Effects of Solidification Cooling Rate on the Microstructure and Mechanical Properties of a Cast Al-Si-Cu-Mg-Ni Piston Alloy

Abstract
:1. Introduction
2. Experimental Methods and Processes
3. Results and Discussion
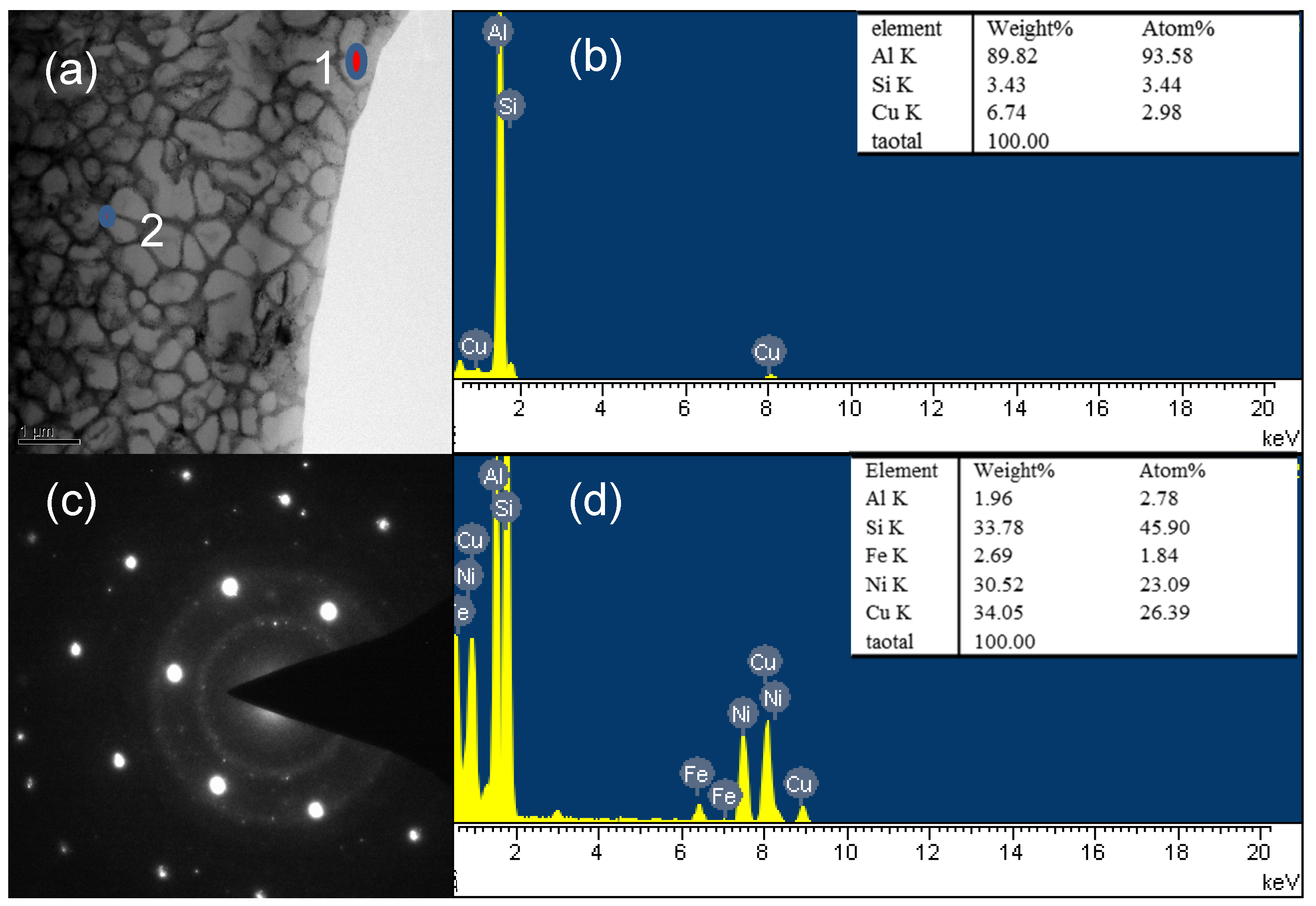
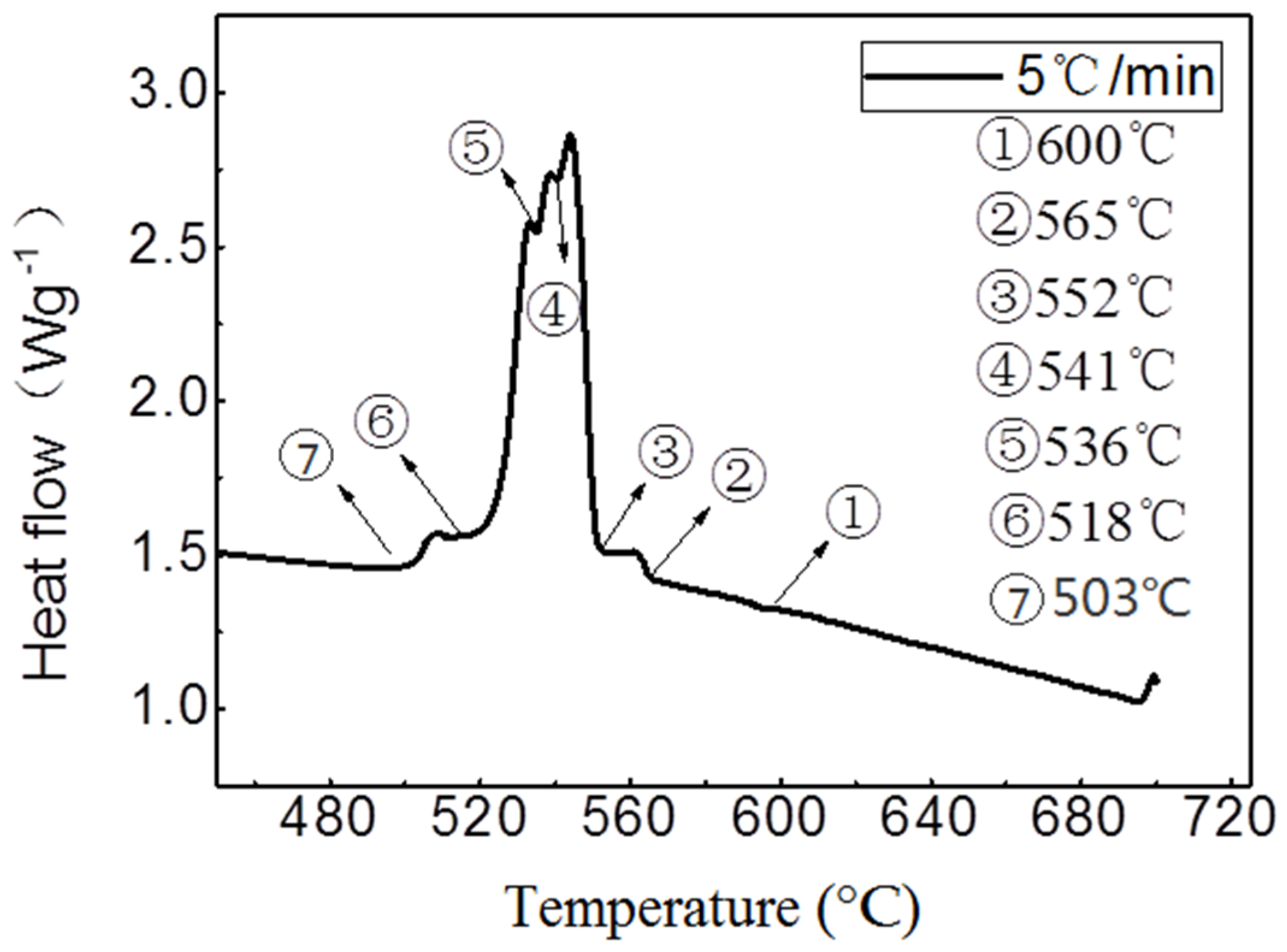
