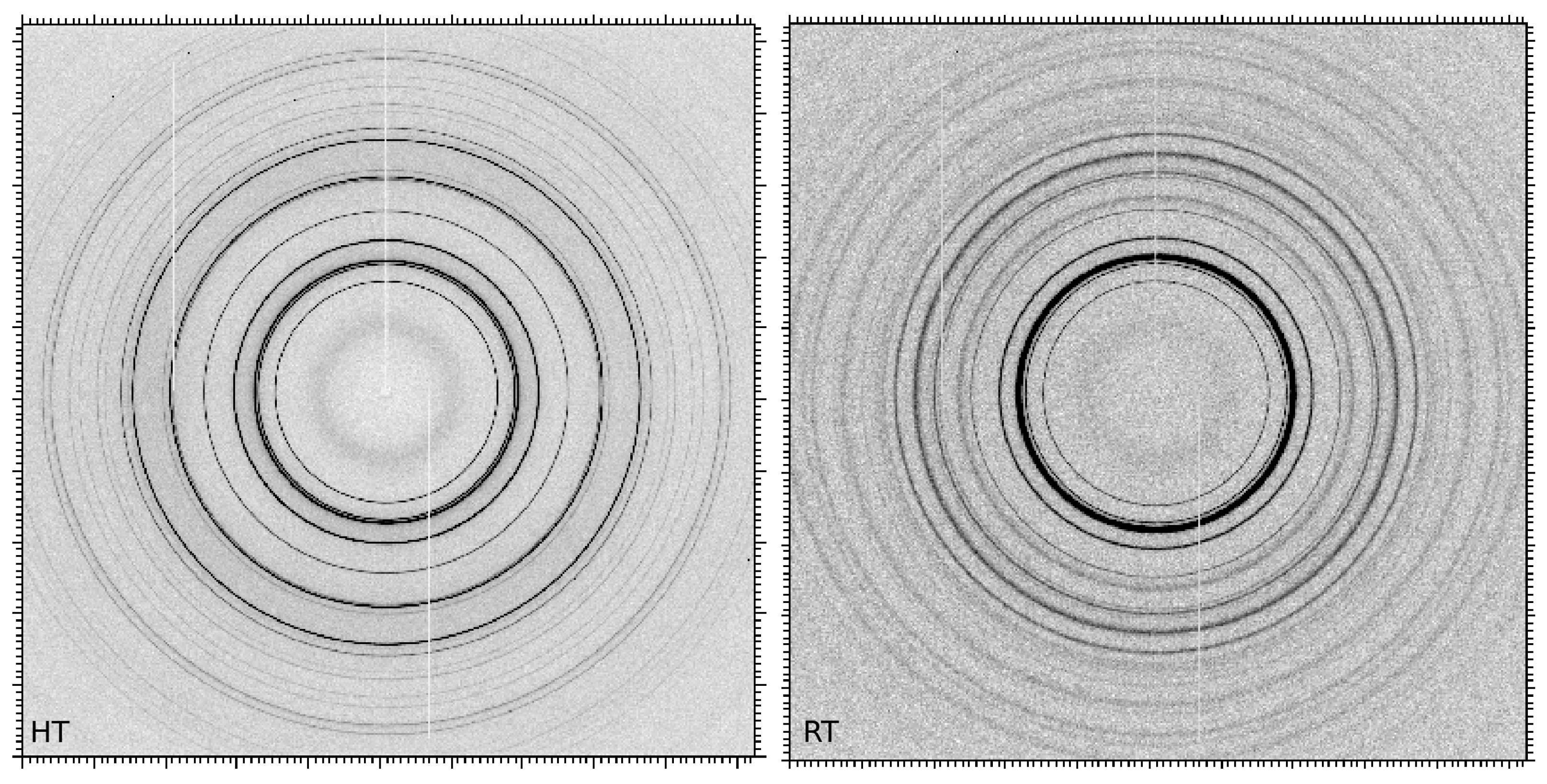
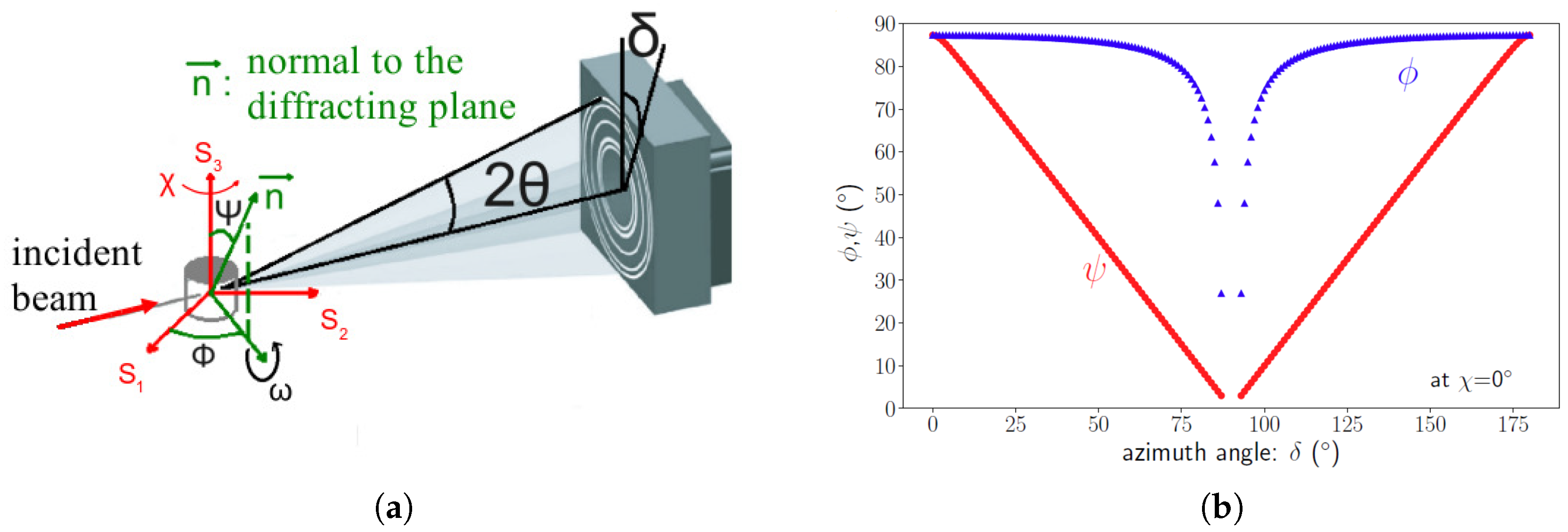
3.1. Experimental Setup
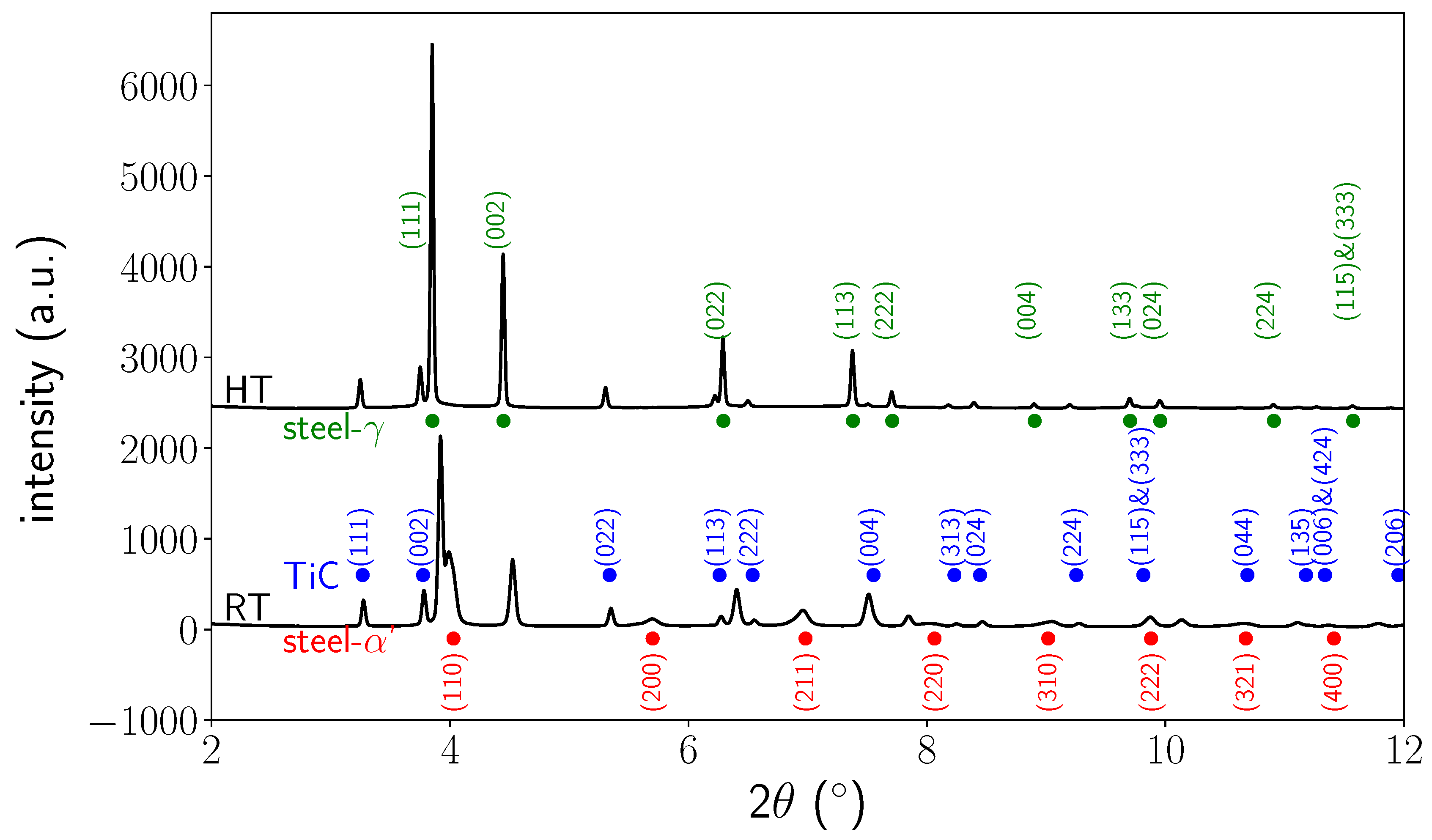
3.2. Phase Analysis
