Mechanical Properties and Carbonation Durability of Engineered Cementitious Composites Reinforced by Polypropylene and Hydrophilic Polyvinyl Alcohol Fibers


Abstract
1. Introduction
2. Materials and Methods
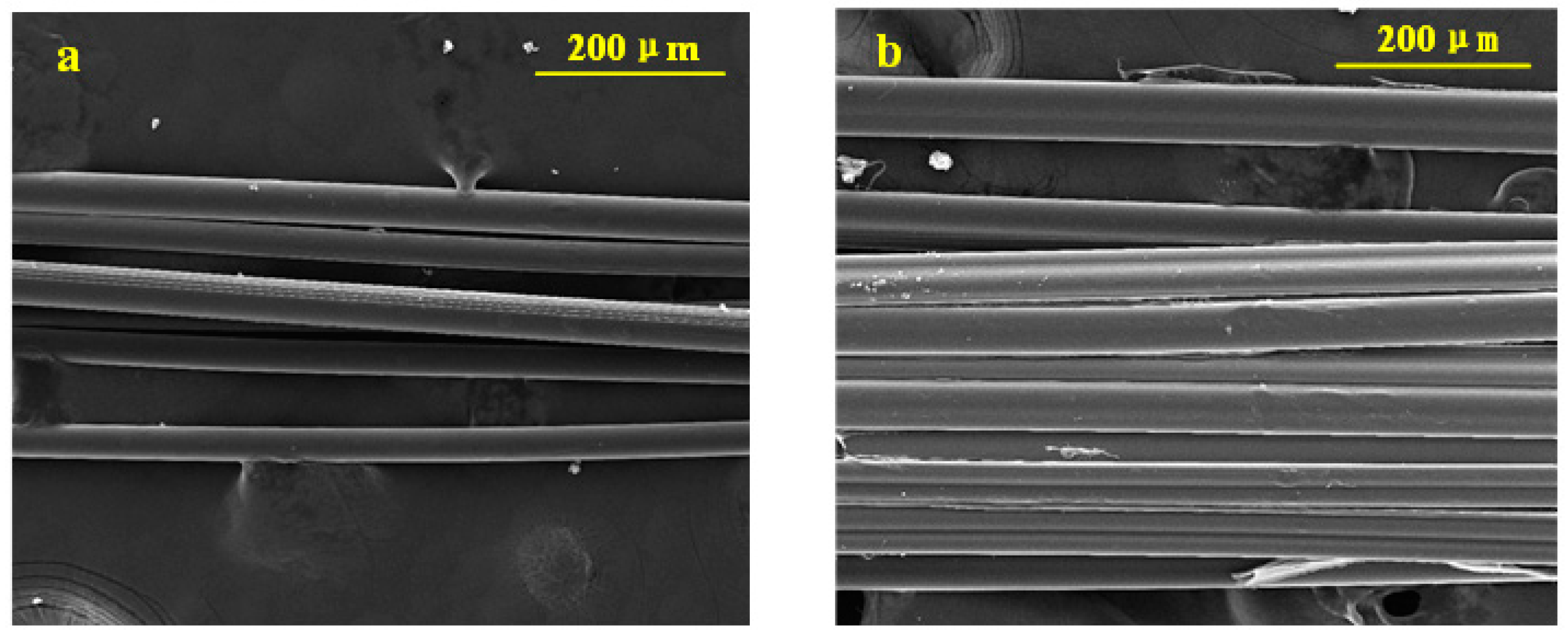
