Research on the Single Grit Scratching Process of Oxygen-Free Copper (OFC)


Abstract
:1. Introduction
2. Scratching Experiments
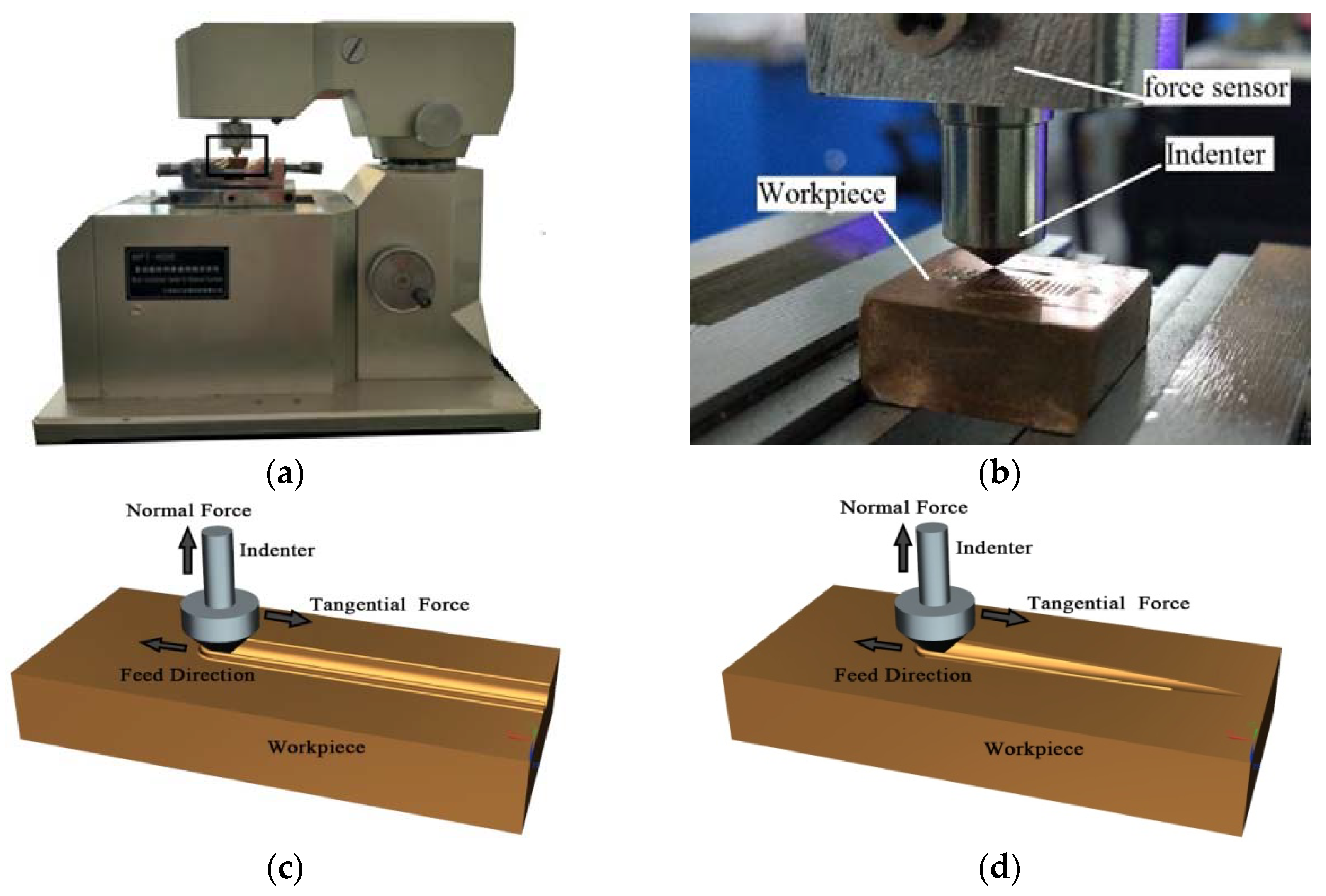
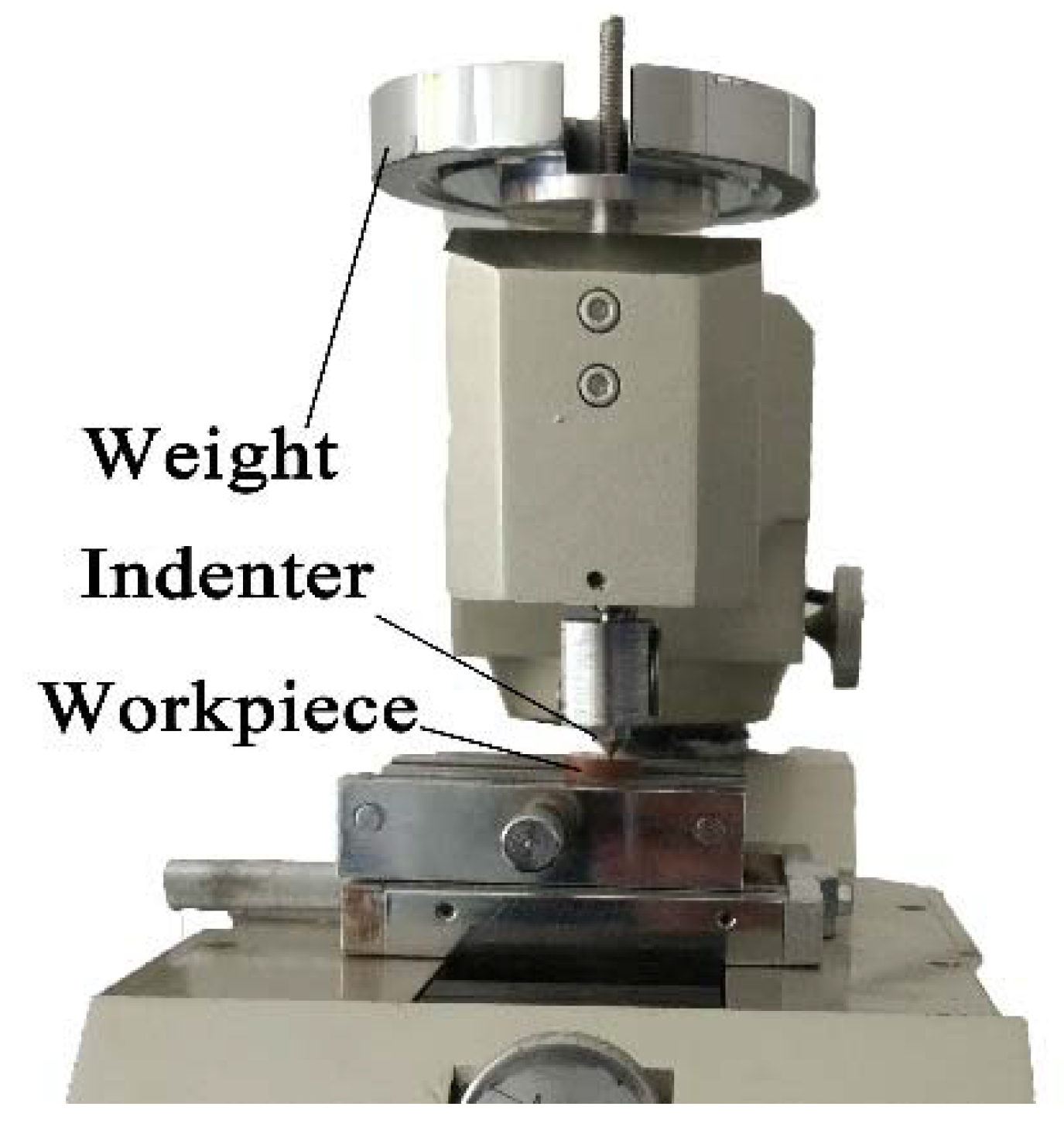
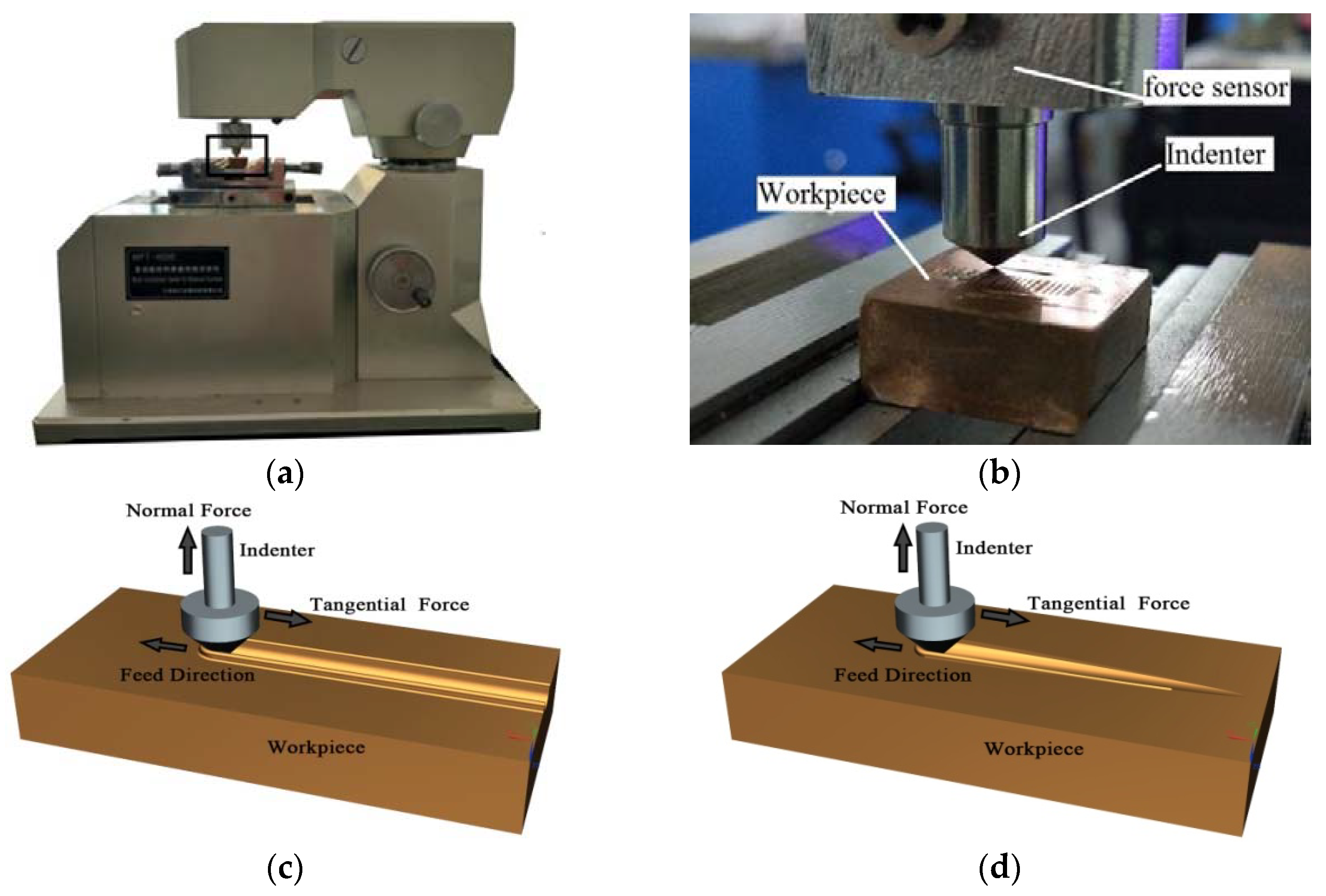
2.1. Experimental Set-Up
2.2. Workpiece and Indenter
2.3. Scratching Parameters