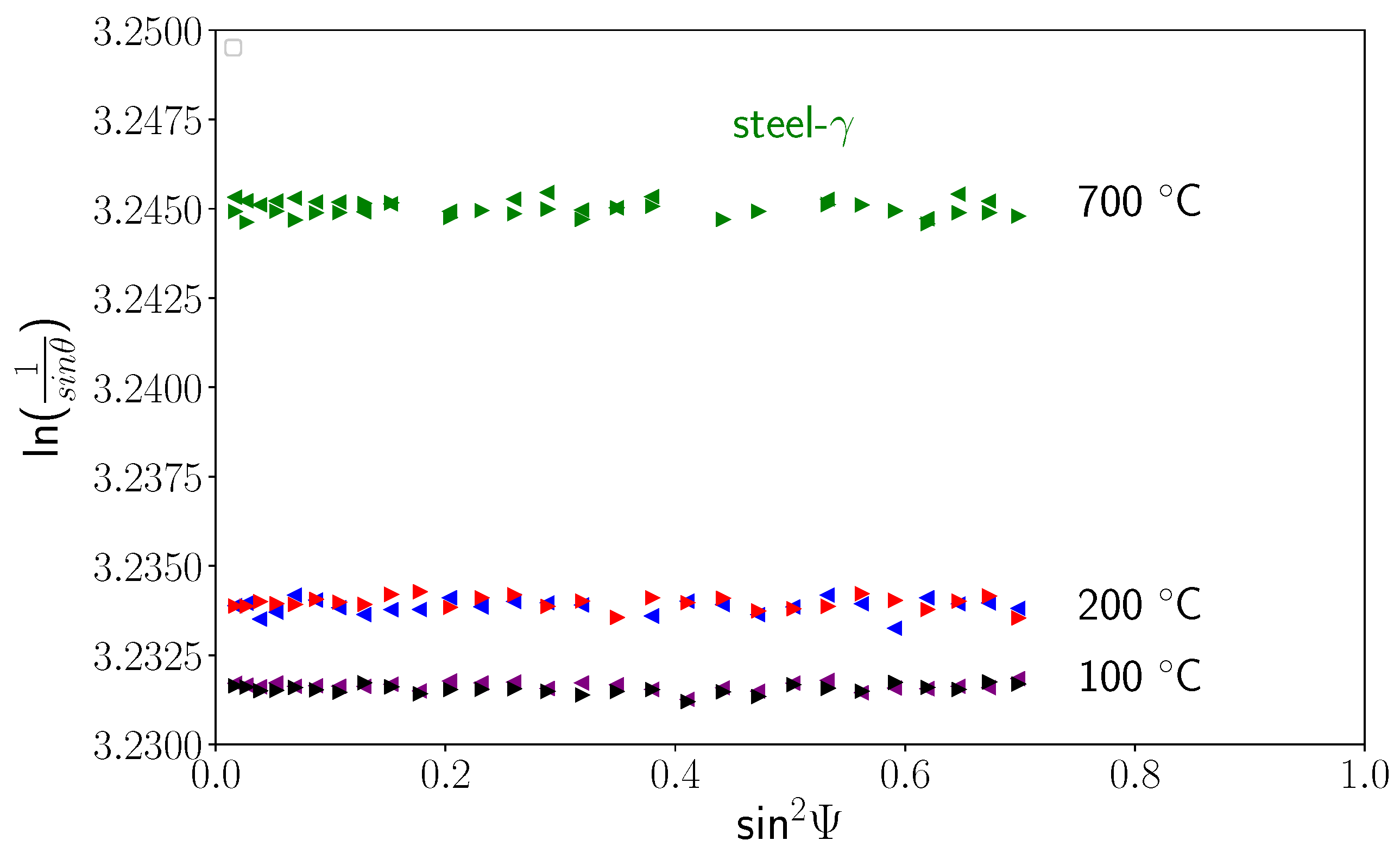
4. Internal Stress Determination
5. Results
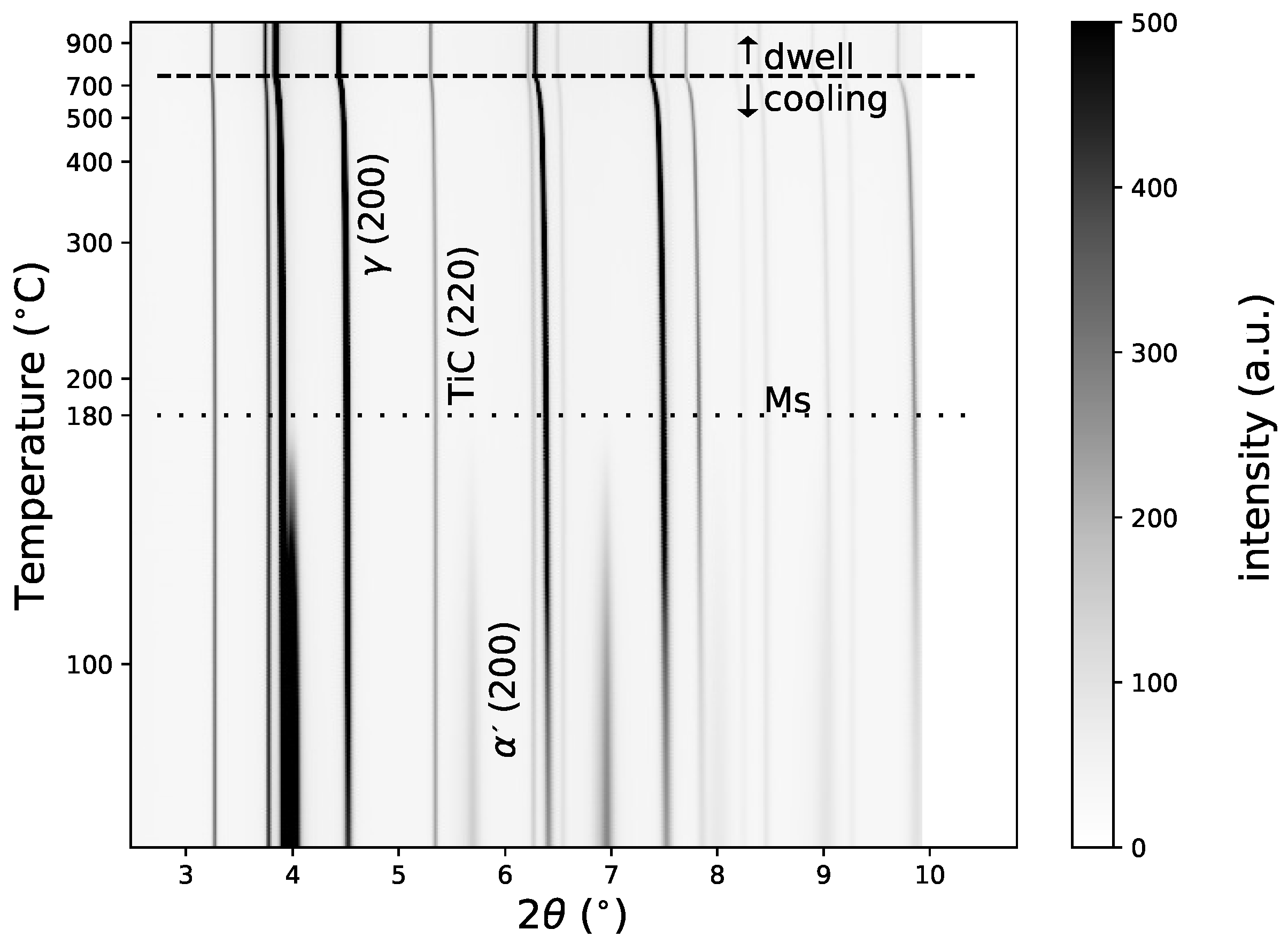
5.1. Phase Transformation Kinetics
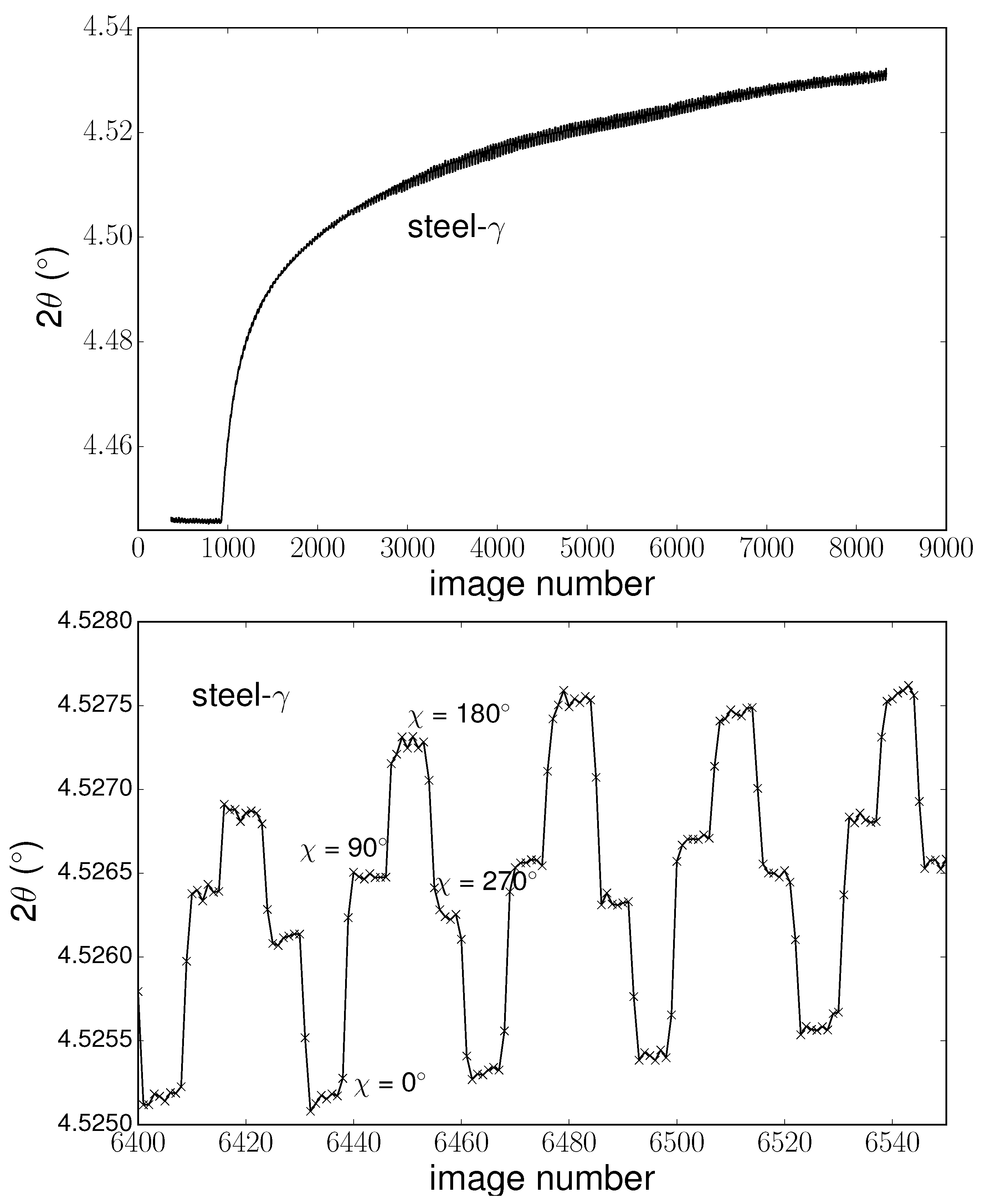