2.1. Material Properties
2.2. Mix Design
2.3. Experimental Work
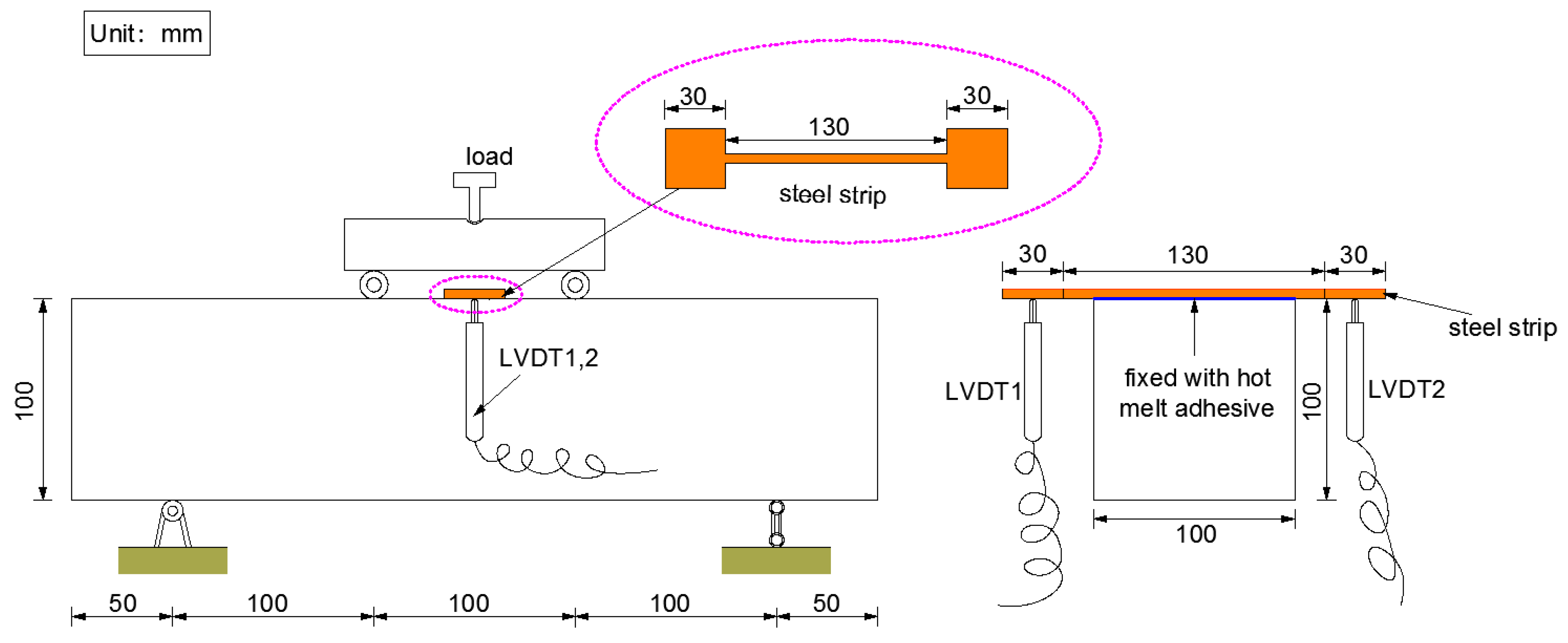
2.3.1. Mechanical Property Tests
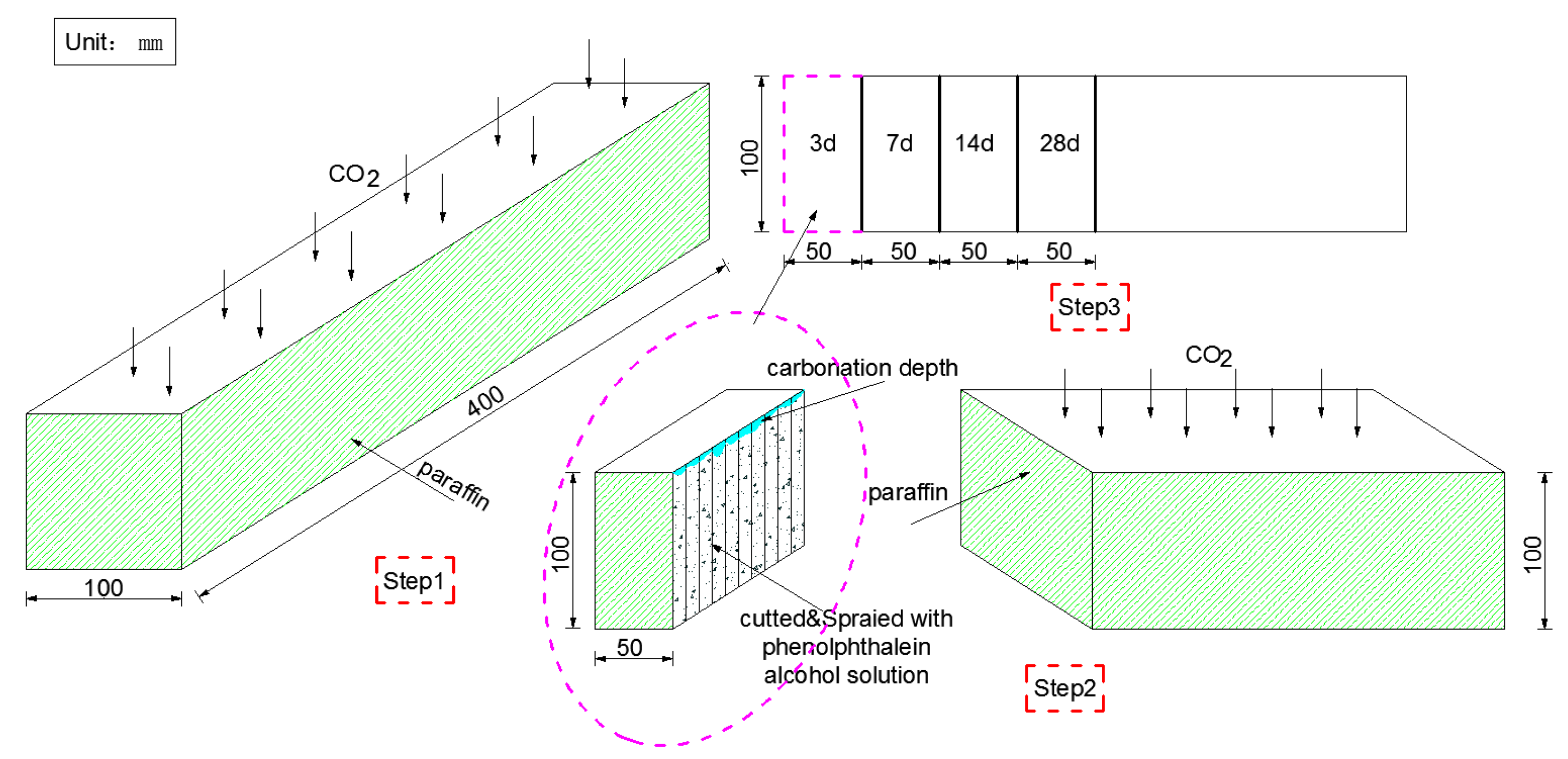
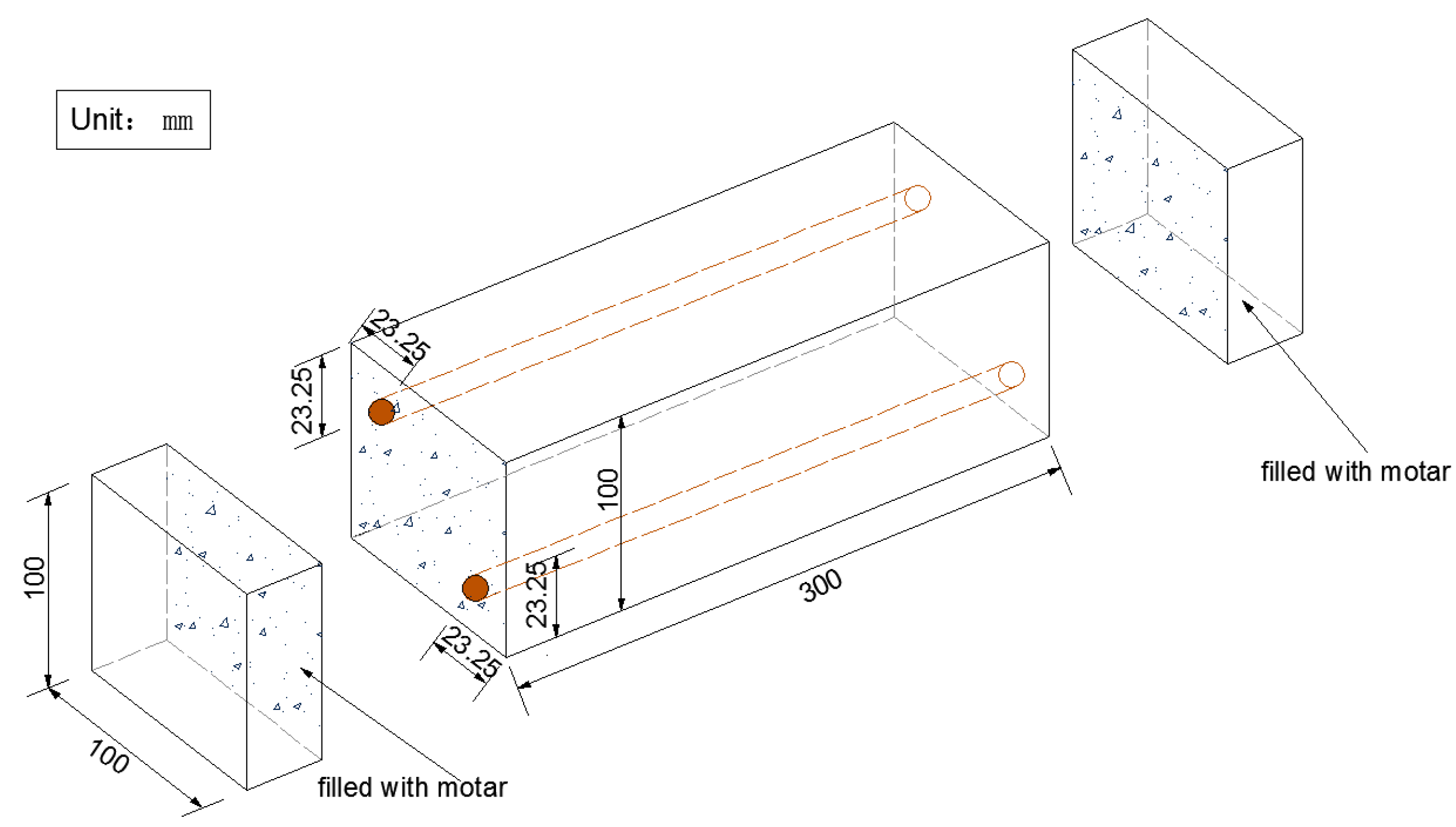
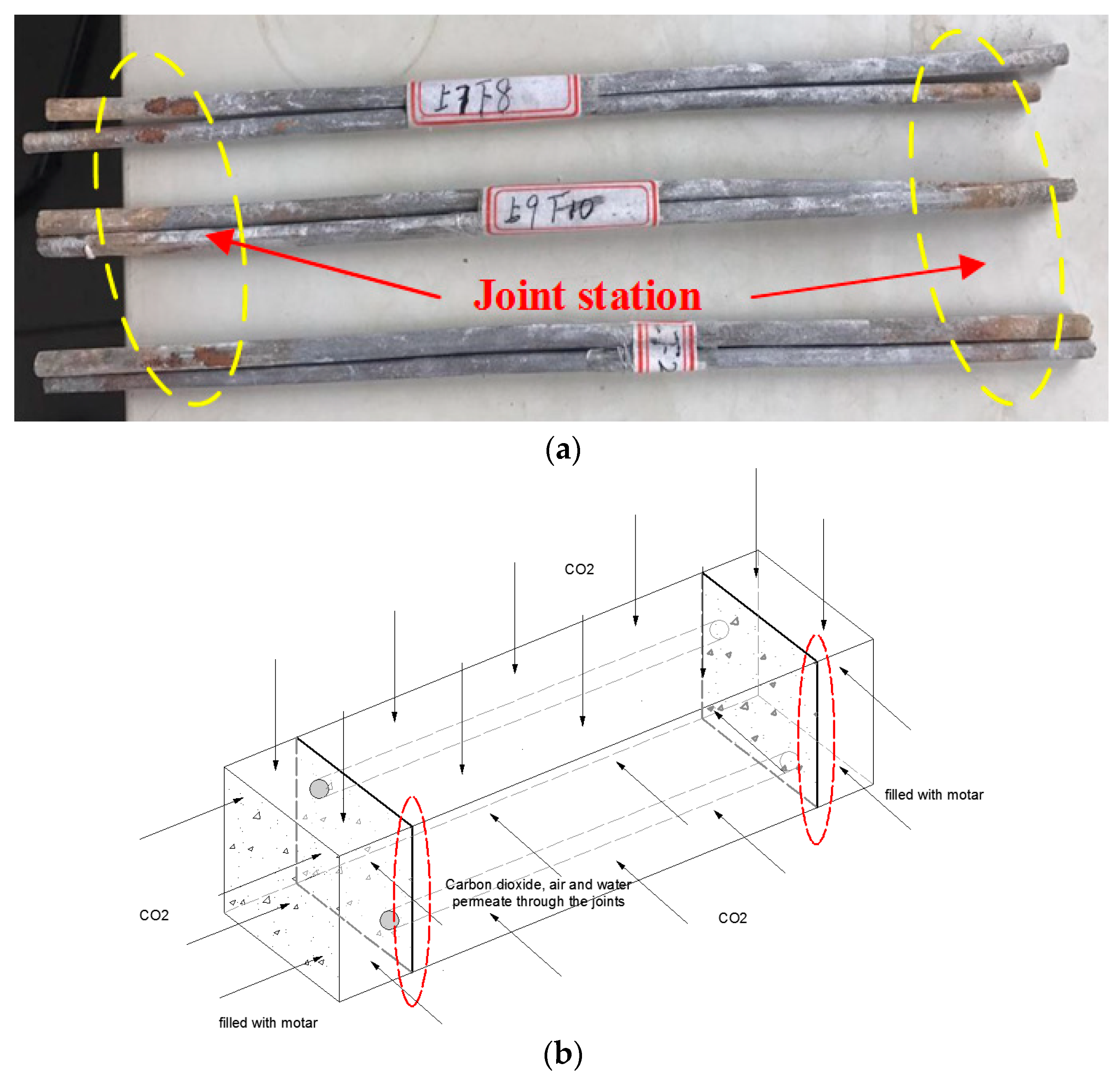
2.3.2. Durability Tests
