Microstructure and Mechanical Properties of Zn-Ni-Al2O3 Composite Coatings


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Coating Technique
2.2. Experimental Procedure and Characterization Techniques
3. Results and Discussion
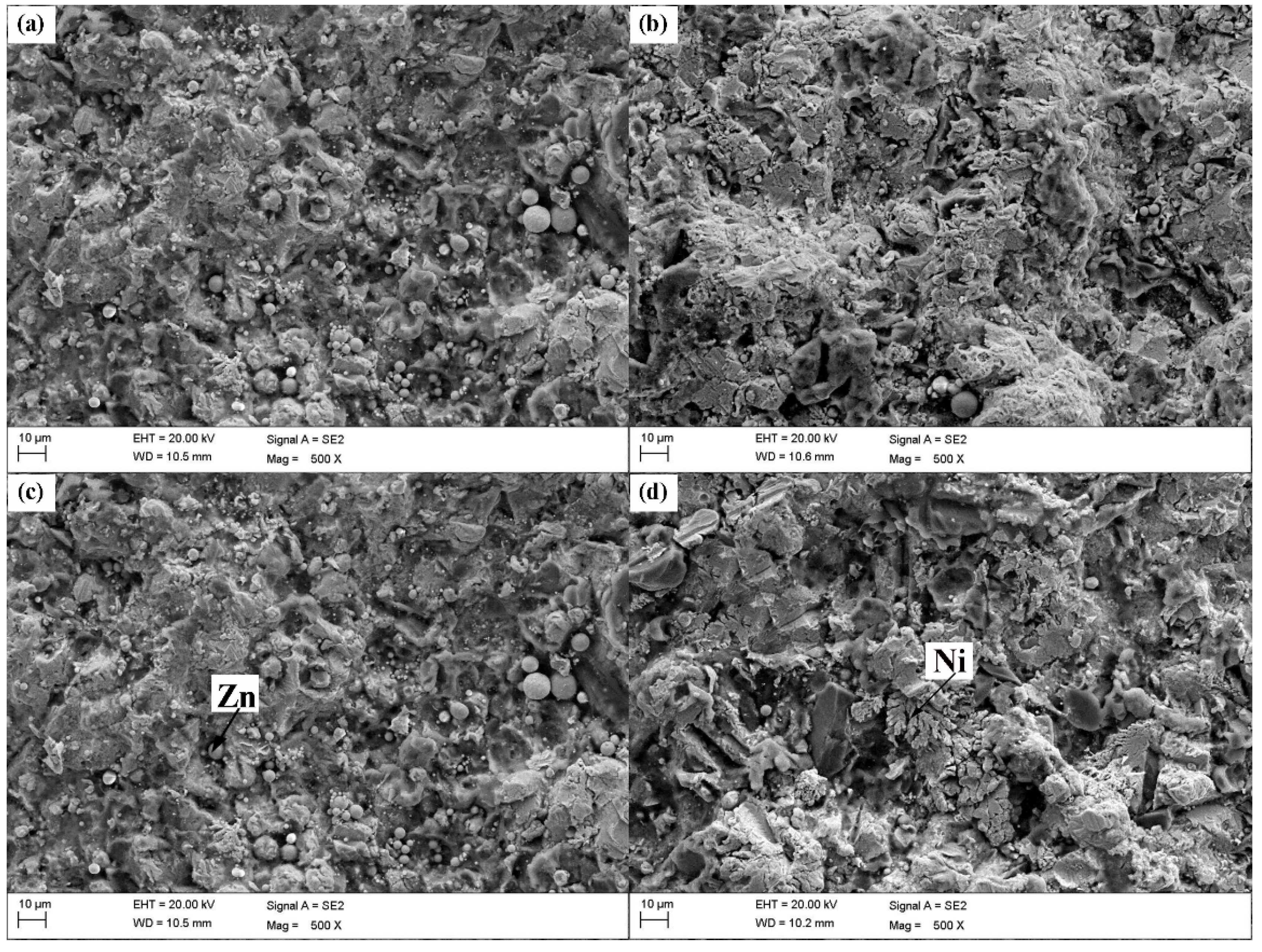
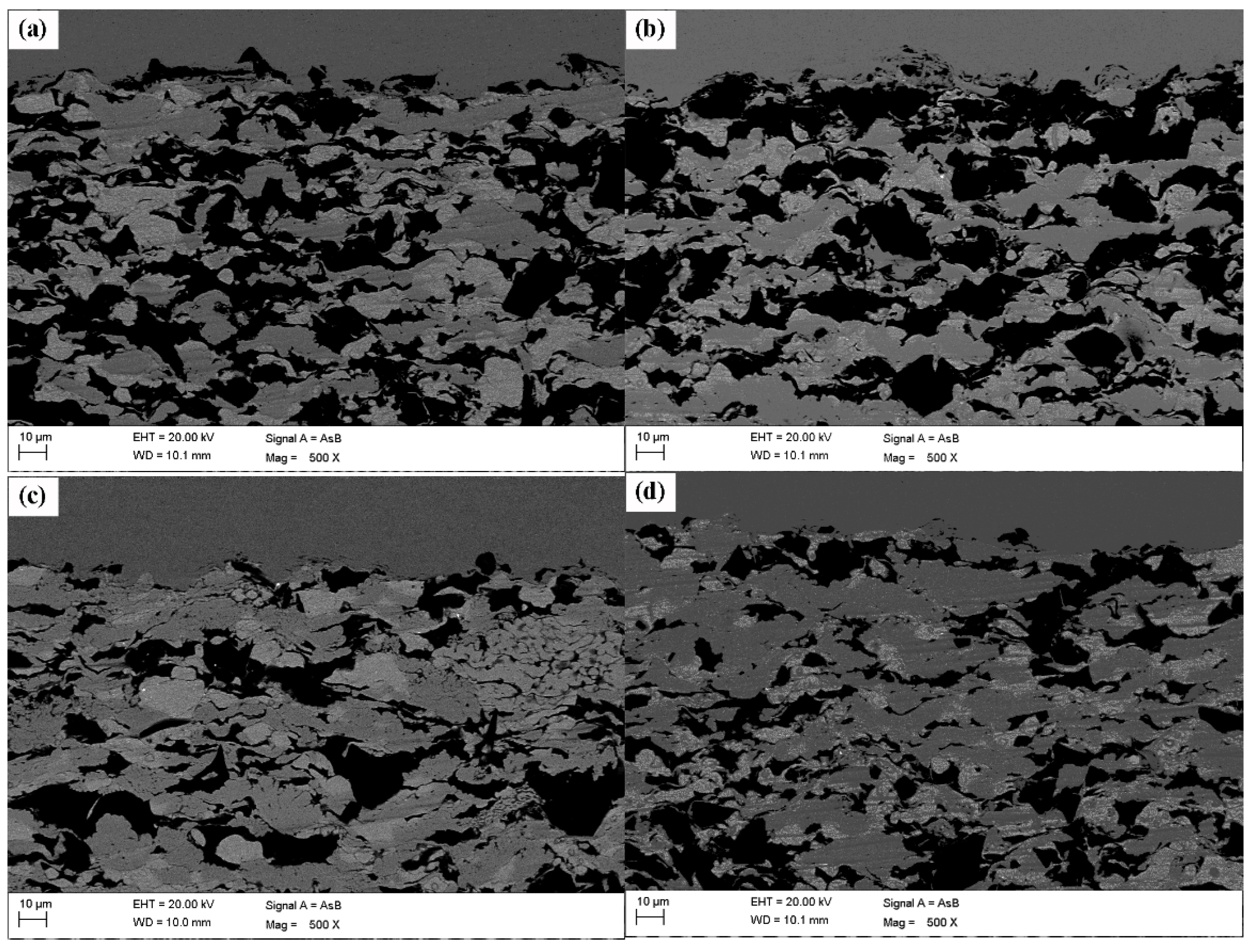
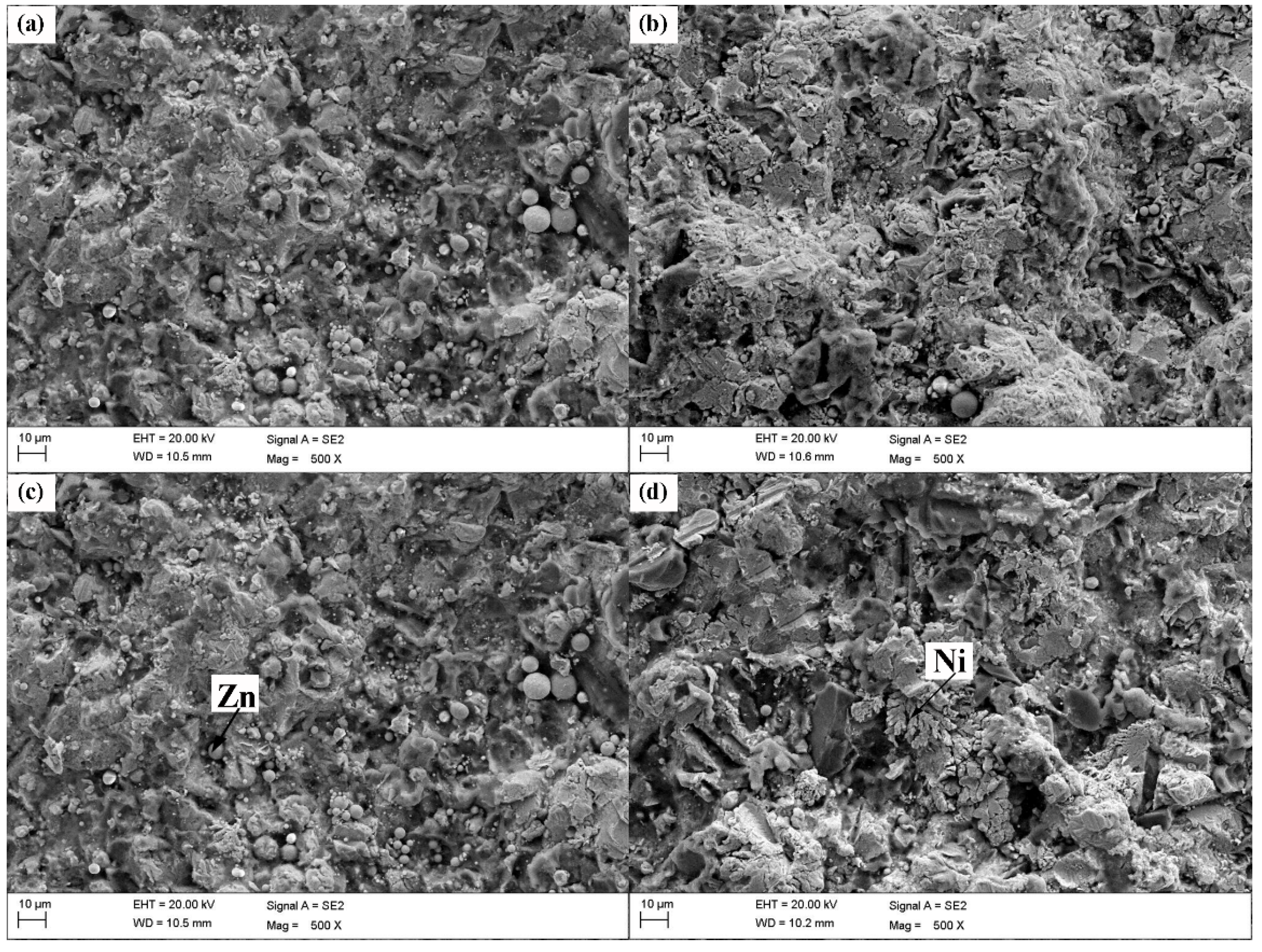
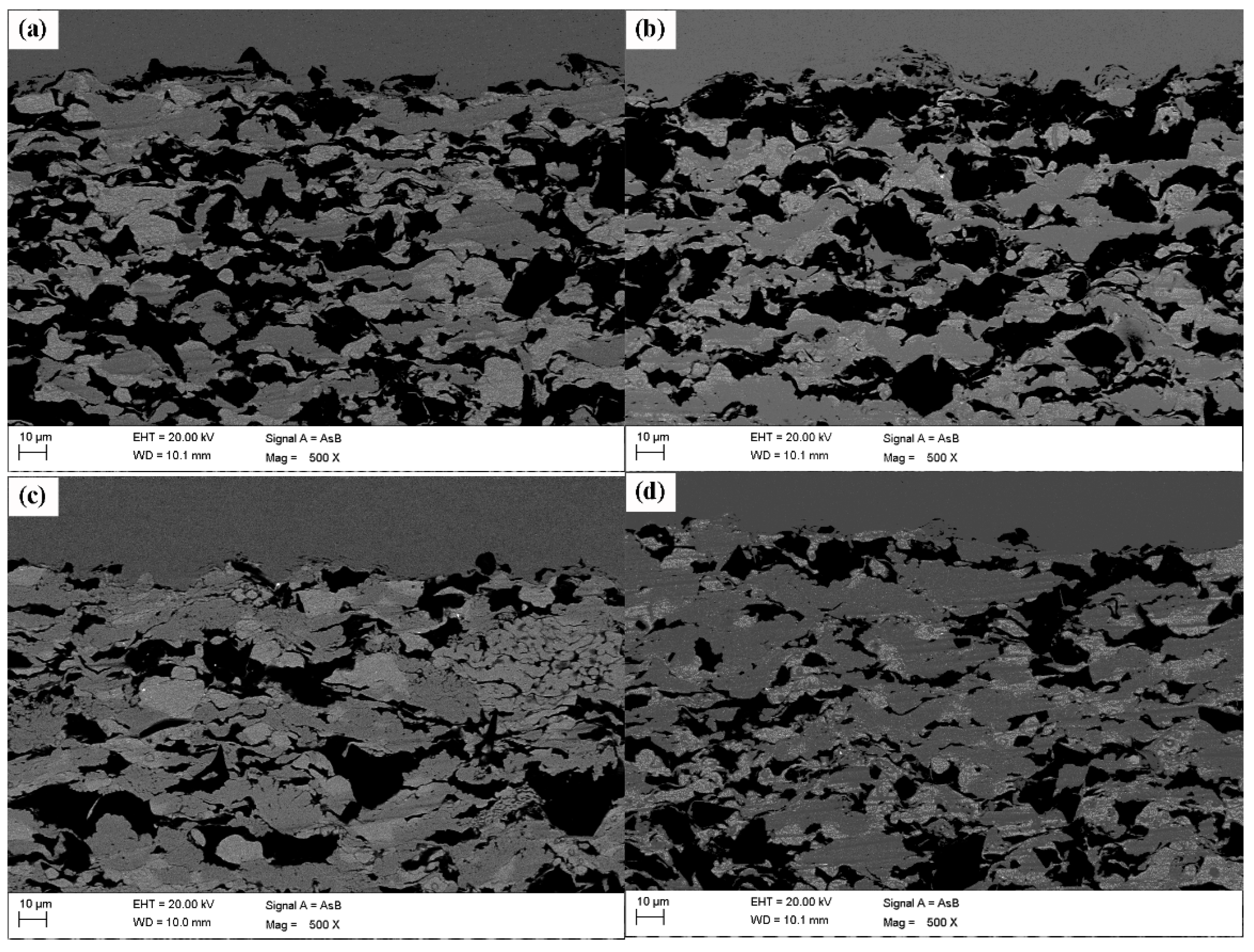
3.1. Microstructural Characterization of the Composite Coatings
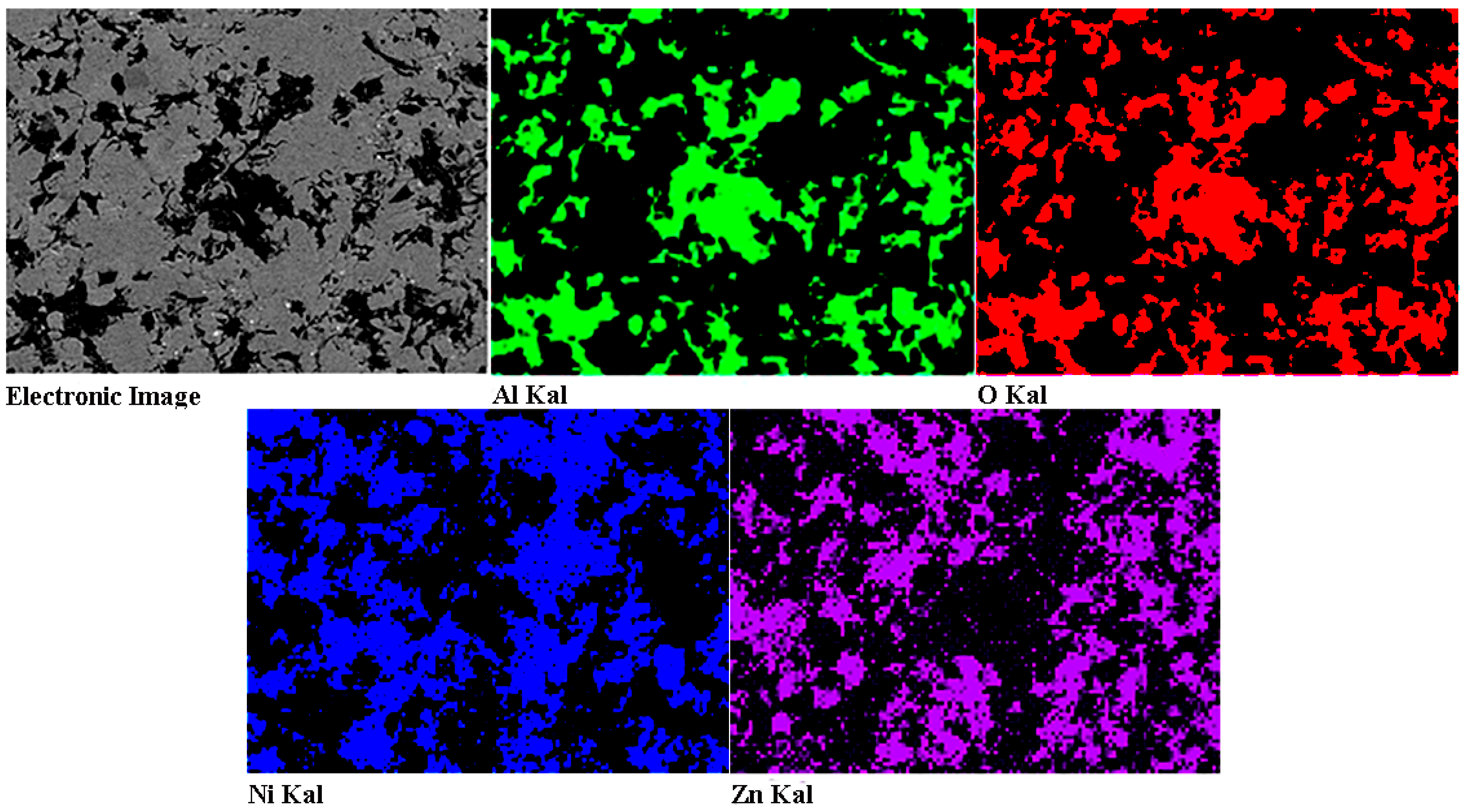
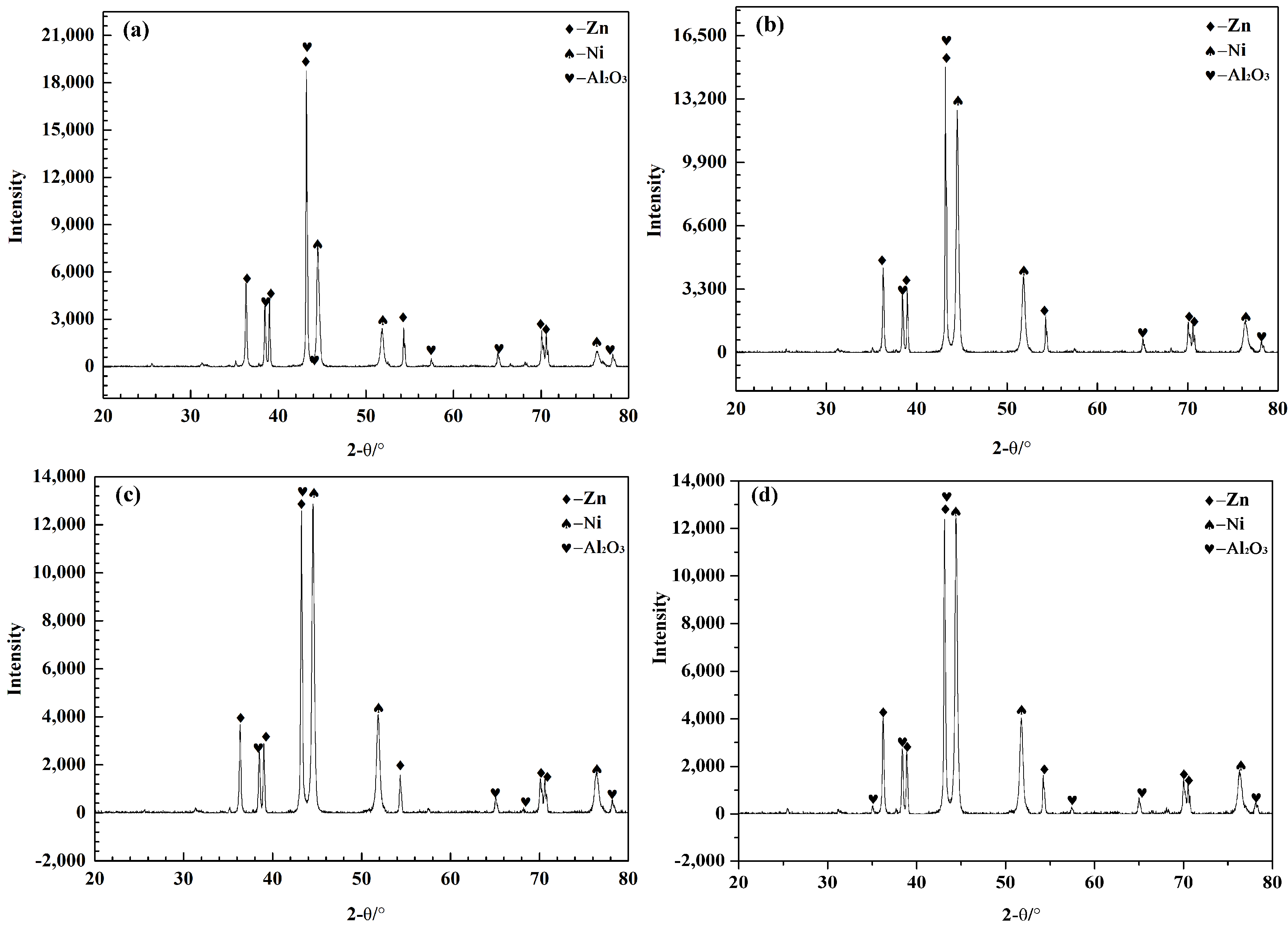
3.2. Compositional Analysis of the Composite Coatings
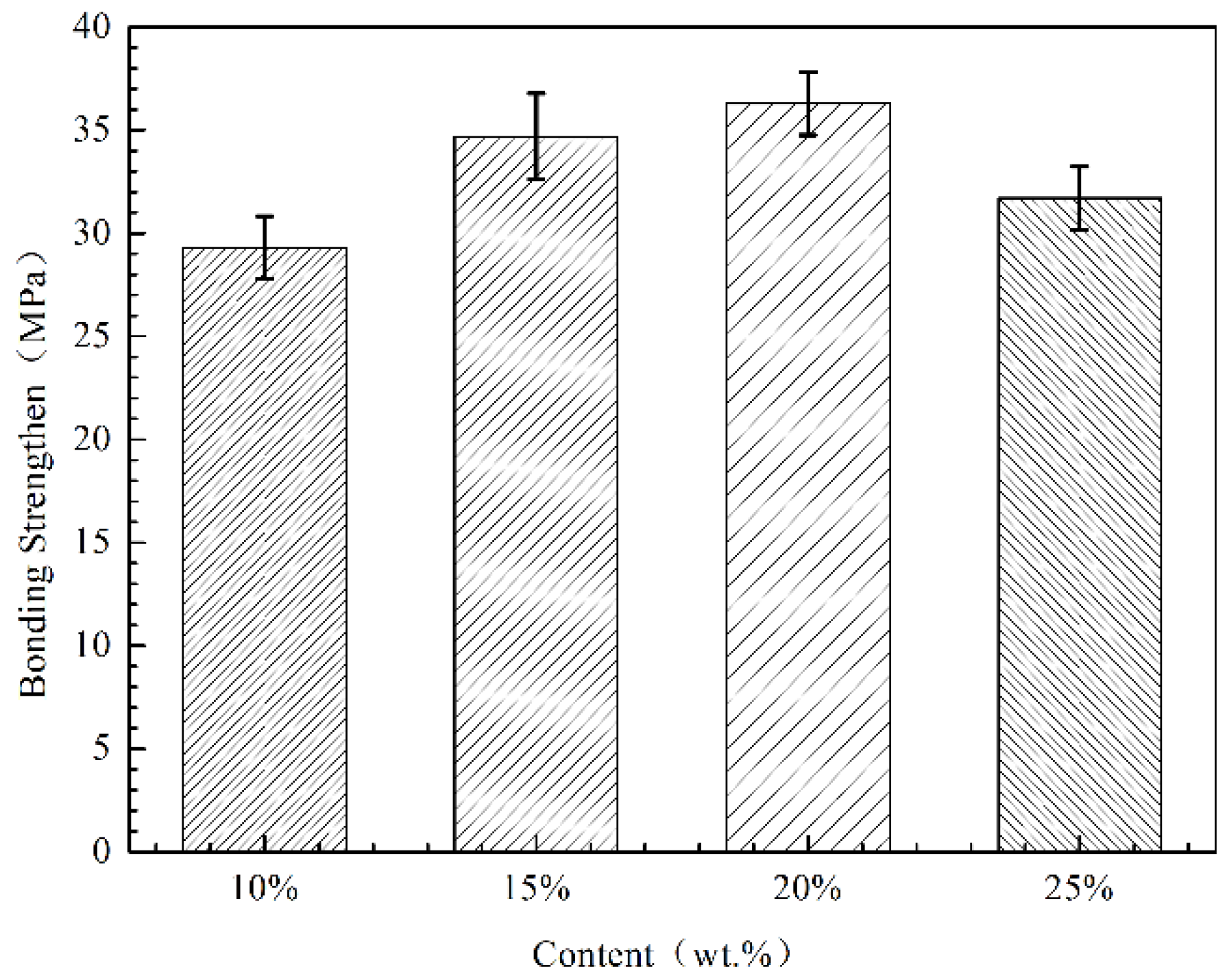
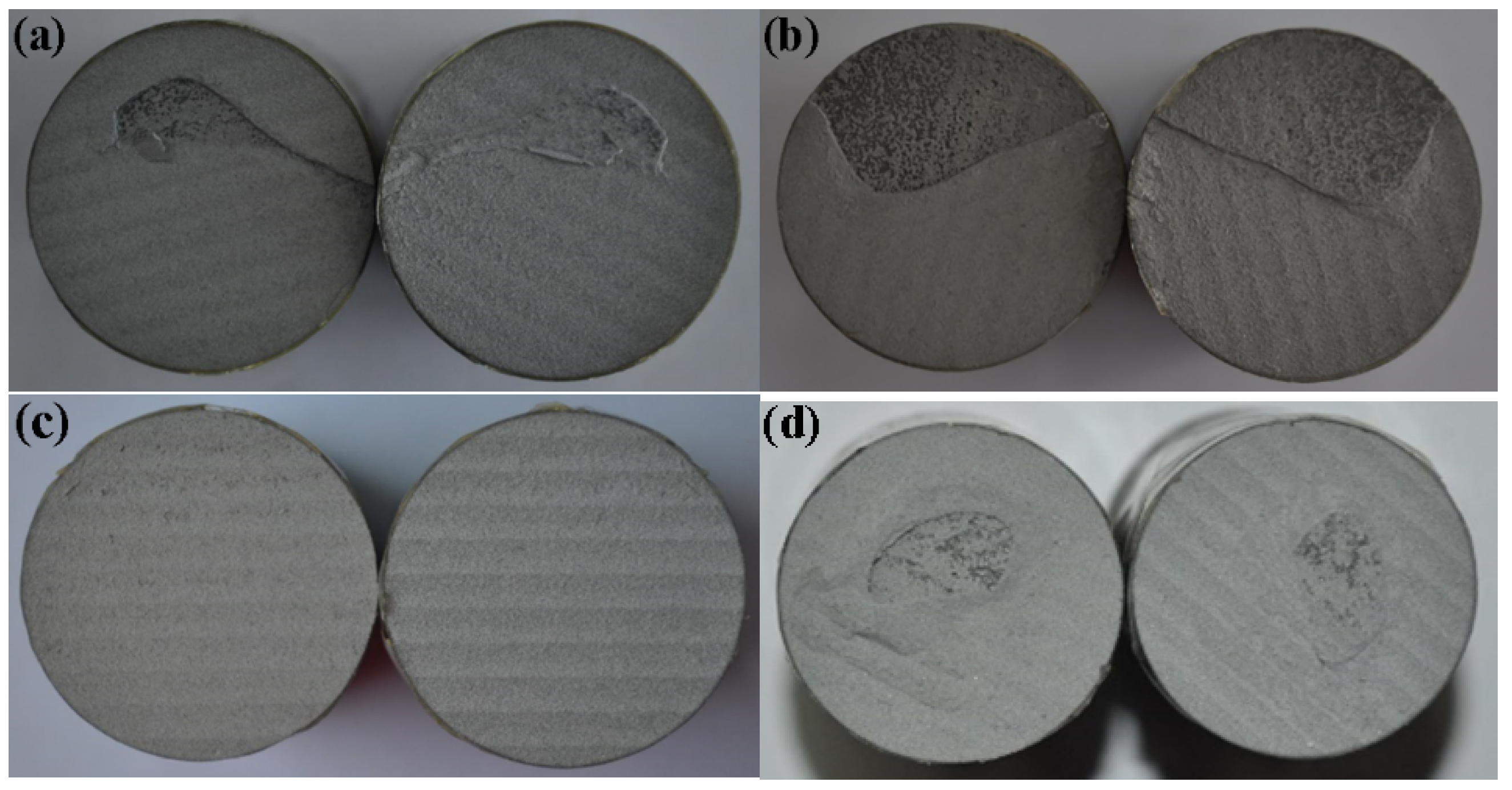
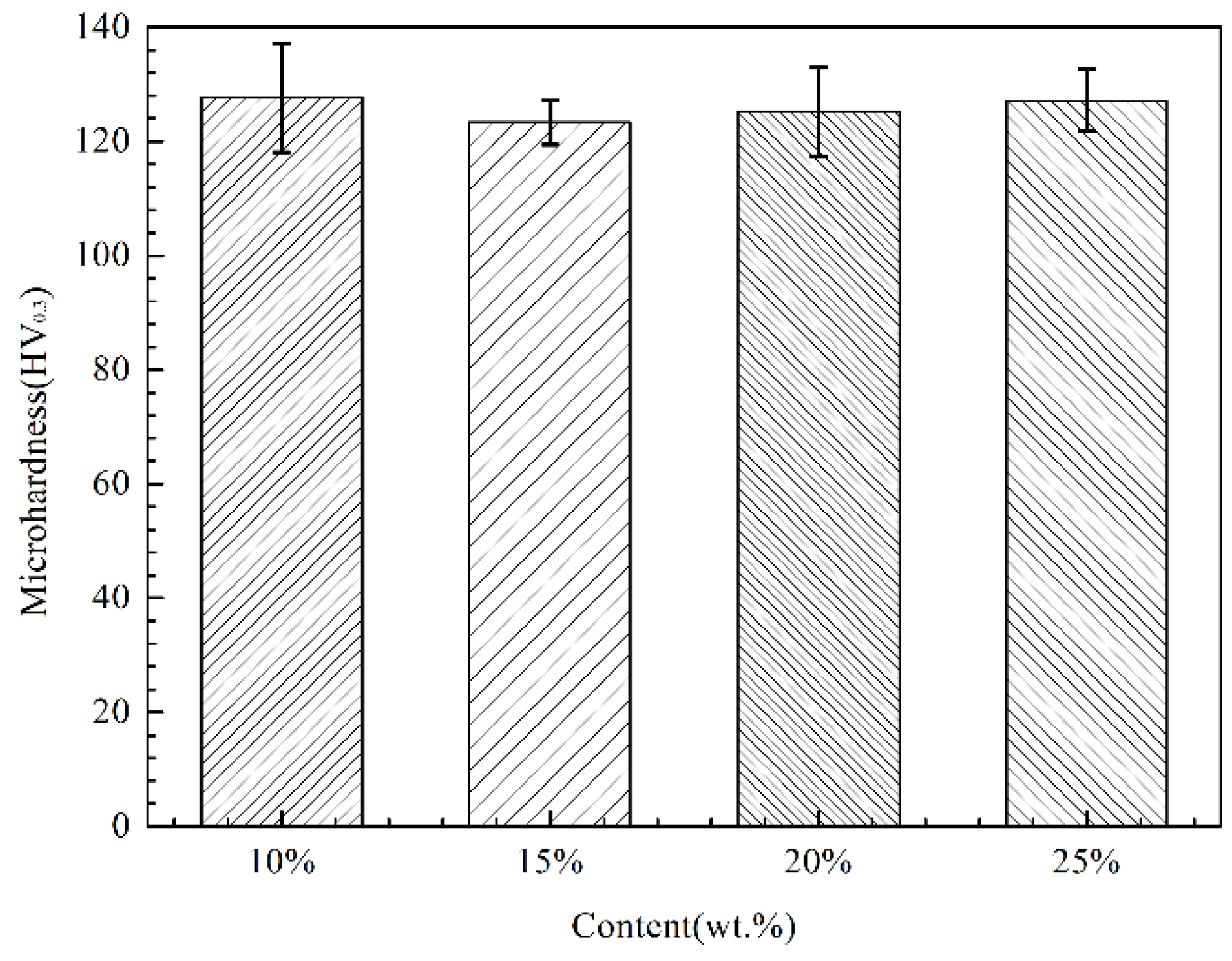
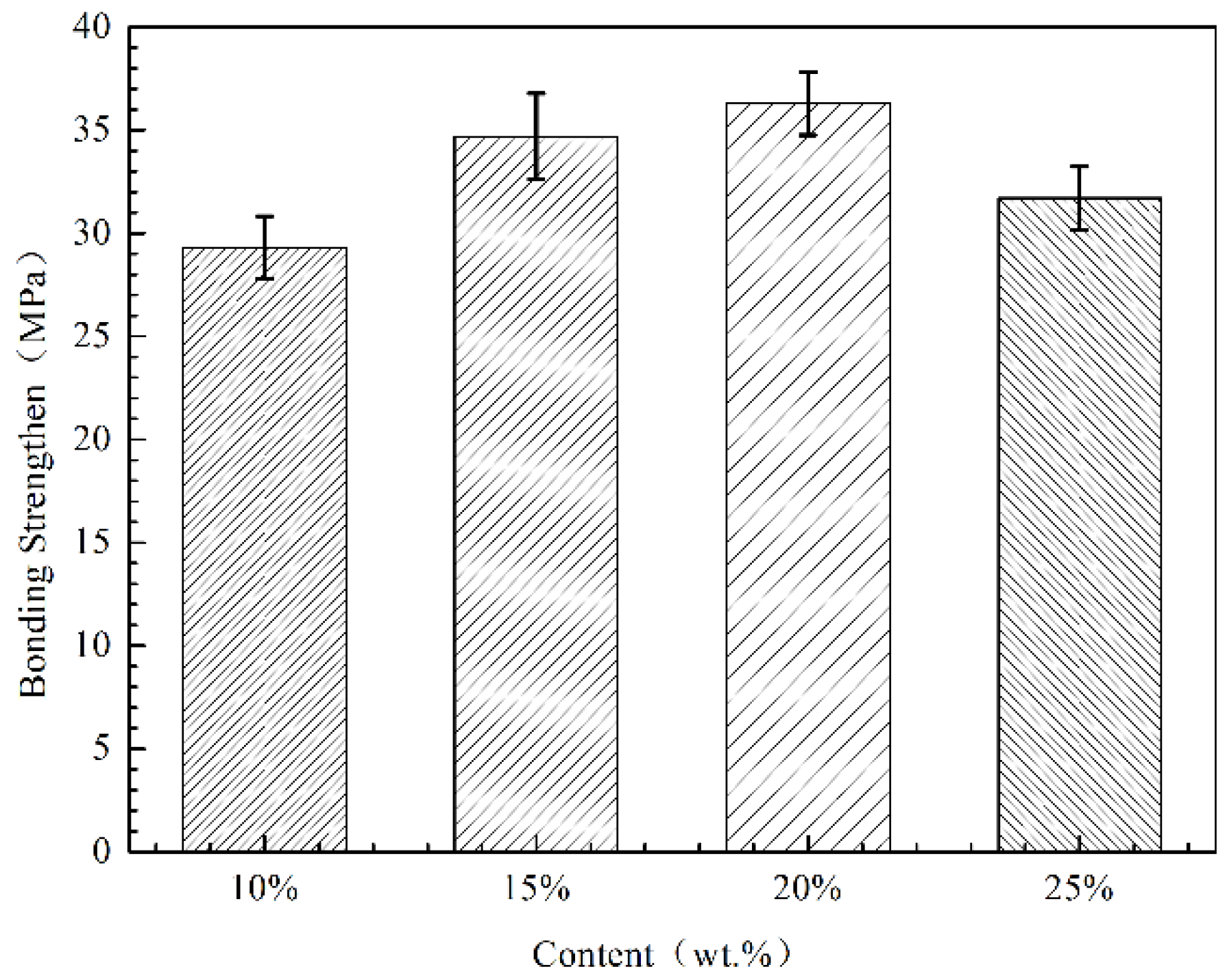
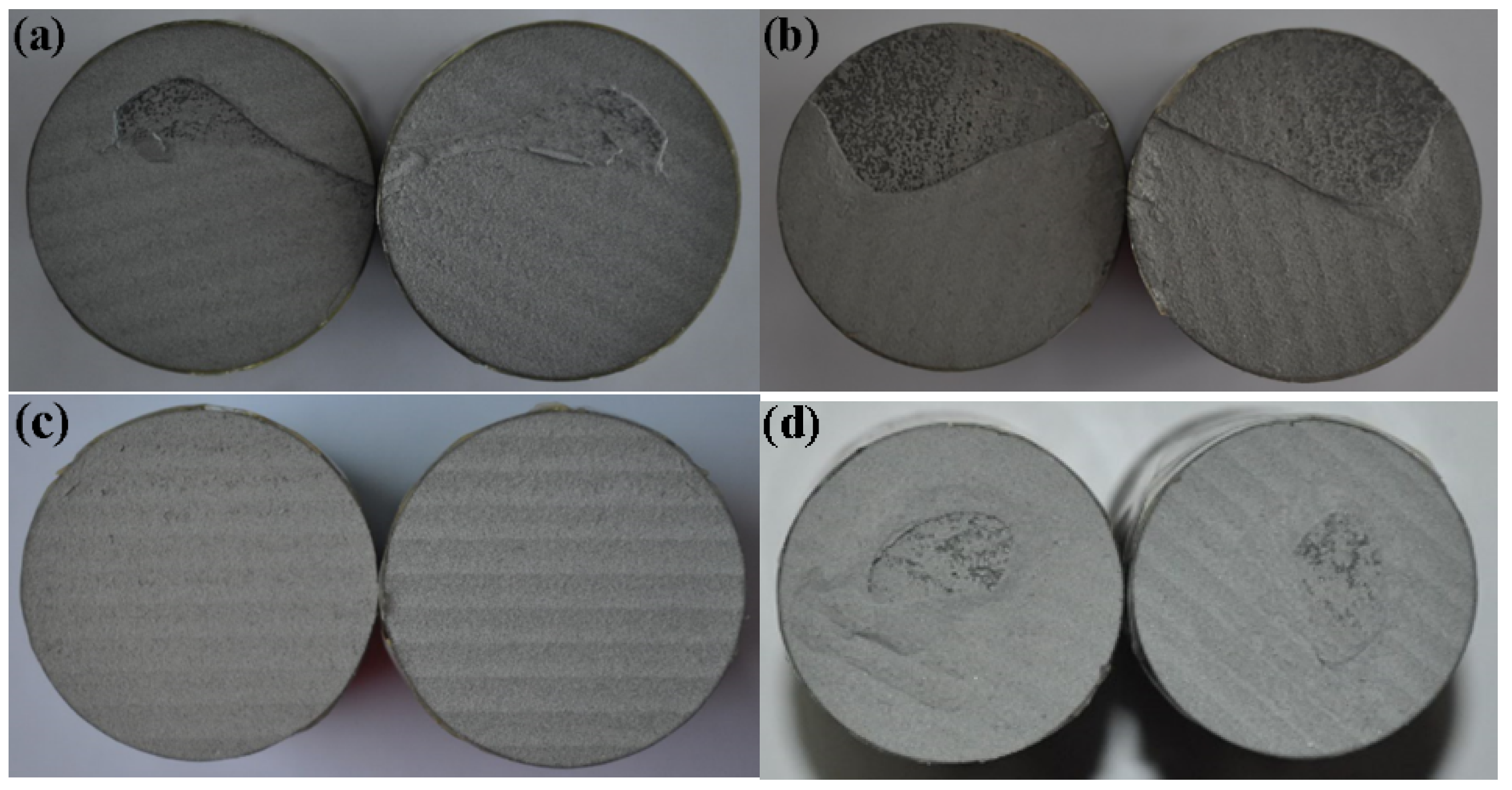
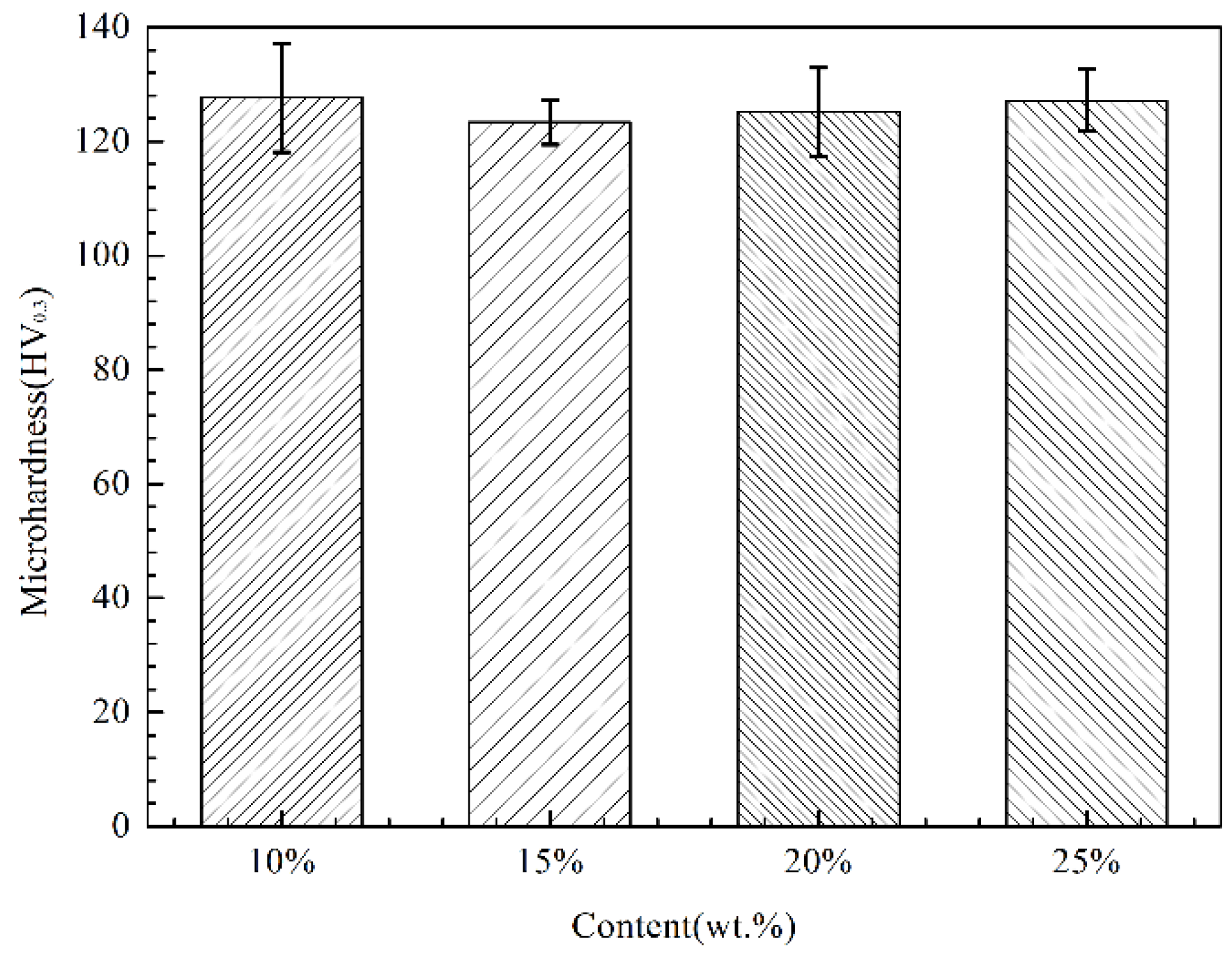
3.3. Bond Strength and Microhardness of the Composite Coatings
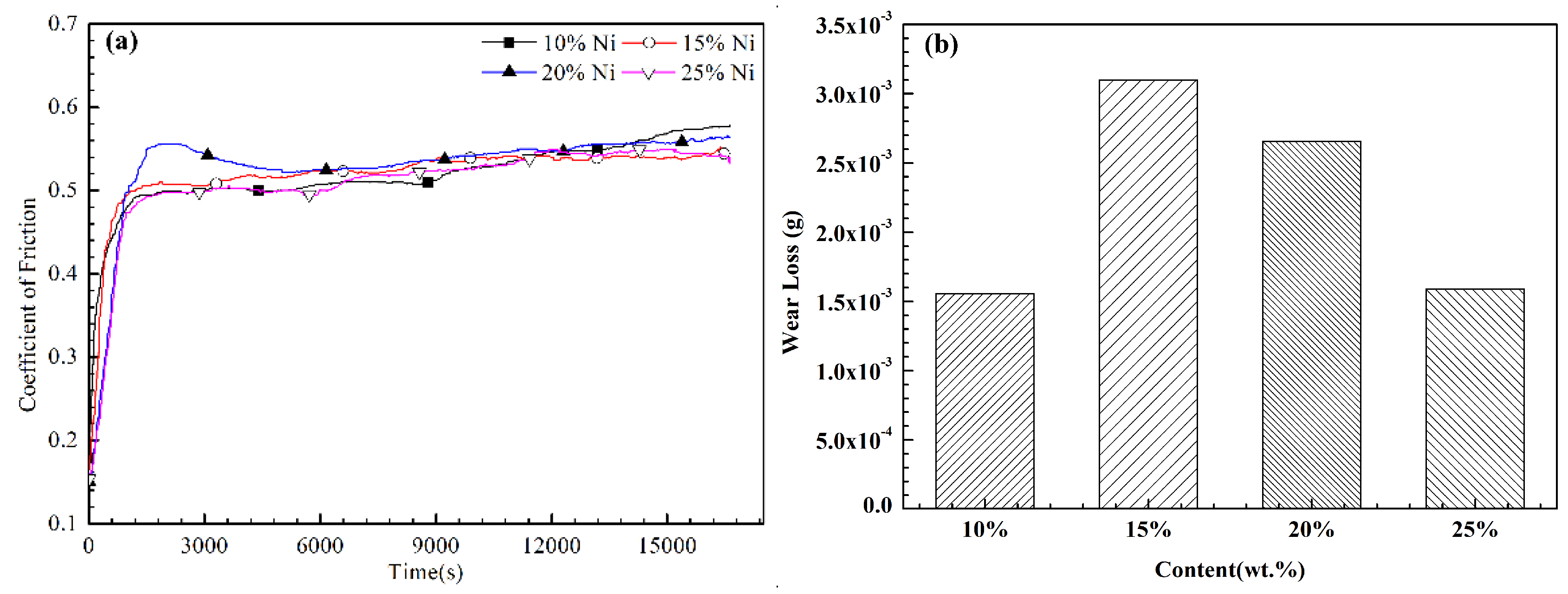
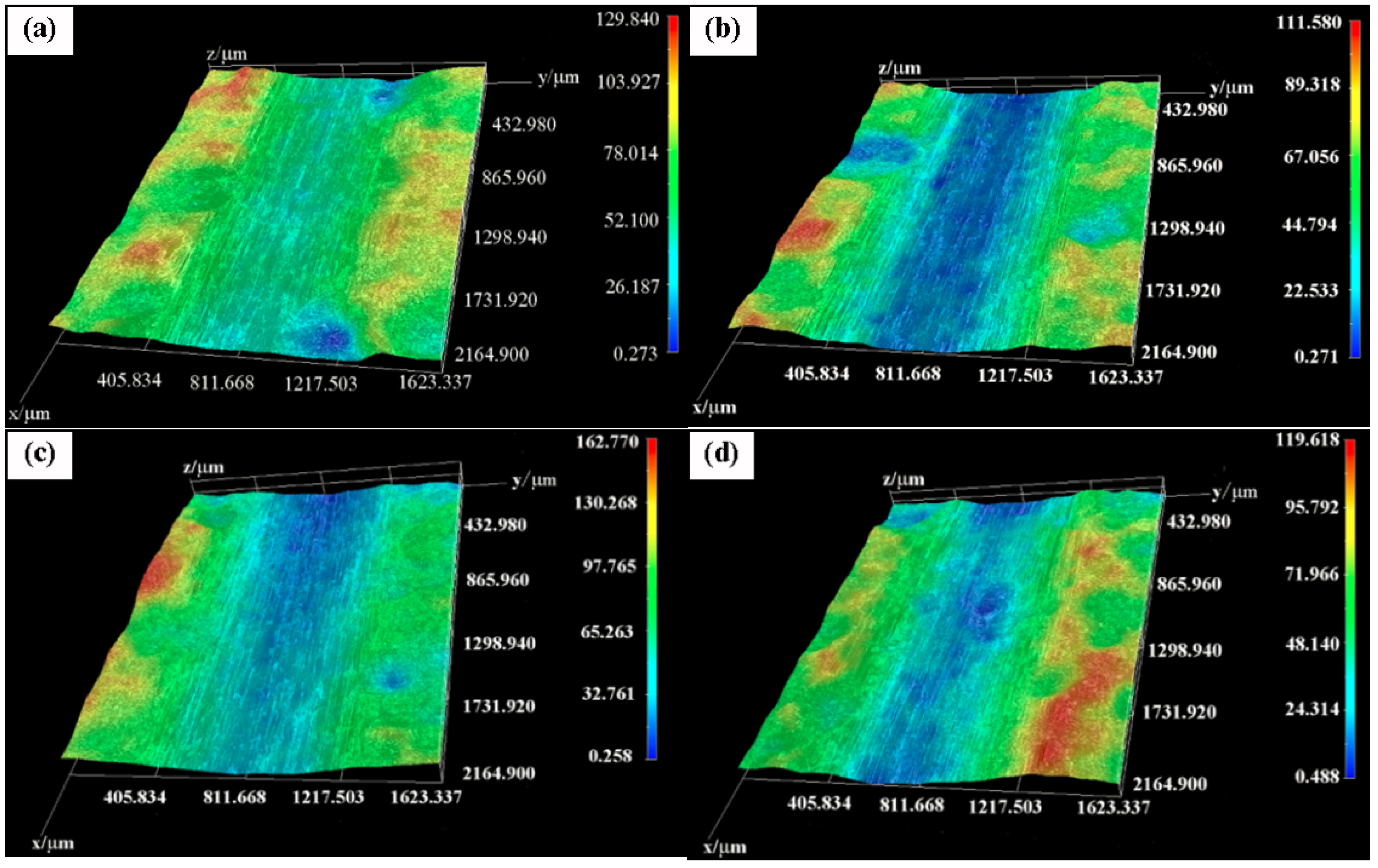
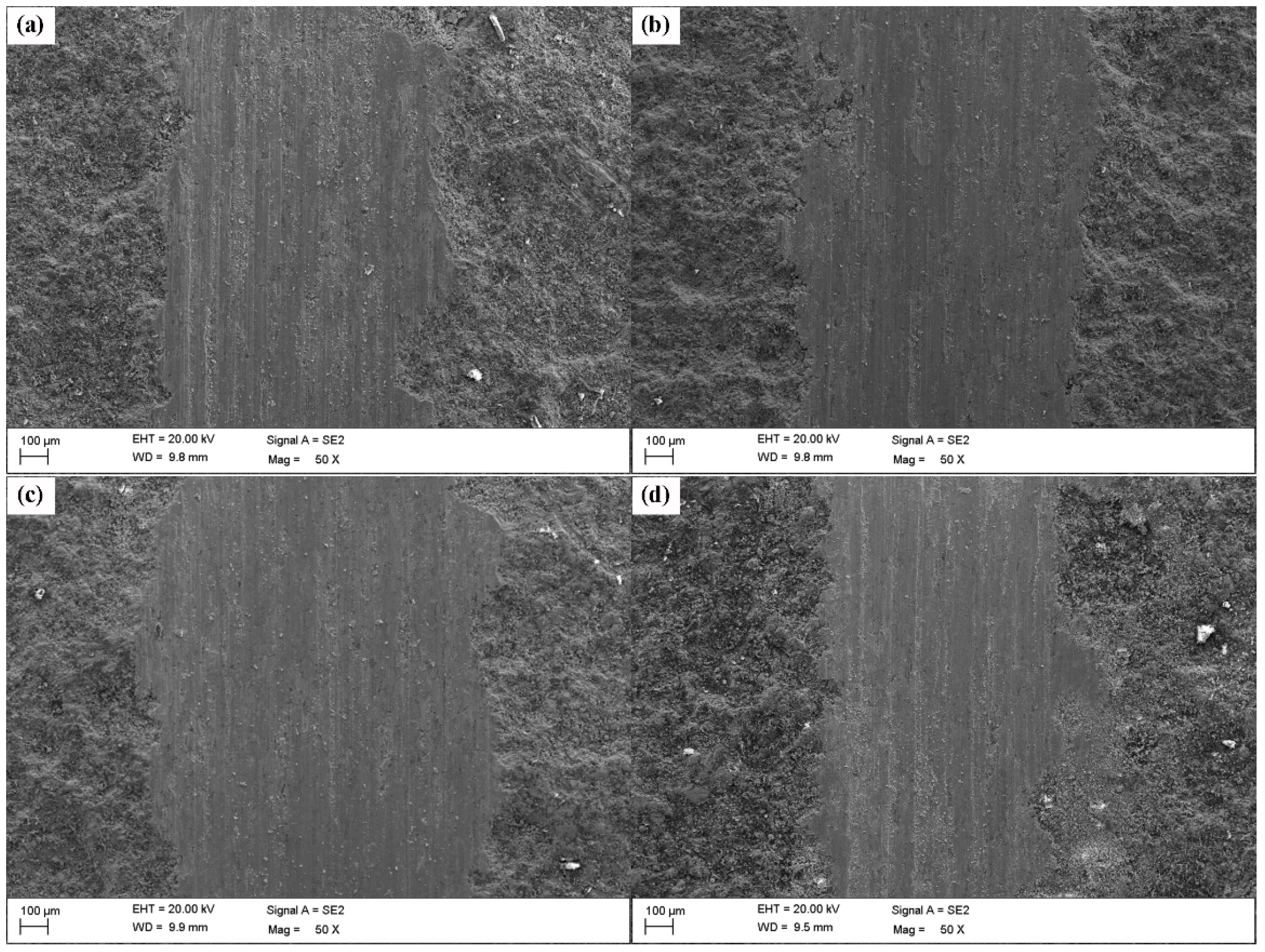
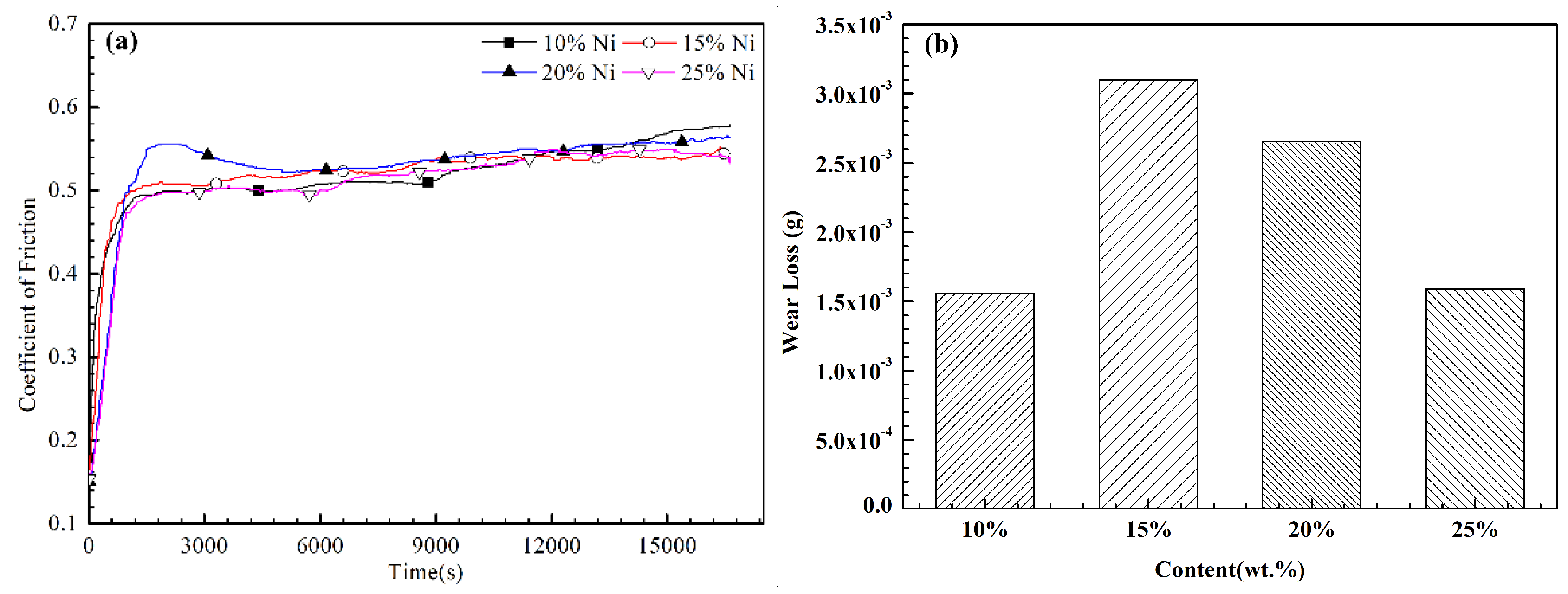
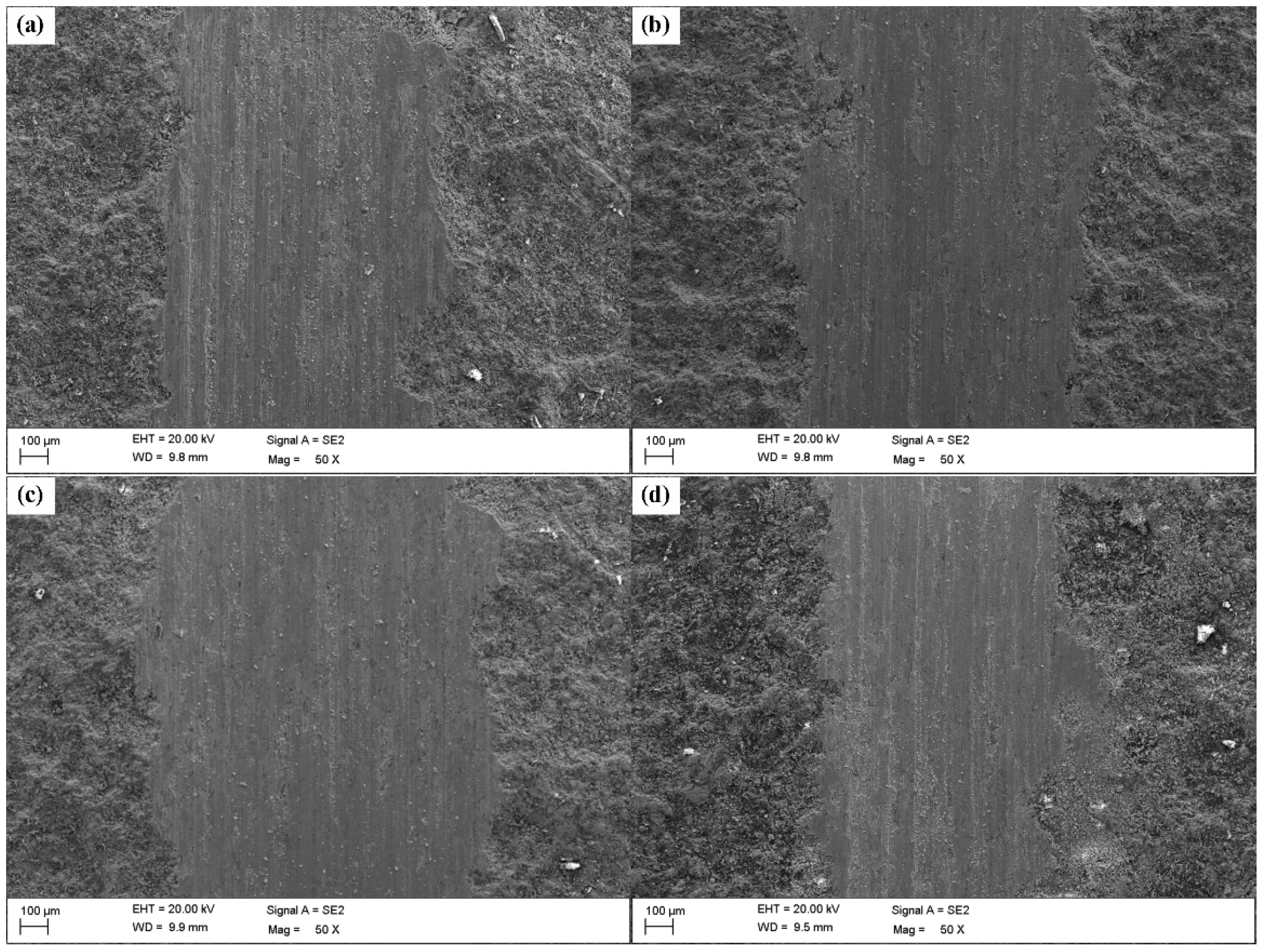
3.4. Friction and Wear Properties of the Composite Coatings
4. Conclusions
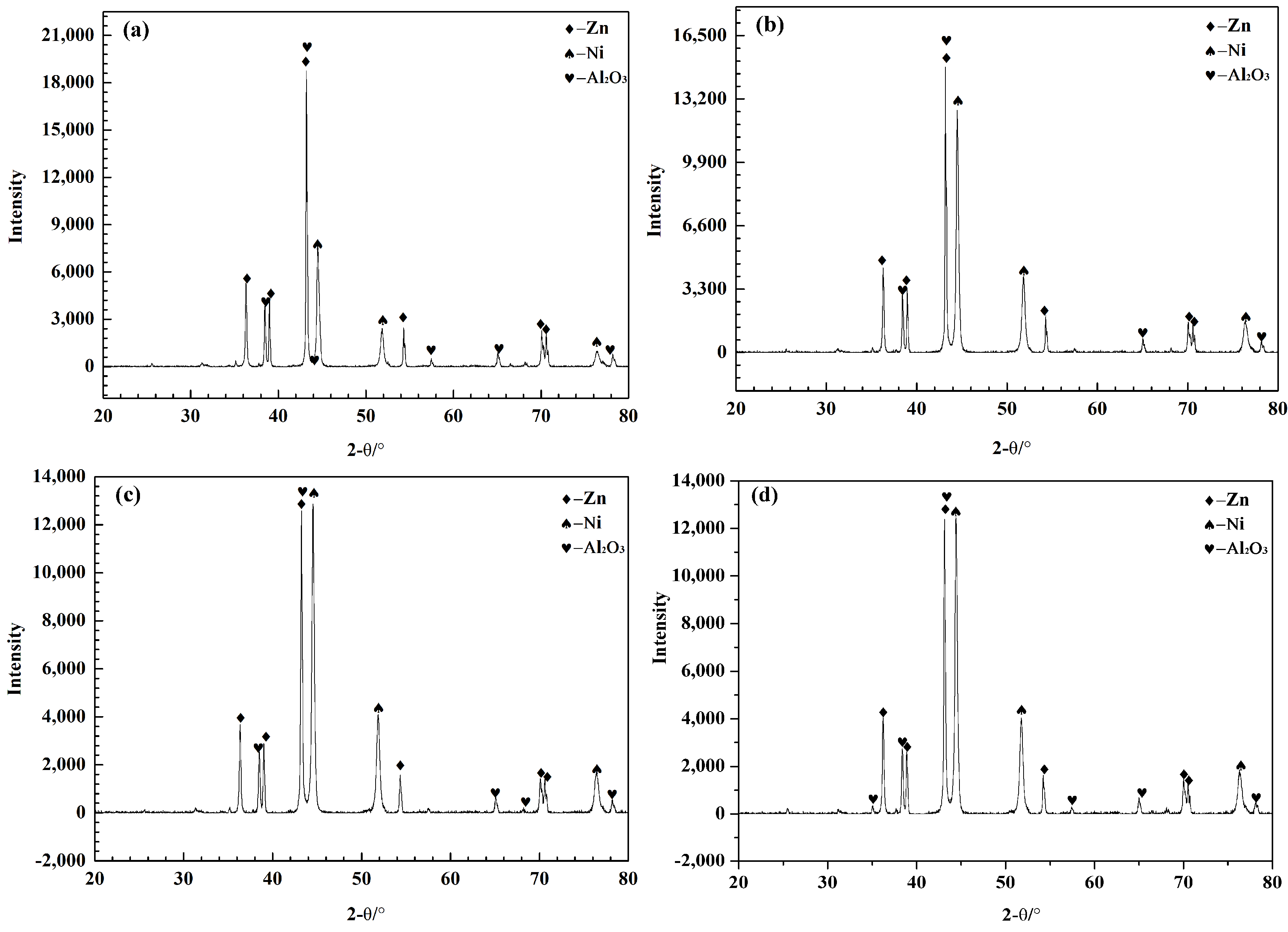
- According to the XRD, the composite coatings are primarily composed of metallic-phase Zn and Ni and ceramic-phase Al2O3. The cross-sectional morphology revealed thick, dense coatings with a wave-like stacking structure. The Al2O3 content of the composite coatings gradually decreases with increasing of Ni content.
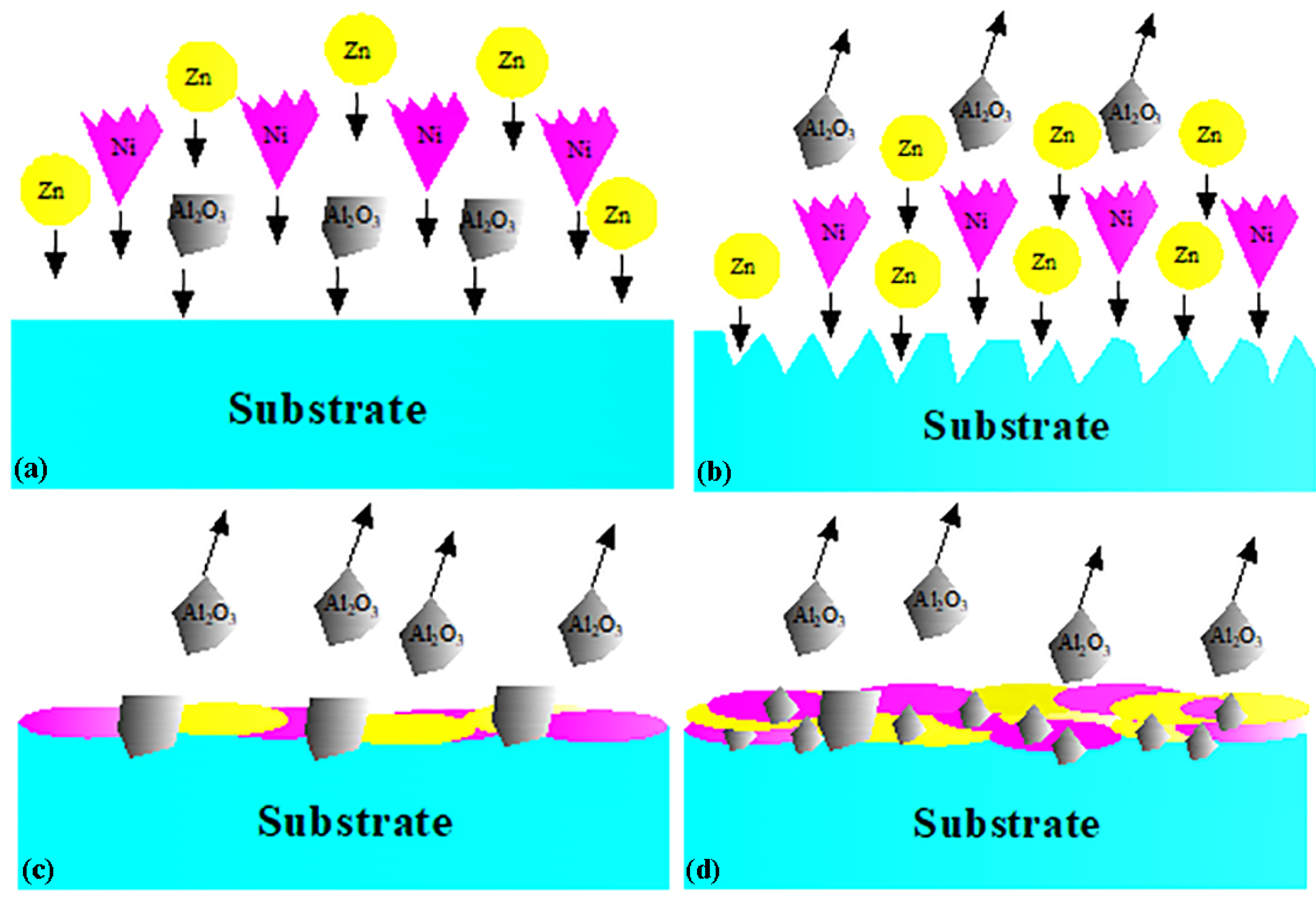
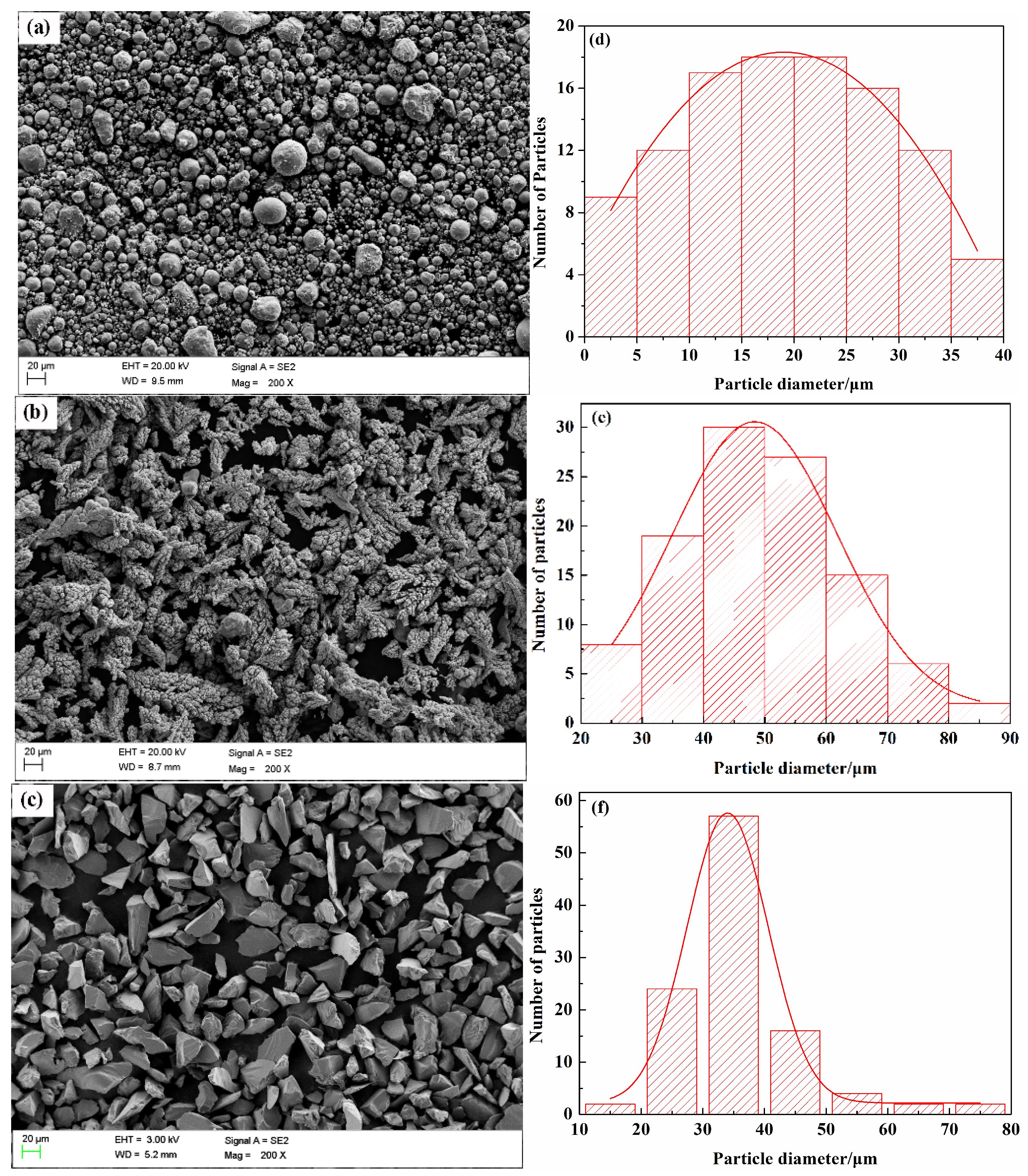
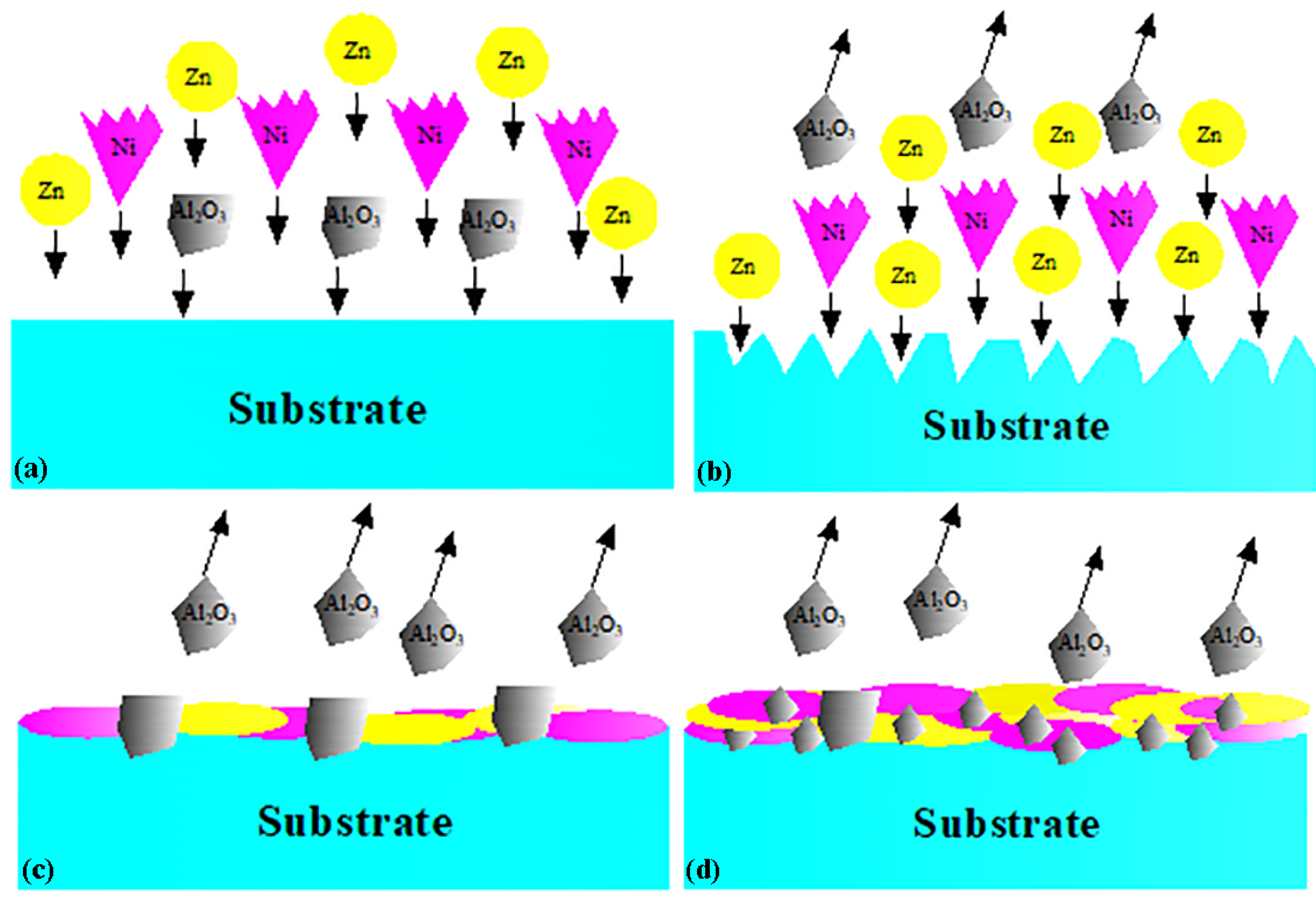
- The deposition process of Zn, Ni and Al2O3 particles by the LPCS method was examined, and mechanical interlocking was found to be the deposition mechanism. When the Zn:Ni mass ratio of mixed powders was less than or equal to 1:4, the Ni mixed with Zn powders can be easily deposited.