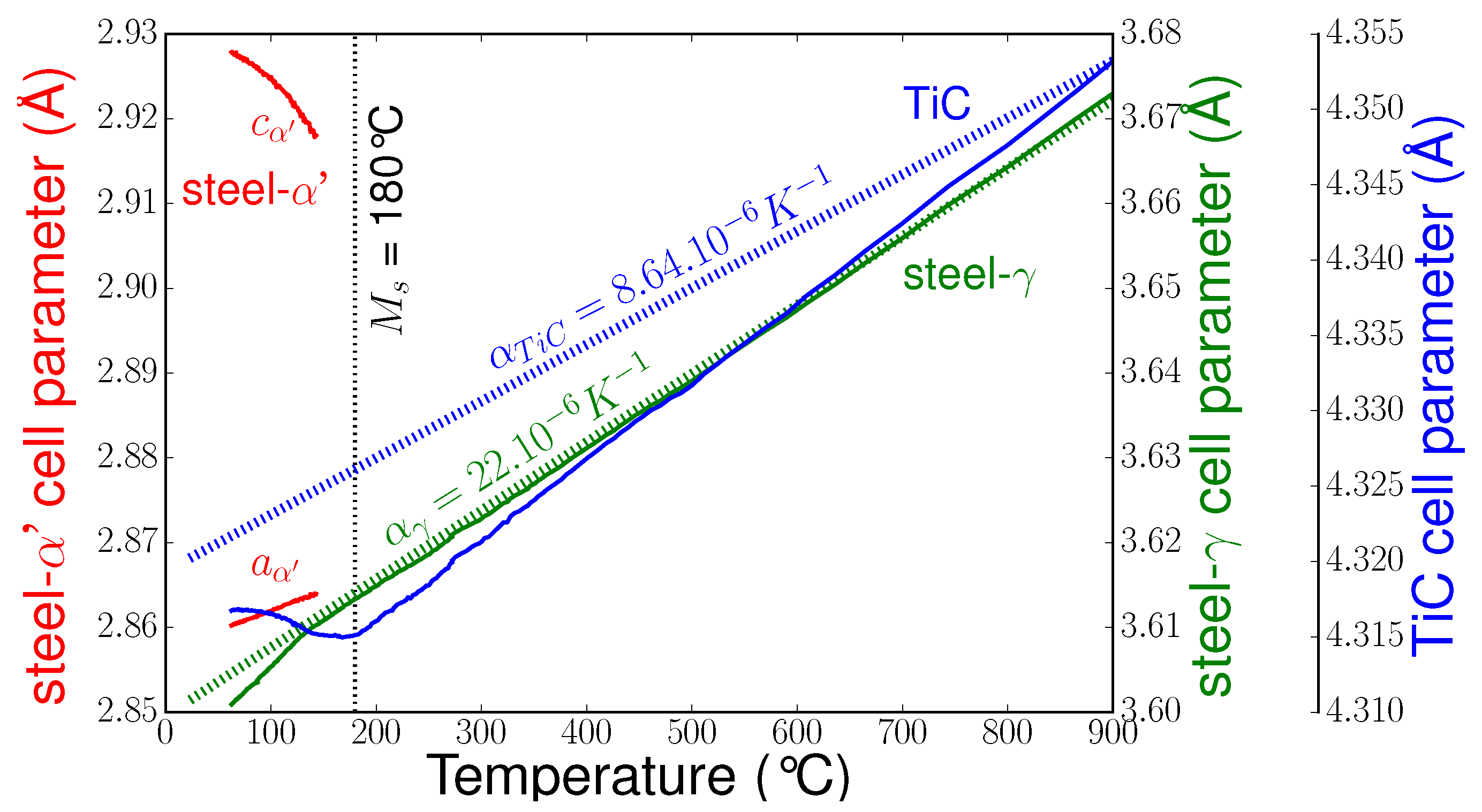
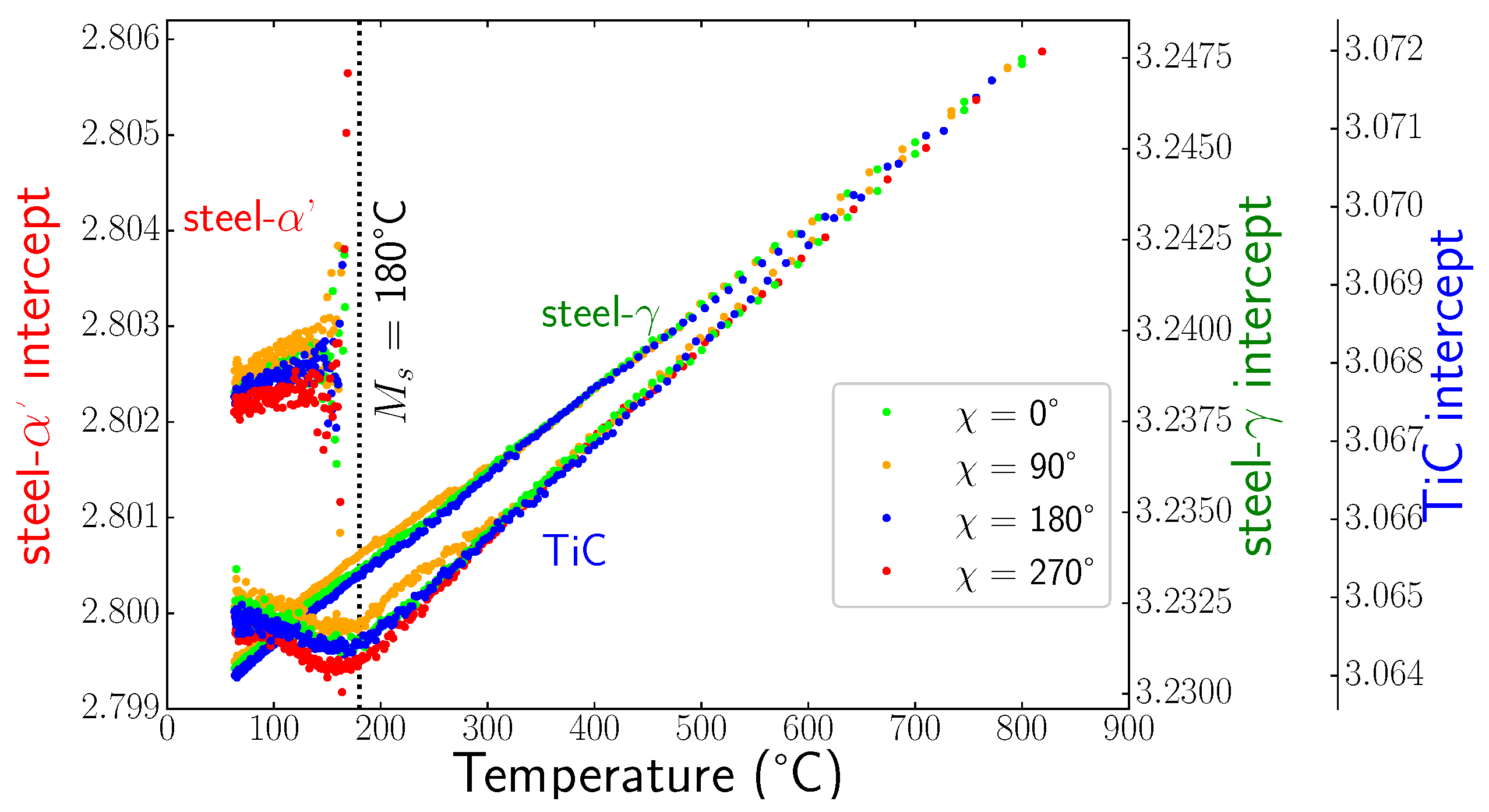
5.2. Evolution of Mean Cell Parameters
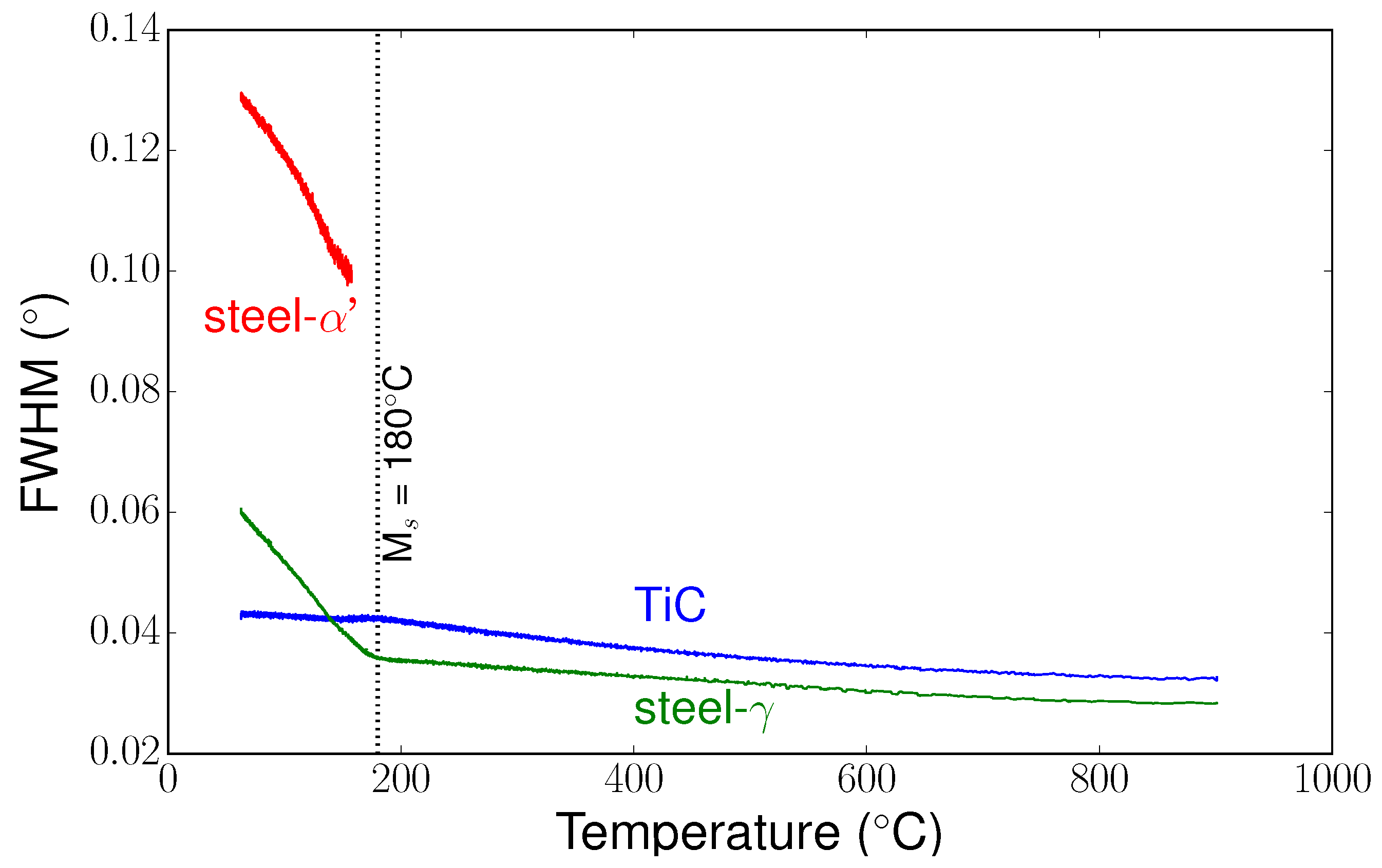