3. Result and Discussion
3.1. Mechanical Property Tests
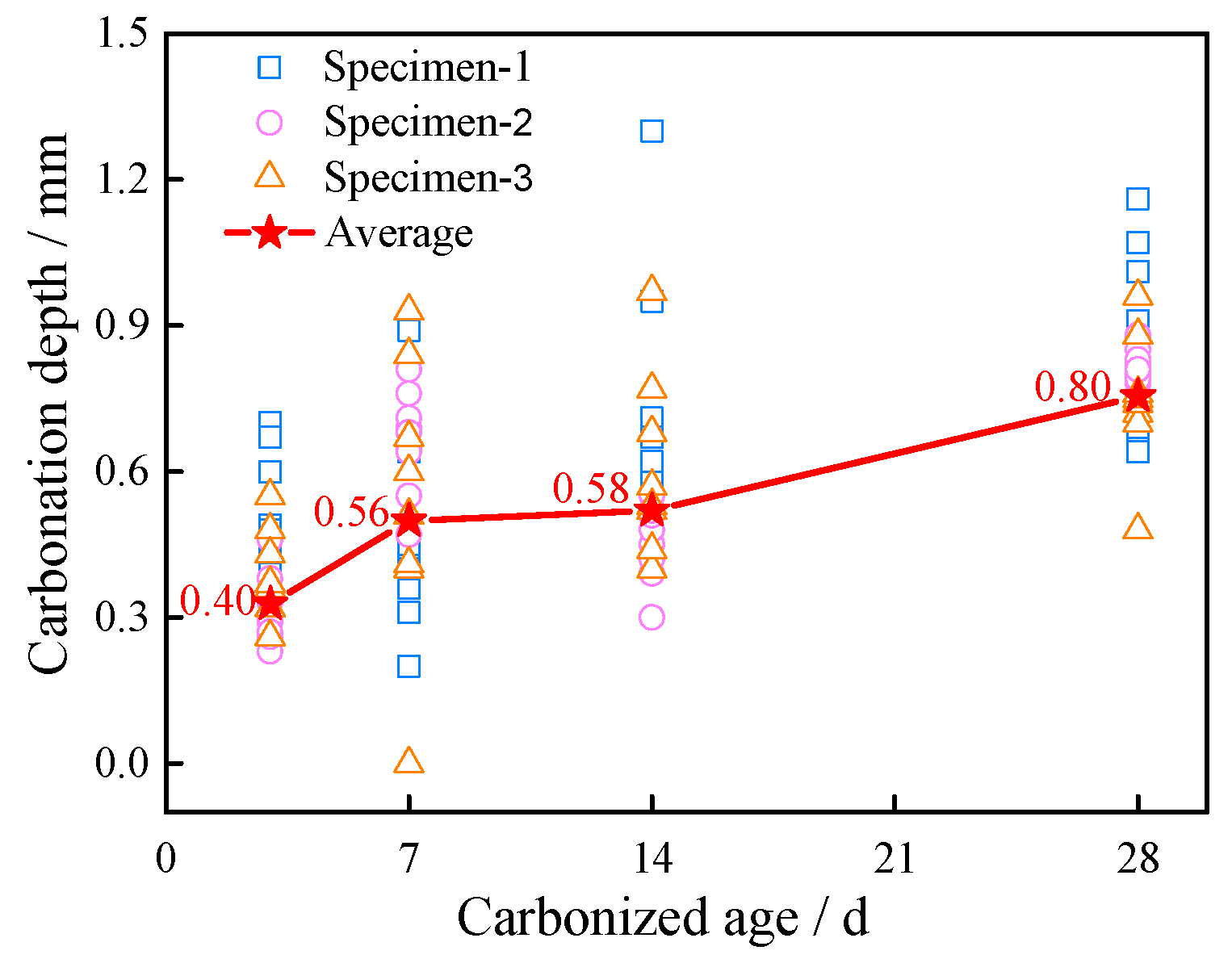
3.2. Durability Ability
4. Conclusions
- Cost-efficient ECC materials can be obtained by addition of PP fibers, HPVA fibers, and relatively coarse sand.