- The bond strength and the microhardness of the coatings do not change significantly when the Ni content varies. The bond strength of the composite coatings is higher than 20 MPa and the cohesion of the coating is higher than that of the coating/matrix. The average microhardness of the coatings is above 120 HV0.3, which is 2.5 times that of the pure Zn coating.
- The average COF values of the composite coatings with 10, 15, 20 and 25 wt % Ni reach approximately 0.5178, 0.5192, 0.5291, and 0.5088, respectively. The wear resistance of the Zn-Ni-Al2O3 composite coatings is far superior to that of pure Zn coatings, especially for the (90 wt % Zn–10 wt % Ni)-30 vol % Al2O3 coating, which is primarily due to the presence of Al2O3 and Ni. SEM micrographs of the worn surfaces reveal that the wear mechanism of Zn-Ni-Al2O3 composite coatings is abrasive and adhesive wear.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Baldwin, K.R.; Robinson, M.J.; Smith, C.J.E. Galvanic corrosion behaviour of electrodeposited zinc and Zn-Ni coatings coupled with aluminium alloys. Br. Corros. J. 1994, 29, 293–298. [Google Scholar] [CrossRef]
- Sriraman, K.R.; Brahim, S.; Szpunar, J.A.; Osborne, J.H.; Yue, S. Characterization of corrosion resistance of electrodeposited Zn–Ni Zn and Cd coatings. Electrochim. Acta 2013, 105, 314–323. [Google Scholar] [CrossRef]
- Ozga, P.; Bielanska, E. Determination of the corrosion rate of Zn and Zn–Ni layers by the EDS technique. Mater. Chem. Phys. 2003, 81, 562–565. [Google Scholar] [CrossRef]
- EI-Lateef, H.M.; EI-Sayed, A.R.; Smohran, H.; Department, C. Role of Ni content in improvement of corrosion resistance of Zn–Ni alloy in 3.5% NaCl solution. Part I: Polarization and impedance studies. Trans. Nonferrous Met. Soc. China 2015, 25, 2807–2816. [Google Scholar] [CrossRef]