5.3. Full Width at Half Maximum
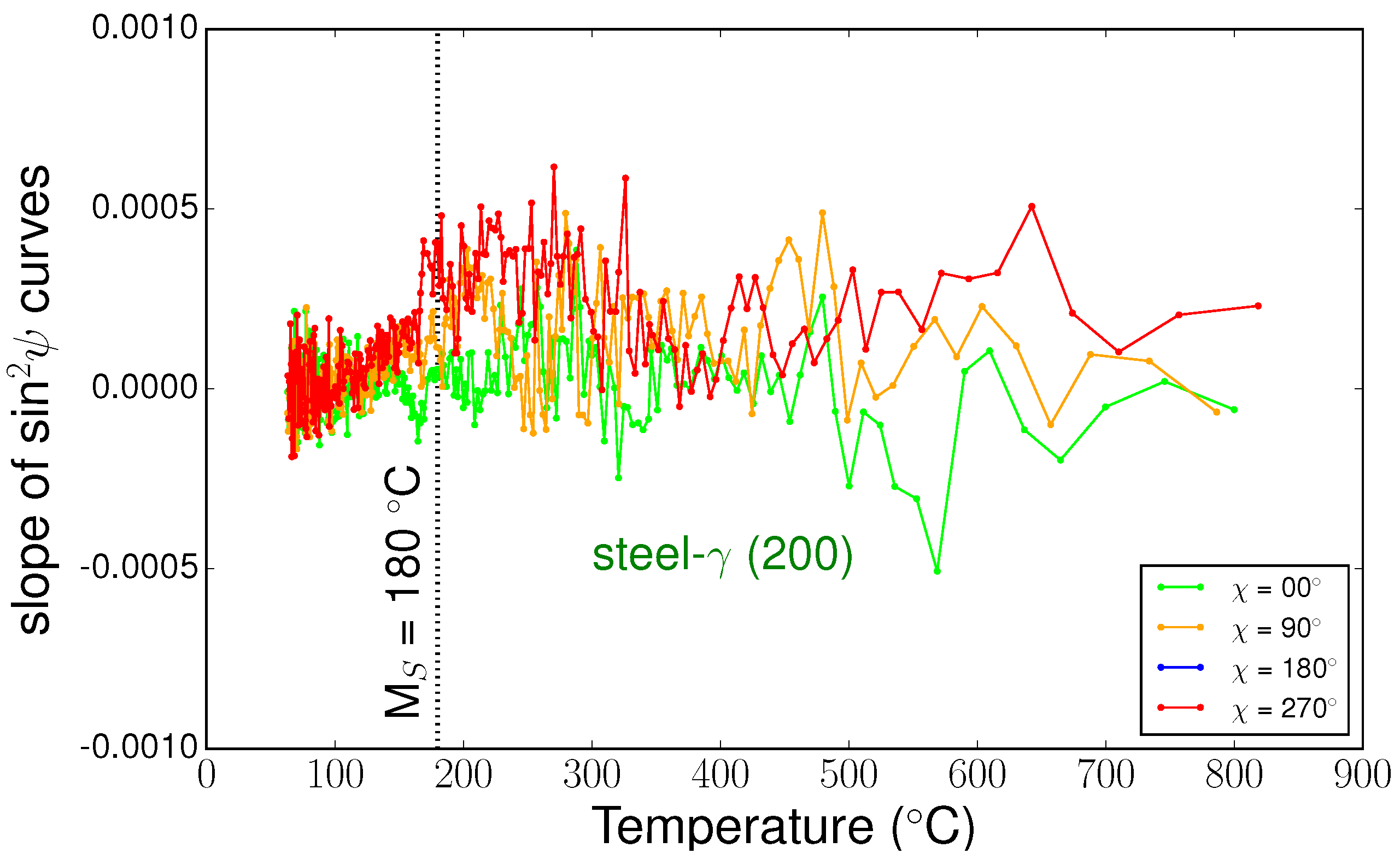
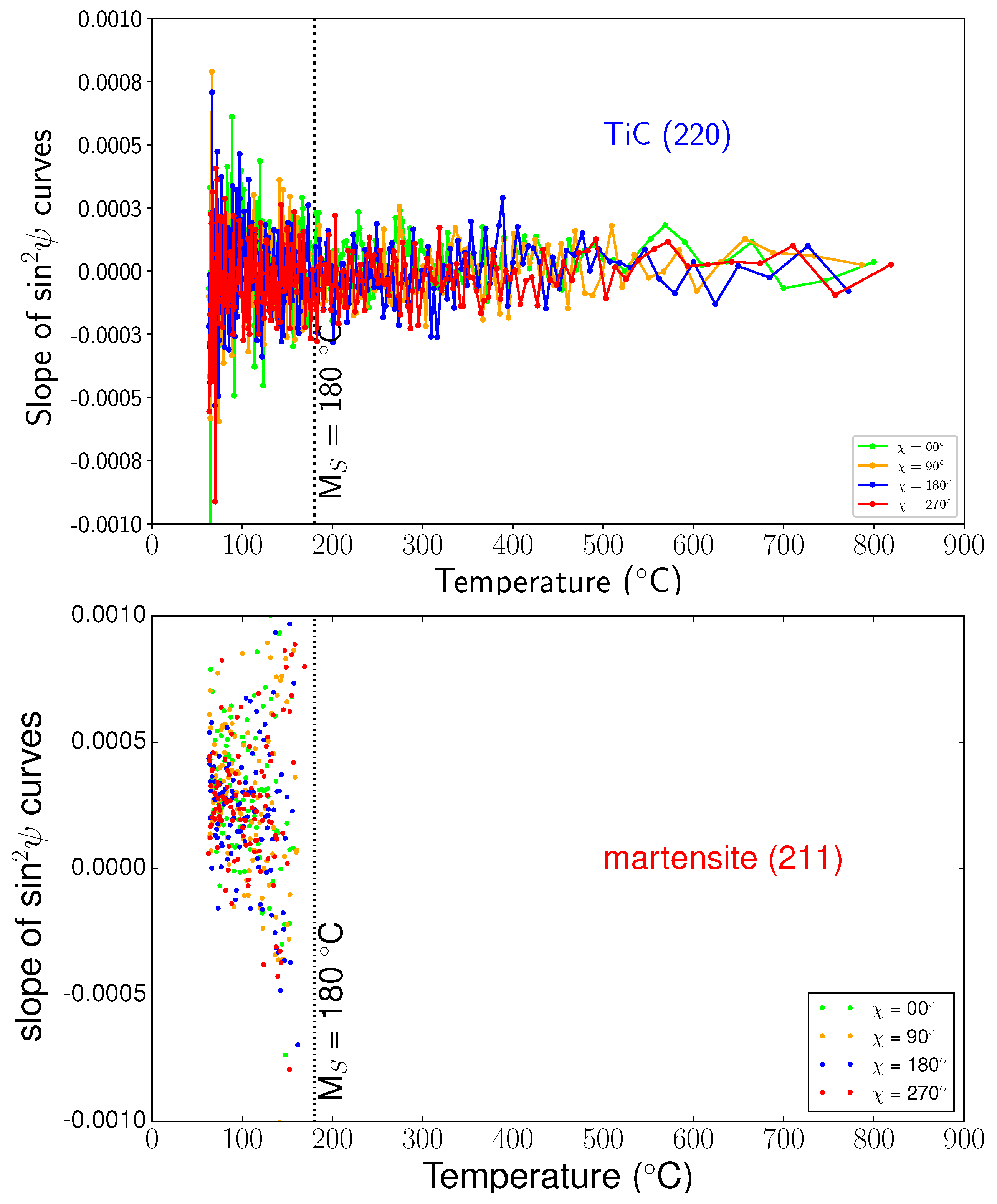
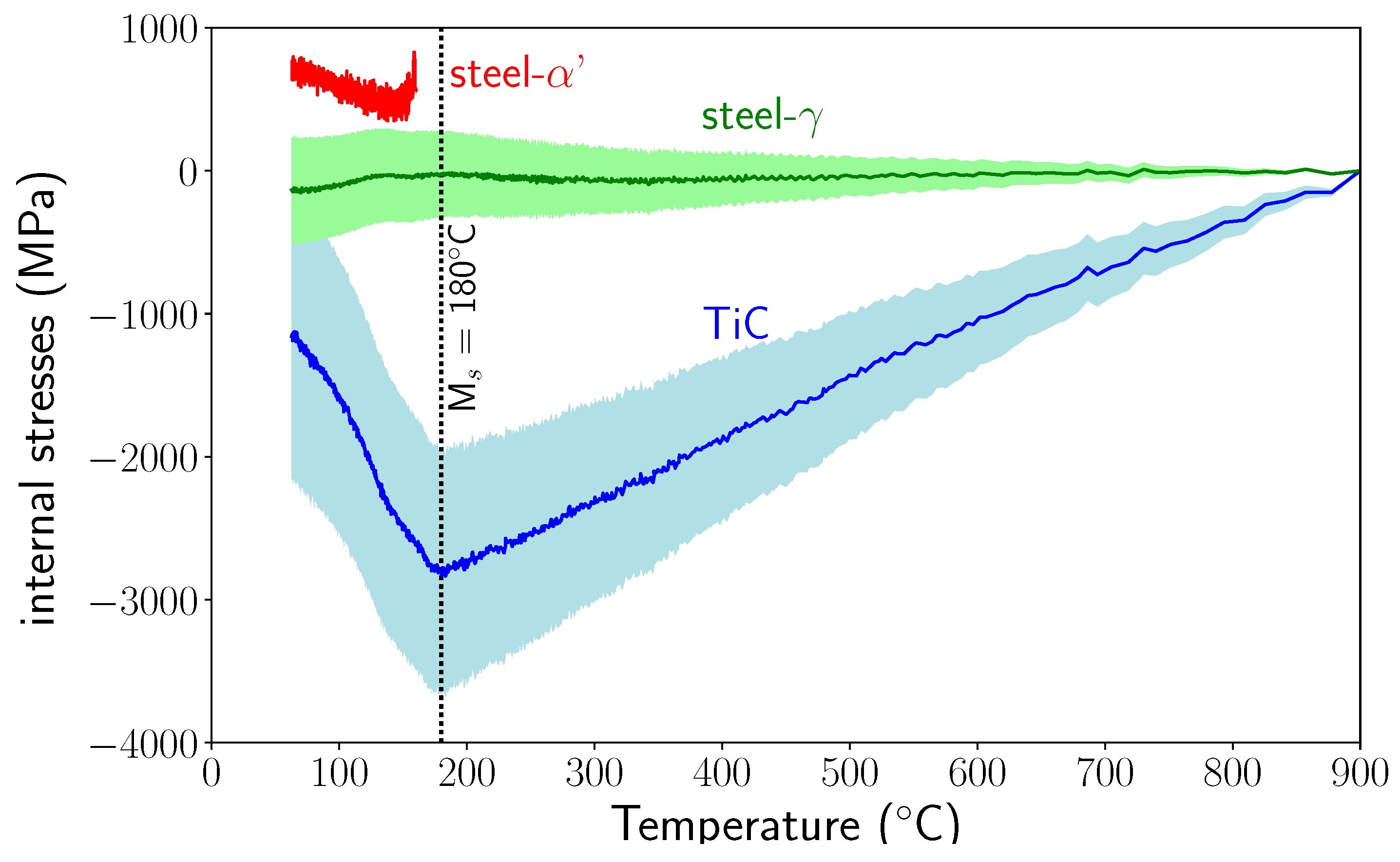
5.4. Stress Evolutions