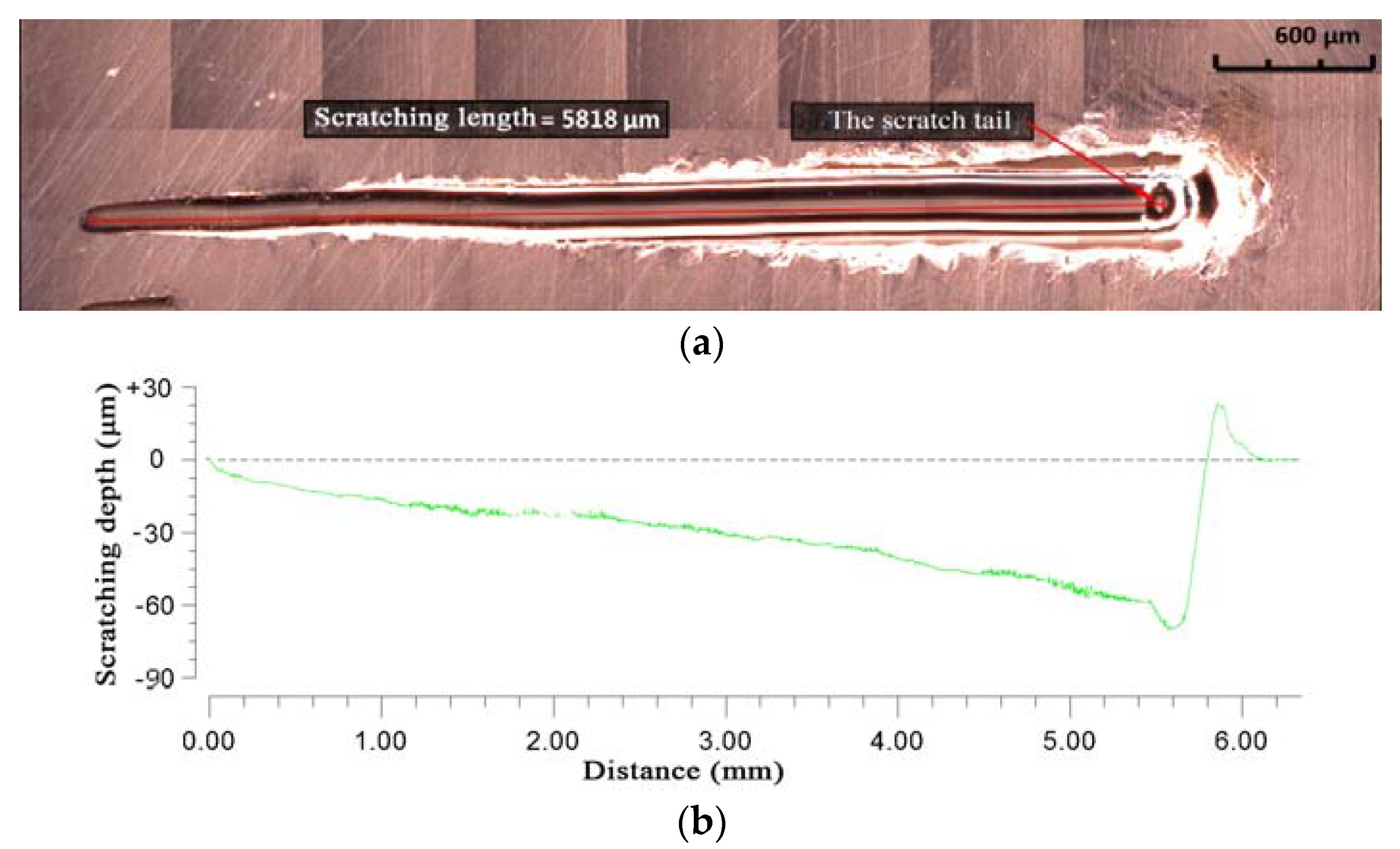
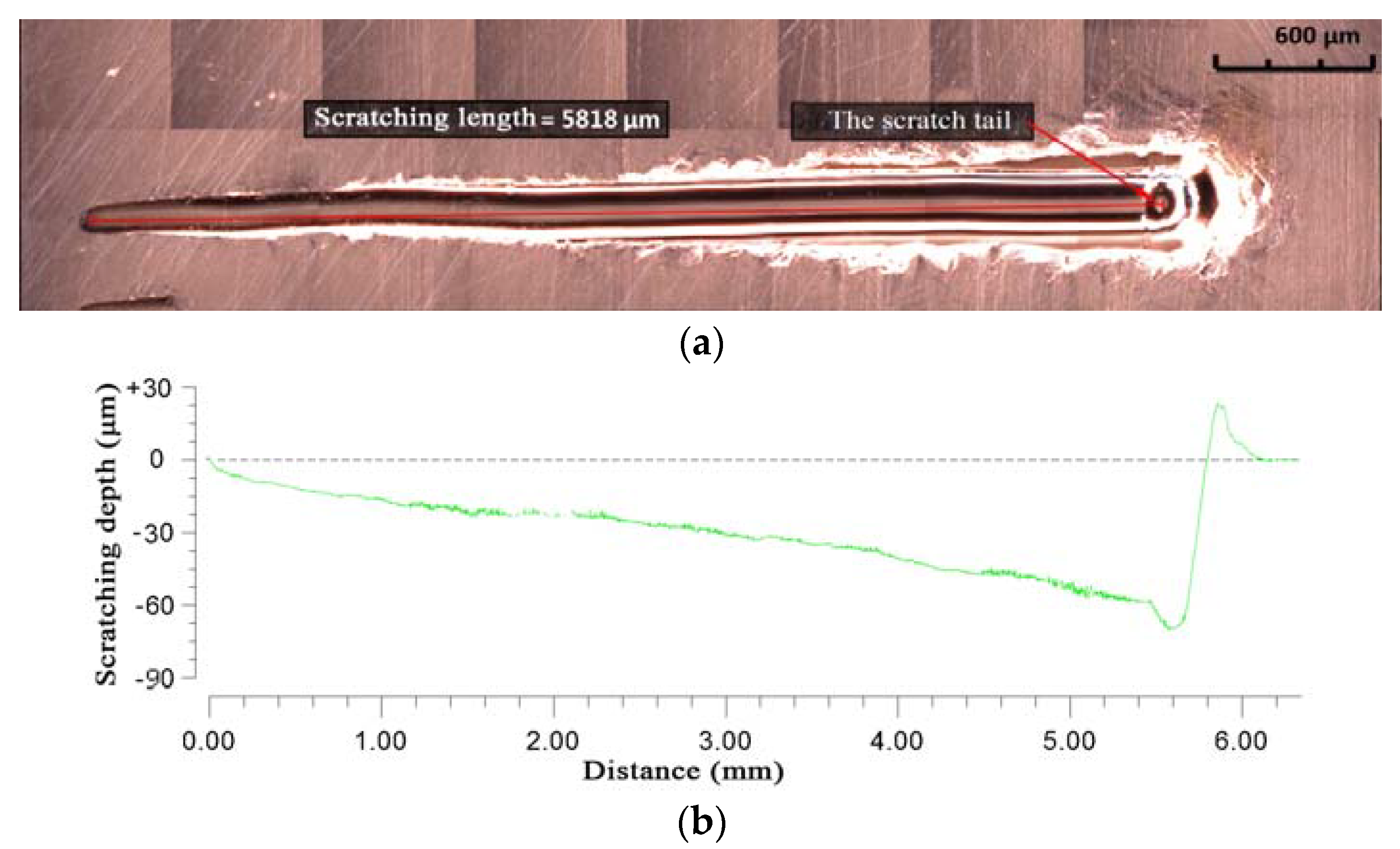
2.4. Measurement of Scratching Topography
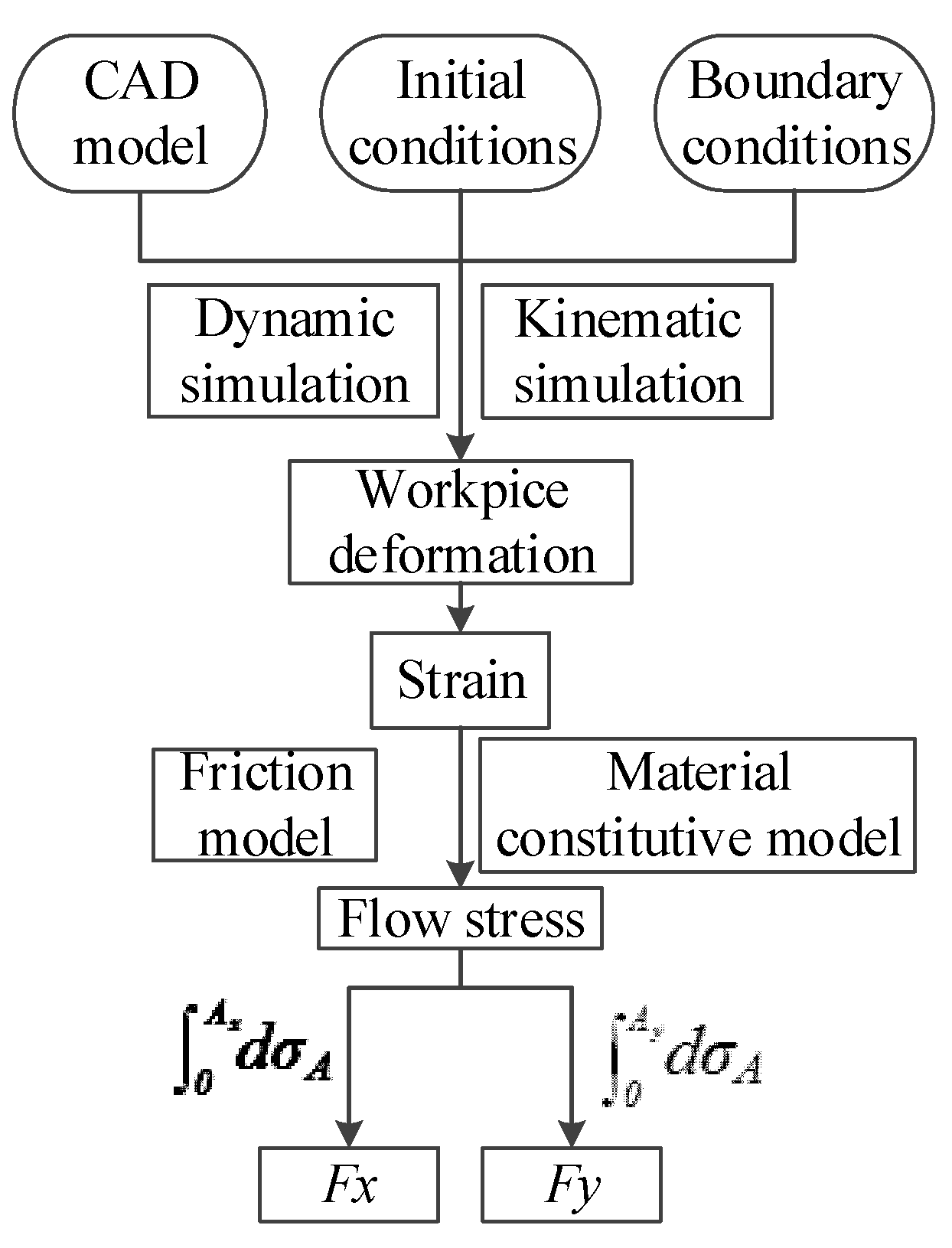
3. Numerical Simulation
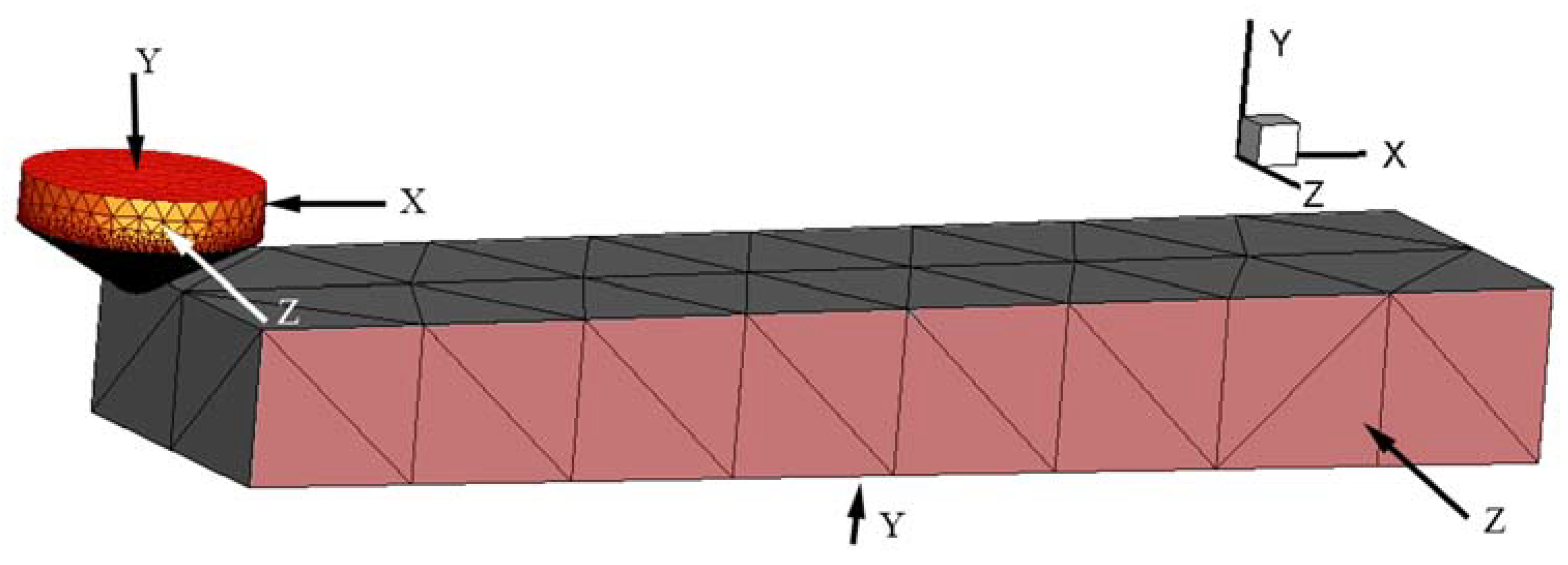
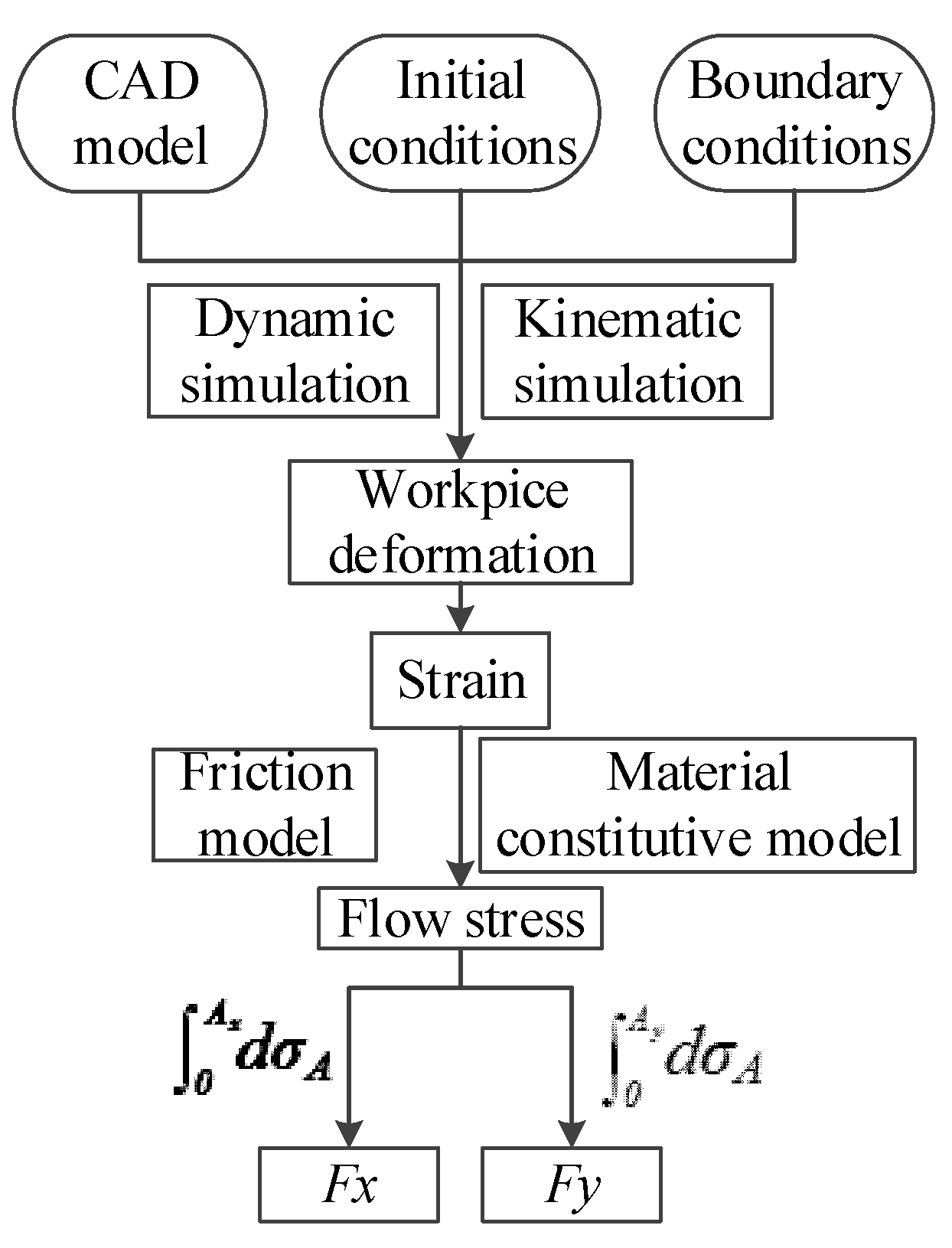
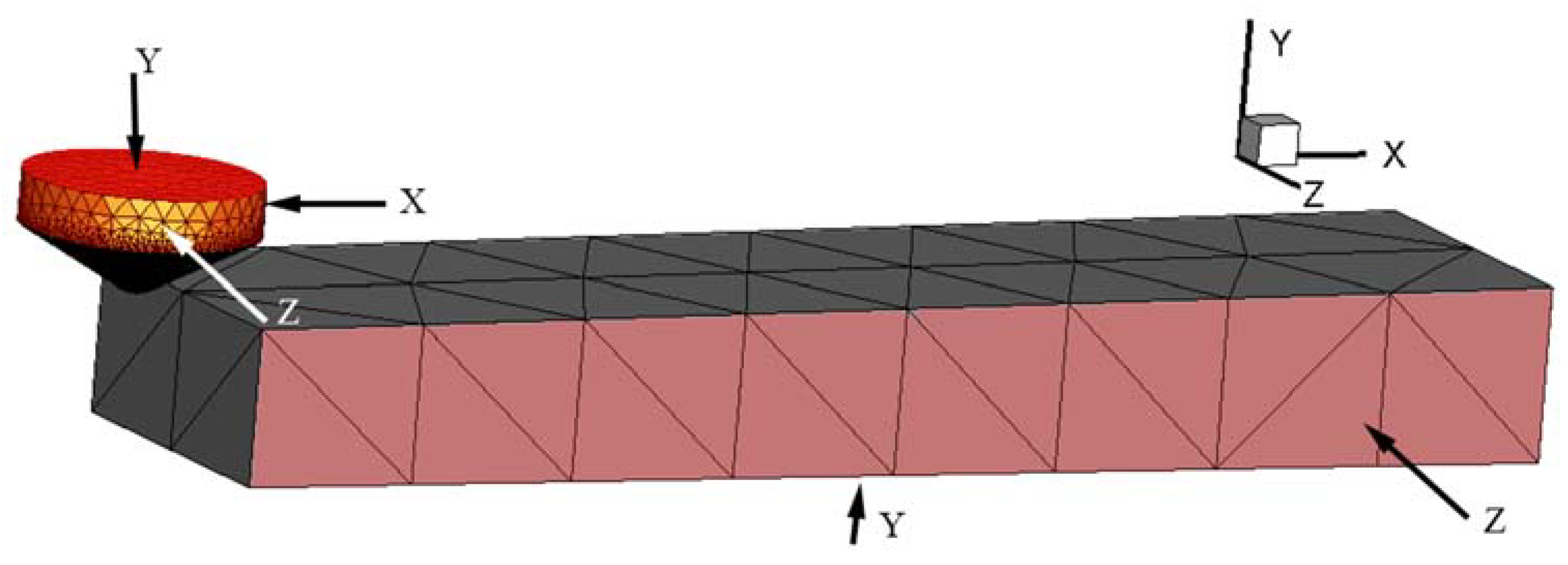
3.1. 3D Simulation Model
3.2. Material Constitutive Model and Fiction Model
