Effect of Printing Parameters on Tensile, Dynamic Mechanical, and Thermoelectric Properties of FDM 3D Printed CABS/ZnO Composites

 , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Materials
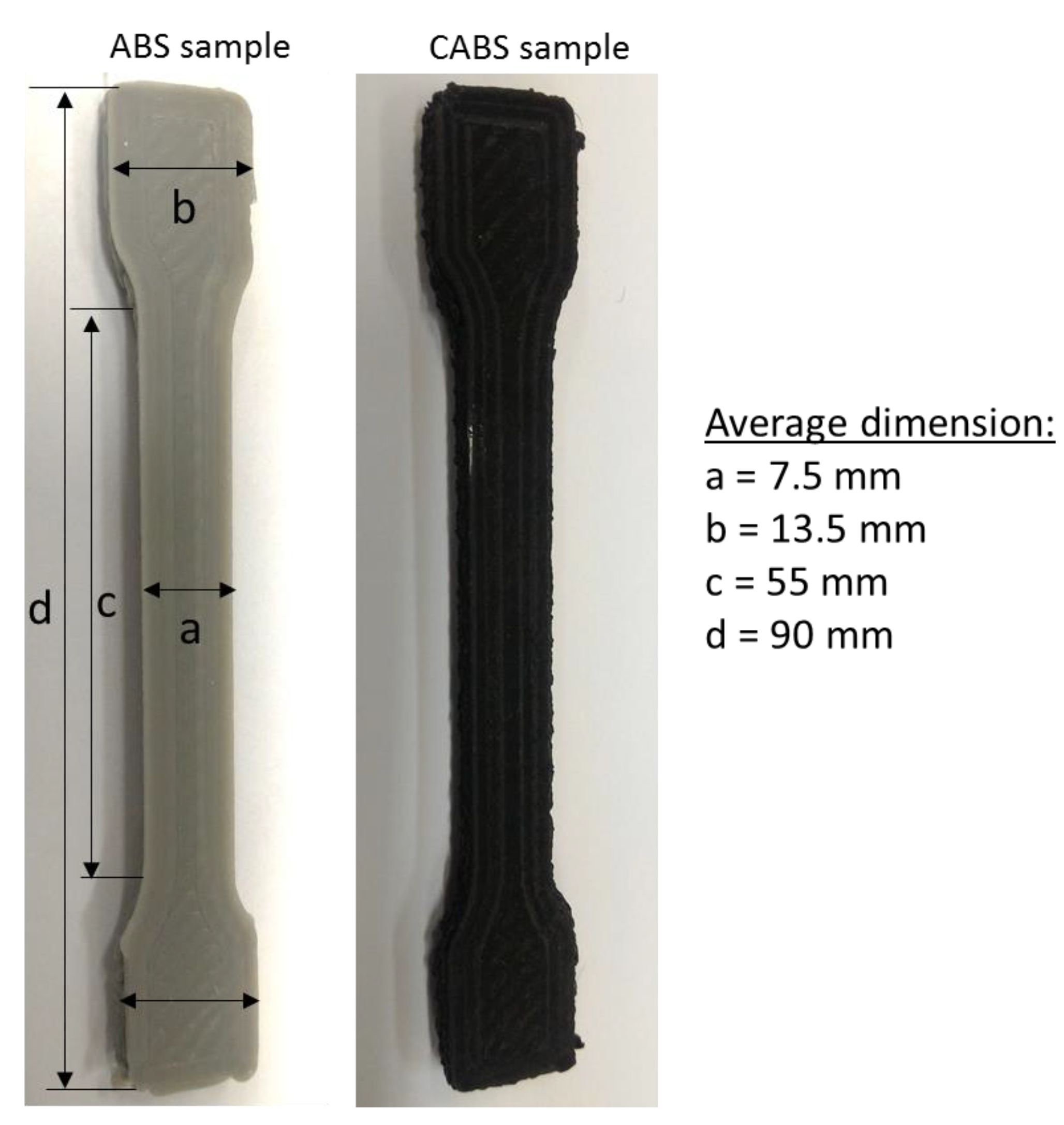
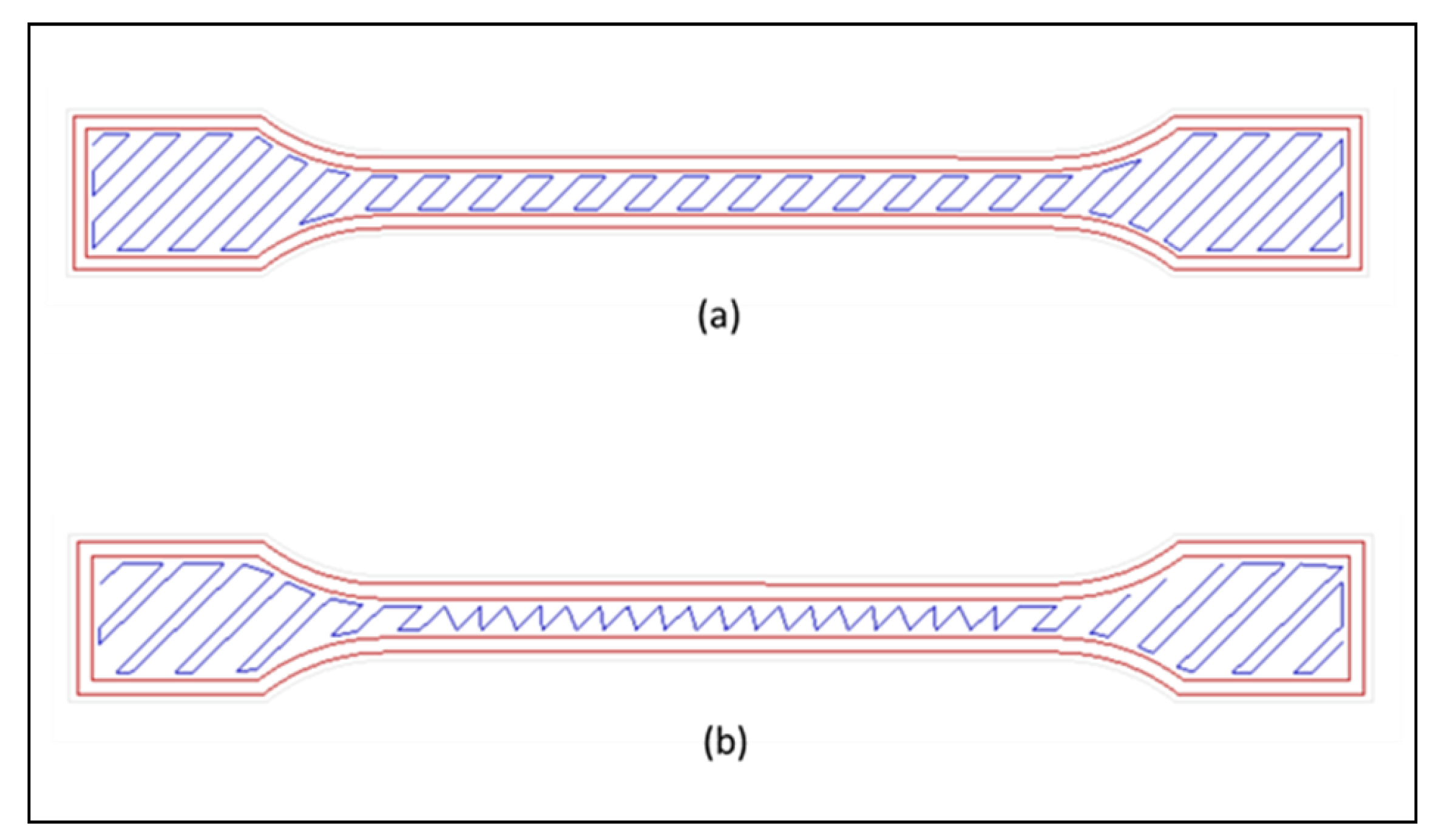
2.2. Sample Fabrication via FDM 3D Printing
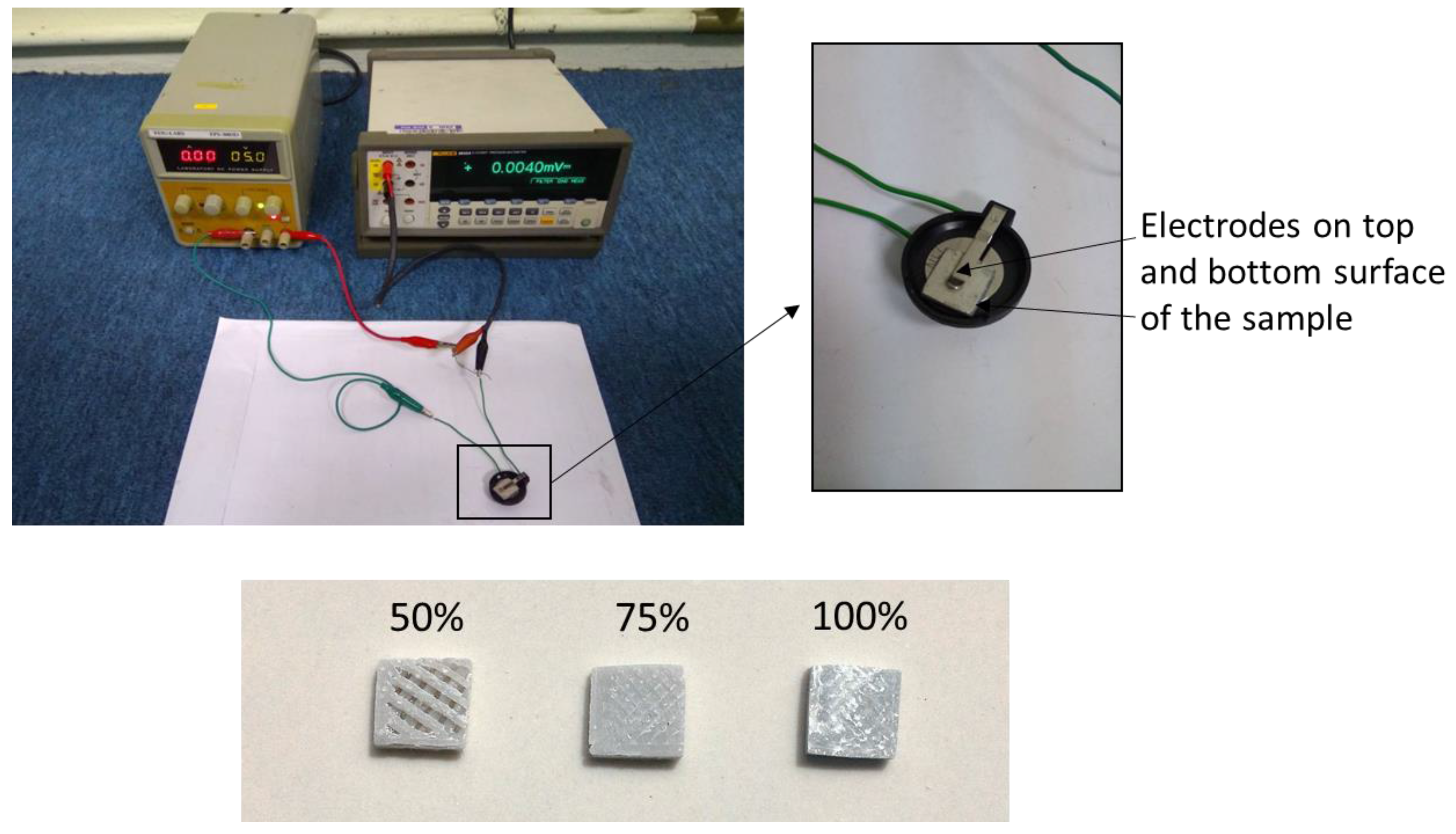
2.3. Characterization Methods and Measurements
3. Results and Discussion
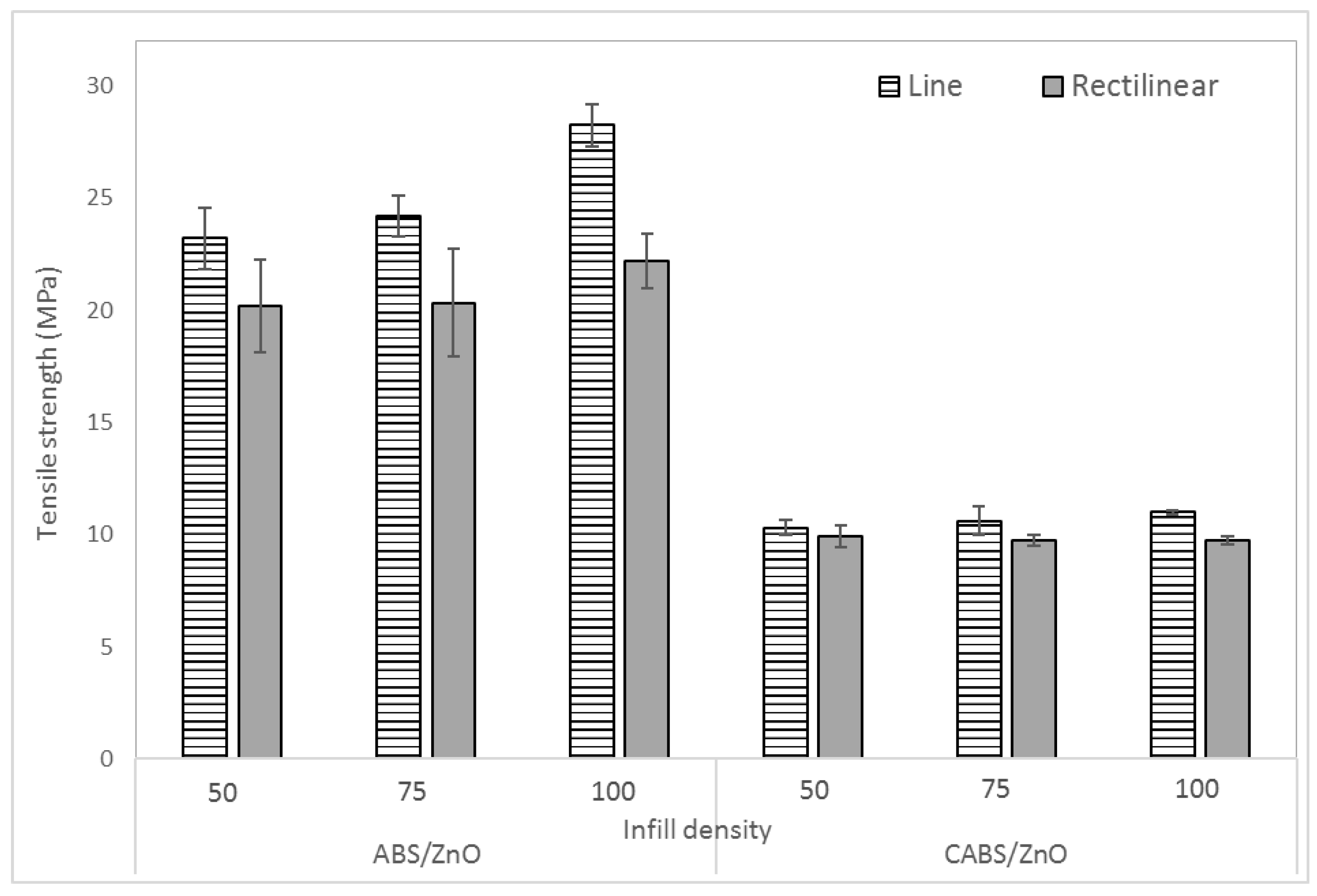
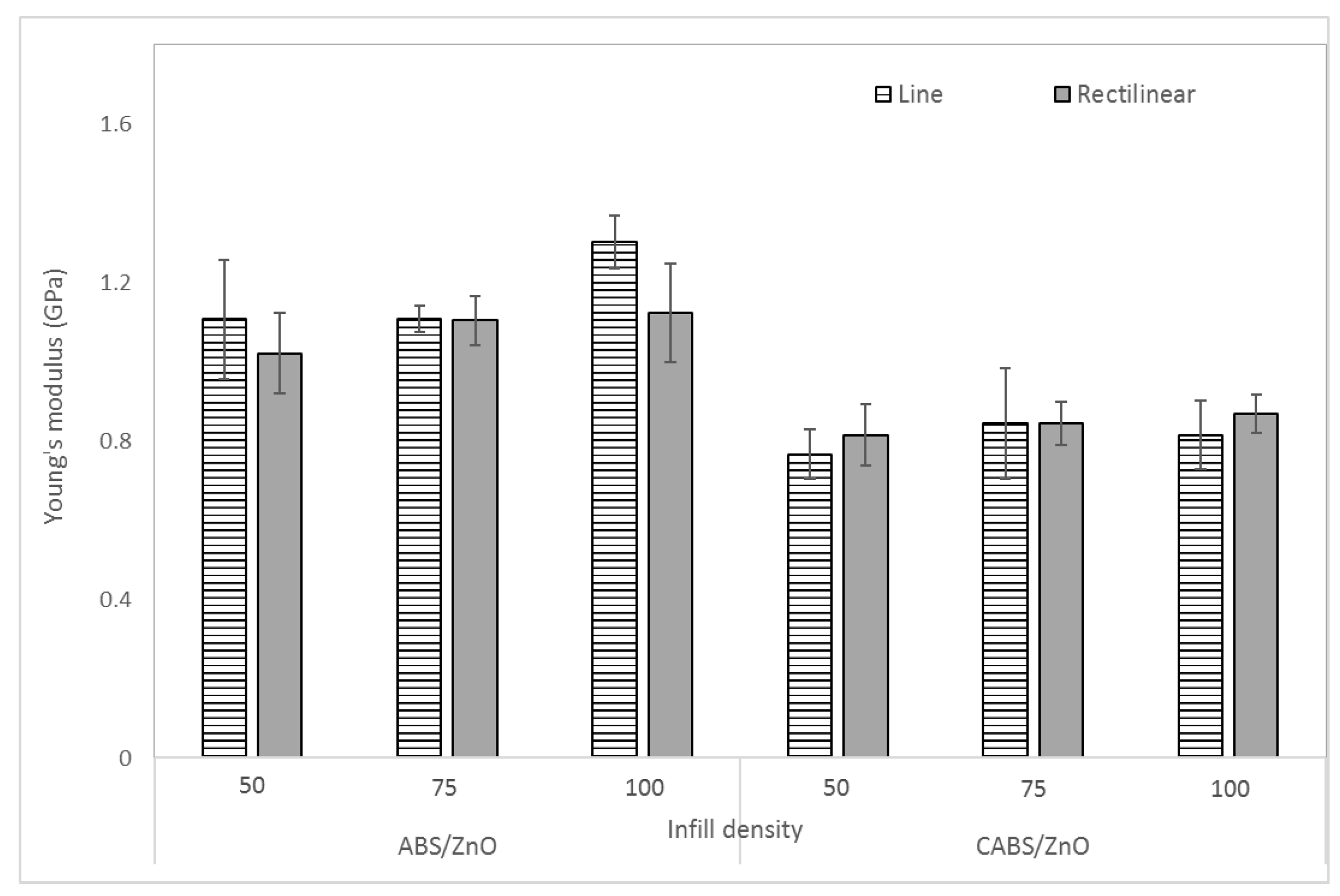
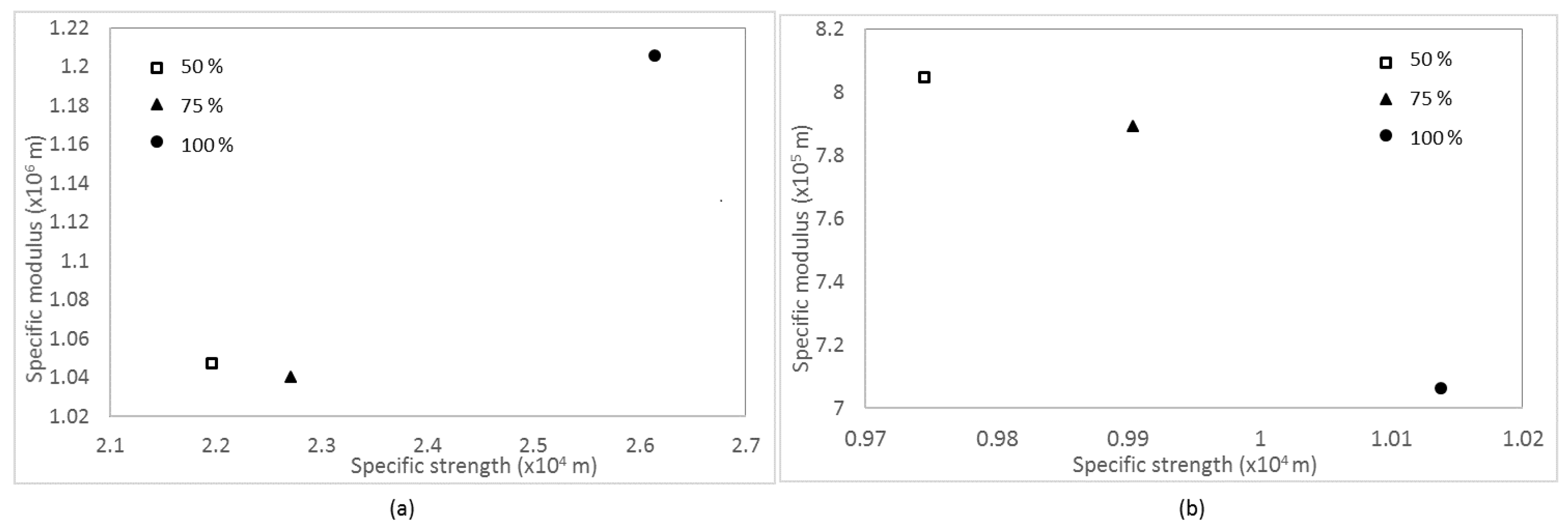
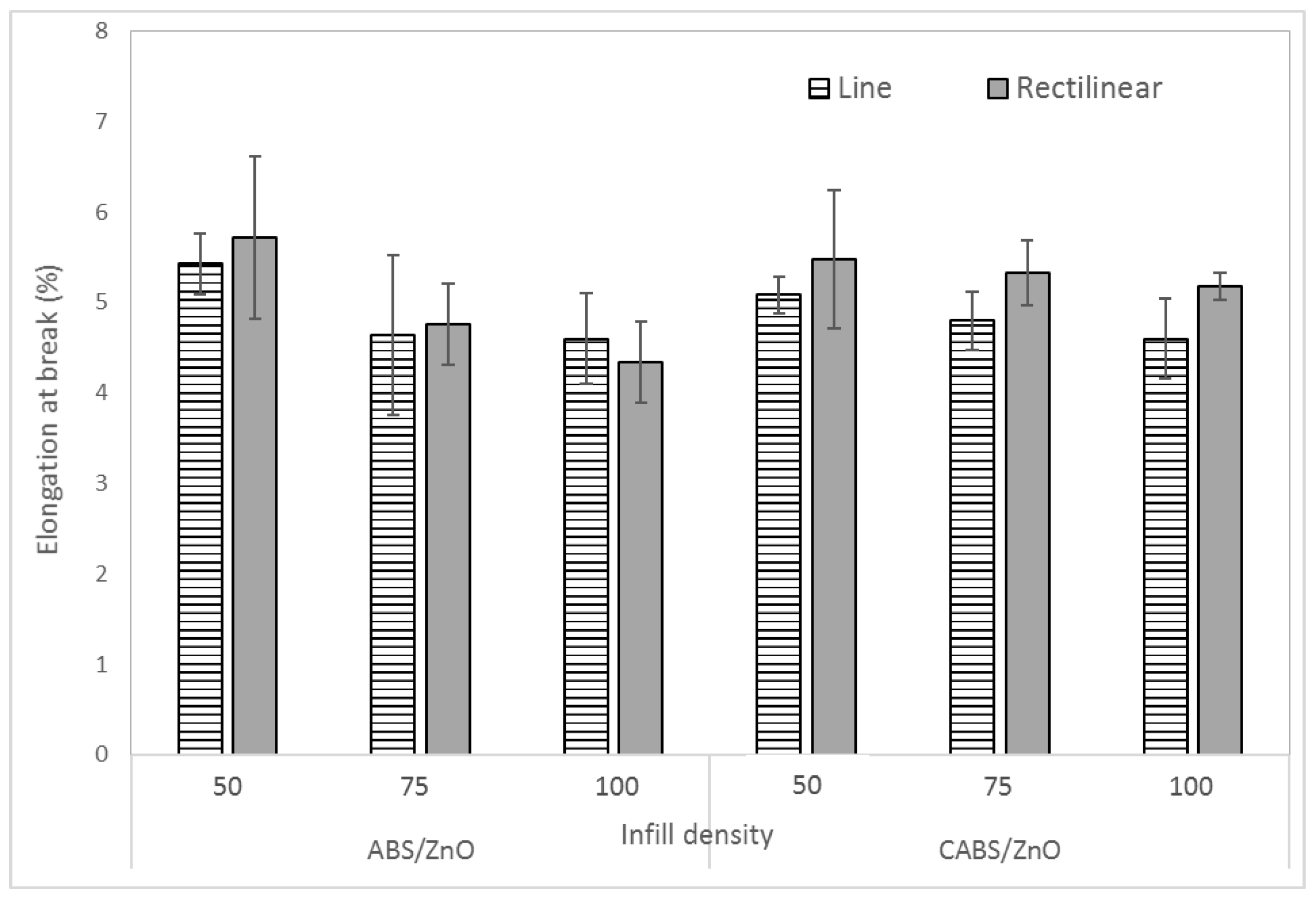
3.1. Effect of Printing Parameters on Tensile Properties
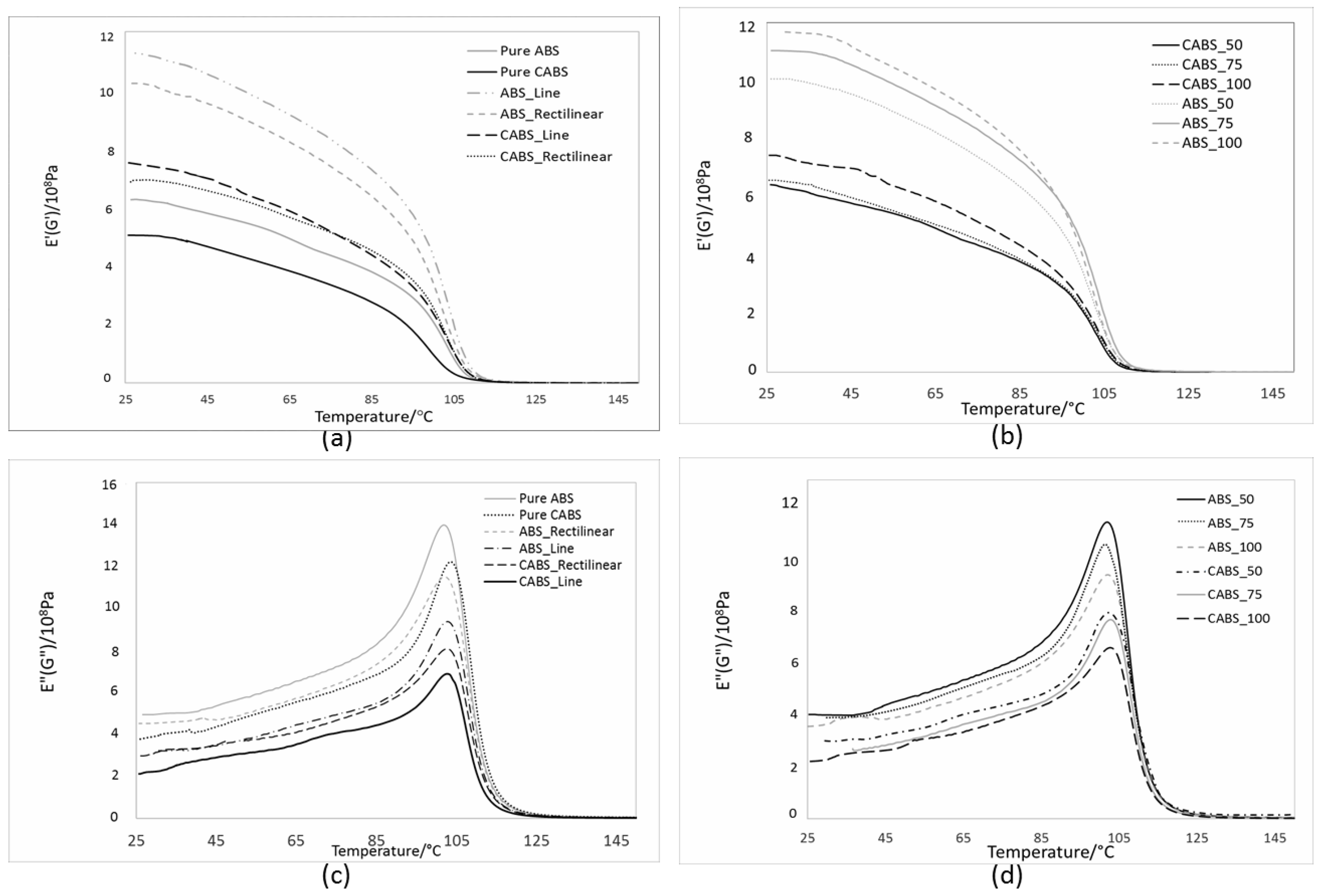
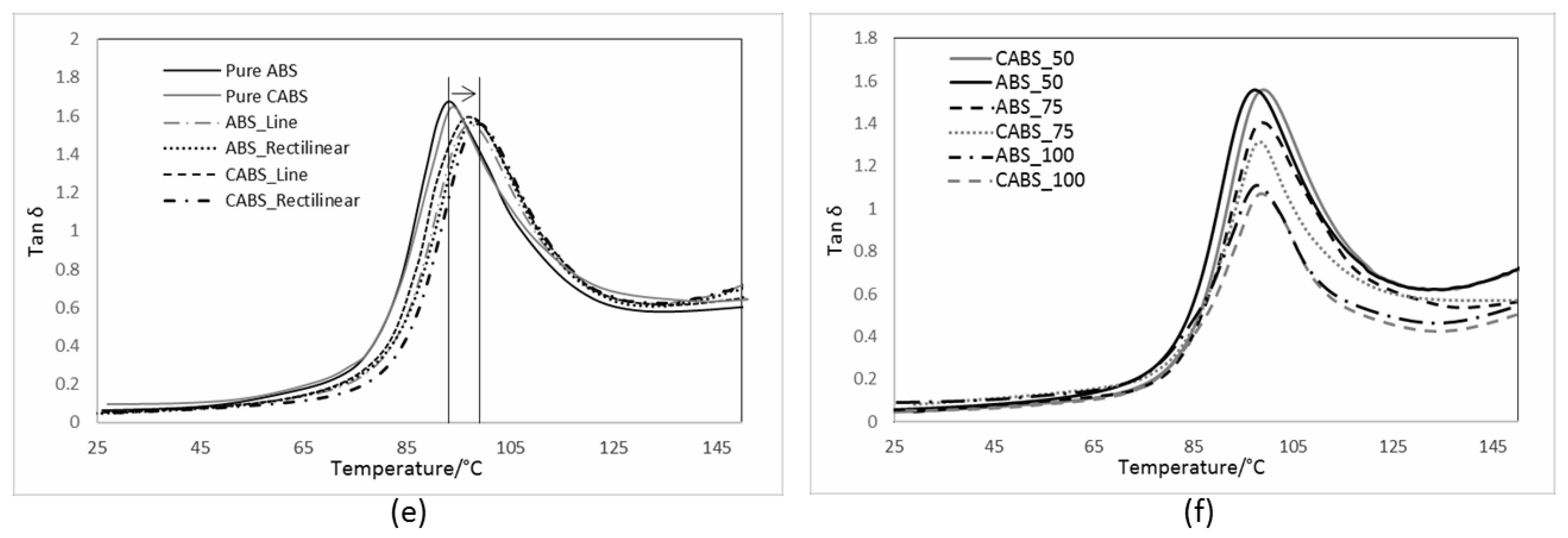
3.2. Effect of Printing Parameters on Dynamic Mechanical Properties
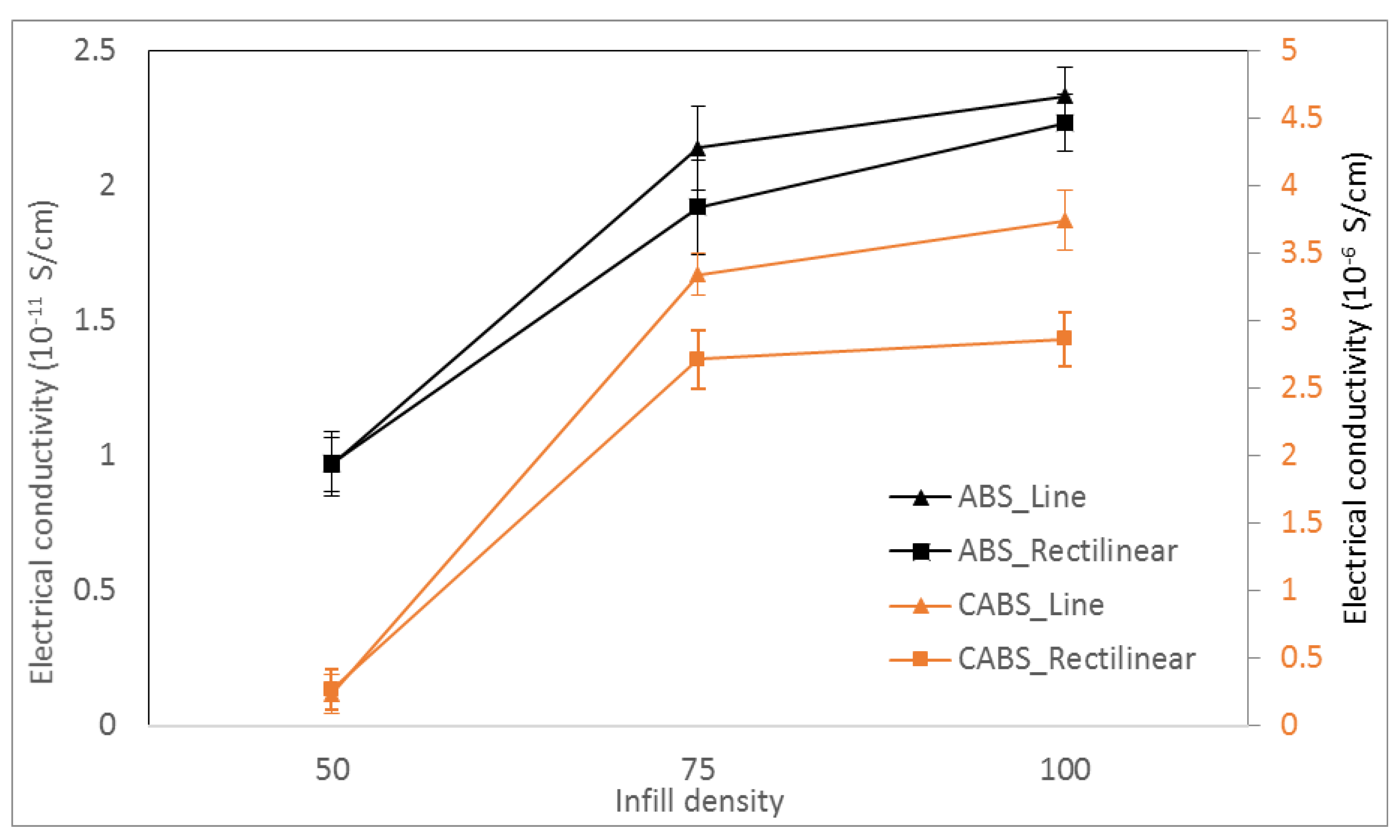
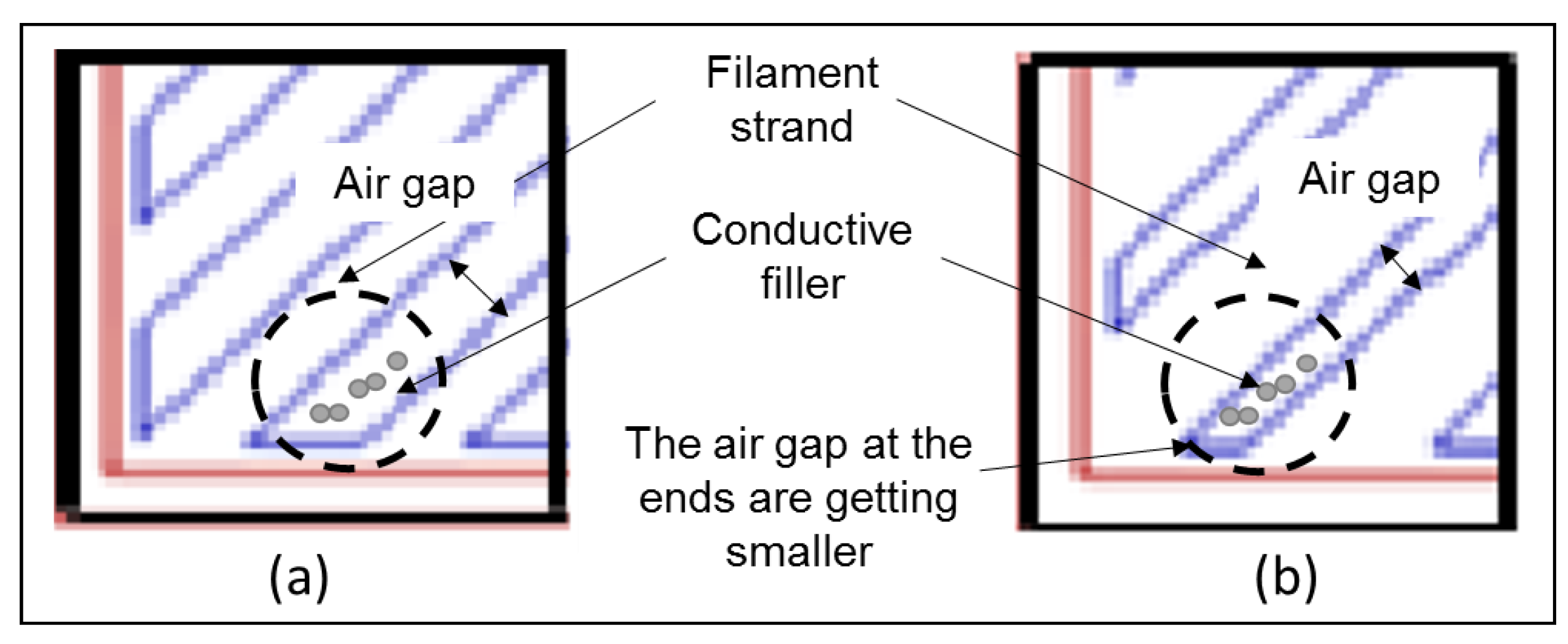
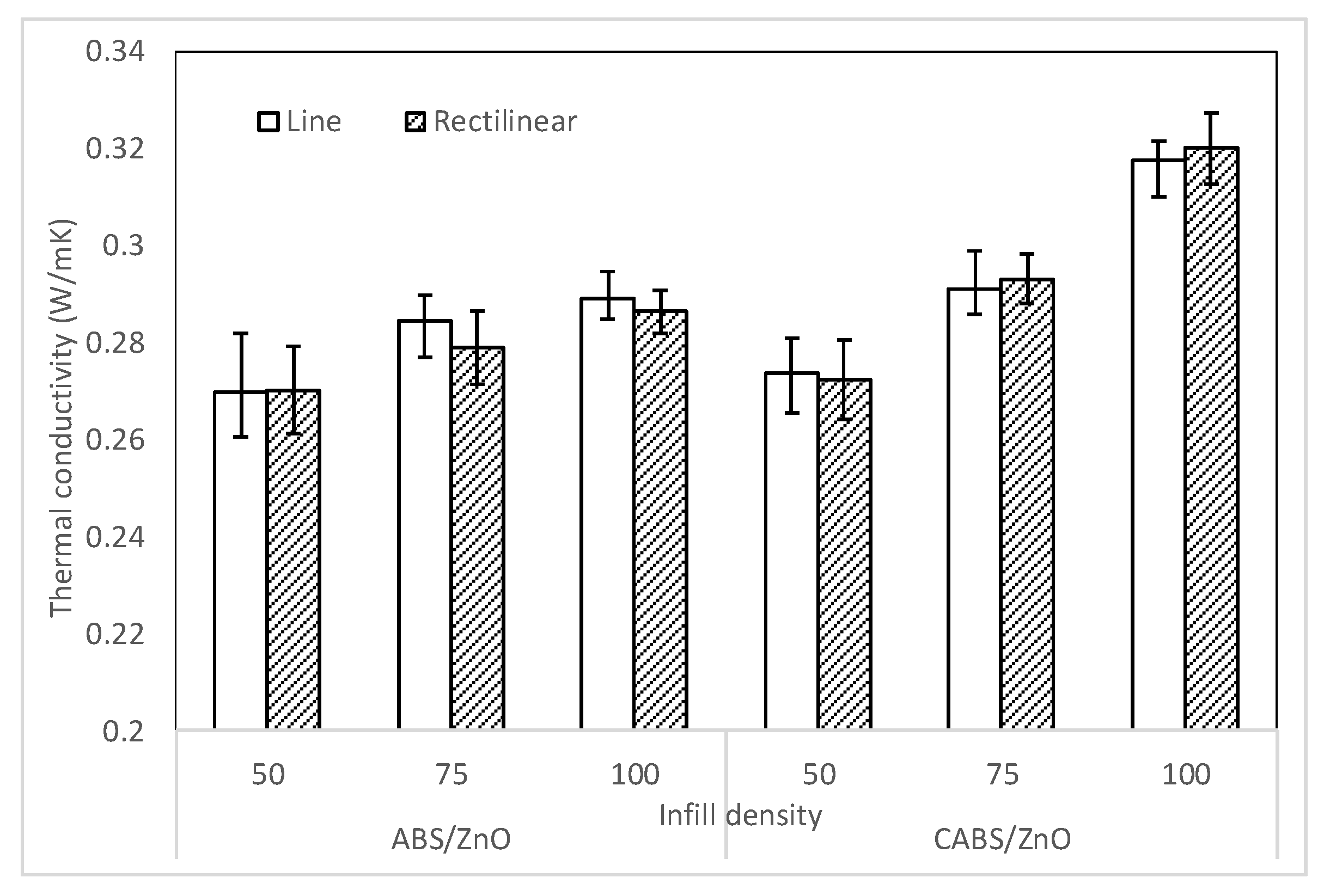
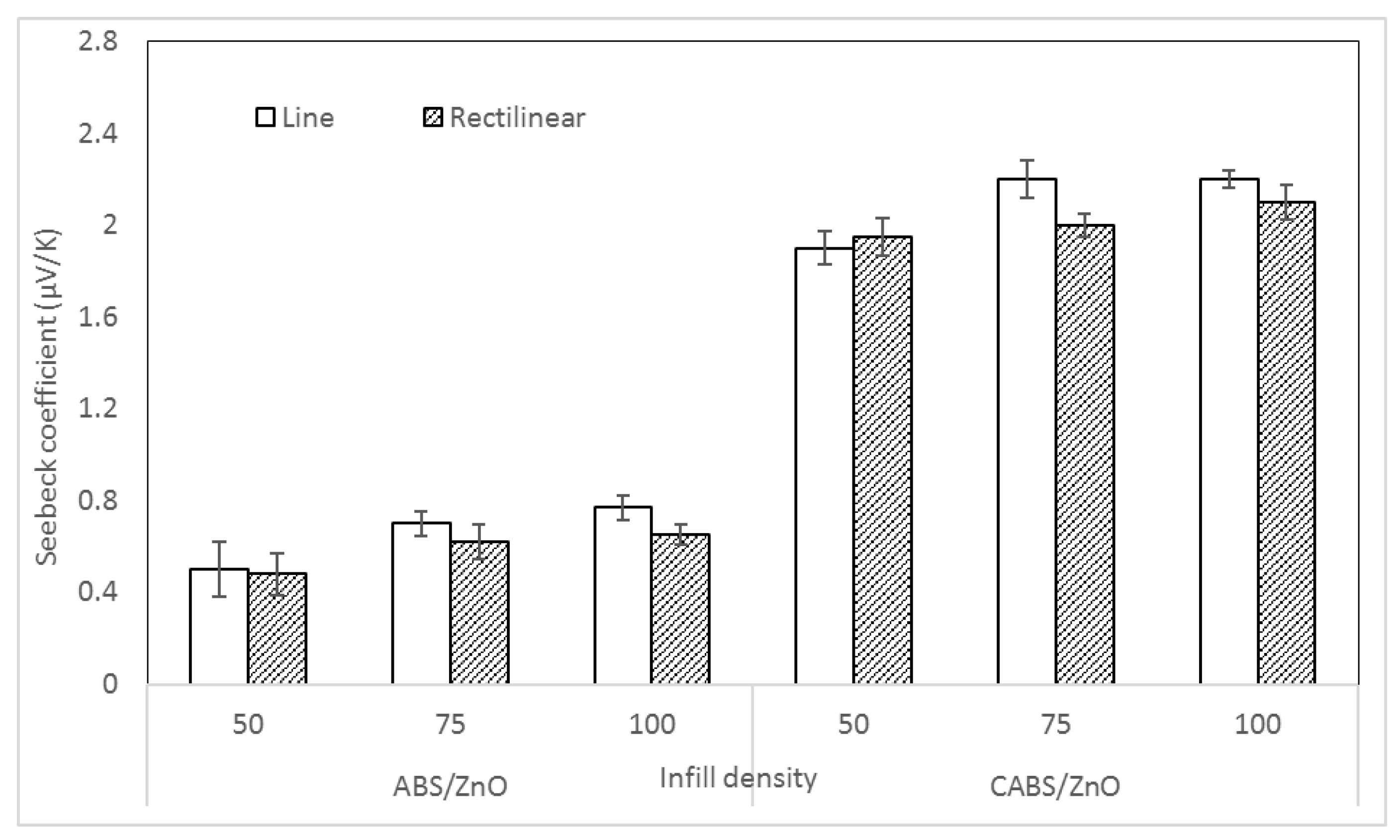
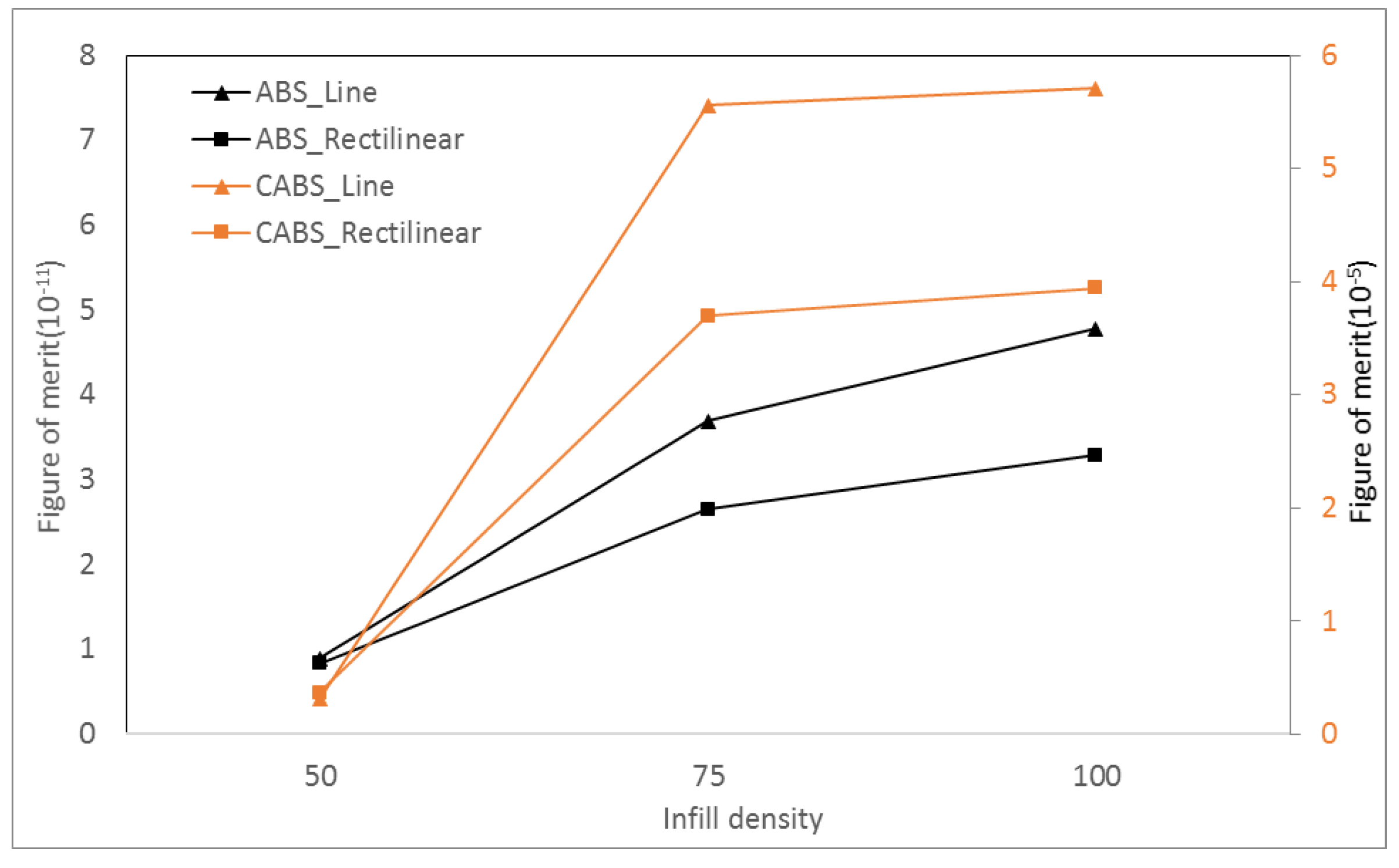
3.3. Effect of Printing Parameters on Thermoelectric Properties
