Study of the Effect of Curing Residual Stress on the Bonding Strength of the Single Lap Joint Using a High-Temperature Phosphate Adhesive

Abstract
1. Introduction
2. Experimental
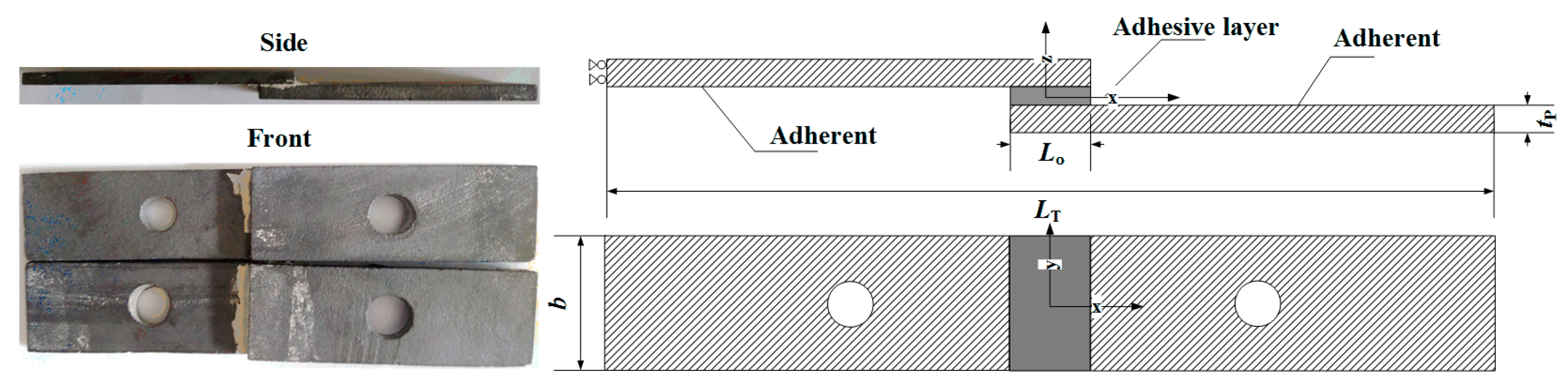
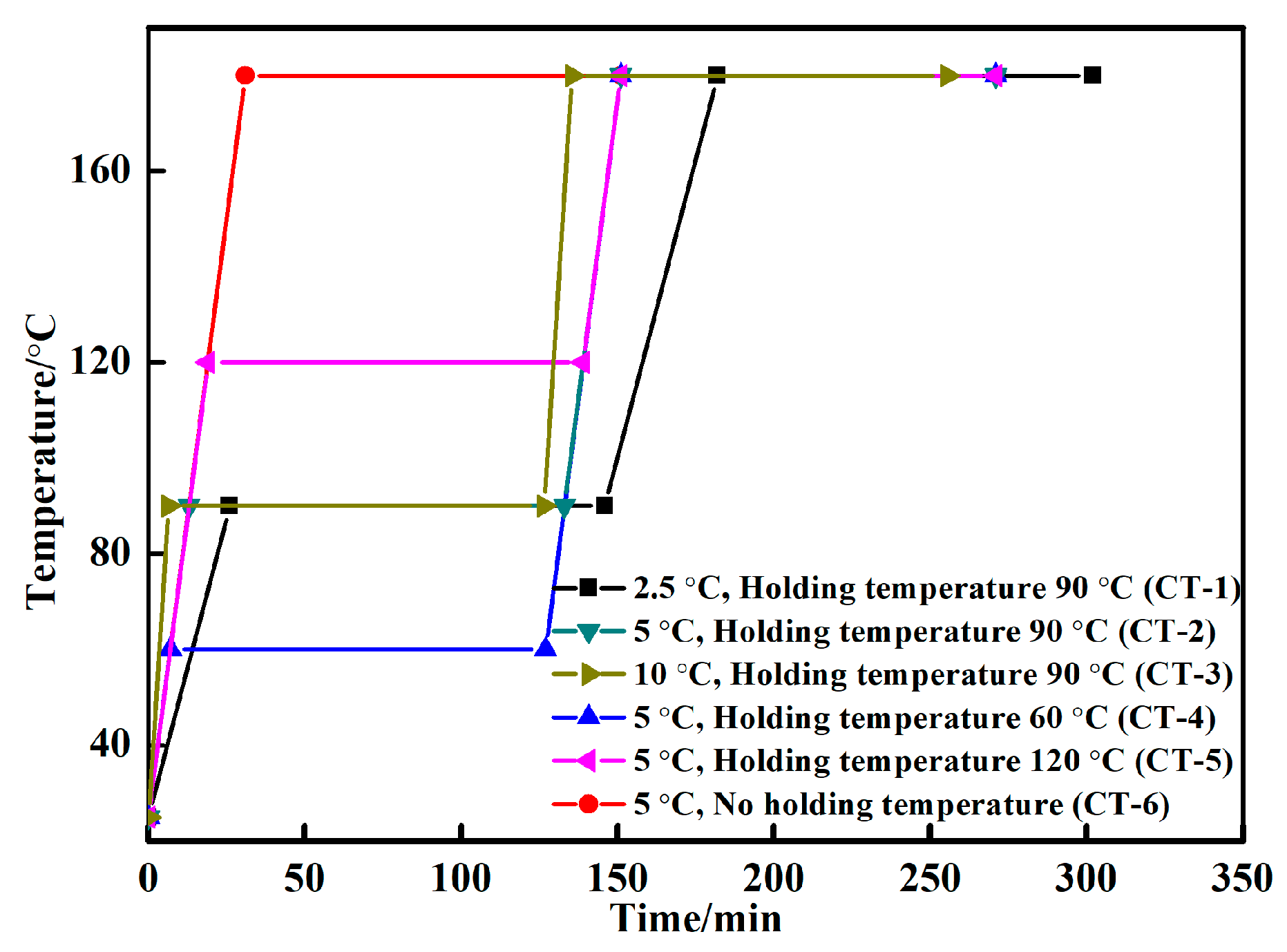
2.1. Materials and SLJ Preparation
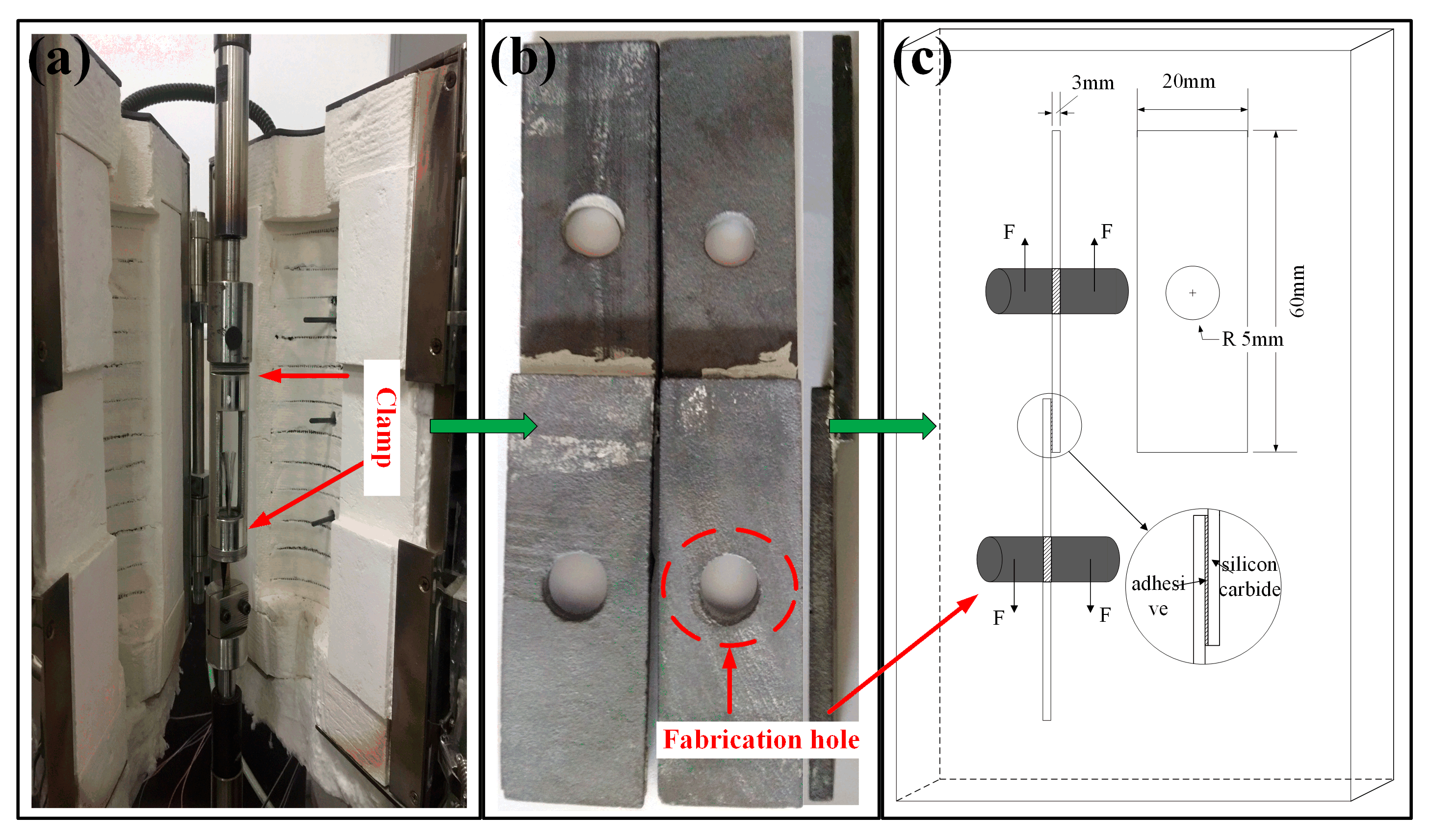
2.2. Mechanical Characterization
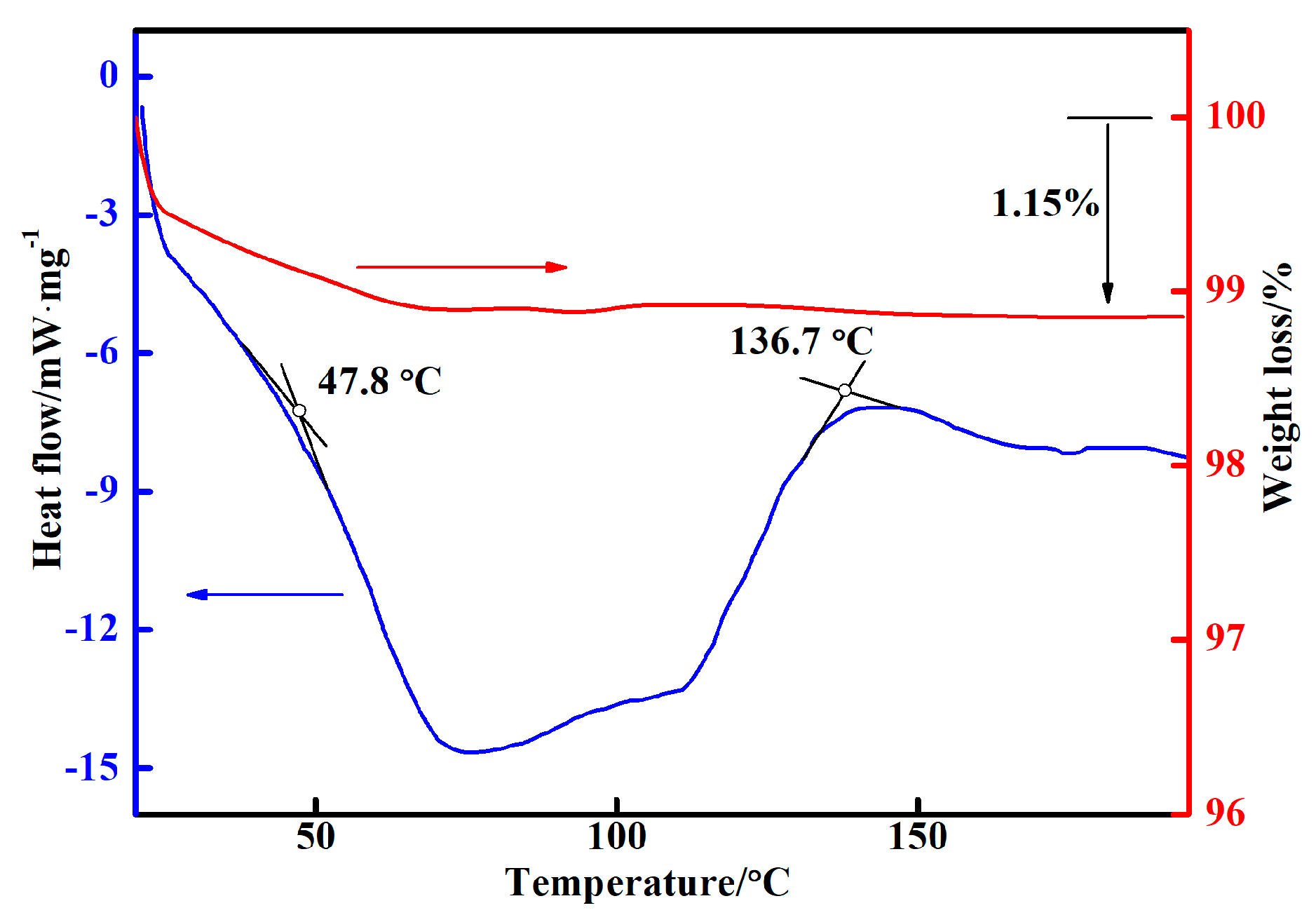
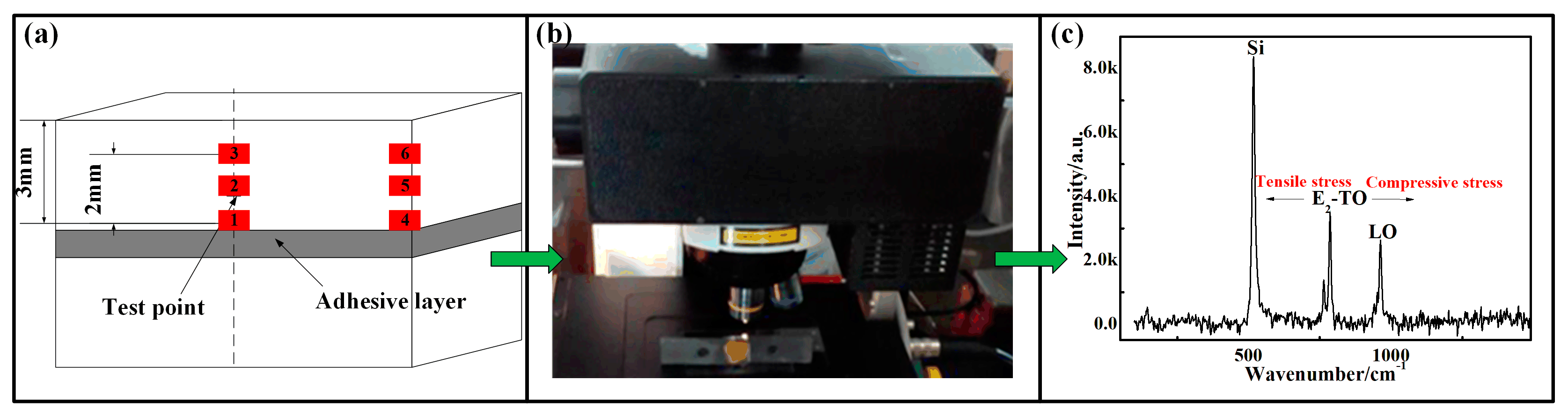
2.3. Chemical and Structural Characterization
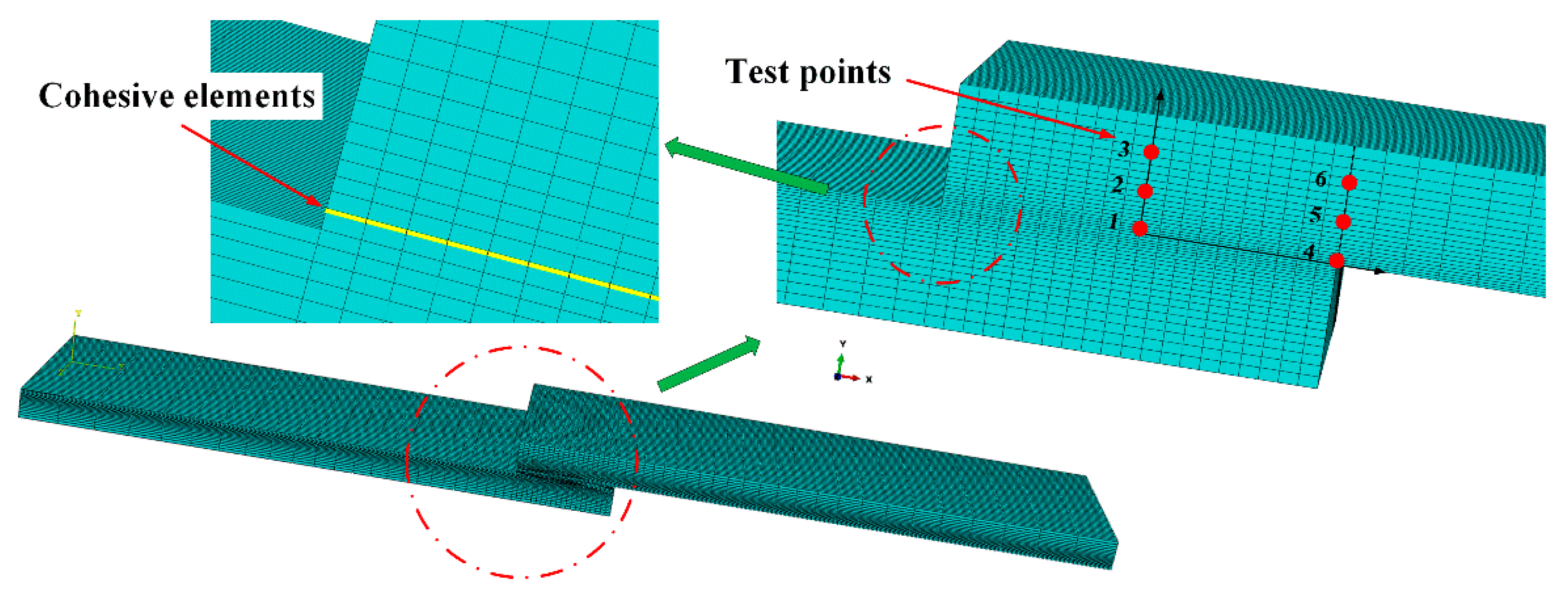
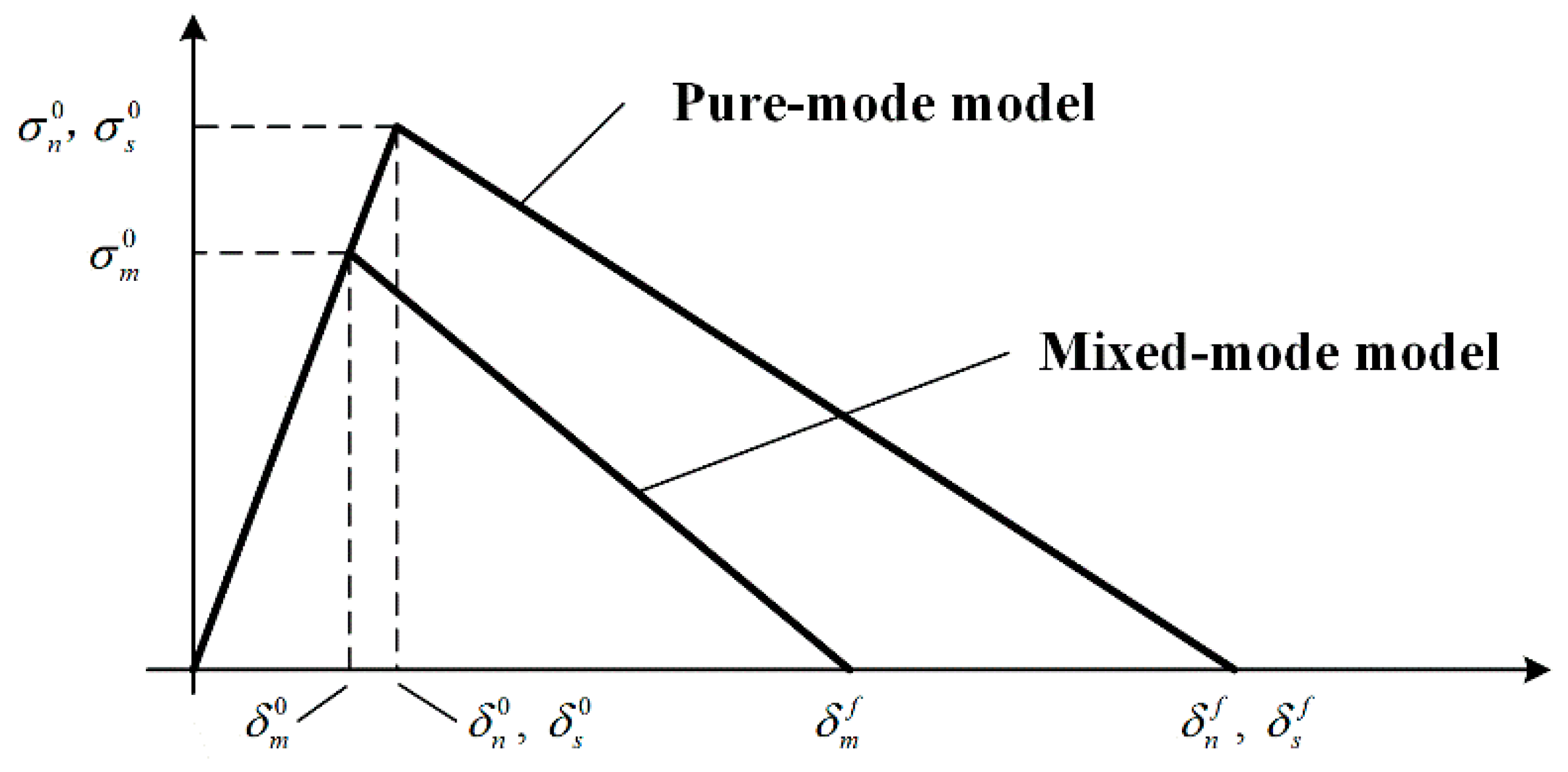
3. Numerical Analysis
4. Results and Discussion
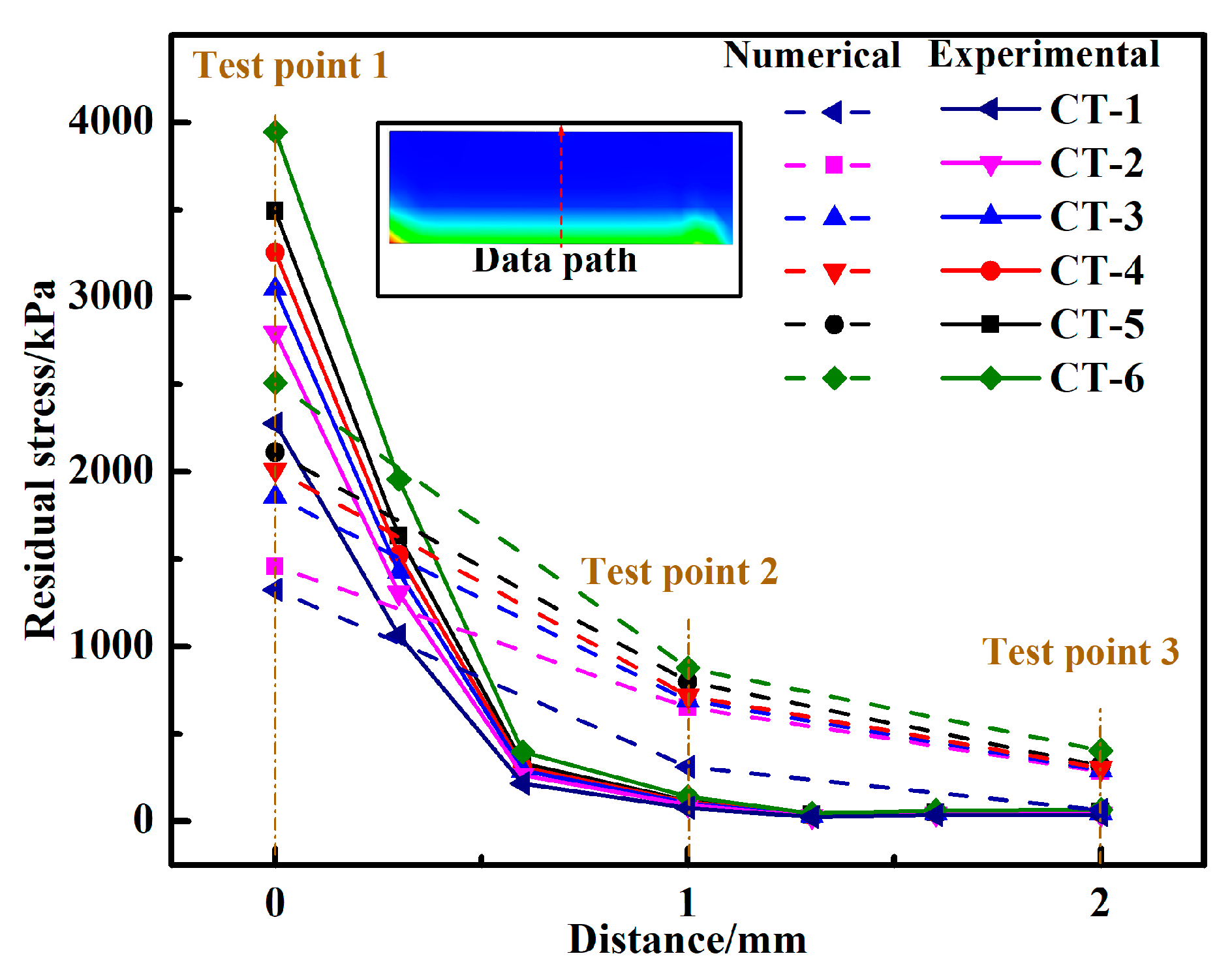
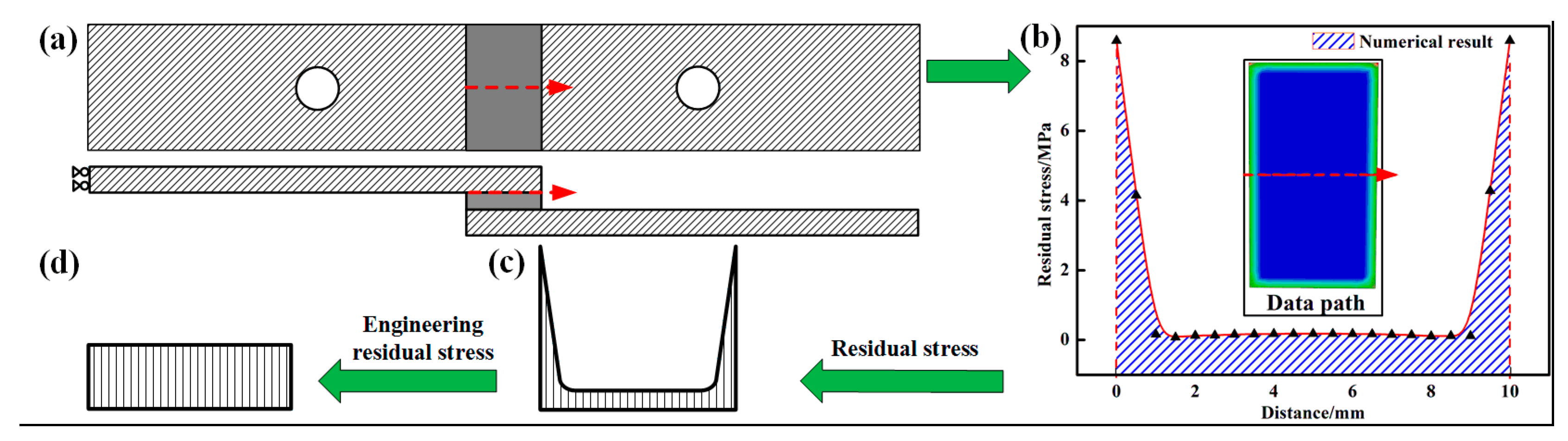
4.1. Residual Stress Analysis
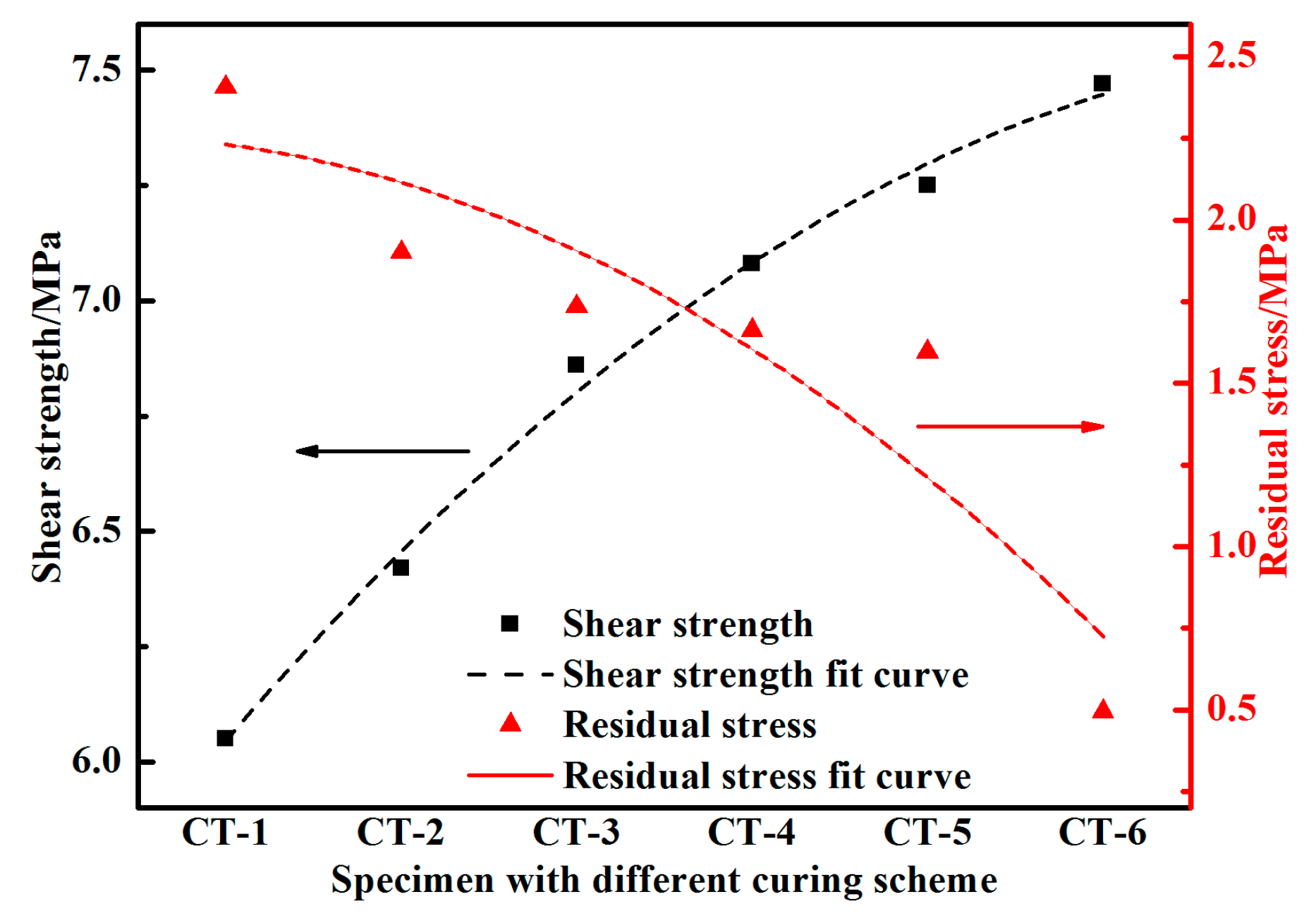
4.2. Shear Strength Analysis
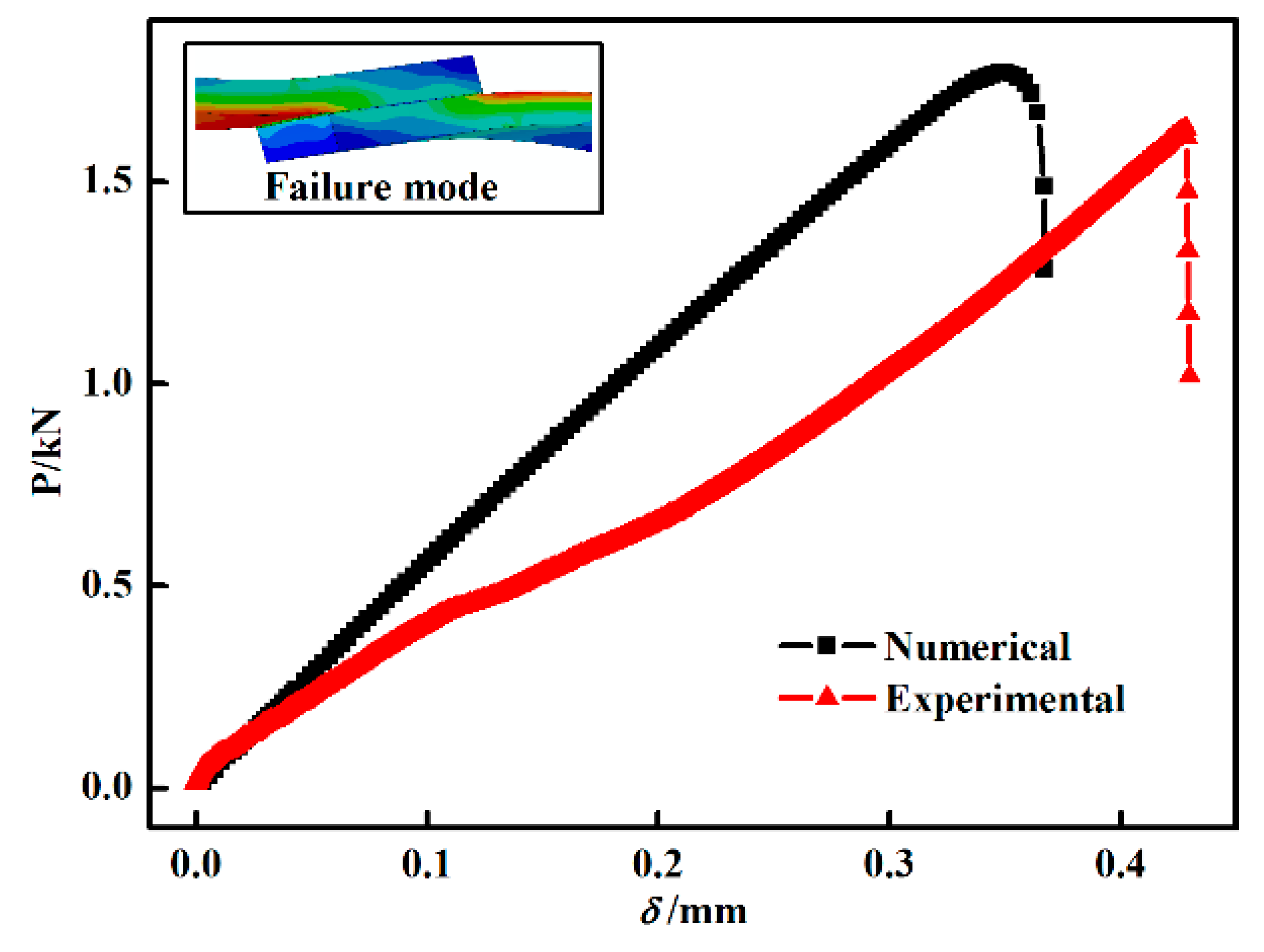
4.3. Bonding Strength Prediction of SLJ
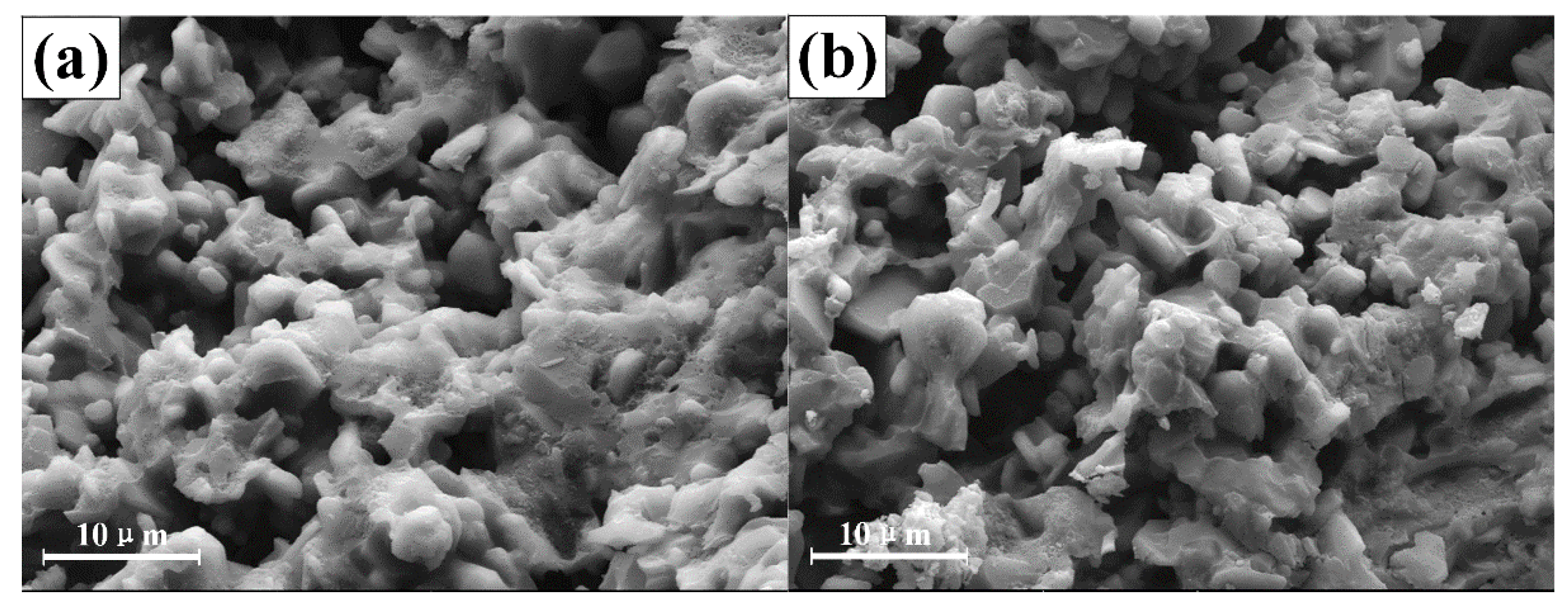
4.4. Microstructure Analysis