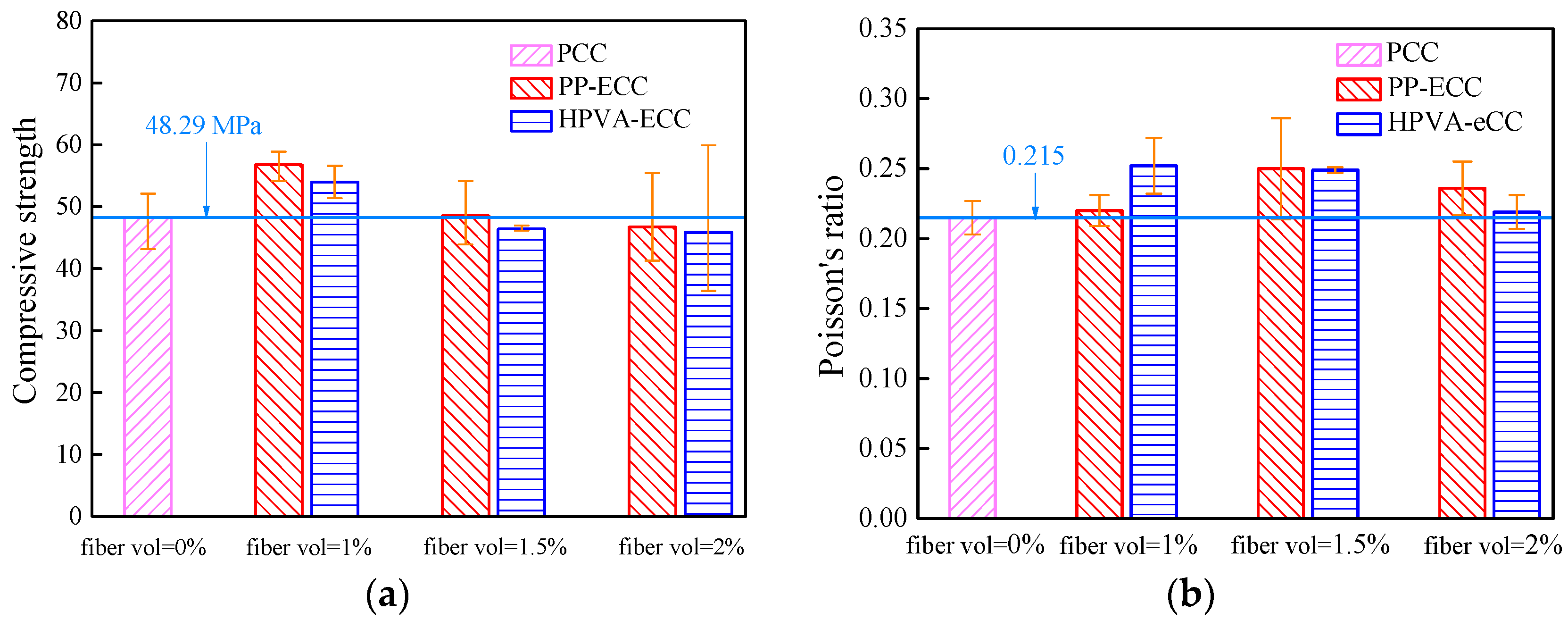
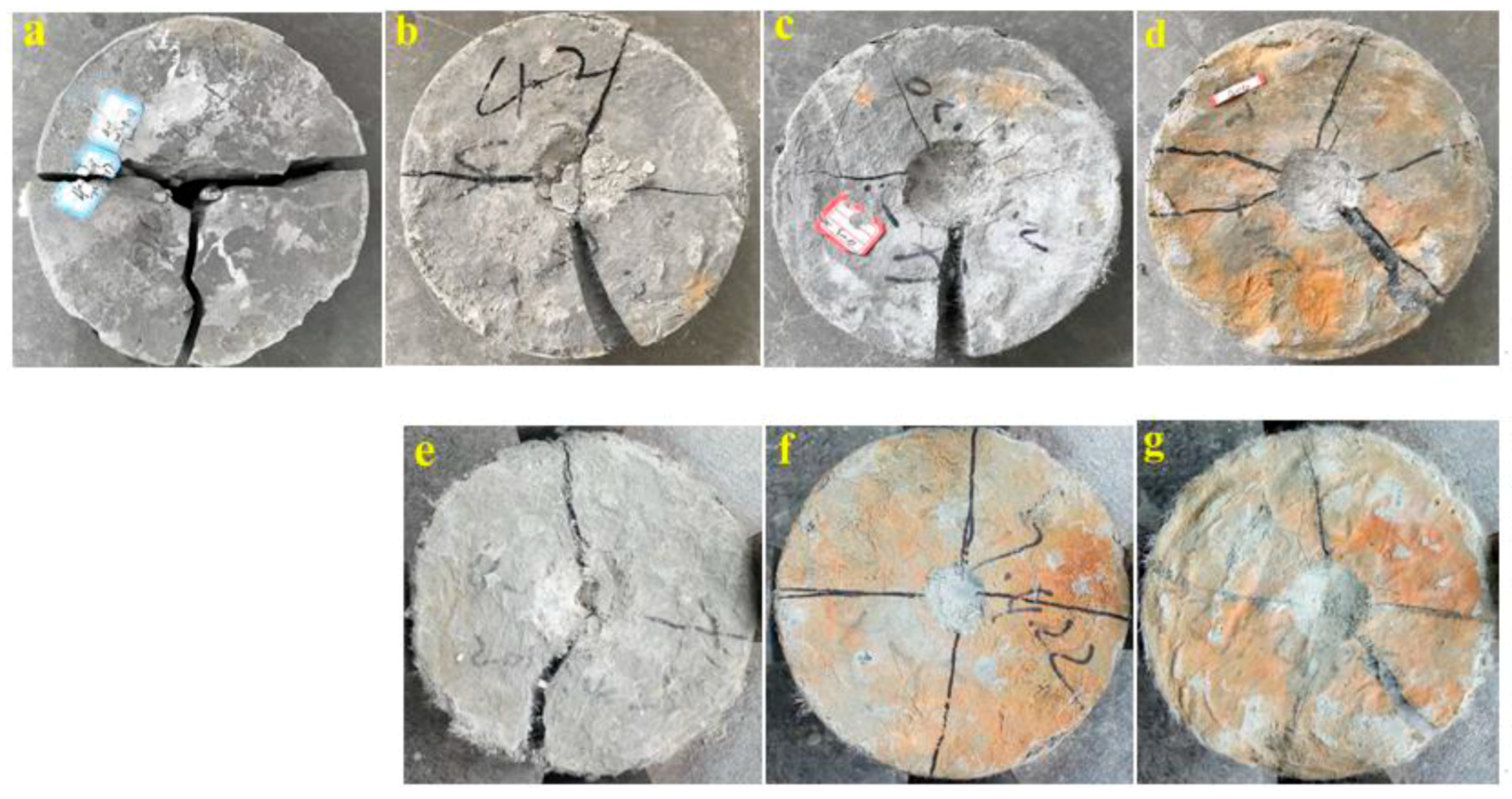
- Compressive strength is increased upon increasing fiber content to 1 vol % but decreased slightly beyond that volume fraction due to the dispersivity and air content created in the matrix by the higher volume fraction of the fiber.