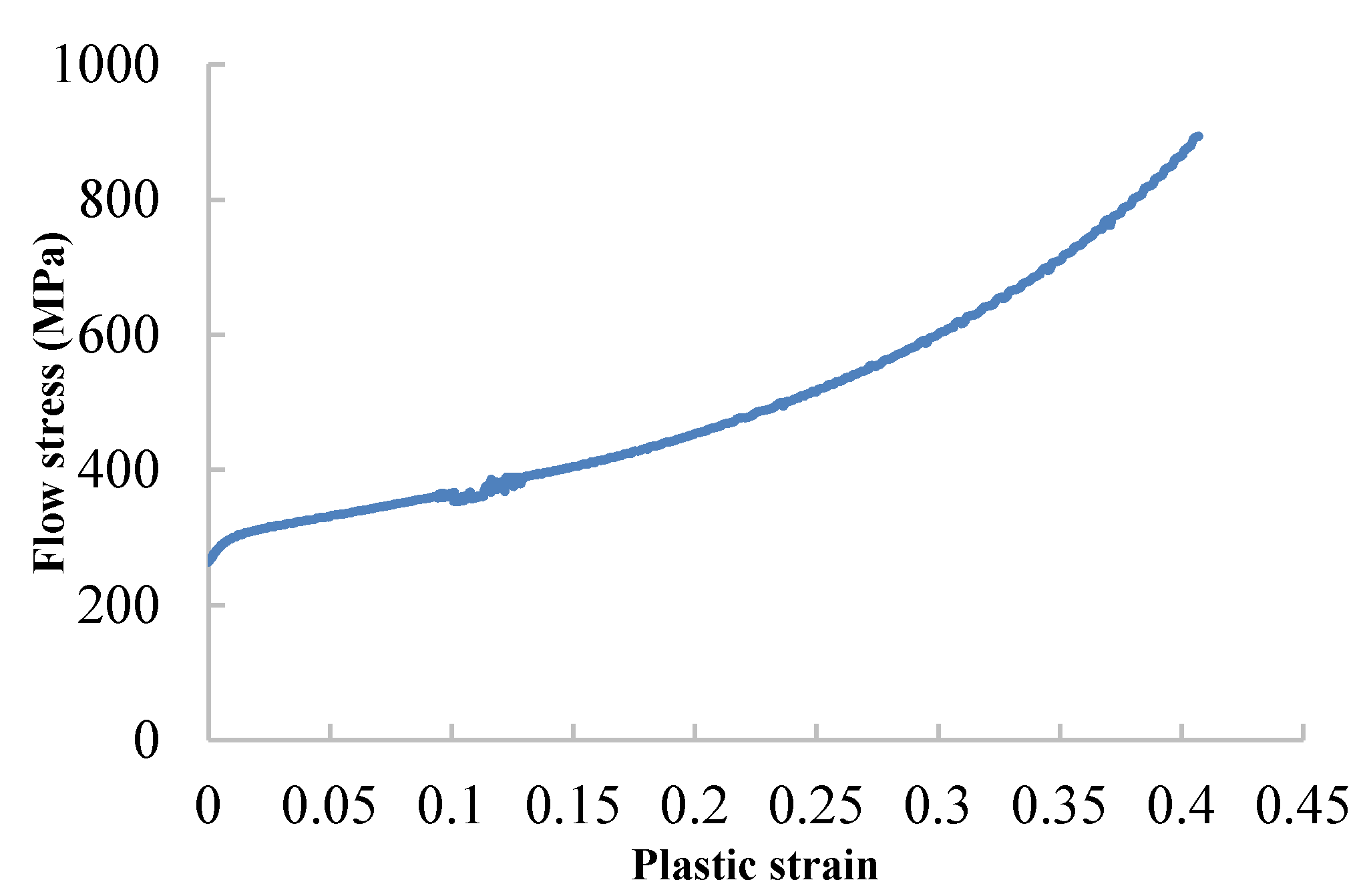
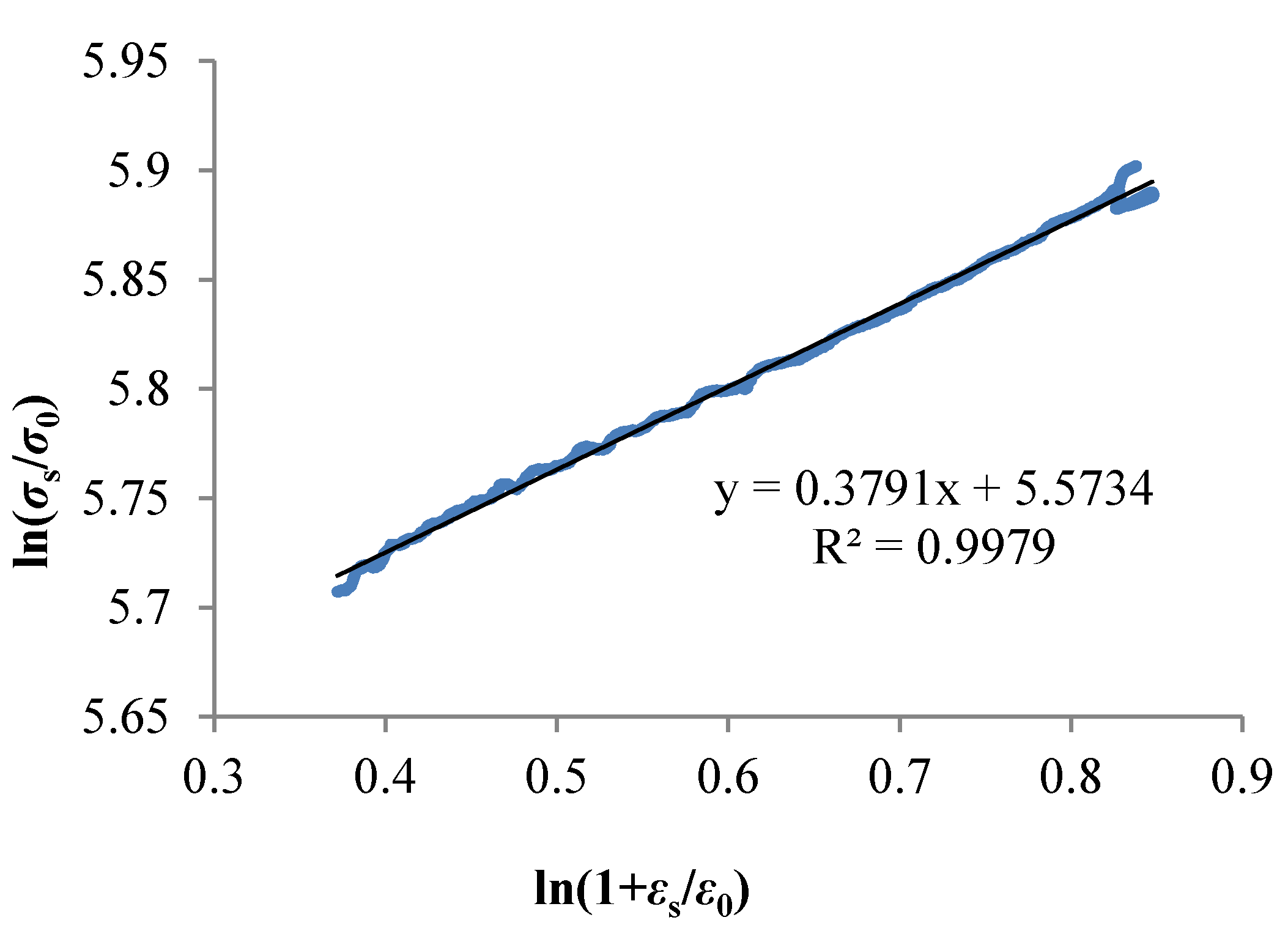
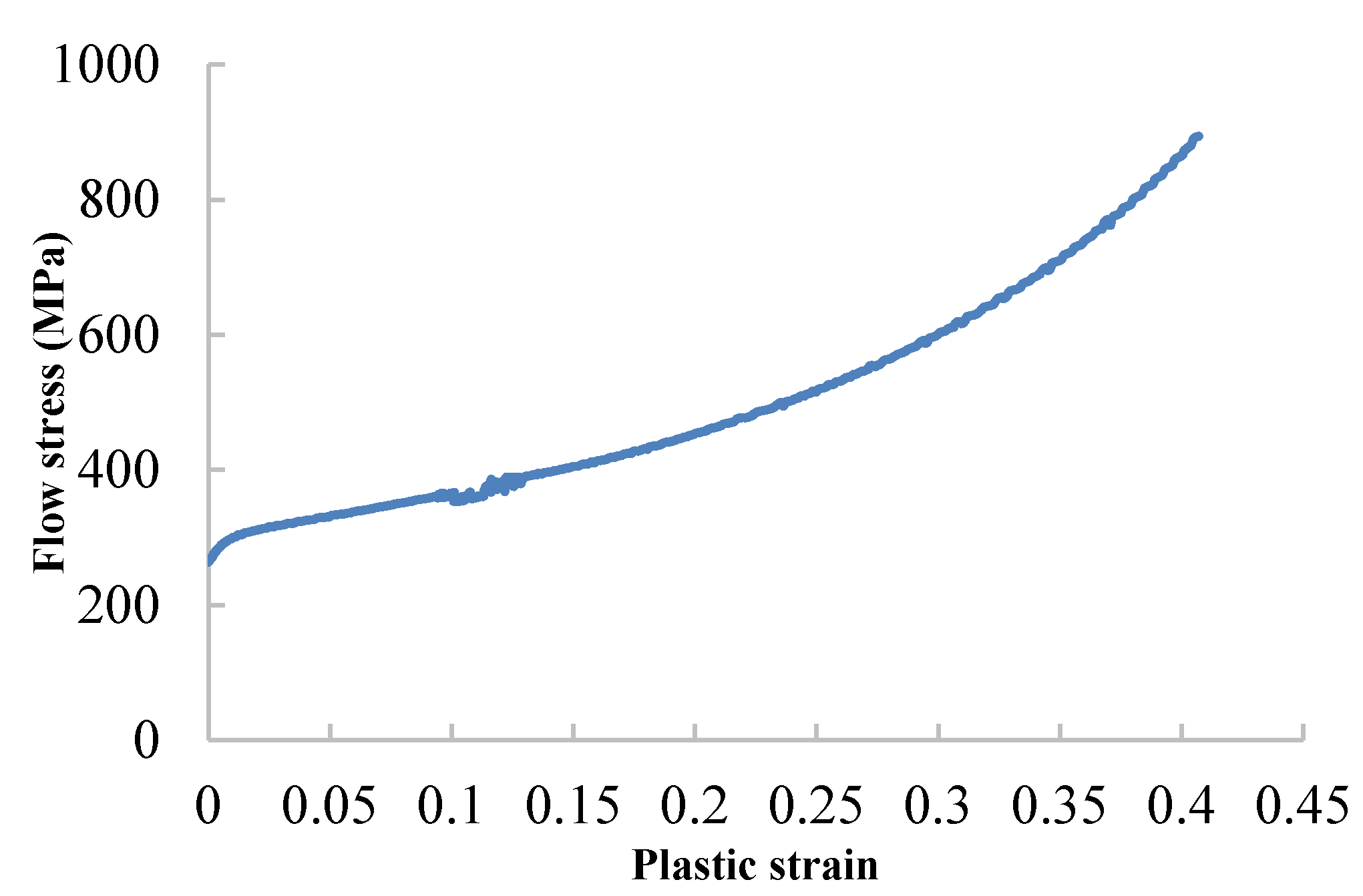
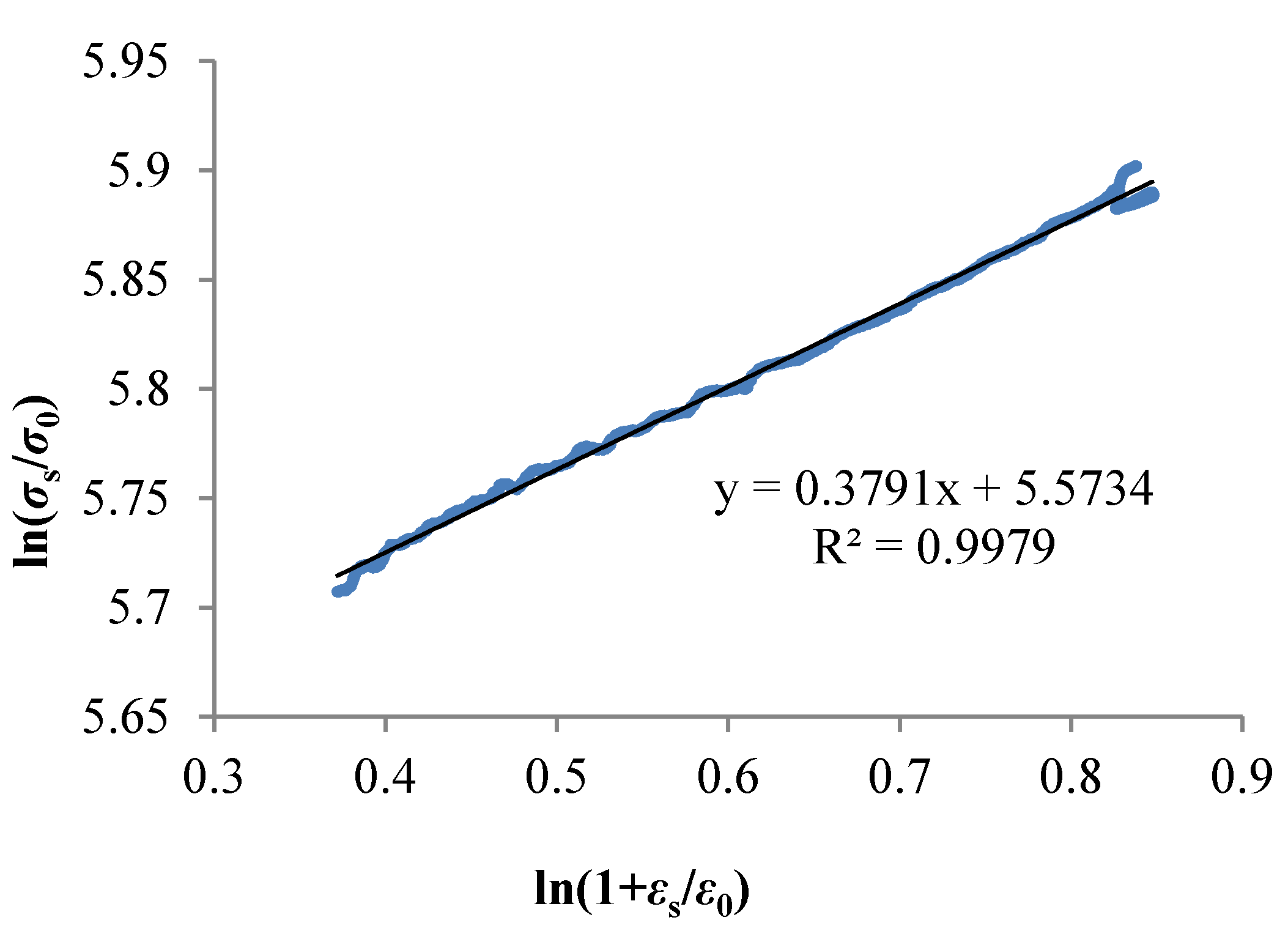
3.2.1. The Material Constitutive Model
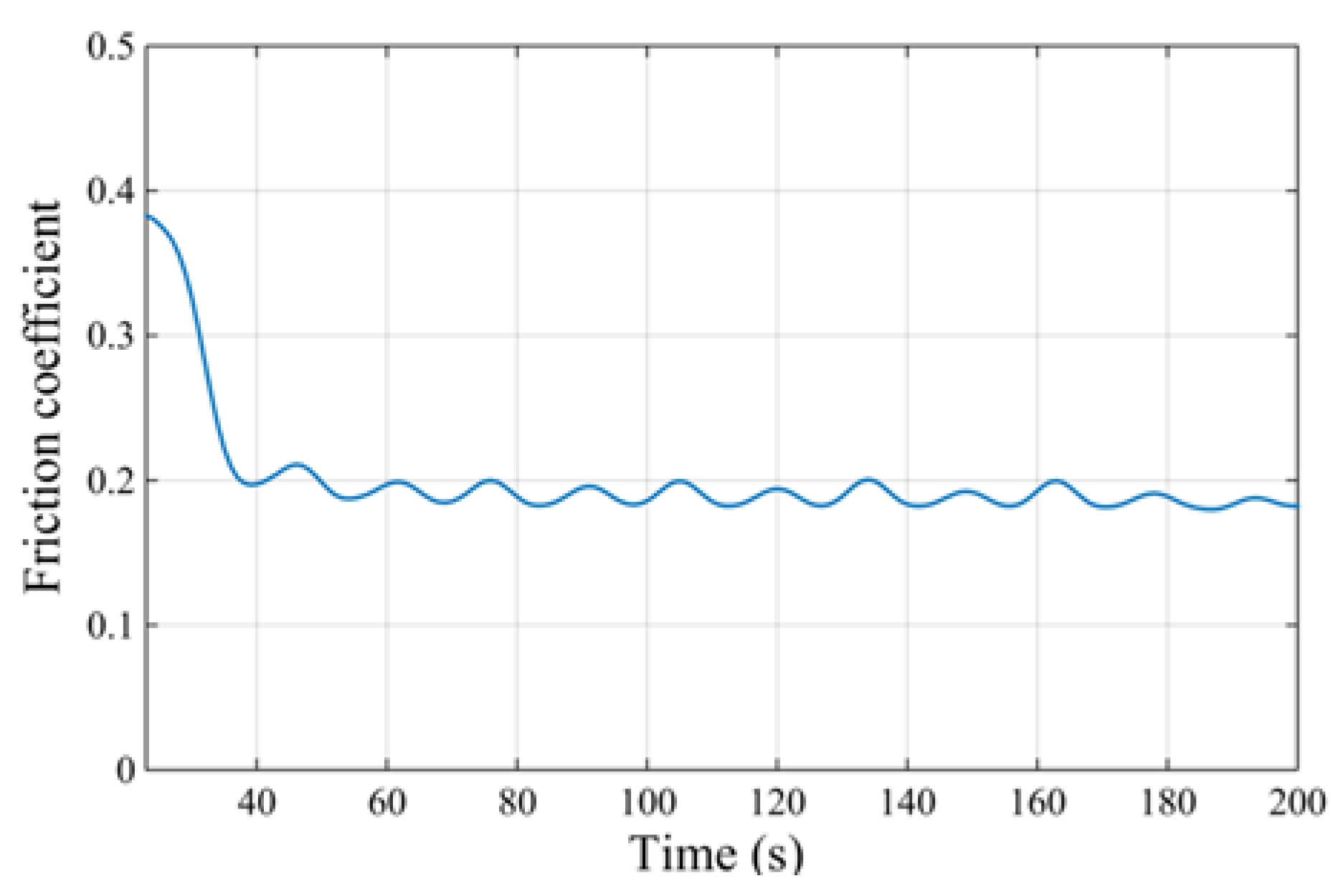
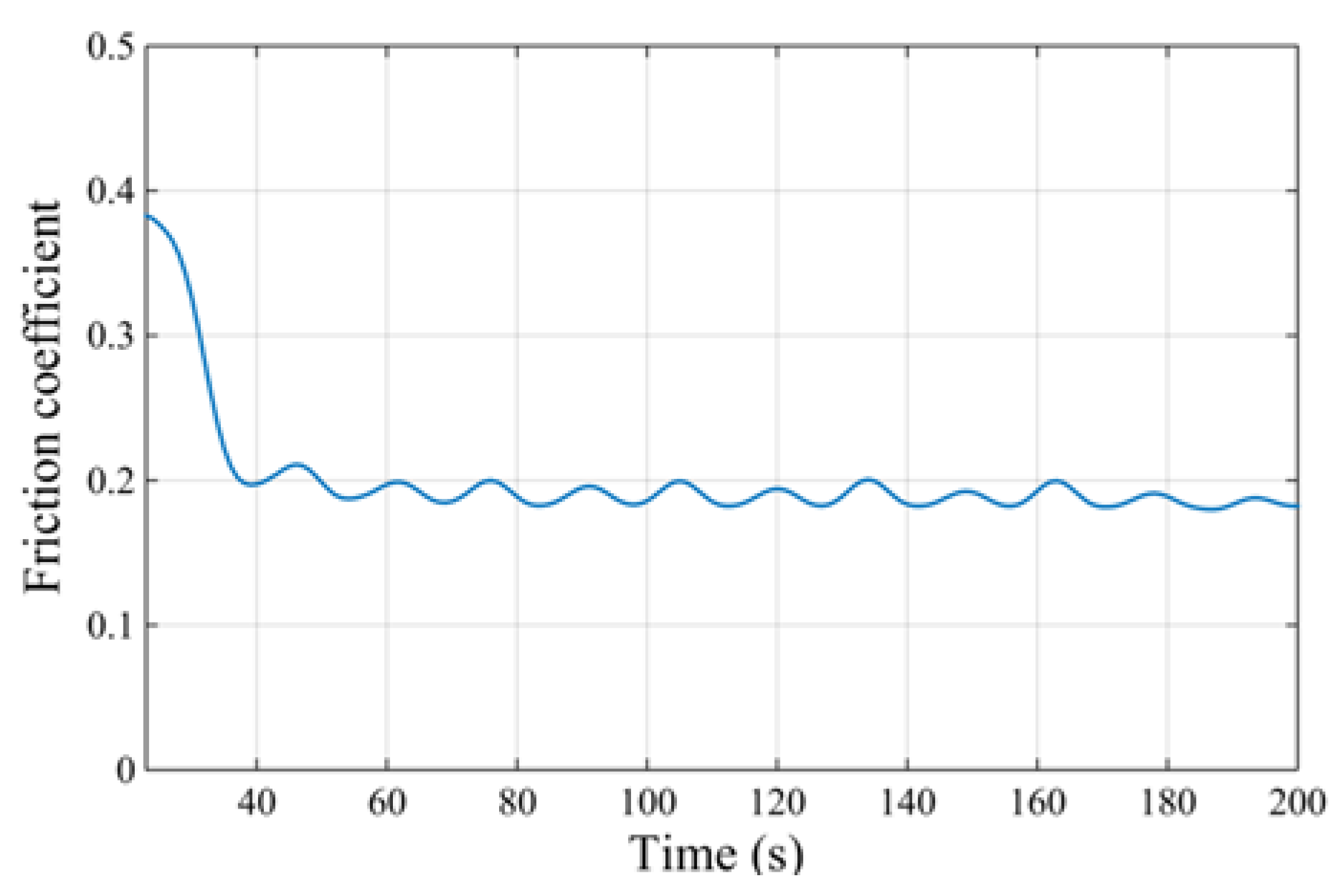
3.2.2. The Friction Model
3.2.3. Other Input Paraments