- Tozar, A.; Karahan, I.H. Structural and corrosion protection properties of electrochemically deposited nano-sized Zn–Ni alloy coatings. Appl. Surf. Sci. 2014, 318, 15–23. [Google Scholar] [CrossRef]
- Ramanauskas, R.; Juškėnas, R.; Kaliničenko, A.; Garfias-Mesias, L.F. Microstructure and corrosion resistance of electrodeposited zinc alloy coatings. J. Solid State Electrochem. 2004, 8, 416–421. [Google Scholar] [CrossRef]
- Katamipour, A.; Farzam, M.; Danaee, I. Effects of sonication on anticorrosive and mechanical properties of electrodeposited Ni–Zn–TiO2 nanocomposite coatings. Surf. Coat. Technol. 2014, 254, 358–363. [Google Scholar] [CrossRef]
- Ghaziof, S.; Kilmartin, P.A.; Gao, W. Electrochemical studies of sol-enhanced Zn–Ni–Al2O3 composite and Zn–Ni alloy coatings. J. Electroanal. Chem. 2015, 755, 63–70. [Google Scholar] [CrossRef]
- Wang, W.; Hou, F.Y.; Wang, H.; Guo, H.T. Fabrication and characterization of Ni–ZrO2 composite nano-coatings by pulse electrodeposition. Scr. Mater. 2005, 53, 613–618. [Google Scholar] [CrossRef]
- Gnanamuthu, R.; Mohan, S.; Saravanan, G.; Chang, W.L. Comparative study on structure, corrosion and hardness of Zn–Ni alloy deposition on AISI 347 steel aircraft material. J. Alloys Compd. 2012, 513, 449–454. [Google Scholar] [CrossRef]
- Gavrila, M.; Millet, J.P.; Mazille, H.; Marchandise, D.; Cuntz, J.M. Corrosion behaviour of zinc–nickel coatings, electrodeposited on steel. Surf. Coat. Technol. 2000, 123, 164–172. [Google Scholar] [CrossRef]
- Conde, A.; Arenas, M.A.; Damborenea, J.J.D. Electrodeposition of Zn–Ni coatings as Cd replacement for corrosion protection of high strength steel. Corros. Sci. 2011, 53, 1489–1497. [Google Scholar] [CrossRef]