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Akpinar, I.A.; Gültekin, K.; Akpinar, S.; Akbulut, H.; Ozel, A. Experimental analysis on the single-lap joints bonded by a nanocomposite adhesives which obtained by adding nanostructures. Compos. Part B Eng. 2017, 110, 420–428. [Google Scholar] [CrossRef]
- Benedetti, A.; Fernandes, P.; Granja, J.L.; Sena-Cruz, J.; Azenha, M. Influence of temperature on the curing of an epoxy adhesive and its influence on bond behaviour of NSM-CFRP systems. Compos. Part B Eng. 2016, 89, 219–229. [Google Scholar] [CrossRef]
- Zhang, J.T.; Zhang, M.; Li, S.X.; Pavier, M.J.; Smith, D.J. Residual stresses created during curing of a polymer matrix composite using a viscoelastic model. Compos. Sci. Technol. 2016, 130, 20–27. [Google Scholar] [CrossRef]
- Zhang, K.; Yang, Z.; Li, Y. A method for predicting the curing residual stress for CFRP/Al adhesive single-lap joints. Int. J. Adhes. Adhes. 2013, 46, 7–13. [Google Scholar] [CrossRef]
- Ma, C.; Chen, H.; Wang, C.; Zhang, J.; Qi, H.; Zhou, L. Effects of Nano-Aluminum Nitride on the Performance of an Ultrahigh-Temperature Inorganic Phosphate Adhesive Cured at Room Temperature. Materials 2017, 10, 1266. [Google Scholar] [CrossRef] [PubMed]