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Gao, C.; Chen, G. Conducting polymer/carbon particle thermoelectric composites: Emerging green energy materials. Compos. Sci. Technol. 2016, 124, 52–70. [Google Scholar] [CrossRef]
- Han, D.; Kang, G.; Kong, K.; Kim, M.; Wook, H.; Park, Y. Characterization of thermoelectric properties of multifunctional multiscale composites and fiber-reinforced composites for thermal energy harvesting. Composites Part B 2016, 92, 202–209. [Google Scholar]
- Hamid, M.; Abdulameer, D.; Faizul, M.; Sabri, M.; Binti, S.; Said, M.; Haji, M.; Bashir, M.; Bashir, A. A review on thermoelectric renewable energy: Principle parameters that affect their performance. Renew. Sustain. Energy Rev. 2014, 30, 337–355. [Google Scholar] [CrossRef]
- Dey, A.; Prakash, O.; Sikder, A.K.; Chattopadhyay, S.; Shafeeuulla, A. Recent advances in CNT/graphene based thermoelectric polymer nanocomposite: A proficient move towards waste energy harvesting. Renew. Sustain. Energy Rev. 2016, 53, 653–671. [Google Scholar] [CrossRef]
- Harishanand, K.S.; Nagabhushana, H.; Nagabhushana, B.M.; Panda, P.; Gupta, R.; Muruli, M.S. Comparitive Study on Mechanical Properties of ZnO, ZrO2 and CeO2 Nanometal Oxides Reinforced Epoxy Composites. Adv. Polym. Sci. Technol. Int. J. 2013, 3, 7–13. [Google Scholar]
- Du, Y.; Shen, S.Z.; Cai, K.; Casey, P.S. Research progress on polymer-inorganic thermoelectric nanocomposite materials. Prog. Polym. Sci. 2012, 37, 820–841. [Google Scholar] [CrossRef]
- Weng, Z.; Wang, J.; Senthil, T.; Wu, L. Mechanical and thermal properties of ABS/montmorillonite nanocomposites for fused deposition modeling 3D printing. Mater. Des. 2016, 102, 276–283. [Google Scholar] [CrossRef]
- Han, C.; Li, Z.; Dou, S.X. Recent progress in thermoelectric materials. Chin. Sci. Bull. 2014, 59, 2073–2091. [Google Scholar] [CrossRef]
- Pang, H.; Piao, Y.; Tan, Y.; Jiang, G.; Wang, J.; Li, Z. Thermoelectric behaviour of segregated conductive polymer composites with hybrid fillers of carbon nanotube and bismuth telluride. Mater. Lett. 2013, 107, 150–153. [Google Scholar] [CrossRef]
- Jood, P.; Mehta, R.J.; Zhang, Y.; Peleckis, G.; Wang, X.; Siegel, R.W.; Borca-tasciuc, T.; Dou, S.X.; Ramanath, G. Al-Doped Zinc Oxide Nanocomposites with Enhanced Thermoelectric Properties. Nano Lett. 2011, 11, 4337–4342. [Google Scholar] [CrossRef] [PubMed]