- Hammami, O.; Dhouibi, L.; Triki, E. Influence of Zn–Ni alloy electrodeposition techniques on the coating corrosion behaviour in chloride solution. Surf. Coat. Technol. 2009, 203, 2863–2870. [Google Scholar] [CrossRef]
- Qiao, X.; Li, H.; Zhao, W.; Li, D. Effects of deposition temperature on electrodeposition of zinc–nickel alloy coatings. Electrochim. Acta 2013, 89, 771–777. [Google Scholar] [CrossRef]
- Hajjami, A.E.; Gigandet, M.P.; Petris-Wery, M.D.; Catonne, J.C.; Duprat, J.J.; Thiery, L.; Raulin, F.; Pommier, N.; Starck, B.; Remy, P. Characterization of thin Zn–Ni alloy coatings electrodeposited on low carbon steel. Appl. Surf. Sci. 2007, 254, 480–489. [Google Scholar] [CrossRef]
- Fratesi, R.; Ruffini, N.; Malavolta, M.; Bellezze, T. Contemporary use of Ni and Bi in hot-dip galvanizing. Surf. Coat. Technol. 2002, 157, 34–39. [Google Scholar] [CrossRef]
- Pistofidis, N.; Vourlias, G.; Konidaris, S.; Pavlidou, E.; Stergioudis, G. The combined effect of nickel and bismuth on the structure of hot-dip zinc coatings. Mater. Lett. 2007, 61, 2007–2010. [Google Scholar] [CrossRef]
- Arsenault, B.; Champagne, B.; Lambert, P.; Dallaire, S. Zinc-nickel coatings for improved adherence and corrosion resistance. Surf. Coat. Technol. 1989, 37, 369–378. [Google Scholar] [CrossRef]
- Quan, H.H.; Liu, Z.H.; Wang, Y. Zn-Ni Alloy used as thermal Spraying Coating Material for Corrosion Protection. J. Mater. Prot. 2000, 33, 47–49. [Google Scholar]
- Wang, Y.; Huang, G.; Cheng, X.; Li, X.; Xing, L.; Guo, J.; Ma, Y. Research of corrosion behavior of thermal spraying Zn-Ni composite coating in seawater. J. Chin. Soc. Corros. Prot. 2013, 33, 29–35. [Google Scholar]
- Zhang, Q.; Ye, F.; Xiao, W.; Min, J.; Meng, L.J.; Ye, W.P.; Cheng, X.D. Study of Mechanical Alloying of Zn-Ni Supersaturated Solid Solution. Rare Met. Mater. Eng. 2010, 39, 186–189. [Google Scholar]