- Groth, B.P.; Langan, S.M.; Haber, R.A.; Mann, A.B. Relating residual stresses to machining and finishing in silicon carbide. Ceram. Int. 2016, 42, 799–807. [Google Scholar] [CrossRef]
- Jiang, W.; Zhang, Y.-C.; Zhang, W.Y.; Luo, Y.; Woo, W.; Tu, S.T. Growth and residual stresses in the bonded compliant seal of planar solid oxide fuel cell: Thickness design of window frame. Mater. Des. 2016, 93, 53–62. [Google Scholar] [CrossRef]
- Jumbo, F.S.; Ashcroft, I.A.; Crocombe, A.D.; Abdel Wahab, M.M. Thermal residual stress analysis of epoxy bi-material laminates and bonded joints. Int. J. Adhes. Adhes. 2010, 30, 523–538. [Google Scholar] [CrossRef]
- Xiao, Y.; Wang, W.; Wu, X.; Zhang, J. Process design based on temperature field control for reducing the thermal residual stress in glass/glass laser bonding. Opt. Laser Technol. 2017, 91, 85–91. [Google Scholar] [CrossRef]
- On, S.Y.; Kim, M.S.; Kim, S.S. Effects of post-treatment of meta-aramid nanofiber mats on the adhesion strength of epoxy adhesive joints. Compos. Struct. 2017, 159, 636–645. [Google Scholar] [CrossRef]