4. Results and Discussion
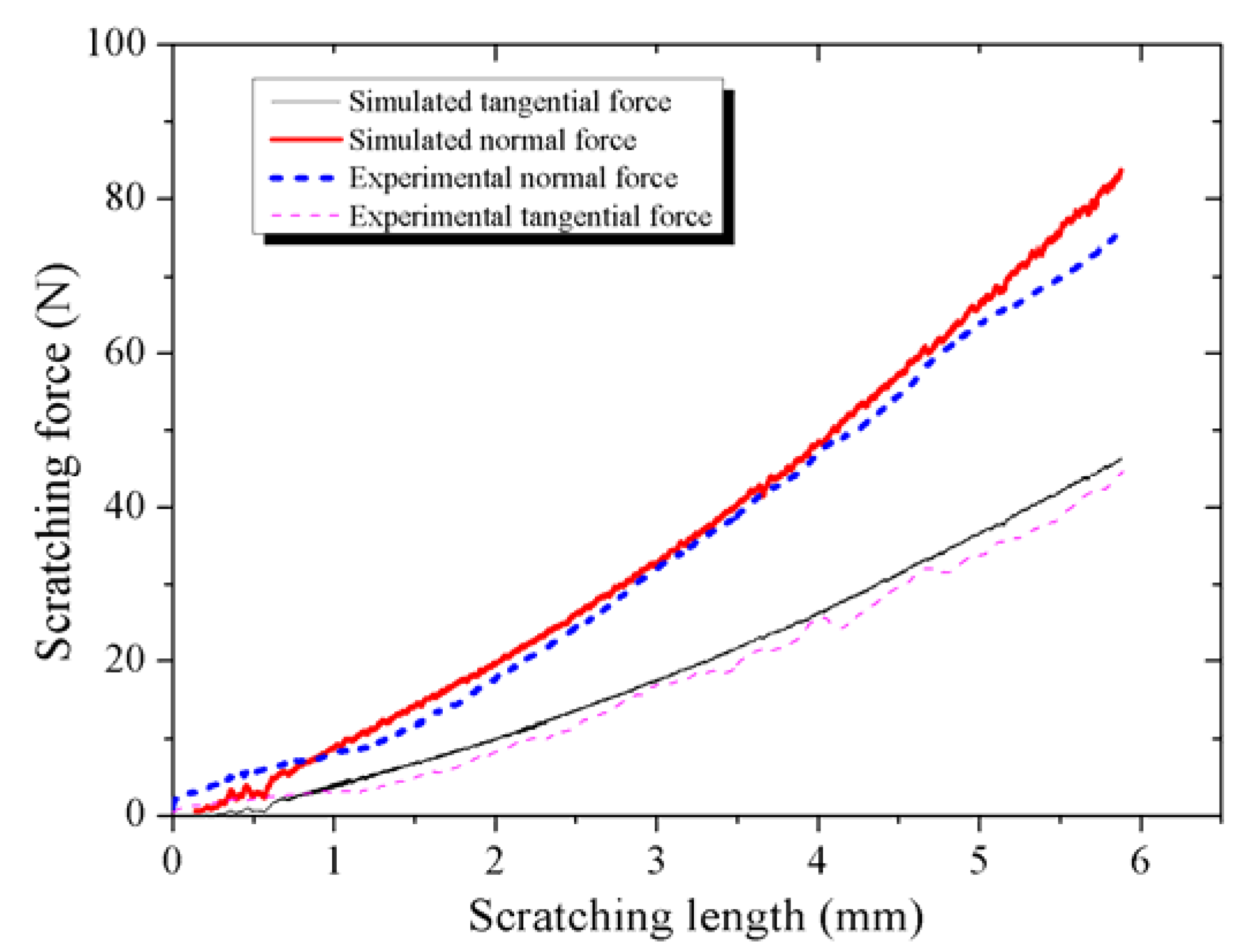
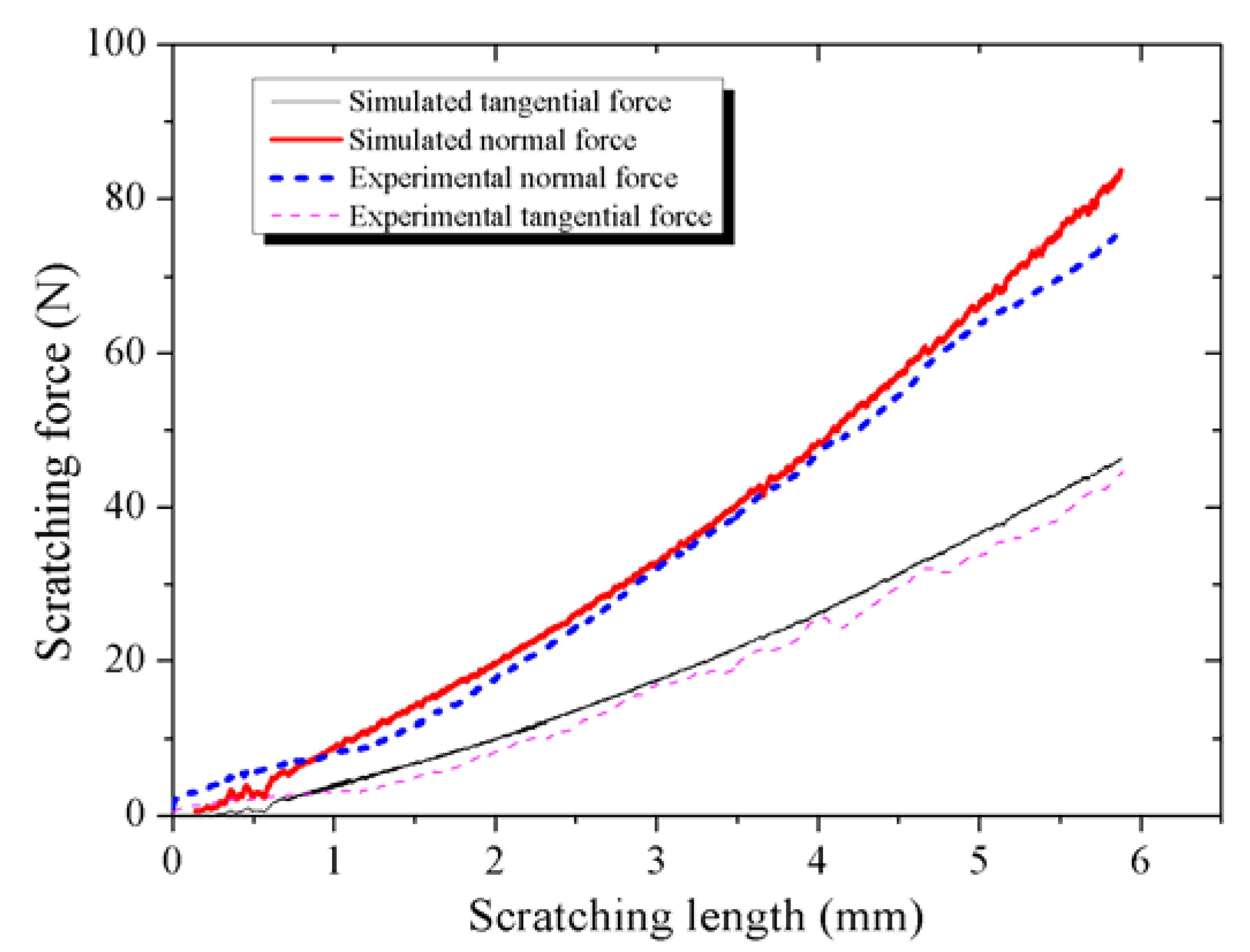
4.1. Scratching Forces and Force Ratio
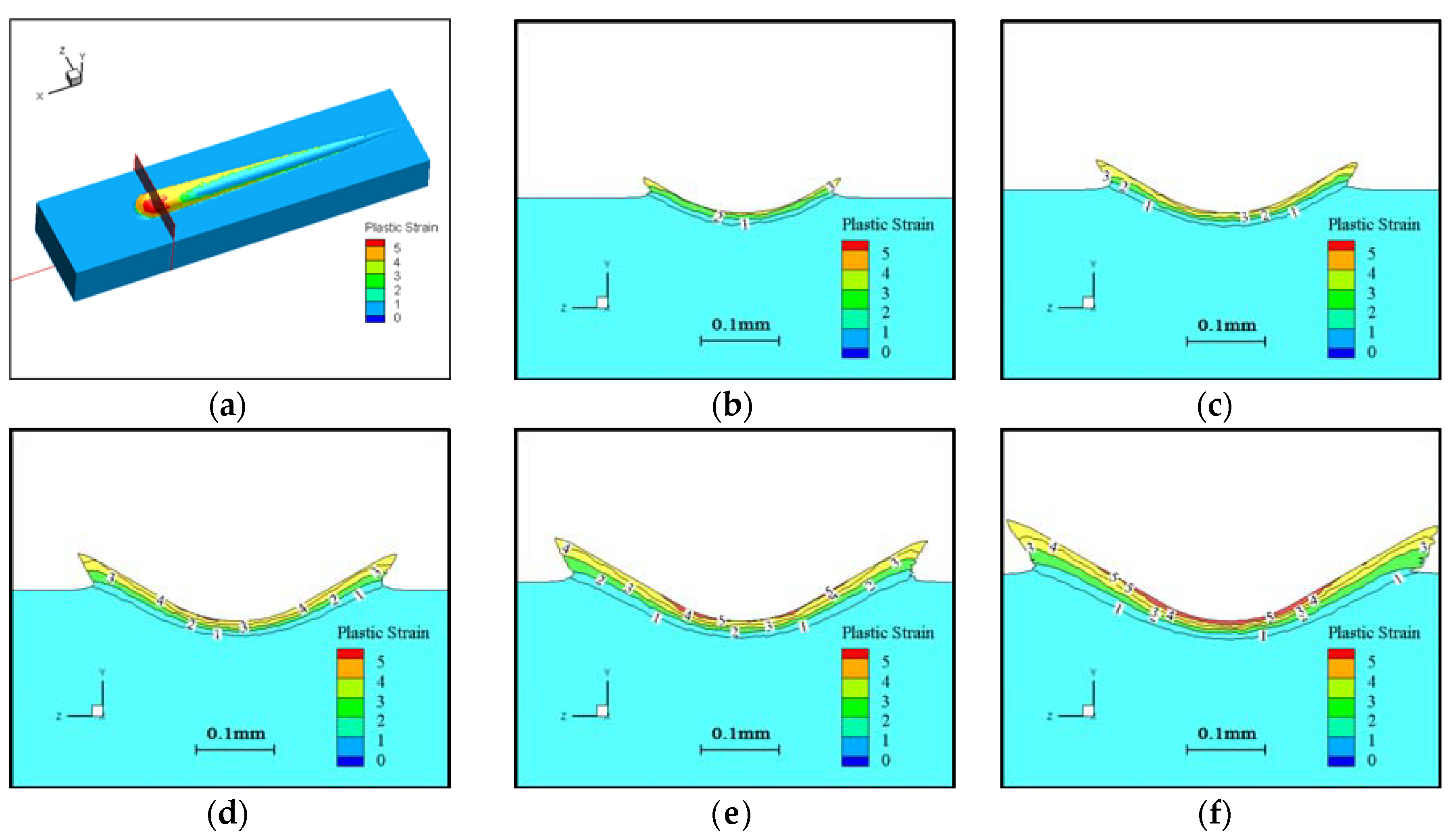
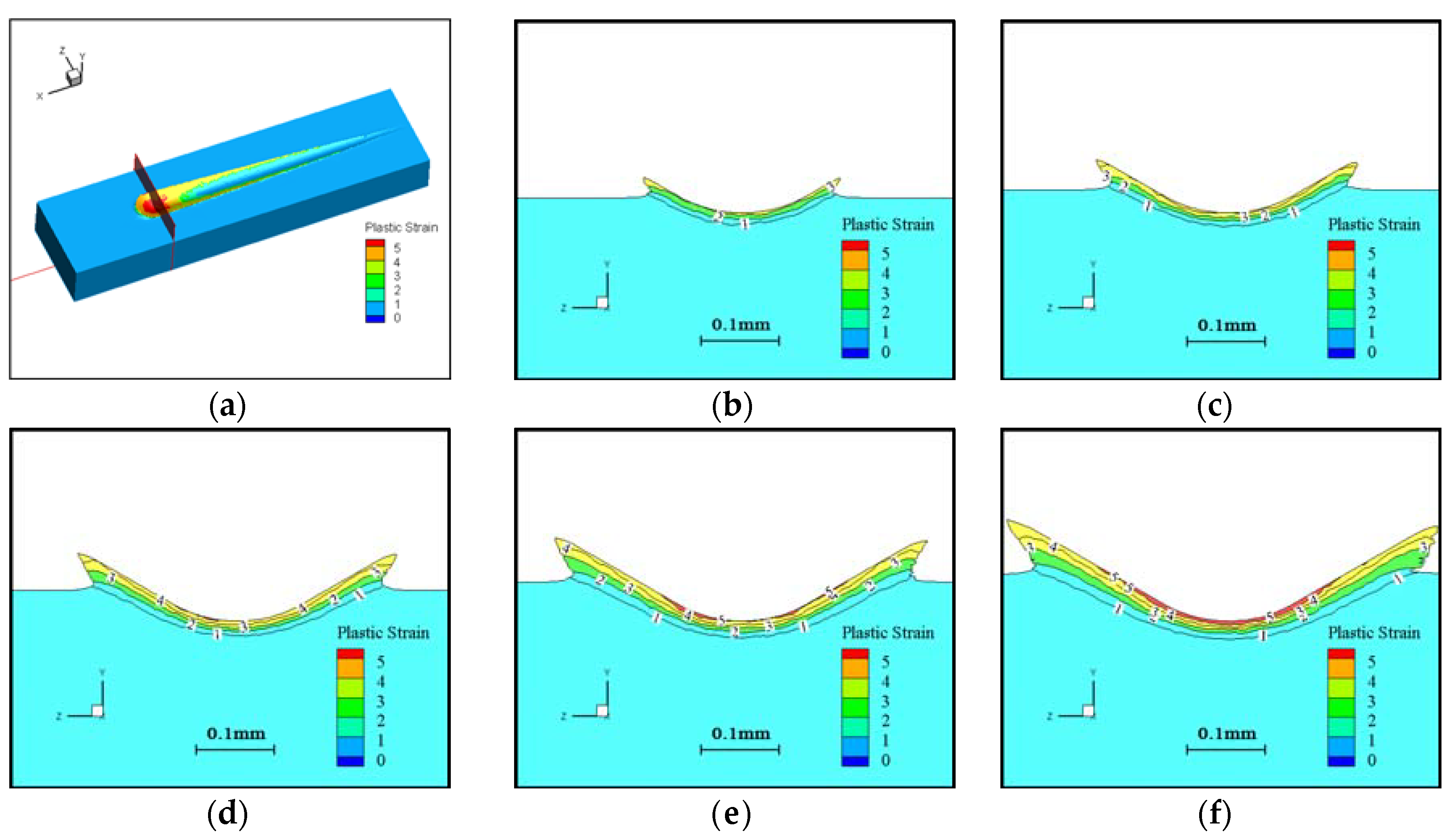
4.2. Plastic Strain Distribution of the Workpiece
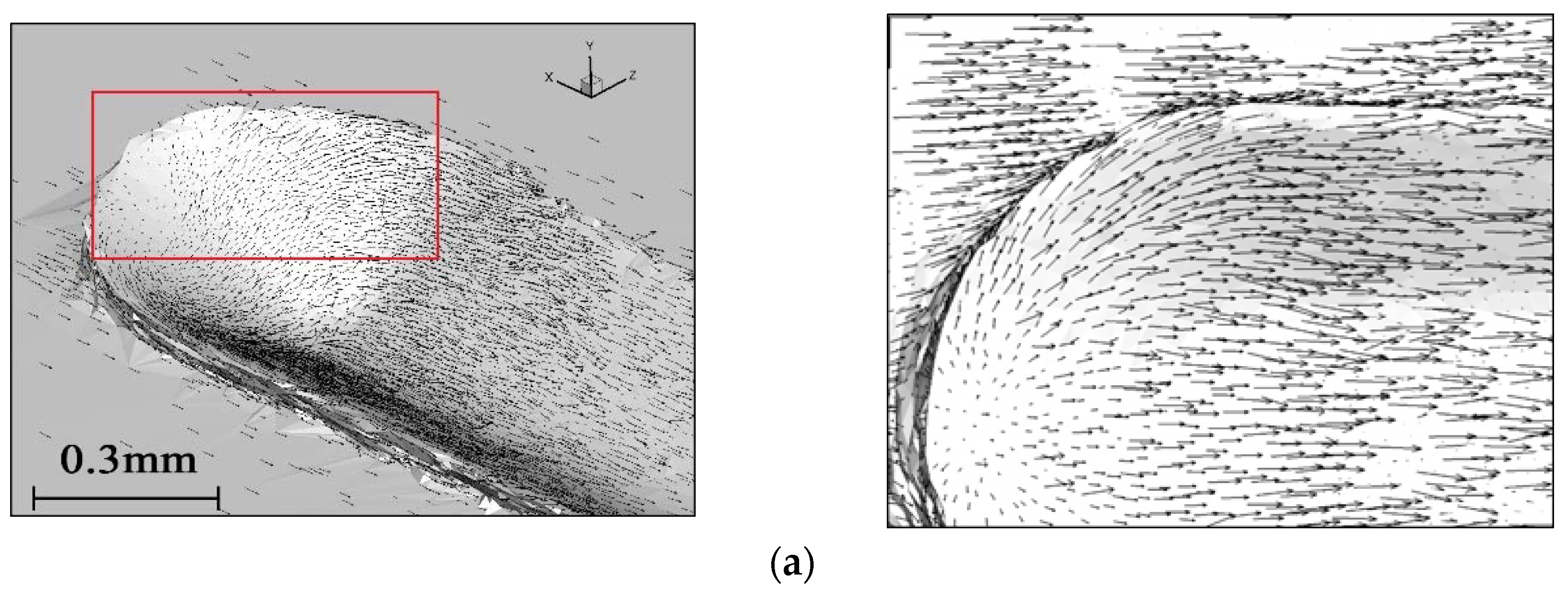
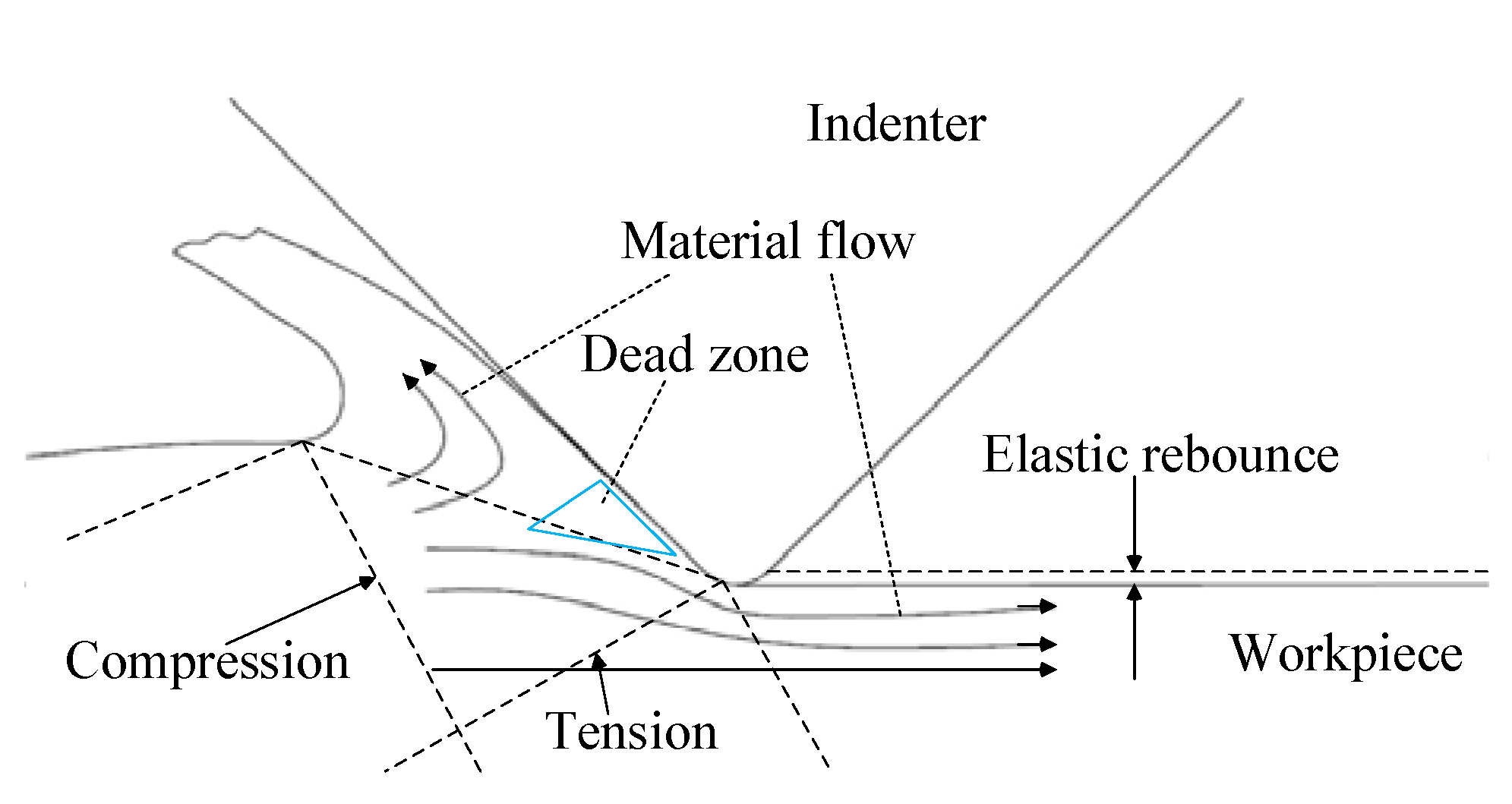