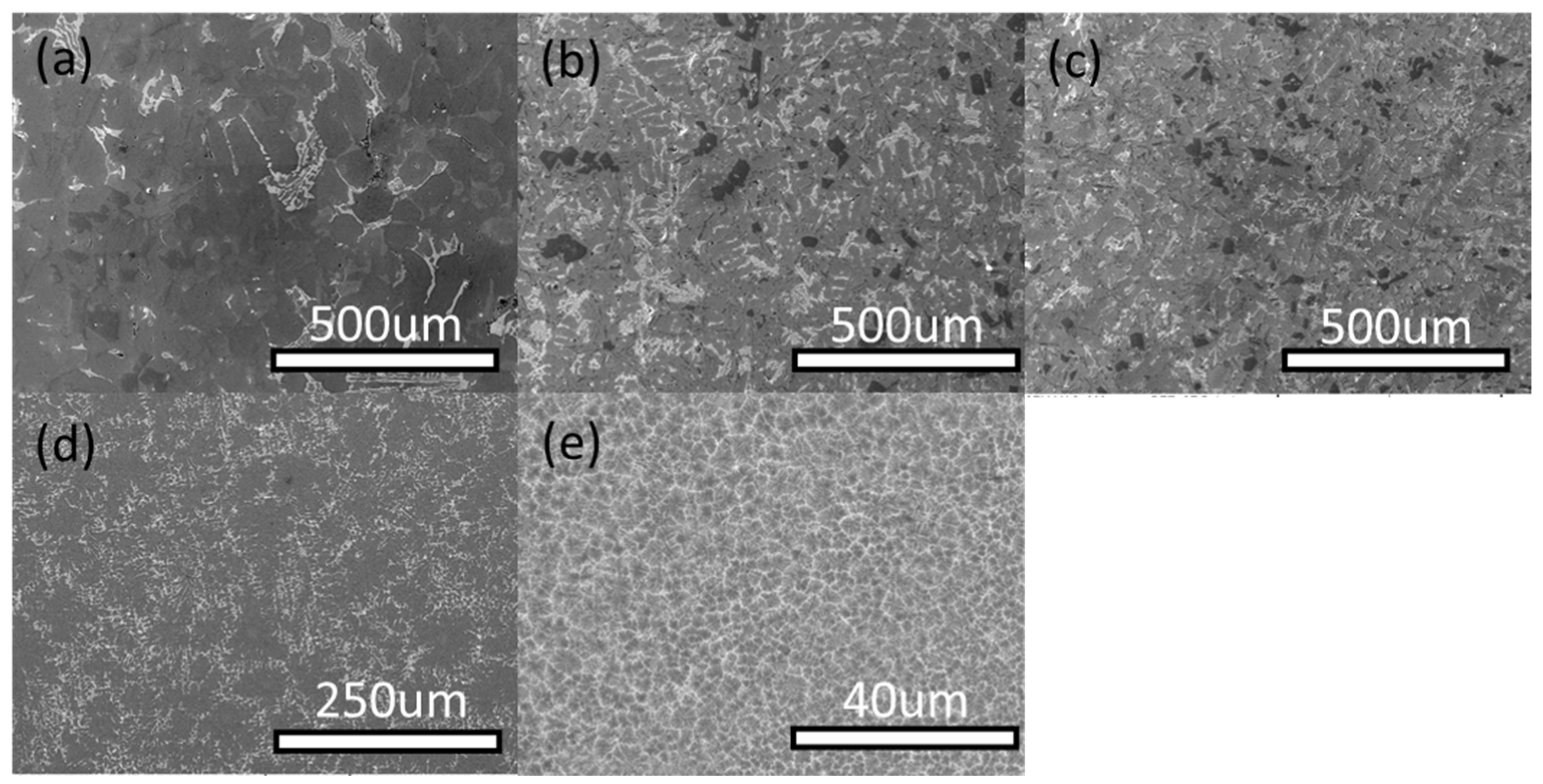
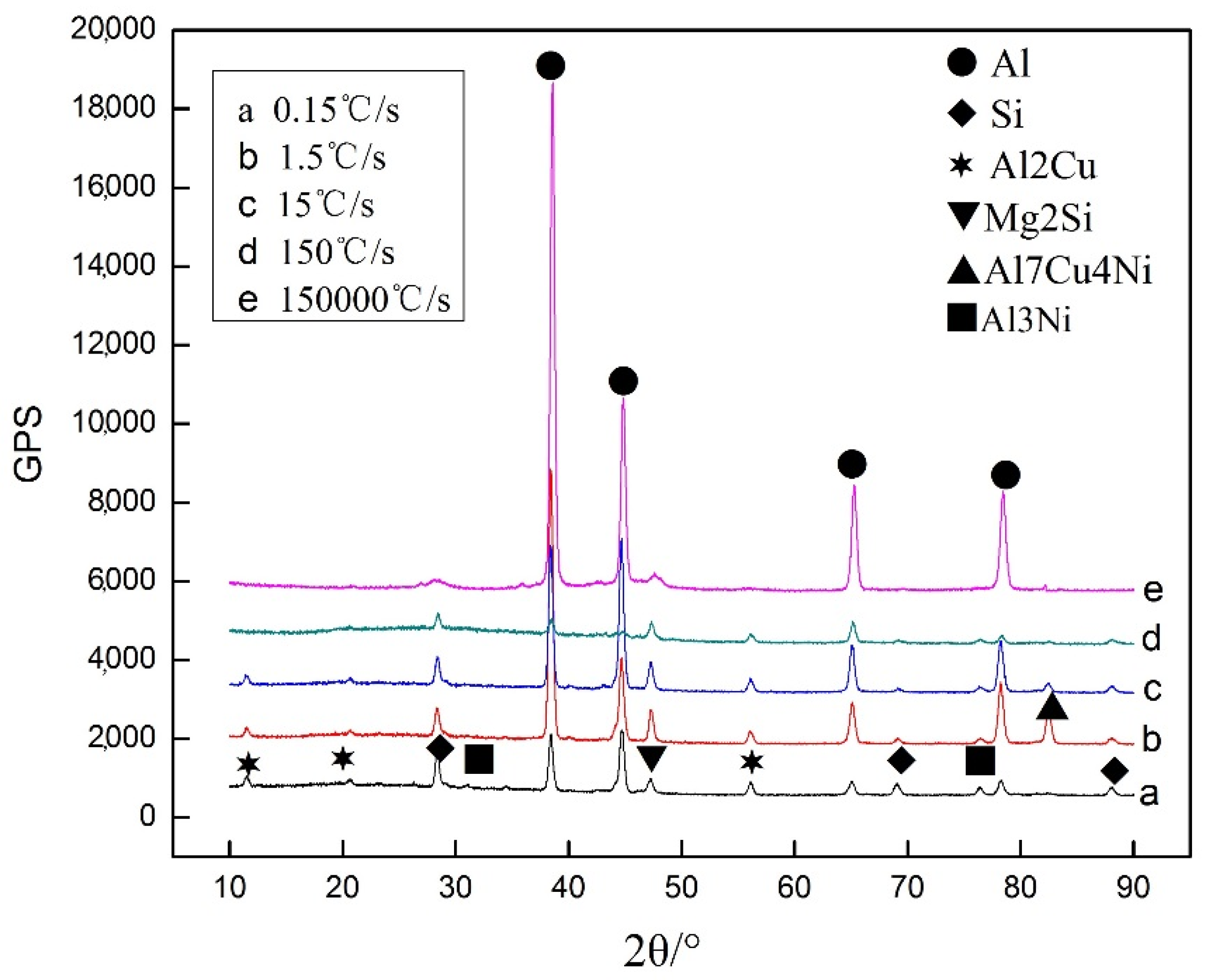
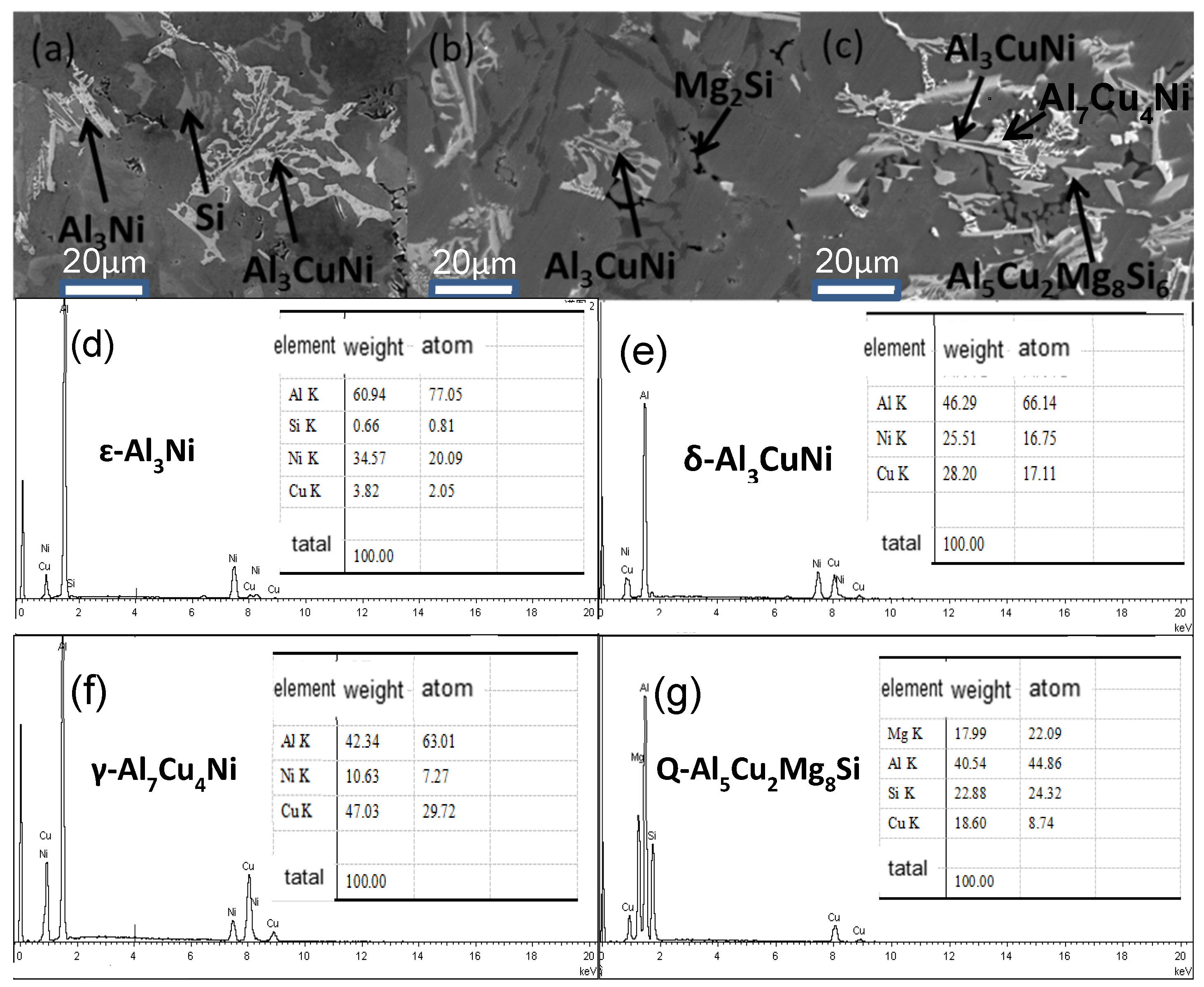
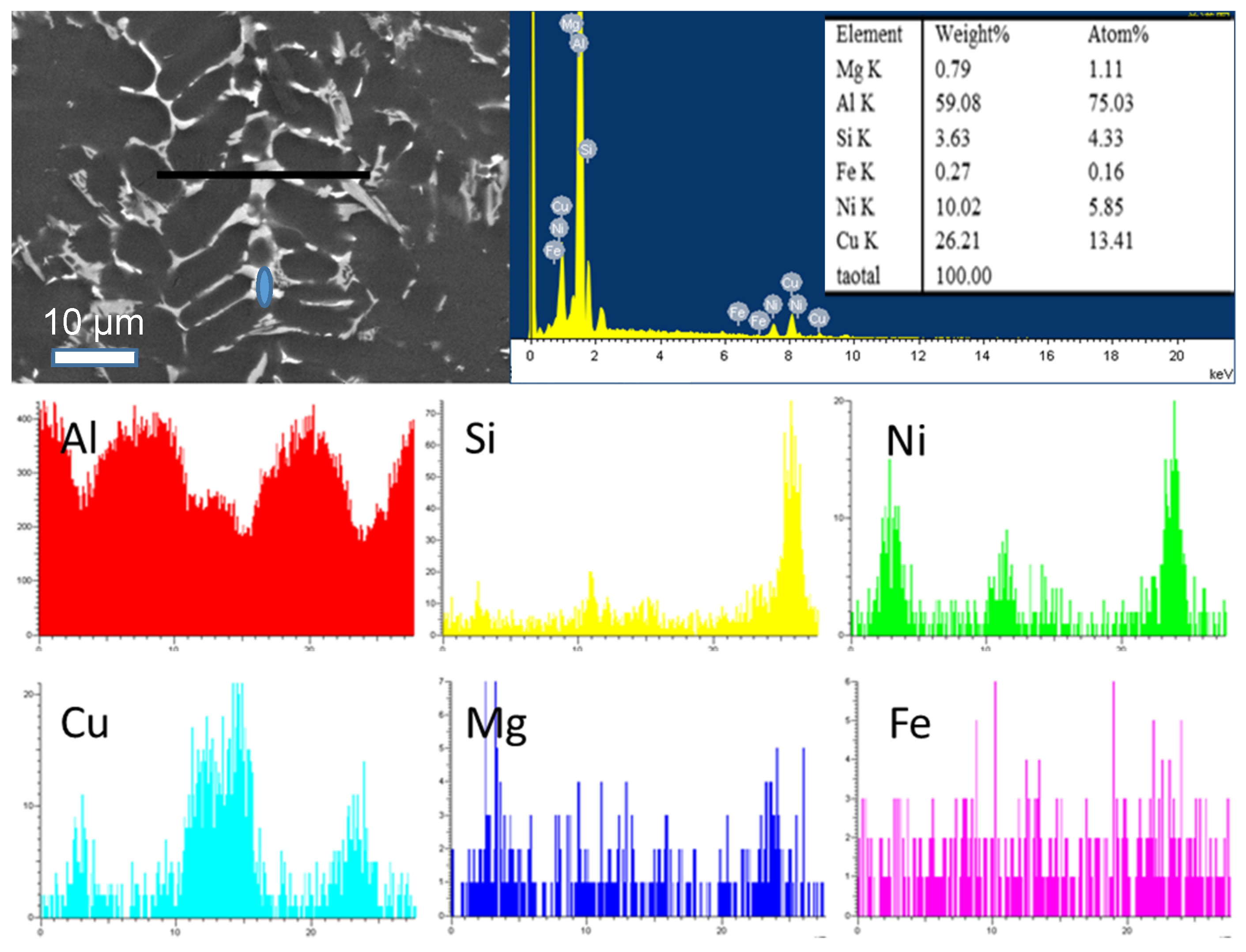
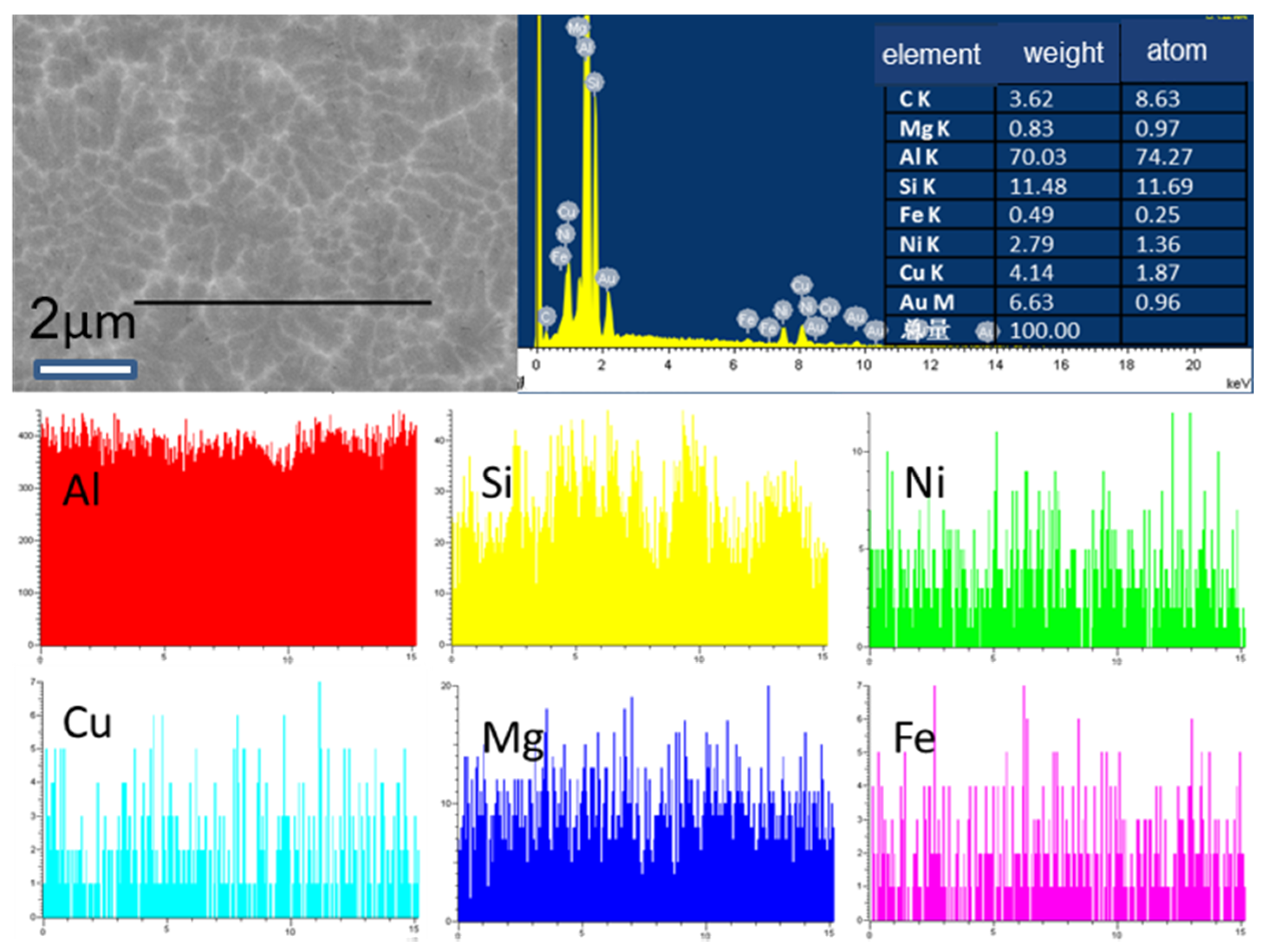
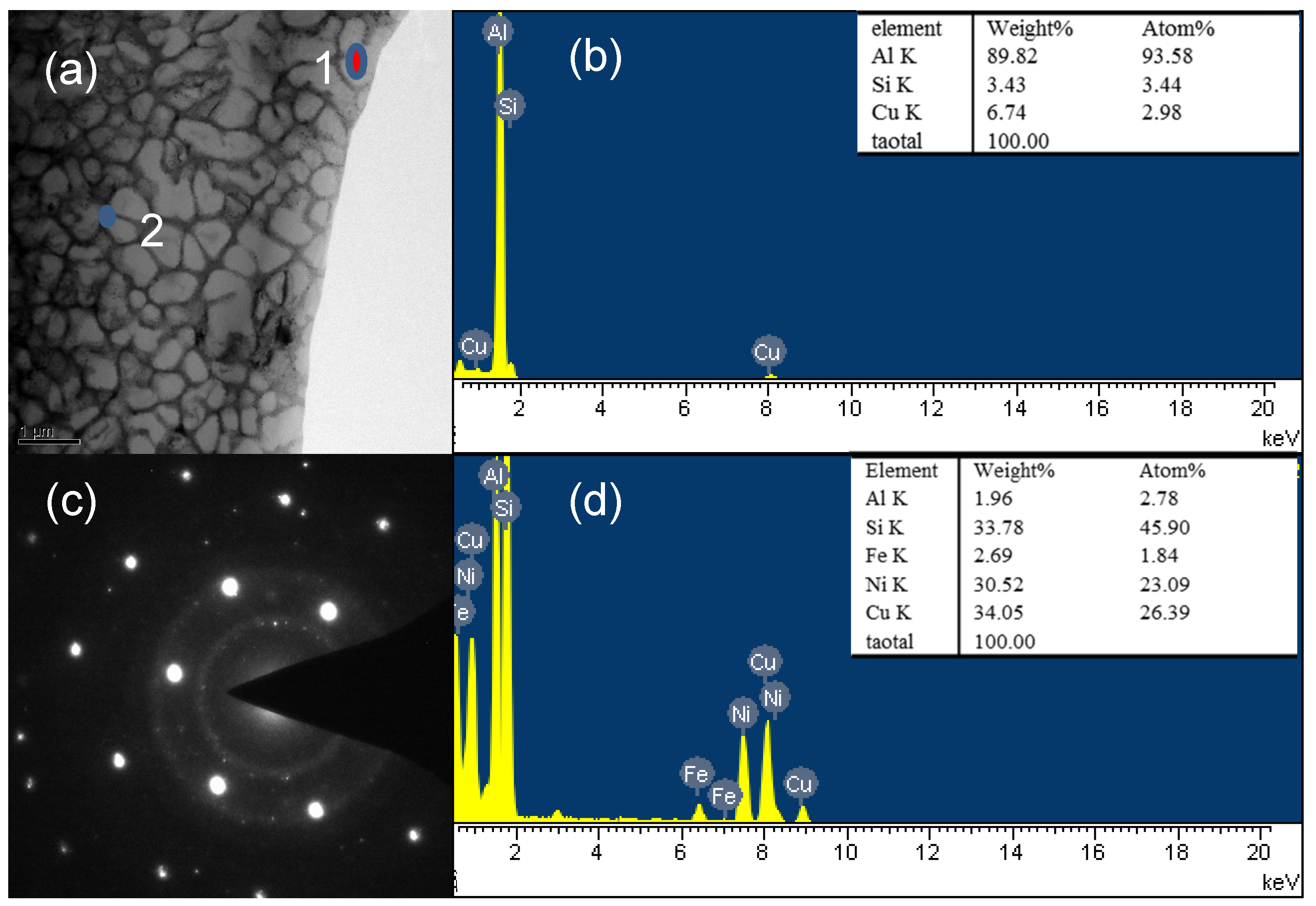
3.1. Microstructural Analysis of the Samples at Different Cooling Rates