- Murthy, J.K.N.; Rao, D.S.; Venkataraman, B. Effect of grinding on the erosion behaviour of a WC–Co–Cr coating deposited by HVOF and detonation gun spray processes. Wear 2001, 249, 592–600. [Google Scholar] [CrossRef]
- Matejicek, J.; Sampath, S. Intrinsic residual stresses in single splats produced by thermal spray processes. Acta Mater. 2001, 49, 1993–1999. [Google Scholar] [CrossRef]
- Koivuluoto, H.; Näkki, J.; Vuoristo, P. Corrosion properties of cold-sprayed tantalum coatings. J. Therm. Spray Technol. 2008, 18, 75–82. [Google Scholar] [CrossRef]
- Li, C.J.; Li, W.Y.; Wang, Y.Y.; Yang, G.J.; Fukanuma, H. A theoretical model for prediction of deposition efficiency in cold spraying. Thin Solid Films 2005, 489, 79–85. [Google Scholar] [CrossRef]
- Sova, A.; Okunkova, A.; Grigoriev, S.; Smurov, I. Velocity of the Particles Accelerated by a Cold Spray Micronozzle: Experimental Measurements and Numerical Simulation. J. Therm. Spray Technol. 2012, 22, 75–80. [Google Scholar] [CrossRef]
- Lima, R.S.; Karthikeyan, J.; Kay, C.M.; Lindemann, J.; Berndt, C.C. Microstructural characteristics of cold-sprayed nanostructured WC–Co coatings. Thin Solid Films 2002, 416, 129–135. [Google Scholar] [CrossRef]
- Jodoin, B.; Richer, P.; Bérubé, G.; Ajdelsztajn, L.; Erdi-Betchi, A.; Yandouzi, M. Pulsed-Gas Dynamic Spraying: Process analysis, development and selected coating examples. Surf. Coat. Technol. 2007, 201, 7544–7551. [Google Scholar] [CrossRef]
- Mo, K.; Jodoin, B.; Rankin, G. Shock-Wave-Induced Spraying: Modeling and Physics of a New Spray Process. J. Therm. Spray Technol. 2011, 20, 866–881. [Google Scholar]
- Assadi, H.; Kreye, H.; Gärtner, F.; Klassen, T. Cold spraying—A materials perspective. Acta Mater. 2016, 116, 382–407. [Google Scholar] [CrossRef]