- Besganz, A.; Zöllmer, V.; Kun, R.; Pál, E.; Walder, L. Inkjet printing as a flexible technology for the deposition of thermoelectric composite structures. Procedia Technol. 2014, 15, 99–106. [Google Scholar] [CrossRef]
- Dawoud, M.; Taha, I.; Ebeid, S.J. Effect of processing parameters and graphite content on the tribological behaviour of 3D printed acrylonitrile butadiene styrene. Mater. Sci. Eng. Technol. 2015, 46, 1185–1195. [Google Scholar] [CrossRef]
- He, M.; Zhao, Y.; Wang, B.; Xi, Q.; Zhou, J.; Liang, Z. 3D Printing Fabrication of Amorphous Thermoelectric Materials with Ultralow Thermal Conductivity. Small 2015, 11, 5889–5894. [Google Scholar] [CrossRef] [PubMed]
- Mohan, N.; Senthil, P.; Vinodh, S.; Jayanth, N. A review on composite materials and process parameters optimisation for the fused deposition modelling process. Virtual Phys. Prototyp. 2017, 12, 47–59. [Google Scholar] [CrossRef]
- Dawoud, M.; Taha, I.; Ebeid, S.J. Mechanical behaviour of ABS: An experimental study using FDM and injection moulding techniques. J. Manuf. Process. 2016, 21, 39–45. [Google Scholar] [CrossRef]
- Fernandez-Vicente, M.; Calle, W.; Ferrandiz, S.; Conejero, A. Effect of Infill Parameters on Tensile Mechanical Behavior in Desktop 3D Printing. 3D Print. Addit. Manuf. 2016, 3, 183–192. [Google Scholar] [CrossRef]
- Patel, D. Effects of Infill Patterns on Time, Surface Roughness and Tensile Strength in 3D Printing. Int. J. Eng. Dev. Res. 2017, 5, 566–569. [Google Scholar]
- Kludgineer. Available online: https://www.thingiverse.com/thing:20355 (accessed on 11 November 2017).
- Slicer. Available online: https://www.slicer.org/ (accessed on 1 October 2017).
- Standard Test Method for Tensile Properties of Plastics; ASTM D638-10; ASTM Internation: West Conshohocken, PA, USA, 2010.
- Standard Test Method for Steady-State Heat Flux Measurements and Thermal Transmission Properties by Means of the Guarded-Hot-Plate Apparatus; ASTM C177-13; ASTM Internation: West Conshohocken, PA, USA, 2013.