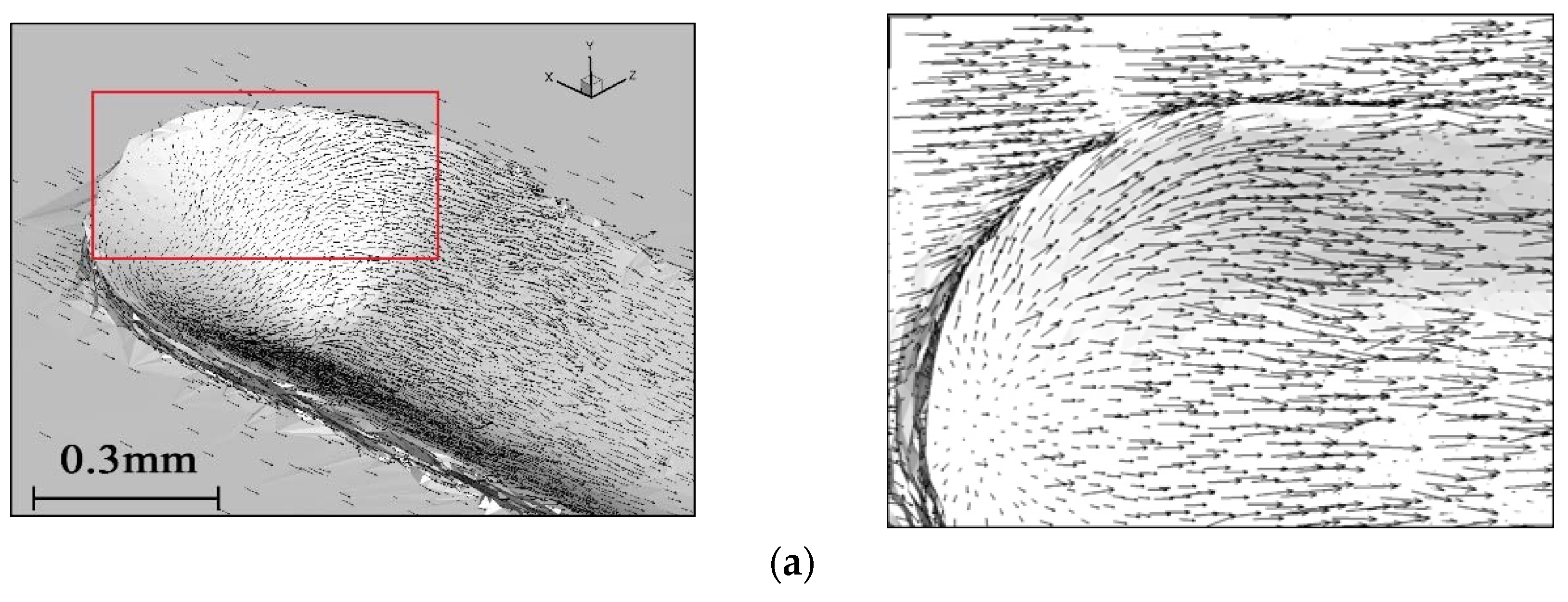
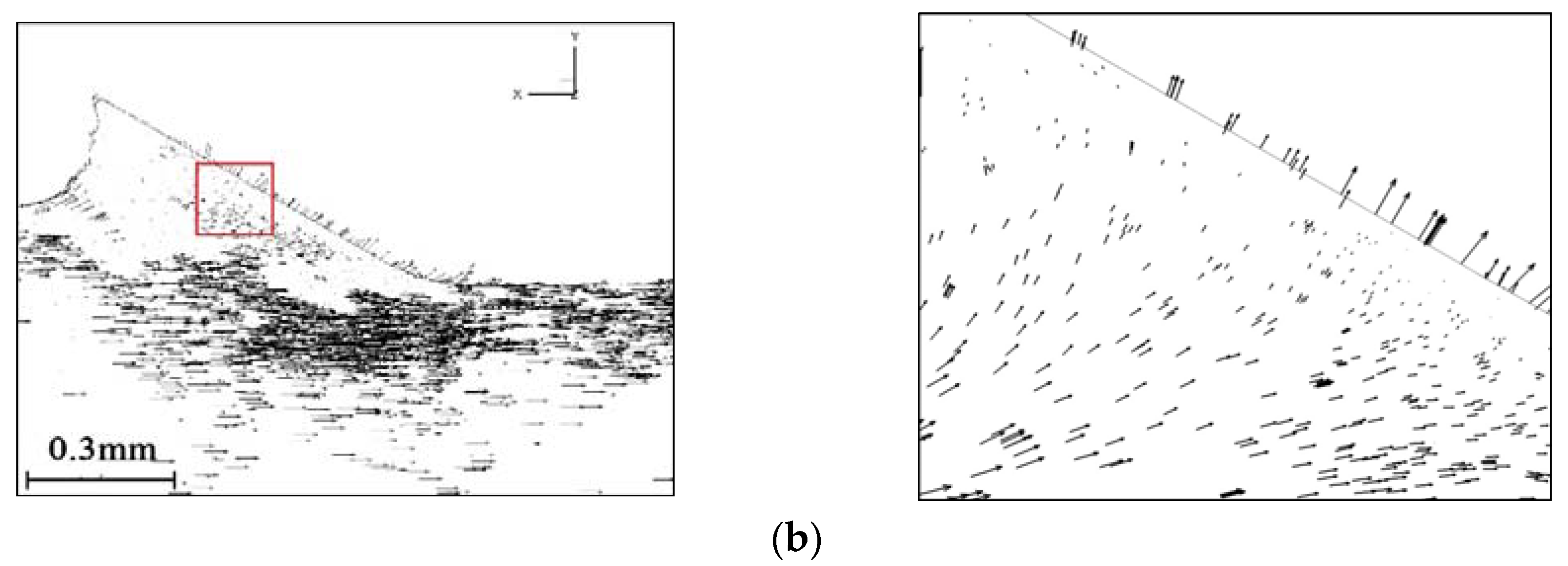
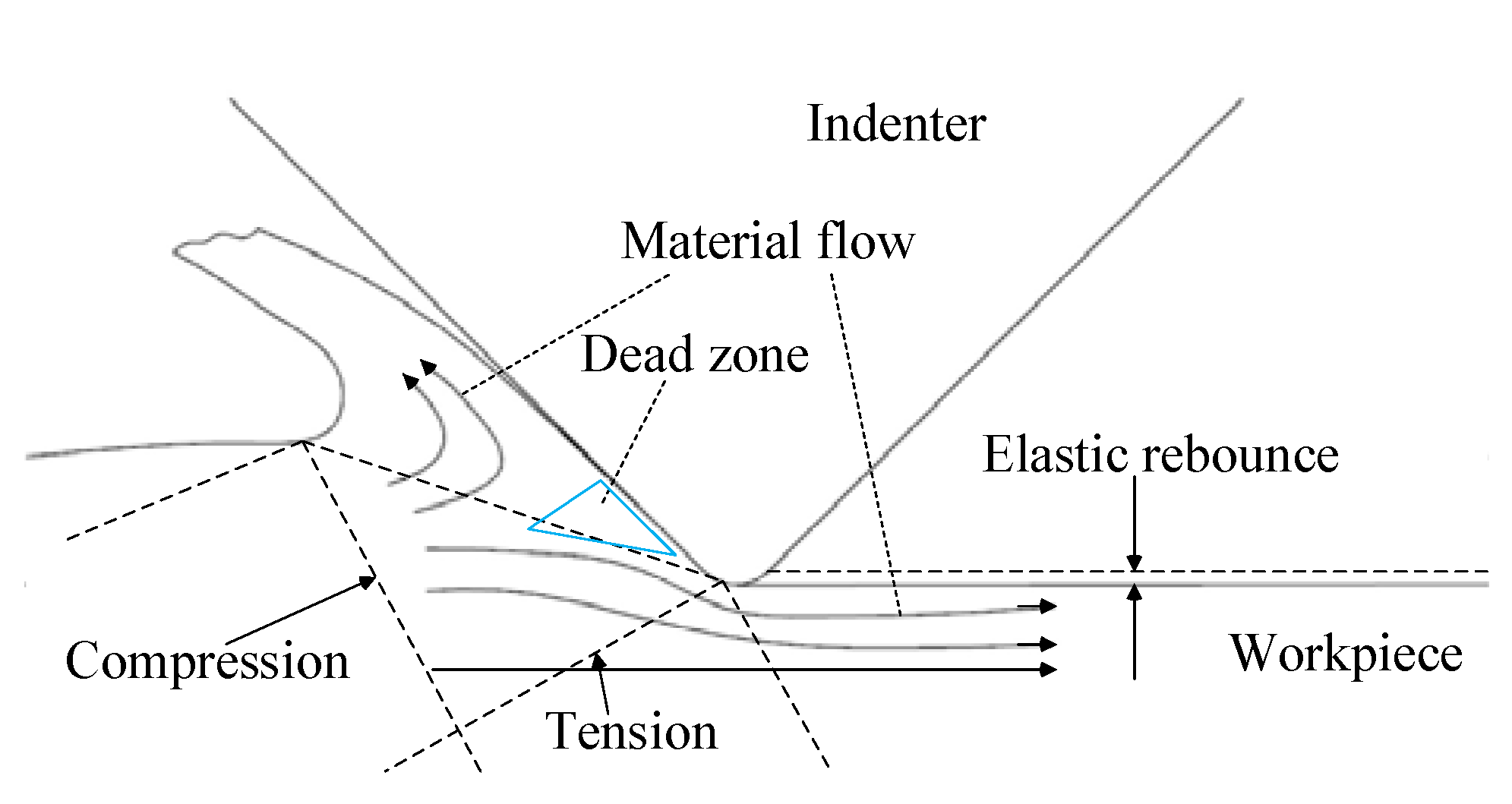
4.3. Material Flow
4.4. Residual Stress Distribution
5. Conclusions
- A single grit scratching test and quasi-static compression experiments of OFC were carried out. A constitutive model of the compression