- Goupil, G.; Jucken, S.; Poirier, D.; Legoux, J.G.; Irissou, E.; Davis, B.; Guay, D.; Roue, L. Cold sprayed Cu–Ni–Fe anode for Al production. Corros. Sci. 2015, 90, 259–265. [Google Scholar] [CrossRef]
- Silva, F.S.D.; Bedoya, J.; Dosta, S.; Cinca, N.; Cano, I.G.; Guilemany, J.M.; Benedetti, A.V. Corrosion characteristics of cold gas spray coatings of reinforced aluminum deposited onto carbon steel. Corros. Sci. 2017, 114, 57–71. [Google Scholar] [CrossRef]
- Lioma, D.; Sacks, N.; Botef, I. Cold gas dynamic spraying of WC–Ni cemented carbide coatings. Int. J. Refract. Met. Hard Mater. 2014, 49, 365–373. [Google Scholar] [CrossRef]
- Lee, H.Y.; Jung, S.H.; Lee, S.Y.; You, Y.H.; Ko, K.H. Correlation between Al2O3 particles and interface of Al–Al2O3 coatings by cold spray. Appl. Surf. Sci. 2005, 252, 1891–1898. [Google Scholar] [CrossRef]
- Grigoriev, S.; Okunkova, A.; Sova, A.; Bertrand, P.; Smurov, I. Cold spraying: From process fundamentals towards advanced applications. Surf. Coat. Technol. 2014, 268, 77–84. [Google Scholar] [CrossRef]
- Shockley, J.M.; Strauss, H.W.; Chromik, R.R.; Brodusch, N.; Gauvin, R.; Irissou, E.; Legoux, J.G. In situ tribometry of cold-sprayed Al-Al2O3, composite coatings. Surf. Coat. Technol. 2013, 215, 350–356. [Google Scholar] [CrossRef]
- Irissou, E.; Legoux, J.G.; Arsenault, B.; Moreau, C. Investigation of Al-Al2O3 Cold Spray Coating Formation and Properties. J. Therm. Spray Technol. 2007, 16, 661–668. [Google Scholar] [CrossRef]
- Ramani, T.; Prasanth, K.L.; Sreedhar, B. Air stable colloidal copper nanoparticles: Synthesis, characterization and their surface-enhanced Raman scattering properties. Physica E 2016, 77, 65–71. [Google Scholar] [CrossRef]
- Spencer, K.; Fabijanic, D.M.; Zhang, M.X. The influence of Al2O3 reinforcement on the properties of stainless steel cold spray coatings. Surf. Coat. Technol. 2012, 206, 3275–3282. [Google Scholar] [CrossRef]