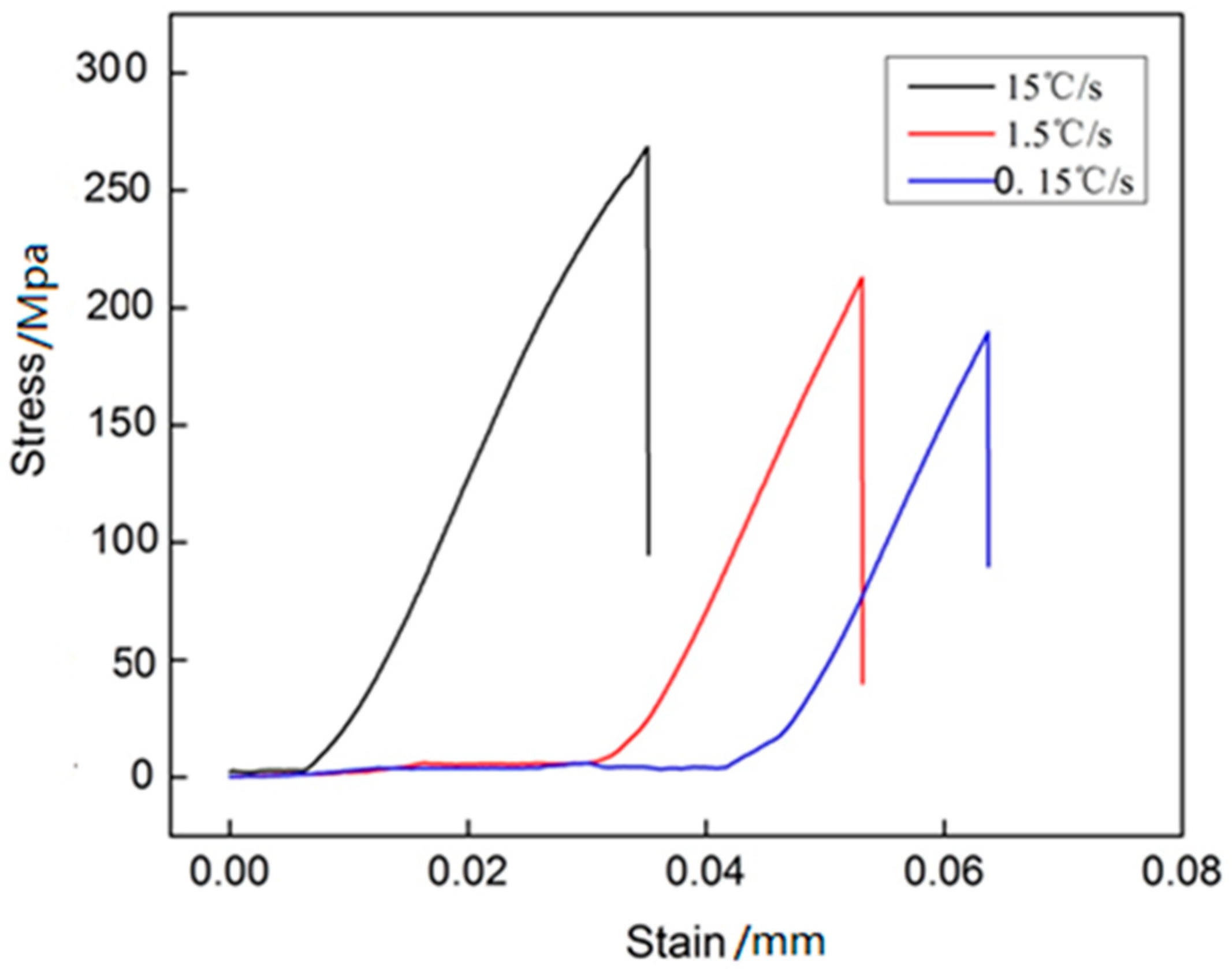
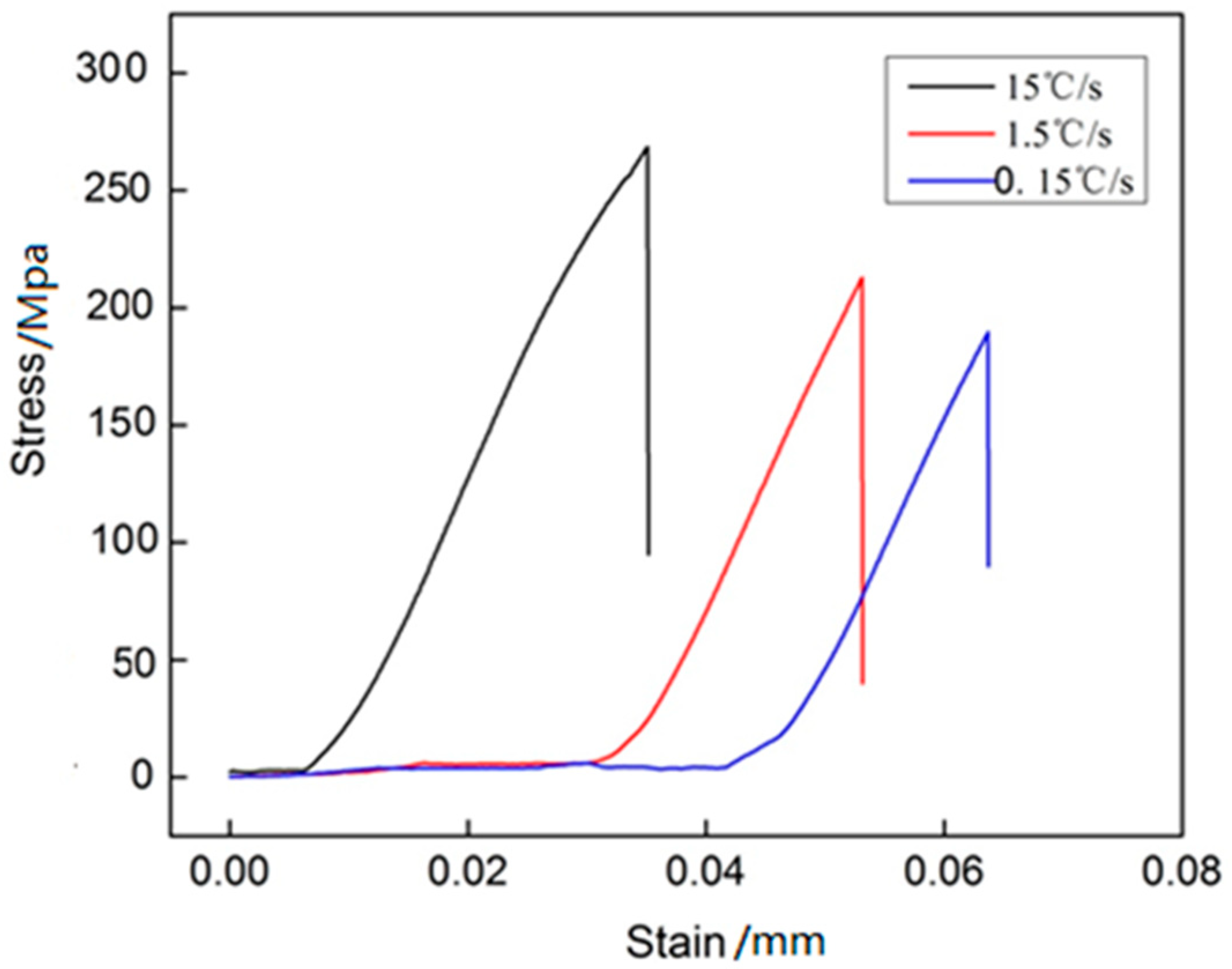
3.2. Analysis of the Mechanical Properties of the Samples at Different Cooling Rates
4. Conclusions
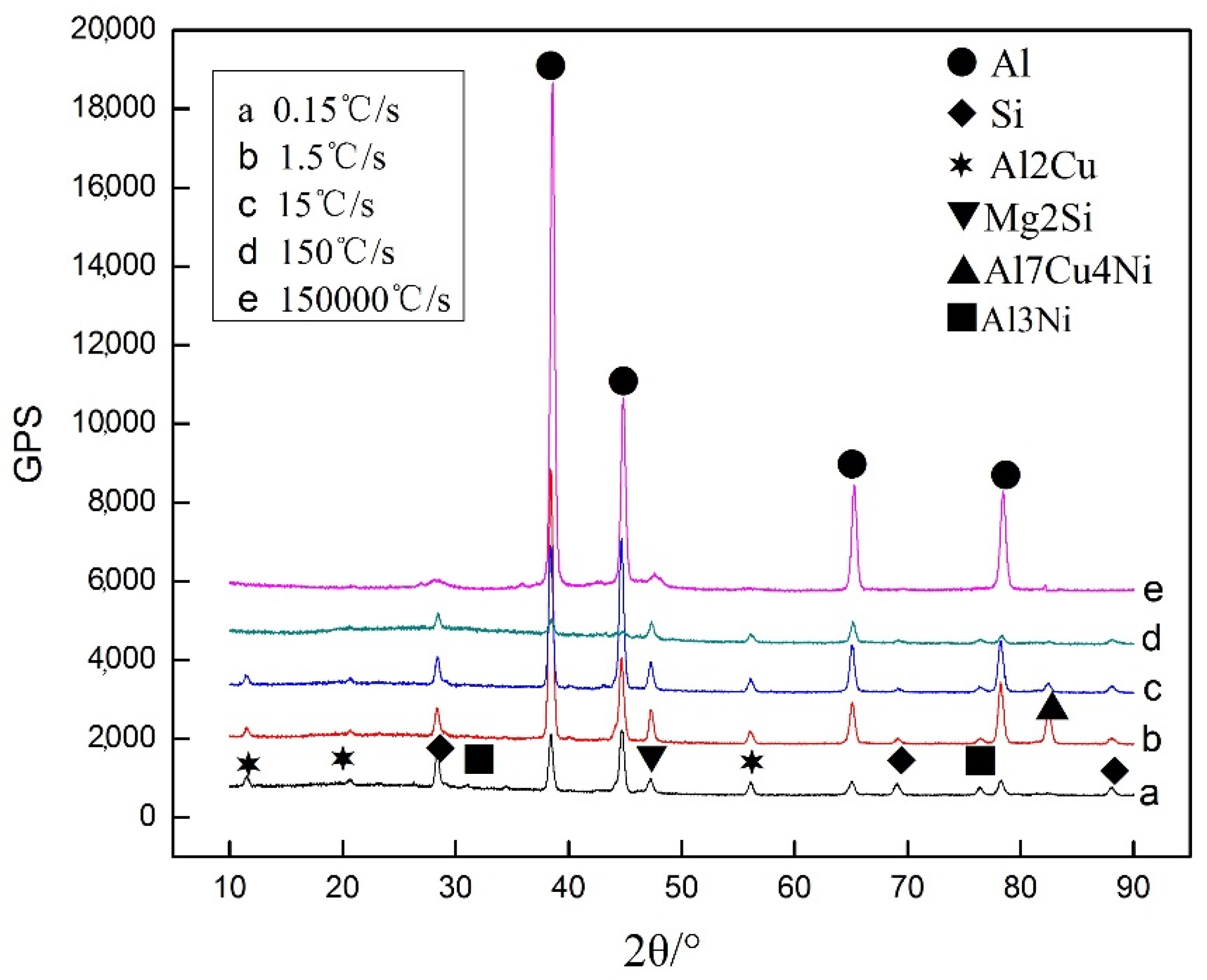
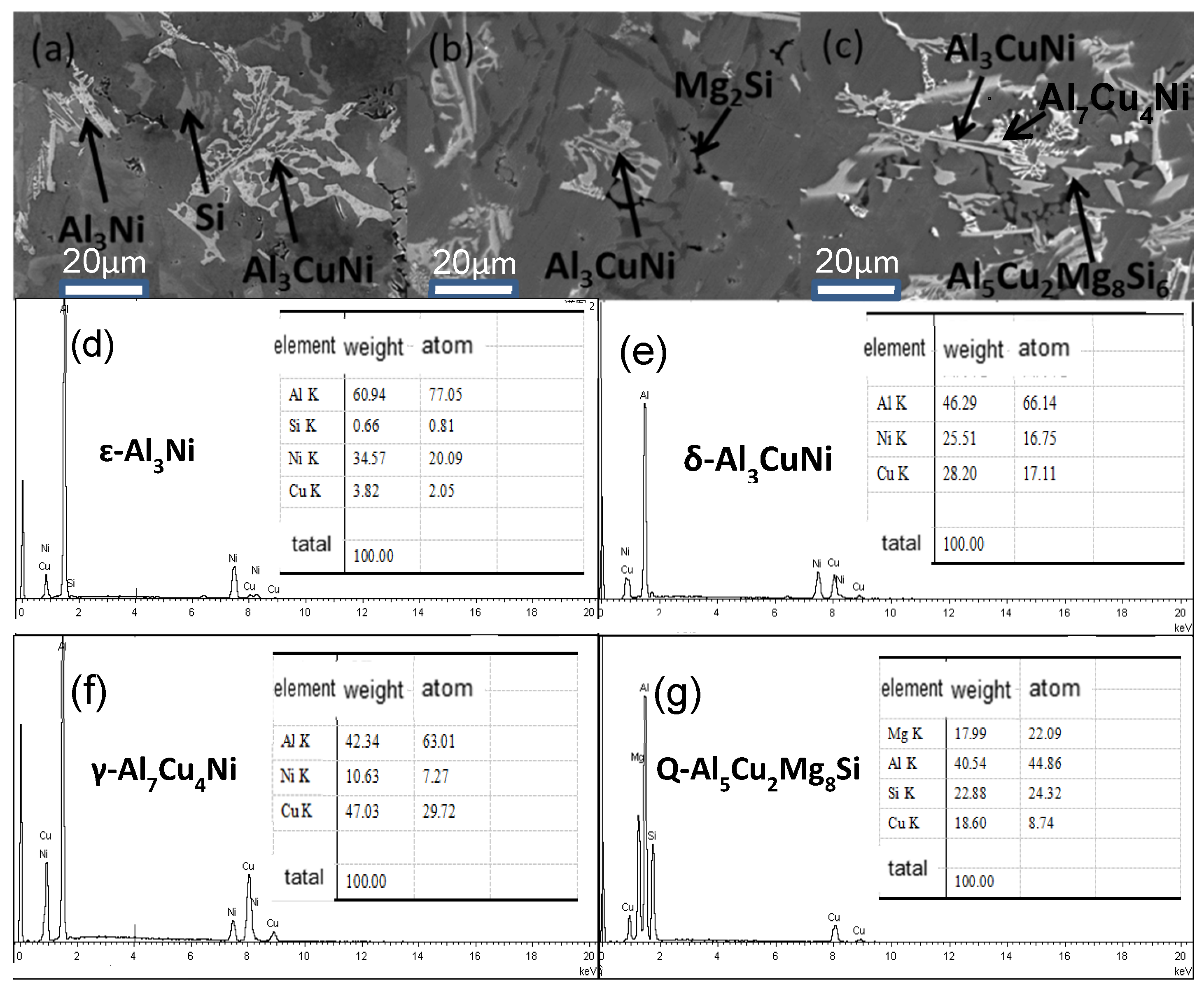
- With the increase in the solidification cooling rate from 0.15 to 1.5 × 105 °C/s, the SDAS of Al-13Si-4Cu-1Mg-2Ni alloy is refined from 84.1 µm to 0.82 µm. With the increase in the solidification cooling rate from 0.15 to 1.5 × 105 °C/s, the main strengthening phases, δ-Al3CuNi phase and γ-Al7Cu4Ni phase, increased and the shape changed from the larger continuous mesh and long chains into smaller clusters and granules. The formation of Q-Al5Cu2Mg8Si6 phase gradually increases while the ε-Al3Ni phase decreases. There is a rapid change in alloy structure, from different polymetallic phases to a single nanocrystal.
- The mechanical properties of the as cast Al-13Si-4Cu-1Mg-2Ni alloy at room temperature including hardness, tensile strength and elongation were noticeably improved due to the effect of fine grain strengthening, fine second phase strengthening, and dispersion strengthening. The hardness increased from 80.9 to 125.7 HB, the room temperature tensile strength enhanced from 189.3 to 282.5 MPa and the elongation at break increased from 1.6% to 2.8%. Further increase in the cooling rate leads to the micro hardness increases gradually from 131.2 to 195.6 HV.