5.5. Discussion
5.5.1. Coefficient of Thermal Expansion
5.5.2. Stress-Free Parameters
5.5.3. Macroscopic Elastic Constants
5.6. Micromechanical Modelling
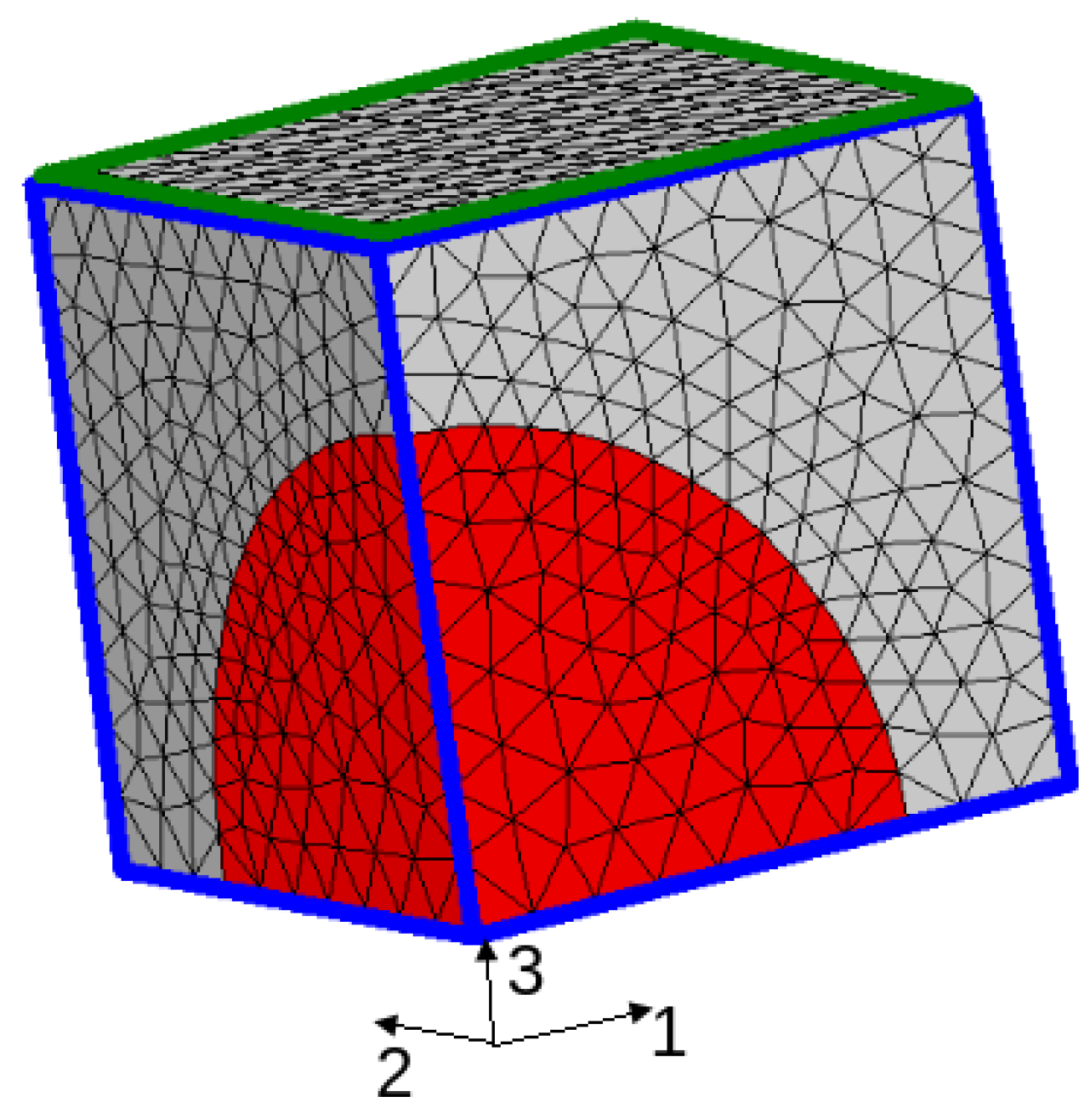
5.6.1. Description of the Model
- d: incremental elastic strain related to stress increment by Hooke’s law with temperature-dependent Young’s modulus and Poisson’s ratio.