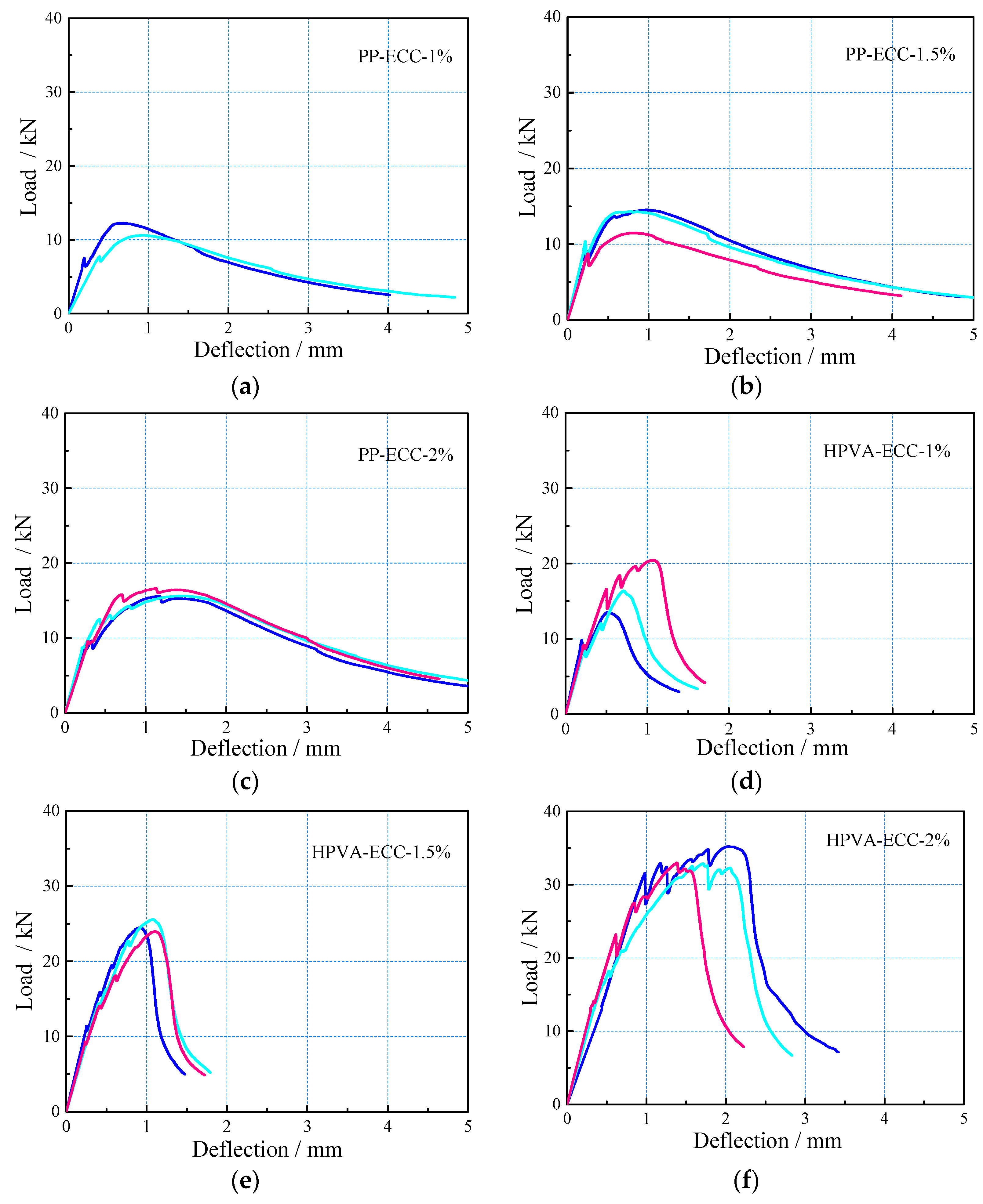
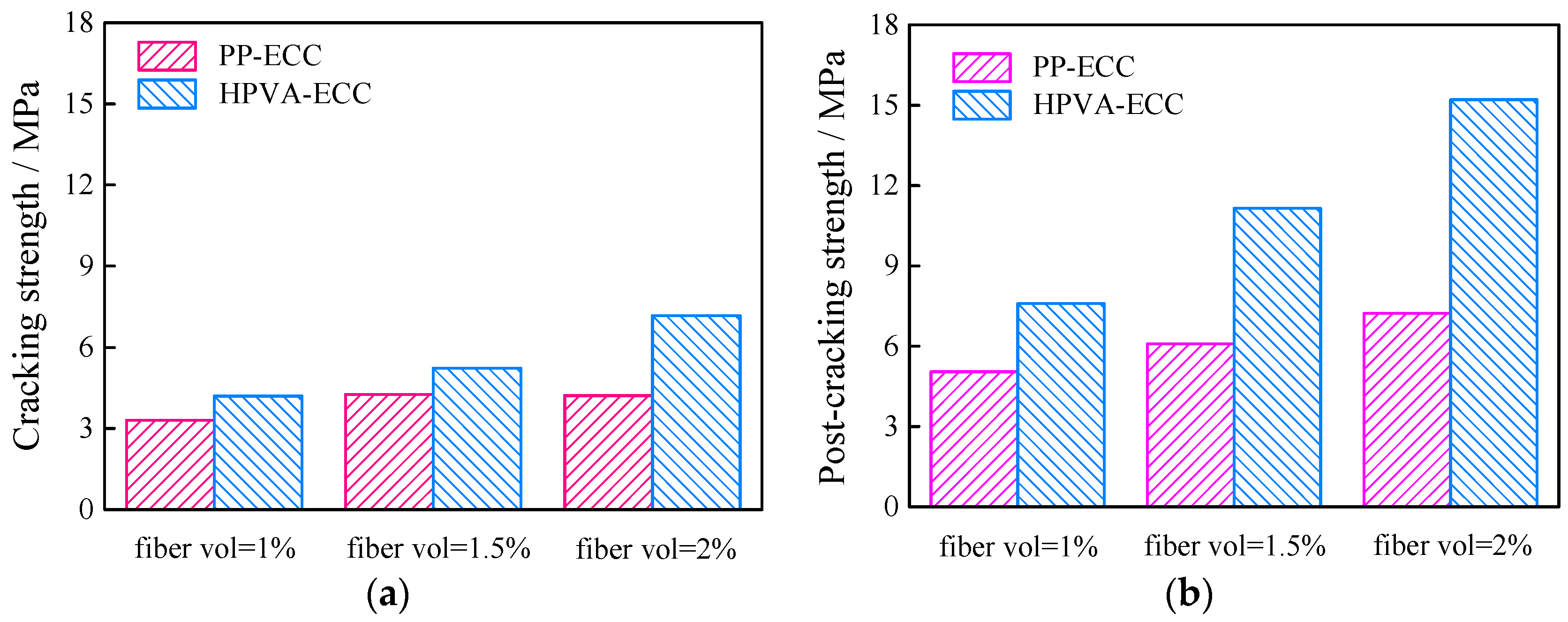
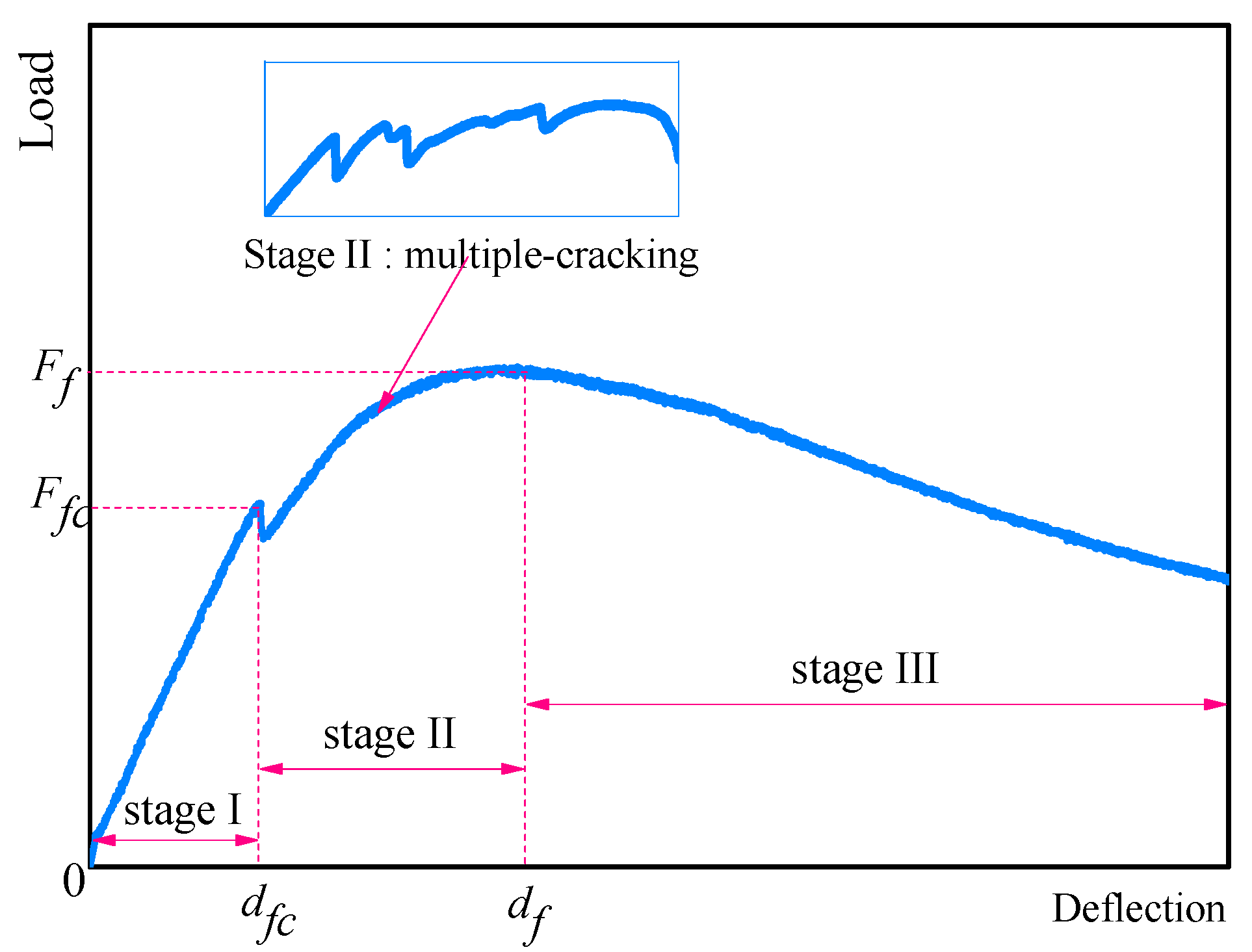
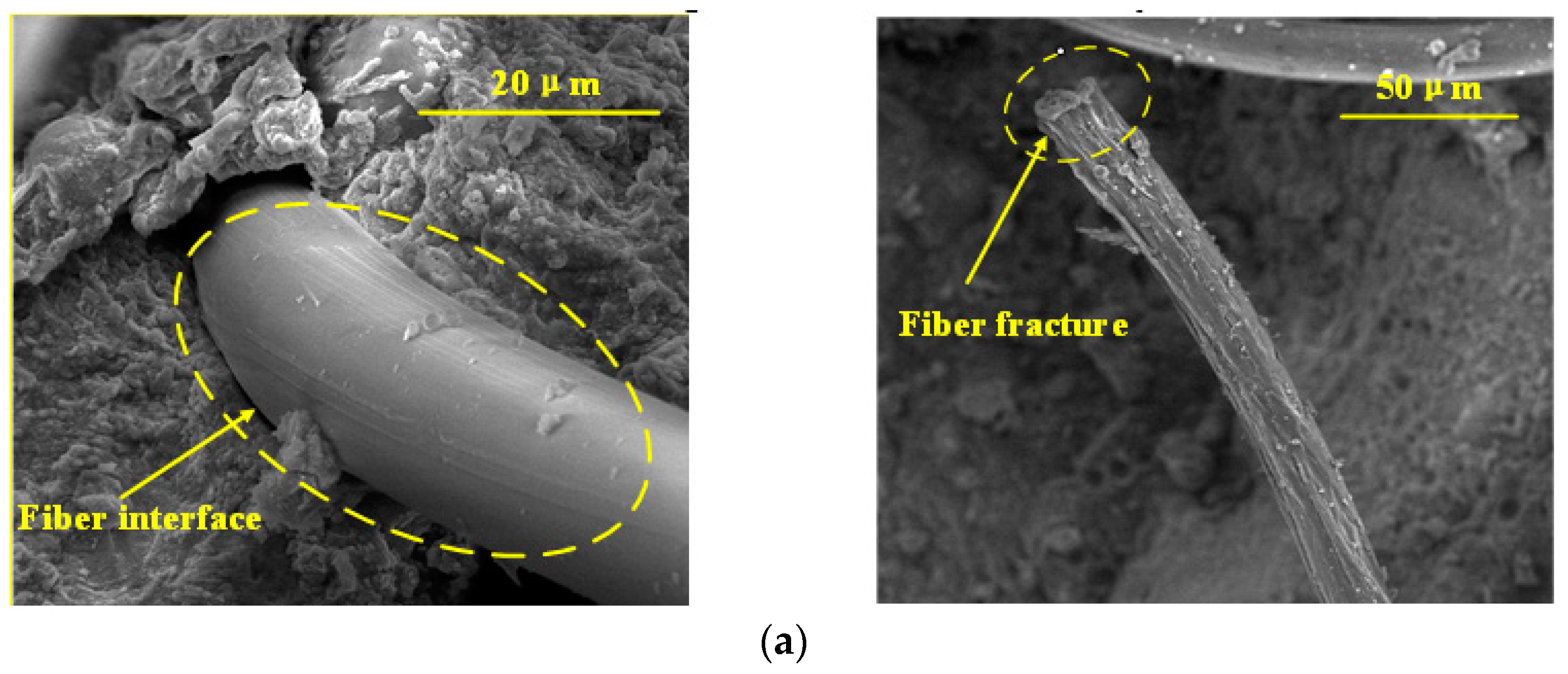
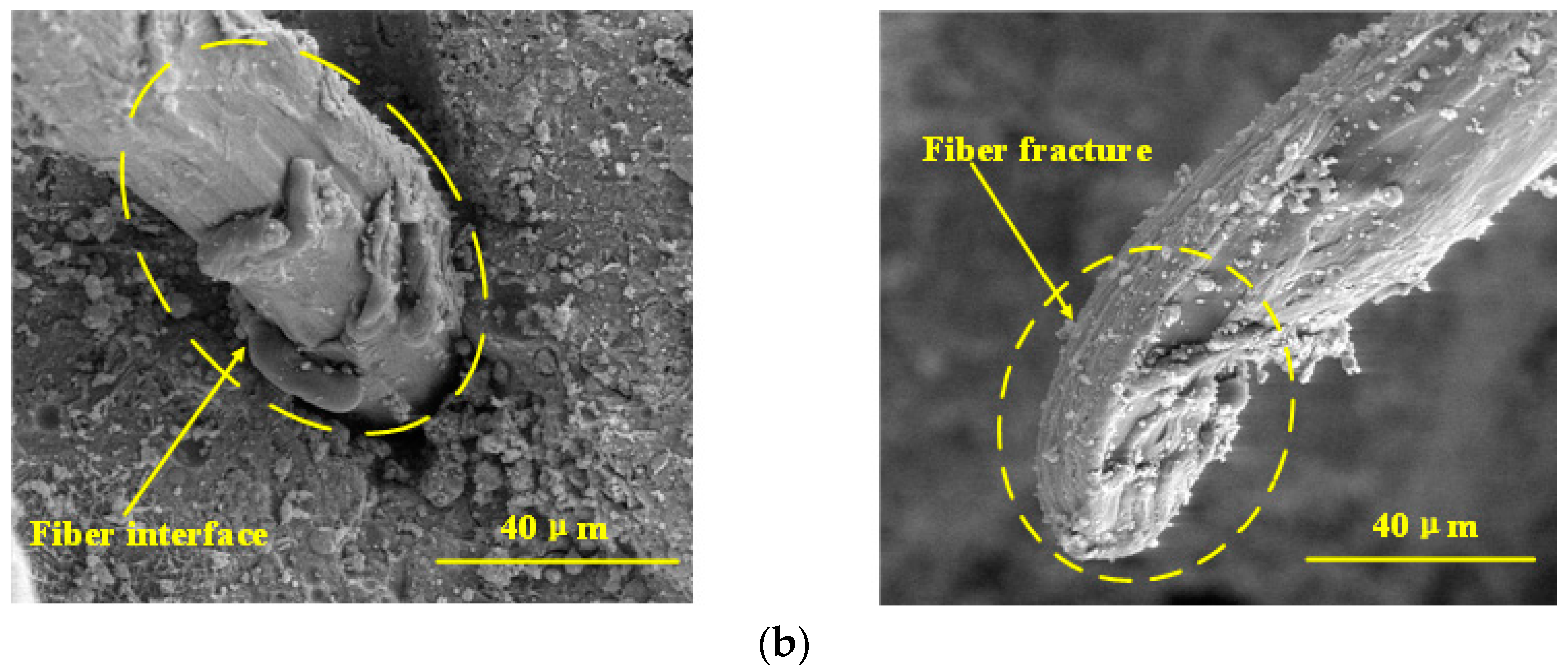
- Bending performance and impact resistance are both significantly affected by the fiber types and fiber contents. In general, cracking strength, post-cracking strength, and initial/final impact resistance energy increased with increasing fiber contents, and ECC materials with HPVA fiber showed higher bending and impact resistance than those with PP fiber.