experiment was input into the AdvantEdgeTM cutting finite element simulation software to carry out the single grit scratching numerical simulation. The simulation forces aligned well with the experimental results.
- In the simulation, the plastic strain of the workpiece increased with scratching depth. This result also aligns with the actual situation.
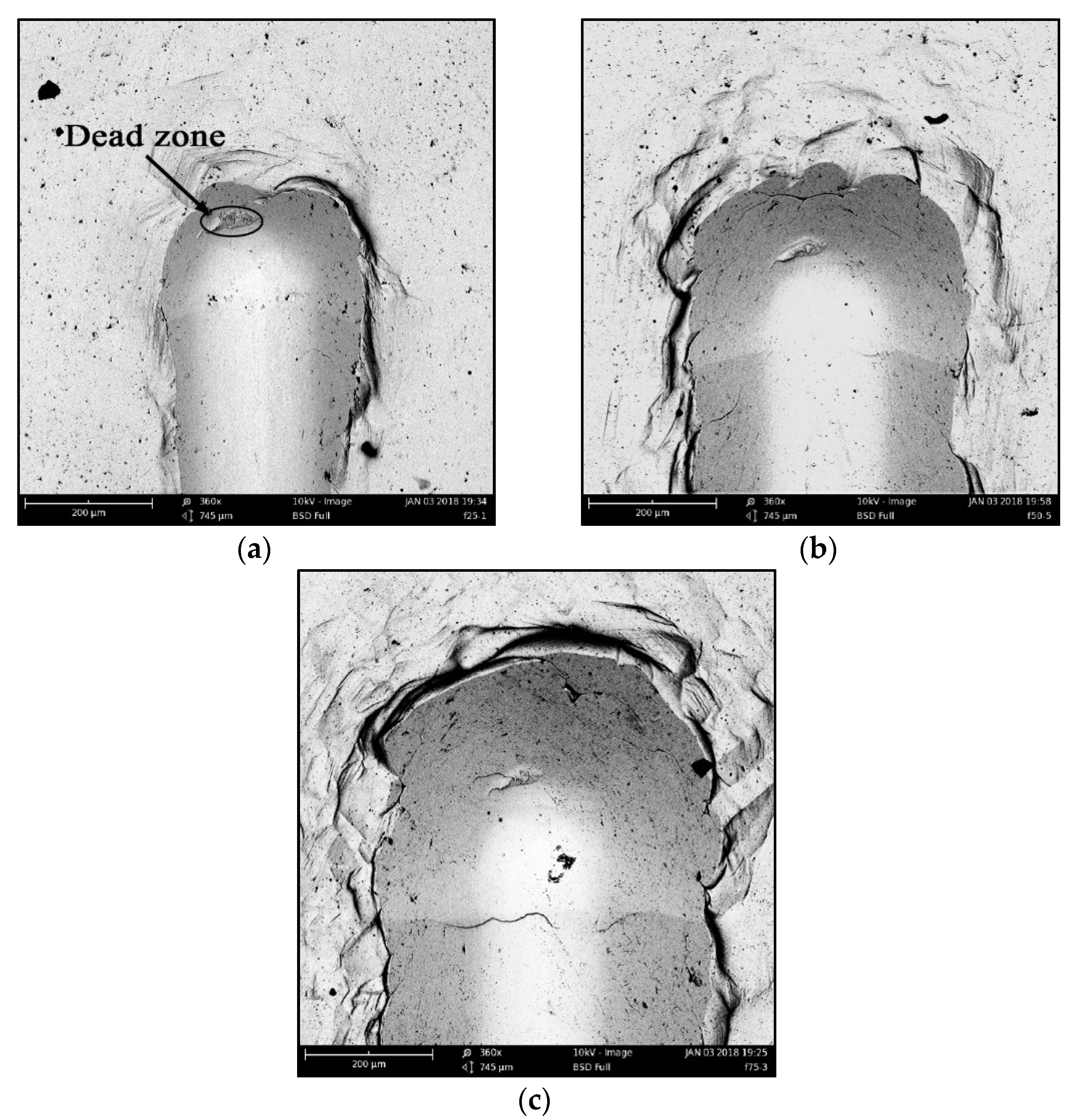
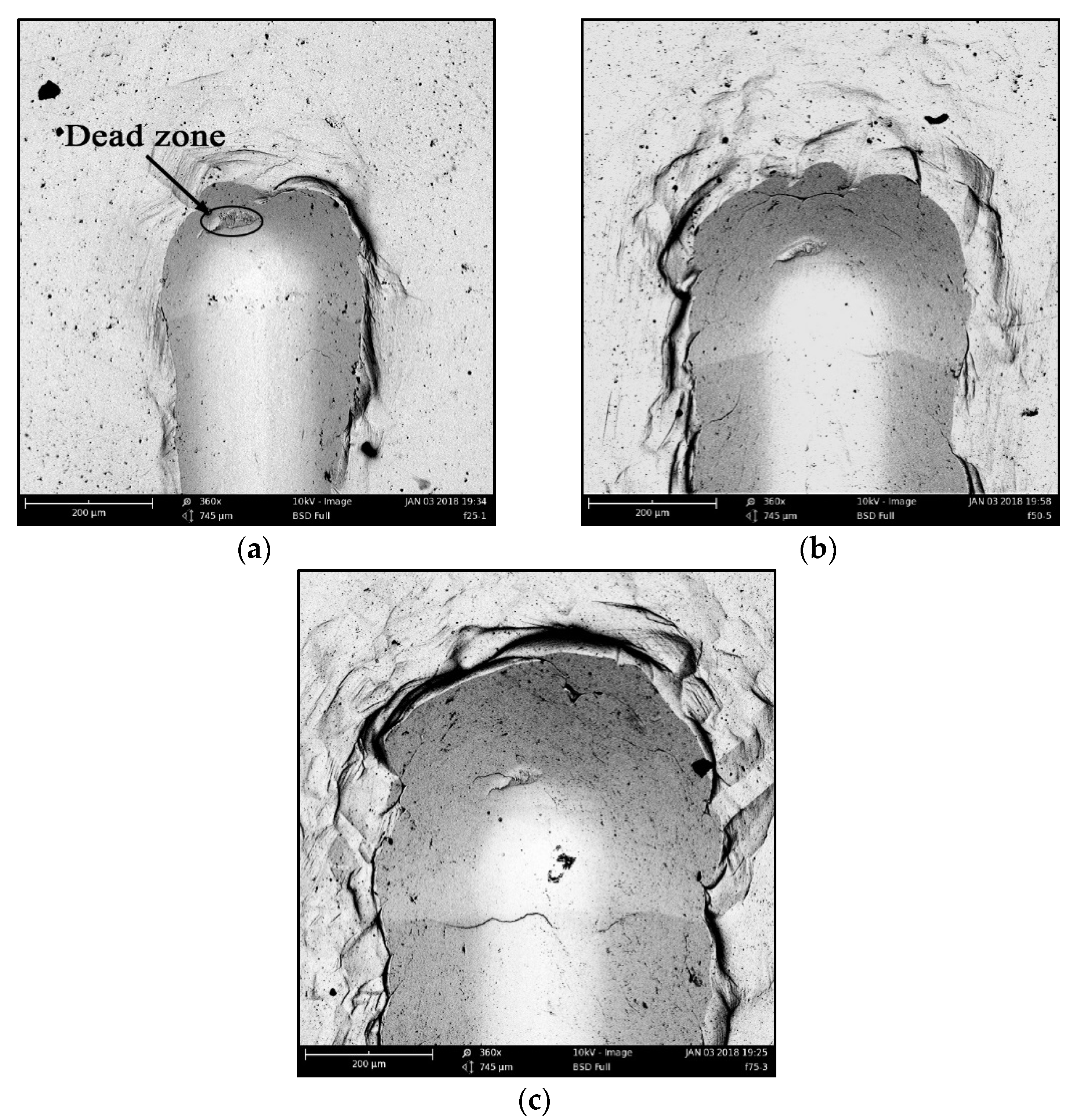
- The material in front of the tool flowed upward and sideways, and there was an equilibrium position in this area, where the material flow rate was zero and formed a material dead zone. The dead zone material worked as an indenter, scratching into the workpiece.