- d: incremental visco-plastic strain at high temperature and plastic strain at lower temperatures.
- d: incremental strain due to volume change
- d: incremental strain due to transformation plasticitywhere are the components of the deviatoric stress tensor, and is an experimentally determined coefficient. For martensitic transformation .
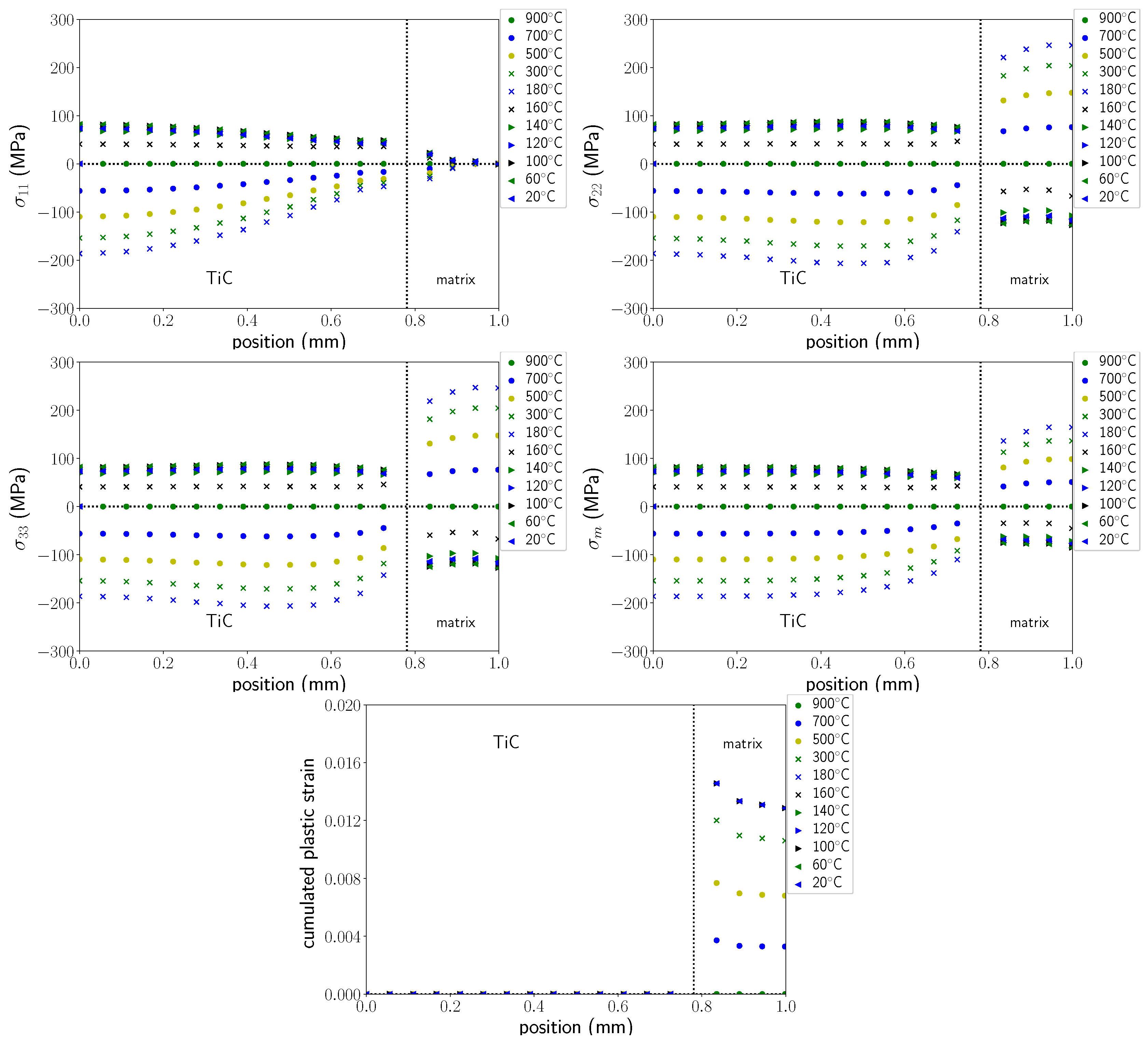
5.6.2. Calculated Results
5.6.3. Comparison with Experimental Results and Discussion
6. Conclusions
Funding
Acknowledgments
Conflicts of Interest
References
- Meixner, M. Measurement of the evolution of internal strain and load partitioning in magnesium hybrid composites under compression load using in-situ synchrotron X-ray diffraction analysis. Compos. Sci. Technol. 2011, 71, 167–176. [Google Scholar] [CrossRef]
- Yang, F. Microstructure and phase stress partition of Mo fiber reinforced CuZnAl composite. Mater. Sci. Eng. A 2015, 628, 419–422. [Google Scholar] [CrossRef]
- Lee, R.S. Thermal and grinding induced residual stresses in a silicon carbide particle-reinforced aluminium metal matrix composites. Composites 1995, 26, 425–429. [Google Scholar] [CrossRef]
- Pagounis, E. Effect of thermal expansion coefficients on the martensitic transformation in a steel matrix composite. Scr. Mater. 1996, 34, 407–413. [Google Scholar] [CrossRef]
- AlMangour, B. Rapid fabrication of bulk-form TiB2/316L stainless steel nanocomposites with novel reinforcement architecture and improved performance by selective laser melting. J. Alloy. Compd. 2016, 680, 480–493. [Google Scholar] [CrossRef]
- Alexander, K. Internal Stresses and the Martensite Start Temperature in Alumina-Zirconia Composites: Effects of Composition and Microstructure. J. Am. Ceram. Soc. 1999, 78, 291–296. [Google Scholar] [CrossRef]
- Schöbel, M. Experimental Simulation of Thermally Induced Stresses during Cooling of Continuously Cast Steel Slabs. Steel Res. Int. 2016, 87, 1312–1322. [Google Scholar] [CrossRef]
- Wu, Y. The effect of phase transformation on the thermal expansion property in Al/ZrW2O8 composites. J. Mater. Sci. 2012, 48, 2928–2933. [Google Scholar] [CrossRef]
- Mourot, M. Transformation Kinetics and Resulting Microstructure in MMC Reinforced with TiC Particles. Solid State Phenom. 2011, 172–174, 747–752. [Google Scholar] [CrossRef]
- Denand, B. Four d’Analyse Portable Pour Ligne De Rayonnement. Patent FR 1759981, June 2018. [Google Scholar]
- Rietveld, H.M. A Profile Refinement Method for Nuclear and Magnetic Structures. J. Appl. Crystallogr. 1969, 2, 65–71. [Google Scholar] [CrossRef]
- Rodriguez-Carvajal, J. Recent advances in magnetic structure determination by neutron powder diffraction. Physica B 1993, 192, 55–69. [Google Scholar] [CrossRef]
- Hammersley, A.P. Calibration and correction of distortions in two-dimensional detector systems. Rev. Sci. Instrum. 1995, 66, 2729–2733. [Google Scholar] [CrossRef]
- Le Bourlot, C. Caractérisation de L’hétérogénéité du Champ des Déformations Élastiques dans les Matériaux Polycristallins par Diffraction des Rayons X et des neutrons-application à un acier duplex. Ph.D. Thesis, Université Paris, Paris, France, 2012. [Google Scholar]
- Heidelbach, F. Quantitative texture analysis of small domains with synchrotron radiation X-rays. J. Appl. Crystallogr. 1999, 32, 841–849. [Google Scholar] [CrossRef]
- Gelfi, M. X-ray diffraction Debye Ring Analysis for STress measurement (DRAST): A new method to evaluate residual stresses. Acta Mater. 2004, 52, 583–589. [Google Scholar] [CrossRef]
- Dolle, H. The Influence of Multiaxial Stress States, Stress Gradients and Elastic Anisotropy on the Evaluation of (Residual) Stresses by X-rays. J. Appl. Crystallogr. 1979, 12, 489–501. [Google Scholar] [CrossRef]
- Roberts, C.S. Effect of carbon on the volume fractions and lattice parameters of retained austenite and martensite. J. Appl. Crystallogr. 1953, 5, 203–204. [Google Scholar] [CrossRef]
- Wall, J. Thermal residual stress evolution in a TiC-50 vol.% Ni3Al cermet. Mater. Sci. Eng. A 2006, 421, 40–45. [Google Scholar] [CrossRef]
- Vidal, G. Influence de la température sur les constantes élastiques des métaux et alliages. Rev. Métall. 1951, 11, 864–874. [Google Scholar] [CrossRef]
- Geandier, G. In situ structural evolution of steel-based MMC by high energy X-ray diffraction and comparison with micromechanical approach. J. Heat Treat. Mater. 2014, 69, 54–59. [Google Scholar] [CrossRef]