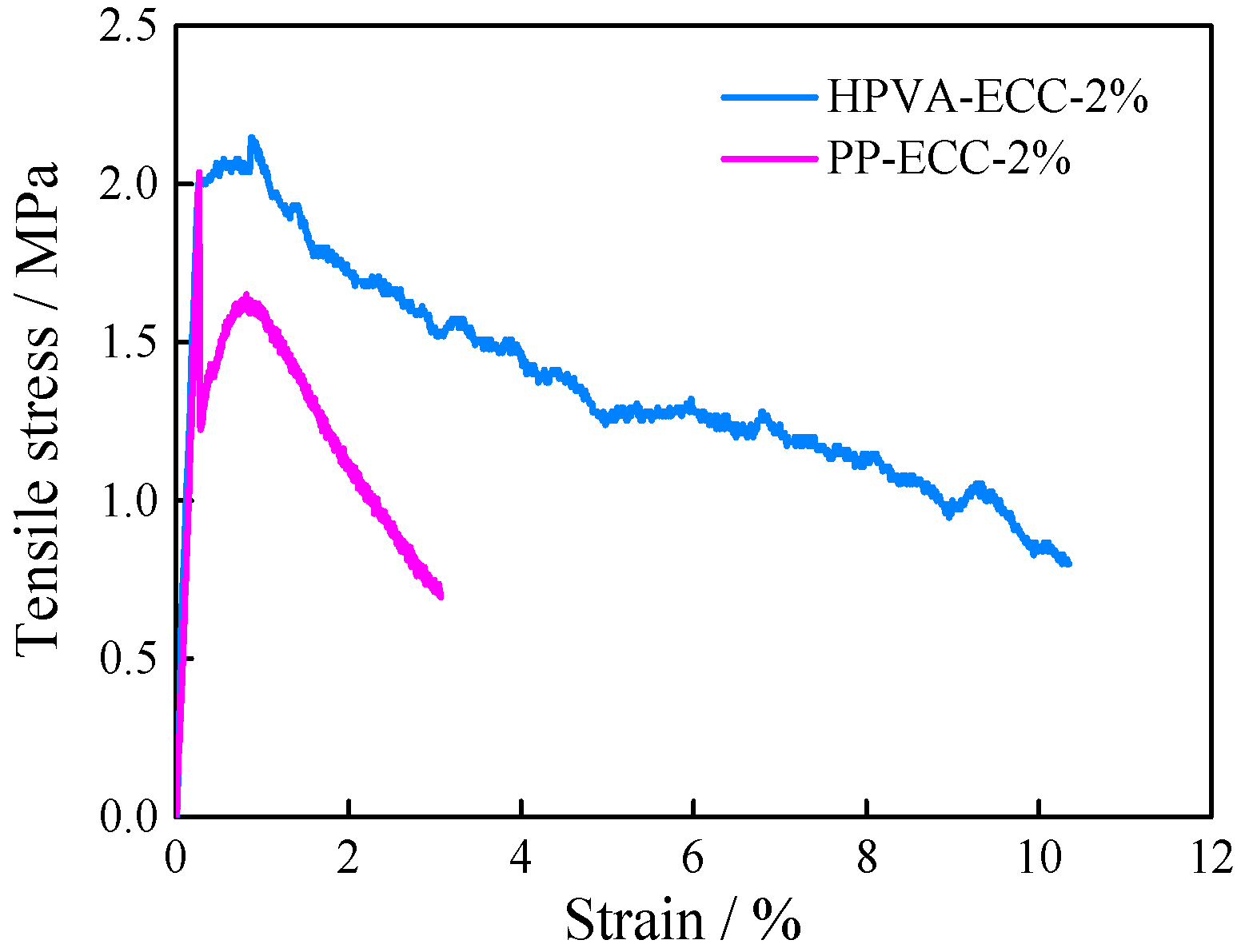
- ECC materials with PP fiber and HPVA fiber show a lower strain capacity than those with oiled PVA fiber and PE fiber. However, low manufacturing costs make the ECC materials suitable for use.
- Carbonation tests on PP-ECC with 2 vol % PP fiber revealed a carbonation depth of only 0.8 mm, which illustrates superior carbonation durability and greater protection for rebar over prolonged use.
Author Contributions
Funding
Conflicts of Interest
References
- Pujadas, P.; Blanco, A.; Cavalaro, S.; Aguado, A. Plastic fibres as the only reinforcement for flat suspended slabs: Experimental investigation and numerical simulation. Constr. Build. Mater. 2014, 57, 92–104. [Google Scholar] [CrossRef]
- Blanco, A.; Pujadas, P.; Fuente, A.d.L.; Cavalaro, S.H.P.; Aguado, A. Assessment of the fibre orientation factor in SFRC slabs. Compos. Part B Eng. 2015, 68, 343–354. [Google Scholar] [CrossRef]
- Herbert, E.N.; Li, V.C. Self-Healing of microcracks in engineered cementitious composites (ECC) under a natural environment. Materials 2013, 6, 2831–2845. [Google Scholar] [CrossRef] [PubMed]
- Khalil, A.E.H.; Etman, E.; Atta, A.; Essam, M. Behavior of RC beams strengthened with strain hardening cementitious composites (SHCC) subjected to monotonic and repeated loads. Eng. Struct. 2017, 140, 151–163. [Google Scholar] [CrossRef]
- Yu, J.; Leung, C.K.Y. Strength improvement of strain-hardening cementitious composites with ultrahigh-volume fly ash. J. Mater. Civ. Eng. 2017, 29, 05017003. [Google Scholar] [CrossRef]
- Georgiou, A.V.; Pantazopoulou, S.J. Behavior of strain hardening cementitious composites in flexure/shear. J. Mater. Civ. Eng. 2017, 29, 04017192. [Google Scholar] [CrossRef]
- Atta, A.M.; Khalil, A. Improving the failure mode of over-reinforced concrete beams using strain-hardening cementitious composites. J. Perform. Constr. Facil. 2016, 30, 04016003. [Google Scholar] [CrossRef]
- Li, V.C.; Mishra, D.K.; Naaman, A.E.; Wight, J.K.; Lafave, J.M.; Wu, H.C.; Inada, Y. On the shear behavior of engineered cementitious composites. Adv. Cem. Based Mater. 1994, 1, 142–149. [Google Scholar] [CrossRef]
- Maalej, M.; Li, V.C. Flexural tensile-strength ratio in engineered cementitious composites. J. Mater. Civ. Eng. 1994, 6, 513–528. [Google Scholar] [CrossRef]
- Li, V.C.; Leung, C.K.Y. Steady-state and multiple cracking of short random fiber composites. J. Eng. Mech. 1992, 118, 2246–2264. [Google Scholar] [CrossRef]
- Kai, M.F.; Xiao, Y.; Shuai, X.L.; Ye, G. Compressive behavior of engineered cementitious composites under high strain-rate loading. J. Mater. Civ. Eng. 2017, 29, 04016254. [Google Scholar] [CrossRef]
- Pakravan, H.R.; Jamshidi, M.; Latifi, M. Study on fiber hybridization effect of engineered cementitious composites with low- and high-modulus polymeric fibers. Constr. Build. Mater. 2016, 112, 739–746. [Google Scholar] [CrossRef]
- Yu, K.Q.; Wang, Y.C.; Yu, J.T.; Xu, S.L. A strain-hardening cementitious composites with the tensile capacity up to 8%. Constr. Build. Mater. 2017, 137, 410–419. [Google Scholar] [CrossRef]
- Liu, H.Z.; Zhang, Q.; Li, V.C.; Su, H.Z.; Gu, C.S. Durability study on engineered cementitious composites (ECC) under sulfate and chloride environment. Constr. Build. Mater. 2017, 133, 171–181. [Google Scholar] [CrossRef]
- Xu, L.; Pan, J.L.; Chen, J.H. Mechanical behavior of ECC and ECC/RC composite columns under reversed cyclic loading. J. Mater. Civ. Eng. 2017, 29, 04017097. [Google Scholar] [CrossRef]
- Choi, M.S.; Kang, S.T.; Lee, B.Y.; Koh, K.T.; Ryu, G.S. Improvement in predicting the post-cracking tensile behavior of ultra-high performance cementitious composites based on fiber orientation distribution. Materials 2017, 10, E829. [Google Scholar] [CrossRef] [PubMed]
- Gesoglu, M.; Guneyisi, E.; Muhyaddin, G.F.; Asaad, D.S. Strain hardening ultra-high performance fiber reinforced cementitious composites: Effect of fiber type and concentration. Compos. Part B Eng. 2016, 103, 74–83. [Google Scholar] [CrossRef]
- Meng, D.; Huang, H.; Zhang, Y.X.; Lee, C.K. Mechanical behaviour of a polyvinyl alcohol fibre reinforced engineered cementitious composite (PVA-ECC) using local ingredients. Constr. Build. Mater. 2017, 141, 259–270. [Google Scholar] [CrossRef]
- Said, H.; Razak, H.A. The effect of synthetic polyethylene fiber on the strain hardening behavior of engineered cementitious composite (ECC). Mater. Des. 2015, 86, 447–457. [Google Scholar] [CrossRef]
- Huan, Y.J.; Wei, W.J.; Jin, Y. Experimental study on FRP-reinforced PP ECC beams under reverse cyclic loading. Mech. Compos. Mater. 2014, 50, 447–456. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, Q.; Wang, Z.B. Properties of polyvinyl alcohol-steel hybrid fiber-reinforced composite with high-strength cement matrix. J. Mater. Civ. Eng. 2017, 29, 04017026. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, Z.B.; Wang, Q.; Gao, Y. Simulation and test of flexural performance of polyvinyl alcohol-steel hybrid fiber reinforced cementitious composite. J. Compos. Mater. 2016, 50, 4291–4305. [Google Scholar] [CrossRef]
- Pakravan, H.R.; Latifi, M.; Jamshidi, M. Ductility improvement of cementitious composites reinforced with polyvinyl alcohol-polypropylene hybrid fibers. J. Ind. Text. 2016, 45, 637–651. [Google Scholar] [CrossRef]
- Sasmal, S.; Avinash, G. Investigations on mechanical performance of cementitious composites micro-engineered with poly vinyl alcohol fibers. Constr. Build. Mater. 2016, 128, 136–147. [Google Scholar] [CrossRef]