- Koivuluoto, H.; Vuoristo, P. Effect of ceramic particles on properties of cold-sprayed Ni-20Cr+Al2O3 coatings. J. Therm. Spray Technol. 2009, 18, 555–562. [Google Scholar] [CrossRef]
- Parfenov, E.V.; Yerokhin, A.L.; Matthews, A. Frequency response studies for the plasma electrolytic oxidation process. Surf. Coat. Technol. 2007, 201, 8661–8670. [Google Scholar] [CrossRef]
- Pan, M.Q.; Chi, G.X.; Wei, D.B.; Di, S.C. Influence of processing parameters on coating surface roughness of aluminum alloy. Trans. Nonferrous Met. Soc. China 2009, 19, s392–s397. [Google Scholar] [CrossRef]
- Sevillano, F.; Poza, P.; Múnez, J.; Vezzù, S.; Rech, S.; Trentin, A. Cold-Sprayed Ni-Al2O3 Coatings for Applications in Power Generation Industry. J. Therm. Spray Technol. 2013, 22, 772–782. [Google Scholar] [CrossRef]
- Grujicic, M.; Zhao, C.L.; Derosset, W.S.; Helfritch, D. Adiabatic shear instability based mechanism for particles/substrate bonding in the cold-gas dynamic-spray process. Mater. Des. 2004, 25, 681–688. [Google Scholar] [CrossRef]
- Koivuluoto, H.; Lagerbom, J.; Kylmälahti, M.; Vuoristo, P. Microstructure and Mechanical Properties of Low-Pressure Cold-Sprayed (LPCS) Coatings. J. Therm. Spray Technol. 2008, 17, 721–727. [Google Scholar] [CrossRef]
- Fervel, V.; Normand, B.; Coddet, C. Tribological behavior of plasma sprayed Al2O3-based cermet coatings. Wear 1999, 230, 70–77. [Google Scholar] [CrossRef]
- Sriraman, K.R.; Strauss, H.W.; Brahimi, S.; Chromik, R.R.; Szpunar, J.A.; Osborne, J.H.; Yue, S. Tribological behavior of electrodeposited Zn, Zn–Ni, Cd and Cd–Ti coatings on low carbon steel substrates. Tribol. Int. 2012, 56, 107–120. [Google Scholar] [CrossRef]
- Pantelis, D.I.; Psyllaki, P.; Alexopoulos, N. Tribological behaviour of plasma-sprayed Al2O3 coatings under severe wear conditions. Wear 2000, 237, 197–204. [Google Scholar] [CrossRef]