- Winkler, B. In situ observation of the formation of TiC from the elements by neutron diffraction. J. Alloys Compd. 2007, 441, 374–380. [Google Scholar] [CrossRef]
- Dartigues, F. La Précipitation à la Solidification du Monoborure de Titane Dans L’alliage de Titane Ti-6Al-4V) Peut-Elle Modifier sa Microstructure et Son Comportement Mécanique? Ph.D. Thesis, University of Bordeaux, Bordeaux, France, 2004. [Google Scholar]
- Yang, Y. First-principles calculations of mechanical properties of TiC and TiN. J. Alloys Compd. 2009, 485, 542–547. [Google Scholar] [CrossRef]
- Cheng, L. Densification and mechanical properties of TiC by SPS-effects of holding time, sintering temperature and pressure condition. J. Eur. Ceram. Soc. 2012, 32, 3399–3406. [Google Scholar] [CrossRef]
- Besson, J. Object-oriented programming applied to the finite element method part II. application to material behaviors. Rev. Eur. Élém. 1998, 7, 567–588. [Google Scholar] [CrossRef]
- Koistinen, D.P. A general equation prescribing the extent of the austenite-martensite transformation in pure iron-carbon alloys and plain carbon steels. Acta Crystallogr. 1959, 7, 60–61. [Google Scholar] [CrossRef]
- Denis, S. Models for Stress-Phase Transformation Couplings in Metallic Alloys in Lemaître Handbook of Materials Behaviour Models; Academic Press: Cambridge, MA, USA, 2001; pp. 896–904. ISBN 012-443341-3. [Google Scholar]
- Denis, S. Prediction of residual stress and distortion of ferrous and non-ferrous metals: Current status and future developments. J. Mater. Eng. Perform. 2002, 11, 92–102. [Google Scholar] [CrossRef]
- Mura, T. Micromechanics of Defects in Solids; Springer: Berlin, Germany, 1987; ISBN 978-94-009-3489-4. [Google Scholar]
- Yilmaz, S. Phase transformations in thermally cycled Cu/ZrW2O8 composites investigated by synchrotron X-ray diffraction. J. Phys. Condens. Matter 2002, 14, 365–375. [Google Scholar] [CrossRef]
- Zwigl, P. Transformation-mismatch plasticity of NiAl/ZrO2 composites-finite-element modeling. Mater. Sci. Eng. A 2002, 335, 128–136. [Google Scholar] [CrossRef]
- Armstrong, W.D. Fiber phase transformation and matrix plastic flow in a room temperature tensile strained NiTi phase shape memory alloy fiber reinforced 6082 Aluminium matrix composite. Scr. Mater. 1997, 36, 1037–1043. [Google Scholar] [CrossRef]
- Zhang, S. Microstructural evolution and phase transformation during partial remelting of in-situ Mg2Sip/AM60B composite. Trans. Nonferr. Met. Soc. China 2016, 26, 1564–1573. [Google Scholar] [CrossRef]
- Luo, X. Effect of quenching on the matrix microstructure of SiCf/Ti-6Al-4V composites. J. Mater. Sci. 2018, 53, 1922–1932. [Google Scholar] [CrossRef]
- Bruneseaux, F. Etude des Transformations de Phases des Alliages de Titane et Aciers Avec et Sans Charge Externe par DRX In Situ. Ph.D. Thesis, Institut National Polytechnique de Lorraine, Nancy, France, 2008. [Google Scholar]
- AlMangour, B. Densification behavior, microstructural evolution, and mechanical properties of TiC/316L stainless steel nanocomposites fabricated by selective laser melting. Mater. Des. 2018, 138, 119–128. [Google Scholar] [CrossRef]
- LabEx DAMAS. Available online: labex-damas.univ-lorraine.fr (accessed on 10 August 2018).




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Mo | Mn | Si | V | Ni | N |
|---|---|---|---|---|---|---|---|
| 0.312 | 3.831 | 0.721 | 0.434 | 0.583 | 0.136 | 0.067 | 152 ppm |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Geandier, G.; Vautrot, L.; Denand, B.; Denis, S. In Situ Stress Tensor Determination during Phase Transformation of a Metal Matrix Composite by High-Energy X-ray Diffraction. Materials 2018, 11, 1415. https://doi.org/10.3390/ma11081415
Geandier G, Vautrot L, Denand B, Denis S. In Situ Stress Tensor Determination during Phase Transformation of a Metal Matrix Composite by High-Energy X-ray Diffraction. Materials. 2018; 11(8):1415. https://doi.org/10.3390/ma11081415
Chicago/Turabian StyleGeandier, Guillaume, Lilian Vautrot, Benoît Denand, and Sabine Denis. 2018. "In Situ Stress Tensor Determination during Phase Transformation of a Metal Matrix Composite by High-Energy X-ray Diffraction" Materials 11, no. 8: 1415. https://doi.org/10.3390/ma11081415
APA StyleGeandier, G., Vautrot, L., Denand, B., & Denis, S. (2018). In Situ Stress Tensor Determination during Phase Transformation of a Metal Matrix Composite by High-Energy X-ray Diffraction. Materials, 11(8), 1415. https://doi.org/10.3390/ma11081415