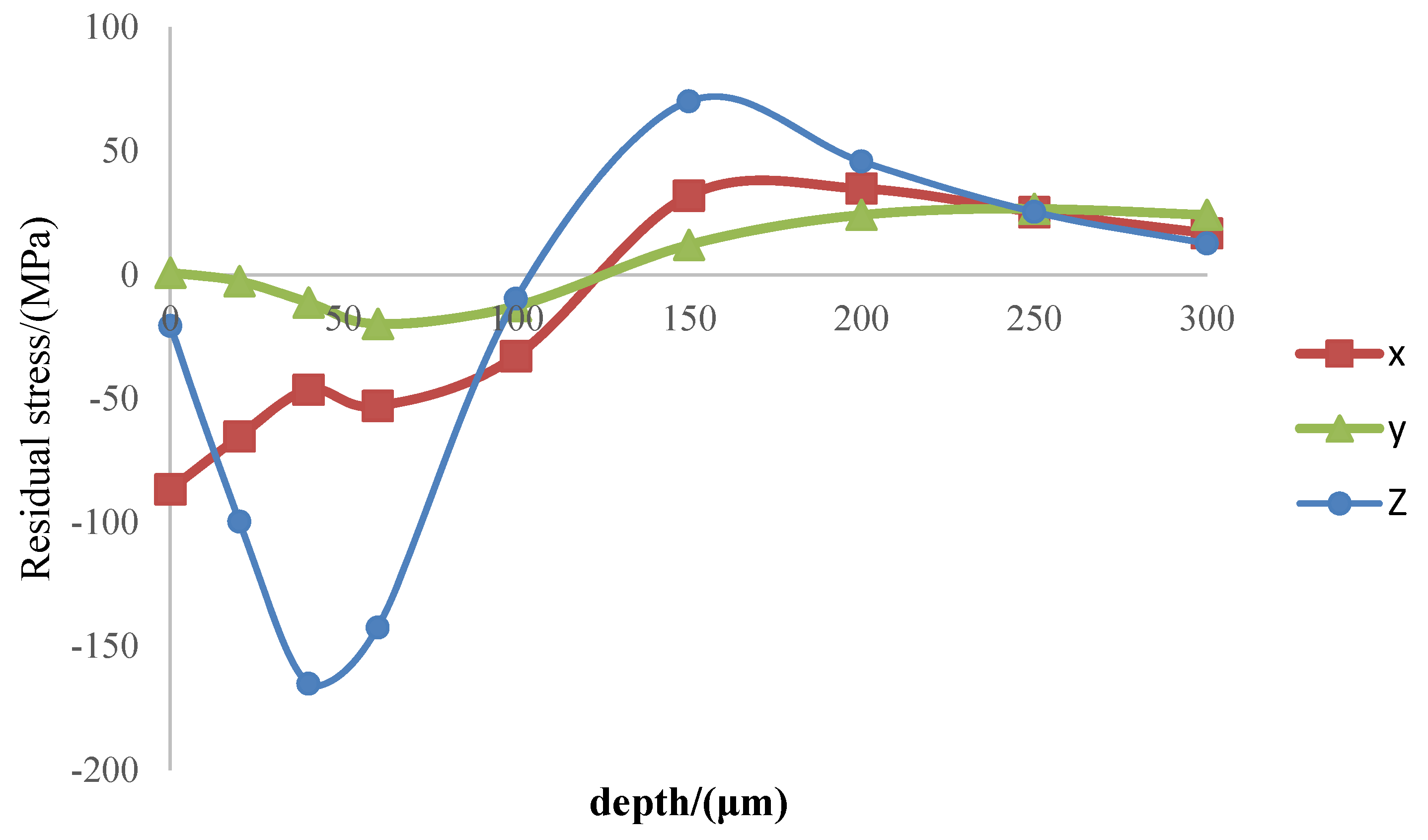
- The distribution of residual stress on the processed surface of the single grit quasi-static scratching was compressive stress on the surface and tensile stress on the sub-surface.
- It was difficult to measure data inside the material. Stress field, strain field, strain rate field, and temperature field distribution cannot be measured experimentally; however, a simulation can visualize the material interior. A highly accurate simulation result can describe the results of the scratching test better. In addition to normal force and tangential force, it can show the stress field, strain field, strain rate field, and temperature field distribution inside the material.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Looijmans, S.F.S.P.; Anderson, P.D.; van Breemen, L.C.A. Contact mechanics of isotactic polypropylene: Effect of pre-stretch on the frictional response. Wear 2017, 398–399, 183–190. [Google Scholar] [CrossRef]
- Jardret, V.; Lucas, B.N.; OlJver, W.; Ramamurthy, A.C. Scratch Durability of Automotive Clear Coatings: A Quantitative, Reliable and Robust Methodology. J. Coat. Technol. 2000, 72, 79–88. [Google Scholar] [CrossRef]
- Jiang, F.; Xie, H.; Rong, Y.; Yan, L. Tribology performance and adhesive strength evaluation of TiAlSiN coating. Trans. Tianjin Univ. 2011, 17, 248–253. [Google Scholar] [CrossRef]
- Kim, D.; Cho, Y.; Choi, J.; Kim, B.; Jin, S.; Chung, C. Low-Temperature Self-Healing of a Microcapsule-Type Protective Coating. Materials 2017, 10, 1079. [Google Scholar]
- Ollendorf, H.; Schneider, D.; Schwarz, T.; Kirchhoff, G.; Mucha, A. A comparative study of the mechanical properties of TiN coatings using the non-destructive surface acoustic wave method, scratch test and four-point bending test. Surf. Coat. Technol. 1996, 84, 458–464. [Google Scholar] [CrossRef]
- Cao, F.; Munroe, P.; Zhou, Z.; Xie, Z. Mechanically robust TiAlSiN coatings prepared by pulsed-DC magnetron sputtering system: Scratch response and tribological performance. Thin Solid Films 2018, 645 (Suppl. C), 222–230. [Google Scholar] [CrossRef]
- Sawada, T.; Schille, C.; Almadani, A.; Geis-Gerstorfer, J. Fretting Corrosion Behavior of Experimental Ti-20Cr Compared to Titanium. Materials 2017, 10, 194. [Google Scholar] [CrossRef] [PubMed]
- Chowdhury, S.; Beake, B.D.; Yamamoto, K.; Bose, B.; Aguirre, M.; Fox-Rabinovich, G.S.; Veldhuis, S.C. Improvement of Wear Performance of Nano-Multilayer PVD Coatings under Dry Hard End Milling Conditions Based on Their Architectural Development. Coatings 2018, 8, 59. [Google Scholar] [CrossRef]
- Xu, H.H.K.; Jahanmir, S. Microfracture and material removal in scratching of alumina. J. Mater. Sci. 1995, 30, 2235–2247. [Google Scholar] [CrossRef]
- Griffin, J.M.; Torres, F. Dynamic precision control in single-grit scratch tests using acoustic emission signals. Int. J. Adv. Manuf. Technol. 2015, 81, 935–953. [Google Scholar] [CrossRef]
- Wang, W.; Yao, P.; Wang, J.; Huang, C.; Zhu, H.; Liu, H.; Zou, B.; Liu, Y. Controlled material removal mode and depth of micro cracks in precision grinding of fused silica—A theoretical model and experimental verification. Ceram. Int. 2017, 43, 11596–11609. [Google Scholar] [CrossRef]
- Cao, J.; Wu, Y.; Lu, D.; Fujimoto, M.; Nomura, M. Material removal behavior in ultrasonic-assisted scratching of SiC ceramics with a single diamond tool. Int. J. Mach. Tools Manuf. 2014, 79, 49–61. [Google Scholar] [CrossRef]
- Zhang, M.C.; Yao, Z.Q. The Force in Single-Pass Scratch Tests at Variable Sliding Velocities. Appl. Mech. Mater. 2013, 281, 465–468. [Google Scholar] [CrossRef]
- Jiang, F.; Li, J.F.; Sun, J. Al7050-T7451 turning simulation based on the modified power-law material model. Int. J. Adv. Manuf. Technol. 2010, 48, 871–880. [Google Scholar] [CrossRef]
- Malik, A.; Chakraborty, T.; Rao, K.S.; Kumar, D.; Chandel, P.; Sharma, P. Dynamic Response of Deccan Trap Basalt under Hopkinson Bar Test. Procedia Eng. 2017, 173, 647–654. [Google Scholar] [CrossRef]
- Lee, J.H.; Xu, G.H.; Liang, H. Experimental and numerical analysis of friction and wear behavior of polycarbonate. Wear 2001, 251, 1541–1556. [Google Scholar] [CrossRef]
- Zhu, D.; Yan, S.; Li, B. Single-grit modeling and simulation of crack initiation and propagation in SiC grinding using maximum undeformed chip thickness. Comput. Mater. Sci. 2014, 92, 13–21. [Google Scholar] [CrossRef]
- Li, H.; Li, J.; Tang, B.; Fan, J.; Yuan, H. Simulation of Intergranular Ductile Cracking in β Titanium Alloys Based on a Micro-Mechanical Damage Model. Materials 2017, 10, 1250. [Google Scholar] [CrossRef] [PubMed]
- Zhang, T.; Jiang, F.; Yan, L.; Xu, X. Research on the Stress and Material Flow with Single Particle—Simulations and Experiments. J. Mater. Eng. Perform. 2017, 26, 2689–2697. [Google Scholar] [CrossRef]
- Li, C.H.; Li, J.Y.; Wang, S.; Zhang, Q. Modeling and Numerical Simulation of the Grinding Temperature Field with Nanoparticle Jet of MQL. Adv. Mech. Eng. 2015, 5, 986984. [Google Scholar] [CrossRef]
- Zhang, T.; Jiang, F.; Yan, L.; Xu, X. FEM Modeling of the Relationship between the High-Temperature Hardness and High-Temperature, Quasi-Static Compression Experiment. Materials 2018, 11, 34. [Google Scholar] [CrossRef] [PubMed]
- Brinksmeier, E.; Gläbe, R.; Schönemann, L. Review on diamond-machining processes for the generation of functional surface structures. CIRP J. Manuf. Sci. Technol. 2012, 5, 1–7. [Google Scholar] [CrossRef]
- Rao, A.V.; Latthe, S.S.; Mahadik, S.A.; Kappenstein, C. Mechanically stable and corrosion resistant superhydrophobic sol-gel coatings on copper substrate. Appl. Surf. Sci. 2011, 257, 5772–5776. [Google Scholar] [CrossRef]
- Zhu, J.; Chen, Z. Optical design of compact linear fresnel reflector systems. Sol. Energy Mater. Sol. Cells 2018, 176, 239–250. [Google Scholar] [CrossRef]
- Vencl, A.; Arostegui, S.; Favaro, G.; Zivic, F.; Mrdak, M.; Mitrović, S.; Popovic, V. Evaluation of adhesion/cohesion bond strength of the thick plasma spray coatings by scratch testing on coatings cross-sections. Tribol. Int. 2011, 44, 1281–1288. [Google Scholar] [CrossRef]
- Beegan, D.; Chowdhury, S.; Laugier, M. Comparison between Nanoindentation and Scratch Test Hardness (Scratch Hardness) Values of Copper Thin Films on Oxidised Silicon Substrates. Surf. Coat. Technol. 2007, 201, 5804–5808. [Google Scholar] [CrossRef]
- Jiang, F.; Yan, L.; Rong, Y. Orthogonal cutting of hardened AISI D2 steel with TiAlN-coated inserts—Simulations and experiments. Int. J. Adv. Manuf. Technol. 2013, 64, 1555–1563. [Google Scholar] [CrossRef]
- Wan, L.; Wang, D. Numerical analysis of the formation of the dead metal zone with different tools in orthogonal cutting. Simul. Model. Pract. Theory 2015, 56, 1–15. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fundamental Performance | Range |
|---|---|
| Load range (N) | 0–200 |
| Tangential force range (N) | 0–100 |
| Loading speed (N/min) | 10–100 |
| Scratch length (mm) | 2–50 |
| Mechanical Parameters | Measured Value |
|---|---|
| Tensile strength, ultimate | 455 MPa |
| Elongation | 55% |
| Poissons ratio | 0.31 |
| Forgeability | 65% |
| Properties | Measured Value |
|---|---|
| Density | 3.52 g/cm2 |
| Hardness, Mohs | 10 |
| Modulus of elasticity | 1200 GPa |
| Compression strength | 16,530 MPa |
| Poisson’s ratio | 0.29 |
| Specific heat capacity | 0.5079 J/g °C |
| Thermal conductivity | 2000 W/mK |
| Parts | Workpiece | Indenter | |
|---|---|---|---|
| Parameters | |||
| Maximum element size/mm | 1 | 1 | |
| Minimum element size/mm | 0.1 | 0.1 | |
| Mesh grading | 0.5 | 0.5 | |
| Curvature safety | 1.5 | 1.5 | |
| Segments per edge | 0.5 | 0.5 | |
| Minimum edge length/mm | 0 | 0.002 | |
| Items | Parameters |
|---|---|
| Sample size (mm) | Ø6 × 5 (Cylinder) |
| Compression speed (mm/min) | 1 |
| Insulation time (min) | 15 |
| Test temperature (°C) | 18 |
| Humidity (%) | 50 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, L.; Zhang, T.; Guo, B.; Yan, L.; Jiang, F. Research on the Single Grit Scratching Process of Oxygen-Free Copper (OFC). Materials 2018, 11, 676. https://doi.org/10.3390/ma11050676
Zhang L, Zhang T, Guo B, Yan L, Jiang F. Research on the Single Grit Scratching Process of Oxygen-Free Copper (OFC). Materials. 2018; 11(5):676. https://doi.org/10.3390/ma11050676
Chicago/Turabian StyleZhang, Libin, Tao Zhang, Bicheng Guo, Lan Yan, and Feng Jiang. 2018. "Research on the Single Grit Scratching Process of Oxygen-Free Copper (OFC)" Materials 11, no. 5: 676. https://doi.org/10.3390/ma11050676
APA StyleZhang, L., Zhang, T., Guo, B., Yan, L., & Jiang, F. (2018). Research on the Single Grit Scratching Process of Oxygen-Free Copper (OFC). Materials, 11(5), 676. https://doi.org/10.3390/ma11050676