Author Contributions
Funding
Conflicts of Interest
References
- Requena, G.; Degischer, H.P. Creep behaviour of unreinforced and short fibre reinforced AlSi12CuMgNi piston alloy. Mater. Sci. Eng. A 2006, 420, 265–275. [Google Scholar] [CrossRef]
- Cerit, M.; Coban, M. Temperature and thermal stress analyses of a ceramic-coated aluminum alloy piston used in a diesel engine. Int. J. Therm. Sci. 2014, 77, 11–18. [Google Scholar] [CrossRef]
- Asghar, Z.; Requena, G.; Boller, E. Three-dimensional rigid multiphase networks providing high-temperature strength to cast AlSi10Cu5Ni1-2 piston alloys. Acta Mater. 2011, 59, 6420–6432. [Google Scholar] [CrossRef] [PubMed]
- Kaygısız, Y.; Maraslı, N. Microstructure, mechanical and electrical characterization of directionally solidified Al–Si–Mg eutectic alloy. J. Alloys Compd. 2015, 618, 197–203. [Google Scholar] [CrossRef]
- Yang, Y.; Li, Y.; Wu, W.; Zhao, D.; Liu, X. Effect of existing form of alloying elements on the microhardness of Al–Si–Cu–Ni–Mg piston alloy. Mater. Sci. Eng. A 2011, 528, 5723–5728. [Google Scholar] [CrossRef]
- Guo, Y.C.; Xu, T.; Li, J.P.; Cao, C.; Dong, S.P. Liquid Precipitation Phase of Eutectic Piston Alloy with Different Cu Contents. Chin. J. Rare Met. 2016, 40, 207–214. [Google Scholar]
- Manasijevic, S.; Radisa, R.; Markovic, S.; Acimovic-Pavlovic, Z.; Raic, K. Thermal analysis and microscopic characterization of the piston alloy AlSi13Cu4Ni2Mg. Intermentallics 2011, 19, 486–492. [Google Scholar] [CrossRef]
- Fernández-Gutiérrez, R.; Requena, G.C. The effect of spheroidisation heat treatment on the creep resistance of a cast AlSi12CuMgNi piston alloy. Mater. Sci. Eng. A 2014, 598, 147–153. [Google Scholar] [CrossRef]
- Gao, Y.M. Metal Solidification Principle; Xi’an Jiaotong University Press: Xi’an, China, 2010; pp. 58–65. [Google Scholar]
- Yu, L.N.; Liu, X.F.; Ding, H.M.; Bia, X.F. A new nucleation mechanism of primary Si by like-peritectic coupling of AlP and Al4C3 in near eutectic Al–Si alloy. J. Alloys Compd. 2007, 429, 119–125. [Google Scholar] [CrossRef]
- Belov, N.A.; Eskin, D.G.; Avxentieva, N.N. Constituent phase diagrams of the Al-Cu–Fe–Mg–Ni–Si system and their application to the analysis of aluminum piston alloys. Acta Mater. 2005, 53, 4709–4722. [Google Scholar] [CrossRef]
- Tan, D.Q.; Li, W.X.; Xiao, Y.D.; Wang, R.C.; Ma, Z.Q. Phase transition of Al-Fe-V-Si heat-resistant alloy by spray deposition. Trans. Nonferrous Met. Soc. China 2003, 13, 568–573. [Google Scholar]
- Choi, S.W.; Kim, Y.M.; Lee, K.M.; Cho, H.S.; Hong, S.K.; Kim, Y.C.; Kang, C.S.; Kumai, S. The effects of cooling rate and heat treatment on mechanical and thermal characteristics of Al–Si–Cu–Mg foundry alloys. J. Alloys Compd. 2014, 617, 654–659. [Google Scholar] [CrossRef]
- Li, X.C. Aluminum Alloy Material Organization and Metallographic; Metallurgical Industry Press: Beijing, China, 2010. [Google Scholar]
- Jiang, Z.; Jiang, B.; Zeng, Y.; Dai, J.; Pan, F. Role of Al modification on the microstructure and mechanical properties of as-cast Mg-6Ce alloys. Mater. Sci. Eng. A 2015, 645, 57–64. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cooling Rate °C/s | Casting Mold | Mold Size | Type of Furnace | Cooling Rate Measurement |
|---|---|---|---|---|
| 0.15 | Sand mold | Ø50 mm Cylinder length: 150 mm | induction melting furnace | paperless recorder thermocouple GZJ-800G |
| 1.5 | Metal mold | Ø55 mm Cylinder length: 150 mm | induction melting furnace | paperless recorder thermocouple GZJ-800G |
| 15 | copper mold with water cooling | Ø50 mm Cylinder length: 150 mm | induction melting furnace | paperless recorder thermocouple GZJ-800G |
| 150 | copper mold with water cooling | Ø4 mm Cylinder length: 10 mm | vacuum induction melting furnace | paperless recorder thermocouple GZJ-800G |
| 150,000 | melt-spinning | strip | vacuum induction melting furnace | analog computation |
| Material | Si | Cu | Mg | Ni | Al |
|---|---|---|---|---|---|
| Al-13Si-4Cu-1Mg-2Ni | 12.76 | 4.03 | 1.06 | 2.17 | balance |
| Cooling Rates/°C/s | 0.15 | 1.5 | 15 | 150 | 1.5 × 105 |
|---|---|---|---|---|---|
| SDAS/μm | 84.1 | 43.9 | 24.8 | 13.5 | 0.82 |
| Colling Rate °C/s | Hardness | Tensile Strength/MPa | Elongation/% | |
|---|---|---|---|---|
| 0.15 | 80.9 HB | 189.3 | 1.6 | |
| 1.5 | 118.6 HB | 213.3 | 2.2 | |
| 15 | 125.7 HB | 108.6 HV matrix | 282.5 | 2.8 |
| 131.2 HV phases | ||||
| 150 | 150.4 HV | - | - | |
| 15,000 | 195.6 HV | - | - | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, L.; Guo, Y.; Li, J.; Xia, F.; Liang, M.; Bai, Y. Effects of Solidification Cooling Rate on the Microstructure and Mechanical Properties of a Cast Al-Si-Cu-Mg-Ni Piston Alloy. Materials 2018, 11, 1230. https://doi.org/10.3390/ma11071230
Tian L, Guo Y, Li J, Xia F, Liang M, Bai Y. Effects of Solidification Cooling Rate on the Microstructure and Mechanical Properties of a Cast Al-Si-Cu-Mg-Ni Piston Alloy. Materials. 2018; 11(7):1230. https://doi.org/10.3390/ma11071230
Chicago/Turabian StyleTian, Lusha, Yongchun Guo, Jianping Li, Feng Xia, Minxian Liang, and Yaping Bai. 2018. "Effects of Solidification Cooling Rate on the Microstructure and Mechanical Properties of a Cast Al-Si-Cu-Mg-Ni Piston Alloy" Materials 11, no. 7: 1230. https://doi.org/10.3390/ma11071230
APA StyleTian, L., Guo, Y., Li, J., Xia, F., Liang, M., & Bai, Y. (2018). Effects of Solidification Cooling Rate on the Microstructure and Mechanical Properties of a Cast Al-Si-Cu-Mg-Ni Piston Alloy. Materials, 11(7), 1230. https://doi.org/10.3390/ma11071230