- Kaynak, C.; Ozkaraca, A.C. Use of zinc borate as the third component of a traditional brominated flame retardant system in acrylonitrile butadiene styrene. Fire Mater. 2013, 37, 491–502. [Google Scholar] [CrossRef]
- Gkartzou, E.; Koumoulos, E.P.; Charitidis, C.A. Production and 3D printing processing of bio-based thermoplastic filament. Manuf. Rev. 2017, 4. [Google Scholar] [CrossRef]
- Hernandez, D.D. Factors Affecting Dimensional Precision of Consumer 3D Printing. Int. J. Aviat. Aeronaut. Aerosp. 2015, 2. [Google Scholar] [CrossRef]
- Moscato, S.; Bahr, R.; Le, T.; Pasian, M.; Bozzi, M.; Perregrini, L.; Tentzeris, M.M. Infill Dependent 3D-Printed Material Based on NinjaFlex Filament for Antenna Applications. Antennas Wirel. Propag. Lett. 2016, 15, 1506–1509. [Google Scholar] [CrossRef]
- Kulkarni, P.; Dutta, D. Deposition Strategies and Resulting Part Stiffnesses in Fused Deposition Modeling. J. Manuf. Sci. Eng. 1999, 121, 93–103. [Google Scholar] [CrossRef]
- Liang, J. Predictions of Storage Modulus of Glass Bead-Filled Low-Density-Polyethylene Composites. Mater. Sci. Appl. 2010, 1, 343–349. [Google Scholar] [CrossRef][Green Version]