- Djokic, D.; Johnston, A.; Rogers, A.; Lee-Sullivan, P.; Mrad, N. Residual stress development during the composite patch bonding process: Measurement and modeling. Compos. Part A Appl. Sci. Manuf. 2002, 33, 277–288. [Google Scholar] [CrossRef]
- Willemse, P.F.; Mulder, F.M.; Wei, W.; Rekveldt, M.T.; Knight, K.S. Residual stress measurements in an SiC continuous fiber reinforced Ti matrix composite. Scr. Mater. 2000, 42, 775–779. [Google Scholar] [CrossRef]
- Apalak, M.K.; Gunes, R. On non-linear thermal stresses in an adhesively bonded single lap joint. Comput. Struct. 2002, 80, 85–98. [Google Scholar] [CrossRef]
- Goglio, L.; Rossetto, M. Impact rupture of structural adhesive joints under different stress combinations. Int. J. Impact Eng. 2008, 35, 635–643. [Google Scholar] [CrossRef]
- Ahmed, F.; Bayerlein, K.; Rosiwal, S.M.; Göken, M.; Durst, K. Stress evolution and cracking of crystalline diamond thin films on ductile titanium substrate: Analysis by micro-Raman spectroscopy and analytical modelling. Acta Mater. 2011, 59, 5422–5433. [Google Scholar] [CrossRef]