- Jia, K.; Fischer, T.E. Microstructure, Mechanical Properties and Wear Resistance of WC/Co Nanocomposites. MRS Proc. 1996, 457, 303. [Google Scholar] [CrossRef]
- Archard, J.F. Contact and Rubbing of Flat Surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Holmberg, K.; Matthews, A.; Ronkainen, H. Coatings tribology—Contact mechanisms and surface design. Tribol. Int. 1998, 31, 107–120. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameters | Unit | Value |
|---|---|---|
| Standoff distance | mm | 25 |
| Powder feed rate | g/min | 12 |
| Gas temperature | °C | 400 |
| Traverse speed | mm/s | 20 |
| Samples | Element Distribution (wt %) | |||
|---|---|---|---|---|
| O | Al | Ni | Zn | |
| 10 wt % Ni | 10.09 | 11.72 | 14.01 | 64.18 |
| 15 wt % Ni | 7.92 | 8.33 | 25.24 | 58.51 |
| 20 wt % Ni | 5.33 | 6.14 | 33.88 | 54.65 |
| 25 wt % Ni | 4.80 | 5.32 | 52.59 | 37.20 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bai, Y.; Wang, Z.; Li, X.; Huang, G.; Li, C.; Li, Y. Microstructure and Mechanical Properties of Zn-Ni-Al2O3 Composite Coatings. Materials 2018, 11, 853. https://doi.org/10.3390/ma11050853
Bai Y, Wang Z, Li X, Huang G, Li C, Li Y. Microstructure and Mechanical Properties of Zn-Ni-Al2O3 Composite Coatings. Materials. 2018; 11(5):853. https://doi.org/10.3390/ma11050853
Chicago/Turabian StyleBai, Yang, Zhenhua Wang, Xiangbo Li, Guosheng Huang, Caixia Li, and Yan Li. 2018. "Microstructure and Mechanical Properties of Zn-Ni-Al2O3 Composite Coatings" Materials 11, no. 5: 853. https://doi.org/10.3390/ma11050853
APA StyleBai, Y., Wang, Z., Li, X., Huang, G., Li, C., & Li, Y. (2018). Microstructure and Mechanical Properties of Zn-Ni-Al2O3 Composite Coatings. Materials, 11(5), 853. https://doi.org/10.3390/ma11050853