- Khan, M.I.; Fares, G.; Mourad, S. Optimized fresh and hardened properties of strain hardening cementitious composites: Effect of mineral admixtures, cementitious composition, size, and type of aggregates. J. Mater. Civ. Eng. 2017, 29, 04017178. [Google Scholar] [CrossRef]
- Tosun-Felekoglu, K.; Godek, E.; Keskinates, M.; Felekoglu, B. Utilization and selection of proper fly ash in cost effective green HTPP-ECC design. J. Clean. Prod. 2017, 149, 557–568. [Google Scholar] [CrossRef]
- Zhang, G.; Li, G.X. Effects of mineral admixtures and additional gypsum on the expansion performance of sulphoaluminate expansive agent at simulation of mass concrete environment. Constr. Build. Mater. 2016, 113, 970–978. [Google Scholar] [CrossRef]
- Monosi, S.; Troli, R.; Favoni, O.; Tittarelli, F. Effect of SRA on the expansive behaviour of mortars based on sulphoaluminate agent. Cem. Concr. Compos. 2011, 33, 485–489. [Google Scholar] [CrossRef]
- Yu, J.; Li, H.D.; Leung, C.K.Y.; Lin, X.Y.; Sham, I.M.L.; Shih, K. Matrix design for waterproof Engineered Cementitious Composites (ECCs). Constr. Build. Mater. 2017, 139, 438–446. [Google Scholar] [CrossRef]
- Caggiano, A.; Gambarelli, S.; Martinelli, E.; Nistico, N.; Pepe, M. Experimental characterization of the post-cracking response in hybrid steel/polypropylene fiber-reinforced concrete. Constr. Build. Mater. 2016, 125, 1035–1043. [Google Scholar] [CrossRef]
- Medina, N.F.; Barluenga, G.; Hernandez-Olivares, F. Combined effect of polypropylene fibers and silica fume to improve the durability of concrete with natural pozzolans blended cement. Constr. Build. Mater. 2015, 96, 56–566. [Google Scholar]
- Pan, Z.F.; Wu, C.; Liu, J.Z.; Wang, W.; Liu, J.W. Study on mechanical properties of cost-effective polyvinyl alcohol engineered cementitious composites (PVA-ECC). Constr. Build. Mater. 2015, 78, 397–404. [Google Scholar] [CrossRef]
- El-Din, H.K.S.; Eisa, A.S.; Aziz, B.H.A.; Ibrahim, A. Mechanical performance of high strength concrete made from high volume of Metakaolin and hybrid fibers. Constr. Build. Mater. 2017, 140, 203–209. [Google Scholar] [CrossRef]
- Martins, R.O.G.; Alvarenga, R.d.C.S.S.; Pedroti, L.G.; de Oliveira, A.F.; Mendes, B.C.; de Azevedo, A.R.G. Assessment of the durability of grout submitted to accelerated carbonation test. Constr. Build. Mater. 2018, 159, 261–268. [Google Scholar] [CrossRef]
- Turk, K.; Demirhan, S. Effect of limestone powder on the rheological, mechanical and durability properties of ECC. Eur. J. Environ. Civ. Eng. 2017, 21, 1151–1170. [Google Scholar] [CrossRef]
- Zhang, J.; Gao, Y.; Wang, Z.B. Evaluation of shrinkage induced cracking performance of low shrinkage engineered cementitious composite by ring tests. Compos. Part B Eng. 2013, 52, 21–29. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Chemical Compositions (Mass Fraction, %) | |||||||
|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | NaO | K2O | |
| PC | 9.68 | 3.63 | 3.91 | 50.59 | 1.55 | 1.45 | 0.12 | 0.39 |
| FA | 26.44 | 15.2 | 7.11 | 9.07 | 1.3 | 0.83 | 0.95 | 1.57 |
| Name | Diameter (μm) | Tensile Strength (MPa) | Tensile Modulus (GPa) | Length (mm) | Density (g/cm3) | Elongation Percentage (%) |
|---|---|---|---|---|---|---|
| PP | 16 | ≥500 | 3.5 | 12 | 0.91 | 15~20 |
| HPVA | 39 | ≥1600 | 42.8 | 12 | 1.3 | 6~8 |
| Groups | Volume Fraction (%) | Weight Ratio of Matrix | ||||||
|---|---|---|---|---|---|---|---|---|
| PP | PVA | PC | FA | Water | Silica Sand | CSA | PSP | |
| PCC | 0 | 0 | 1 | 0.9 | 0.6 | 0.8 | 0.1 | 0.1% |
| PP-ECC-1% | 1 | 0 | ||||||
| PP-ECC-1.5% | 1.5 | 0 | ||||||
| PP-ECC-2% | 2 | 0 | ||||||
| HPVA-ECC-1% | 0 | 1 | ||||||
| HPVA-ECC-1.5% | 0 | 1.5 | ||||||
| HPVA-ECC-2% | 0 | 2 | ||||||
| Group | N1 (Times) | W1 (J) | N2 (times) | W2 (J) |
|---|---|---|---|---|
| PCC | 8 | 176.58 | 13.75 | 303.5 |
| PP-ECC-1% | 28.8 | 635.69 | 184.25 | 4066.86 |
| PP-ECC-1.5% | 29.5 | 651.14 | 428.5 | 9458.07 |
| PP-ECC-2% | 31 | 684.25 | 552.75 | 12,200.57 |
| HPVA-ECC-1% | 146 | 3222.59 | 339.75 | 7499.13 |
| HPVA-ECC-1.5% | 411 | 9071.8 | 1212 | 26,751.87 |
| HPVA-ECC-2% | 1285.5 | 283,374.2 | 2664.5 | 58,812.18 |
| NO. | ω0 | ω | ω01 | ω1 | ω02 | ω2 | Lw (%) |
|---|---|---|---|---|---|---|---|
| R01 | - | - | 55.516 | 55.142 | - | - | - |
| R02 | - | - | - | - | 57.046 | 56.733 | - |
| R1 | 49.085 | 48.711 | - | - | - | - | 0.062 |
| R2 | 52.276 | 51.887 | - | - | - | - | 0.087 |
| R3 | 55.691 | 55.312 | - | - | - | - | 0.064 |
| R4 | 57.737 | 53.345 | - | - | - | - | 7.012 |
| R5 | 50.668 | 50.289 | - | - | - | - | 0.070 |
| R6 | 58.949 | 58.587 | - | - | - | - | 0.031 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, W.; Yin, C.; Ma, F.; Huang, Z. Mechanical Properties and Carbonation Durability of Engineered Cementitious Composites Reinforced by Polypropylene and Hydrophilic Polyvinyl Alcohol Fibers. Materials 2018, 11, 1147. https://doi.org/10.3390/ma11071147
Zhang W, Yin C, Ma F, Huang Z. Mechanical Properties and Carbonation Durability of Engineered Cementitious Composites Reinforced by Polypropylene and Hydrophilic Polyvinyl Alcohol Fibers. Materials. 2018; 11(7):1147. https://doi.org/10.3390/ma11071147
Chicago/Turabian StyleZhang, Wei, Chenglong Yin, Fuquan Ma, and Zhiyi Huang. 2018. "Mechanical Properties and Carbonation Durability of Engineered Cementitious Composites Reinforced by Polypropylene and Hydrophilic Polyvinyl Alcohol Fibers" Materials 11, no. 7: 1147. https://doi.org/10.3390/ma11071147
APA StyleZhang, W., Yin, C., Ma, F., & Huang, Z. (2018). Mechanical Properties and Carbonation Durability of Engineered Cementitious Composites Reinforced by Polypropylene and Hydrophilic Polyvinyl Alcohol Fibers. Materials, 11(7), 1147. https://doi.org/10.3390/ma11071147