- Digregorio, J.F.; Furtak, T.E. Analysis of Residual Stress in 6H-SiC Particles within Al2O3/SiC Composites through Raman Spectroscopy. J. Am. Ceram. Soc. 2010, 75, 1854–1857. [Google Scholar] [CrossRef]
- Yang, D.; Velamakanni, A.; Bozoklu, G.; Park, S.; Stoller, M.; Piner, R.D.; Stankovich, S.; Jung, I.; Field, D.A.; Ventrice, C.A., Jr.; et al. Chemical analysis of graphene oxide films after heat and chemical treatments by X-ray photoelectron and Micro-Raman spectroscopy. Carbon 2009, 47, 145–152. [Google Scholar] [CrossRef]
- Goyal, V.K.; Johnson, E.R.; Goyal, V.K. Predictive strength-fracture model for composite bonded joints. Compos. Struct. 2008, 82, 434–446. [Google Scholar] [CrossRef]
- Campilho, R.D.S.G.; de Moura, M.F.S.F.; Ramantani, D.A.; Morais, J.J.L.; Domingues, J.J.M.S. Buckling behaviour of carbon-epoxy adhesively-bonded scarf repairs. J. Adhes. Sci. Technol. 2009, 23, 1493–1513. [Google Scholar] [CrossRef]