- Arivazhagan, A.; Masood, S.H. Dynamic Mechanical Properties of ABS Material Processed by Fused Deposition Modelling. Int. J. Eng. Res. Appl. 2012, 2, 2009–2014. [Google Scholar]
- Debnath, N.; Panwar, V.; Bag, S.; Saha, M.; Pal, K. Effect of carbon black and nanoclay on mechanical and thermal properties of ABS–PANI/ABS–PPy blends. J. Appl. Polym. Sci. 2015, 42577, 16–19. [Google Scholar] [CrossRef]
- Tsekmes, A.; Kochetov, R.; Morshuis, P.H.F. Thermal Conductivity of Polymeric Composites: A Review. In Proceedings of the 2013 IEEE International Conference on Solid Dielectrics (ICSD), Bologna, Italy, 30 June–4 July 2013; pp. 1–5. [Google Scholar] [CrossRef]
- Wang, L.; Wang, D.; Zhu, G.; Li, J.; Pan, F. Thermoelectric properties of conducting polyaniline/graphite composites. Mater. Lett. 2011, 65, 1086–1088. [Google Scholar] [CrossRef]
- Han, S.; Chung, D.D.L. Carbon fiber polymer-matrix structural composites exhibiting greatly enhanced through-thickness thermoelectric figure of merit. Composites Part A 2013, 48, 162–170. [Google Scholar] [CrossRef]














© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aw, Y.Y.; Yeoh, C.K.; Idris, M.A.; Teh, P.L.; Hamzah, K.A.; Sazali, S.A. Effect of Printing Parameters on Tensile, Dynamic Mechanical, and Thermoelectric Properties of FDM 3D Printed CABS/ZnO Composites. Materials 2018, 11, 466. https://doi.org/10.3390/ma11040466
Aw YY, Yeoh CK, Idris MA, Teh PL, Hamzah KA, Sazali SA. Effect of Printing Parameters on Tensile, Dynamic Mechanical, and Thermoelectric Properties of FDM 3D Printed CABS/ZnO Composites. Materials. 2018; 11(4):466. https://doi.org/10.3390/ma11040466
Chicago/Turabian StyleAw, Yah Yun, Cheow Keat Yeoh, Muhammad Asri Idris, Pei Leng Teh, Khairul Amali Hamzah, and Shulizawati Aqzna Sazali. 2018. "Effect of Printing Parameters on Tensile, Dynamic Mechanical, and Thermoelectric Properties of FDM 3D Printed CABS/ZnO Composites" Materials 11, no. 4: 466. https://doi.org/10.3390/ma11040466
APA StyleAw, Y. Y., Yeoh, C. K., Idris, M. A., Teh, P. L., Hamzah, K. A., & Sazali, S. A. (2018). Effect of Printing Parameters on Tensile, Dynamic Mechanical, and Thermoelectric Properties of FDM 3D Printed CABS/ZnO Composites. Materials, 11(4), 466. https://doi.org/10.3390/ma11040466