- Campilho, R.D.S.G.; Banea, M.D.; Pinto, A.M.G.; da Silva, L.F.M.; de Jesus, A.M.P. Strength prediction of single- and double-lap joints by standard and extended finite element modeling. Int. J. Adhes. Adhes. 2011, 31, 363–372. [Google Scholar] [CrossRef]
- Jing, J.; Gao, F.; Johnson, J.; Liang, F.Z.; Williams, R.L.; Qu, J. Simulation of dynamic fracture along solder–pad interfaces using a cohesive zone model. Eng. Fail. Anal. 2009, 16, 1579–1586. [Google Scholar] [CrossRef]
- ASTM D1002–Standard Test Method for Apparent Shear Strength of Single–Lap–Joint Adhesively Bonded Metal Specimens by Tension Loading (Metal–to–Metal); ASTM International: West Conshohocken, PA, USA, 2010.
- Ghosh, D.; Subhash, G.; Orlovskaya, N. Measurement of scratch-induced residual stress within SiC grains in ZrB2–SiC composite using micro-Raman spectroscopy. Acta Mater. 2008, 56, 5345–5354. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, M.; Jia, T.; Ma, X.; Song, Q.; Zhou, Q.; Yang, X.; Liu, J.; Guo, A. A heat-resistant glass-modified multi-component phosphate adhesive for repair and connection of superalloy in extreme environment. J. Alloys Compd. 2018, 15, 868–873. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Adhesive | Silicon Carbide (SiC) |
|---|---|---|
| Thermal conductivity (W/m °C) | ≤0.52 | 3.2 |
| Density (g/cm3) | 2.21 | 3.22 |
| Specific heat (J/kg °C) | 585.152 | 399.84 |
| Coefficient of thermal expansion (/°C) | 1.73 × 10−6 | 4.7 × 10−6 |
| Elongation at break (%) | 2.2 | |
| Modulus of elasticity (GPa) | 48.12 | 330 |
| Laser Wavelength (nm) | Laser Power (mW) | Exposure Time (s) | Scan Time (s) | Step Size | Estimated Dimensions (um) |
|---|---|---|---|---|---|
| 532 | 5.0 | 0.01667 | 20 | 10 | 20 |
| Property | Adhesive |
|---|---|
| E (GPa) | 48.12 |
| G (GPa) | 18.51 |
| (MPa) | 17.63 |
| (MPa) | 14.9 |
| (N/mm) | 0.43 |
| (N/mm) | 4.70 |
| Specimen | Shear Strength (MPa) | Error (MPa) | Increment Rate (%) |
|---|---|---|---|
| CT-1 | 7.47 | ±0.51 | +23.47 |
| CT-2 | 7.25 | ±0.22 | +19.83 |
| CT-3 | 7.08 | ±0.46 | +17.02 |
| CT-4 | 6.86 | ±0.52 | +13.39 |
| CT-5 | 6.42 | ±0.37 | +6.12 |
| CT-6 | 6.05 | ±0.55 | 0 |
| RT-curing | 6.79 | ±0.30 | / |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, C.; Tian, Y.; Gong, Y.; Zhang, J.; Qi, H.; Wang, C. Study of the Effect of Curing Residual Stress on the Bonding Strength of the Single Lap Joint Using a High-Temperature Phosphate Adhesive. Materials 2018, 11, 1198. https://doi.org/10.3390/ma11071198
Ma C, Tian Y, Gong Y, Zhang J, Qi H, Wang C. Study of the Effect of Curing Residual Stress on the Bonding Strength of the Single Lap Joint Using a High-Temperature Phosphate Adhesive. Materials. 2018; 11(7):1198. https://doi.org/10.3390/ma11071198
Chicago/Turabian StyleMa, Chengkun, Yuan Tian, Yan Gong, Jifeng Zhang, Hui Qi, and Chao Wang. 2018. "Study of the Effect of Curing Residual Stress on the Bonding Strength of the Single Lap Joint Using a High-Temperature Phosphate Adhesive" Materials 11, no. 7: 1198. https://doi.org/10.3390/ma11071198
APA StyleMa, C., Tian, Y., Gong, Y., Zhang, J., Qi, H., & Wang, C. (2018). Study of the Effect of Curing Residual Stress on the Bonding Strength of the Single Lap Joint Using a High-Temperature Phosphate Adhesive. Materials, 11(7), 1198. https://doi.org/10.3390/ma11071198