Fatigue Behavior of Porous Ti-6Al-4V Made by Laser-Engineered Net Shaping





Abstract
:1. Introduction
2. Materials and Methods
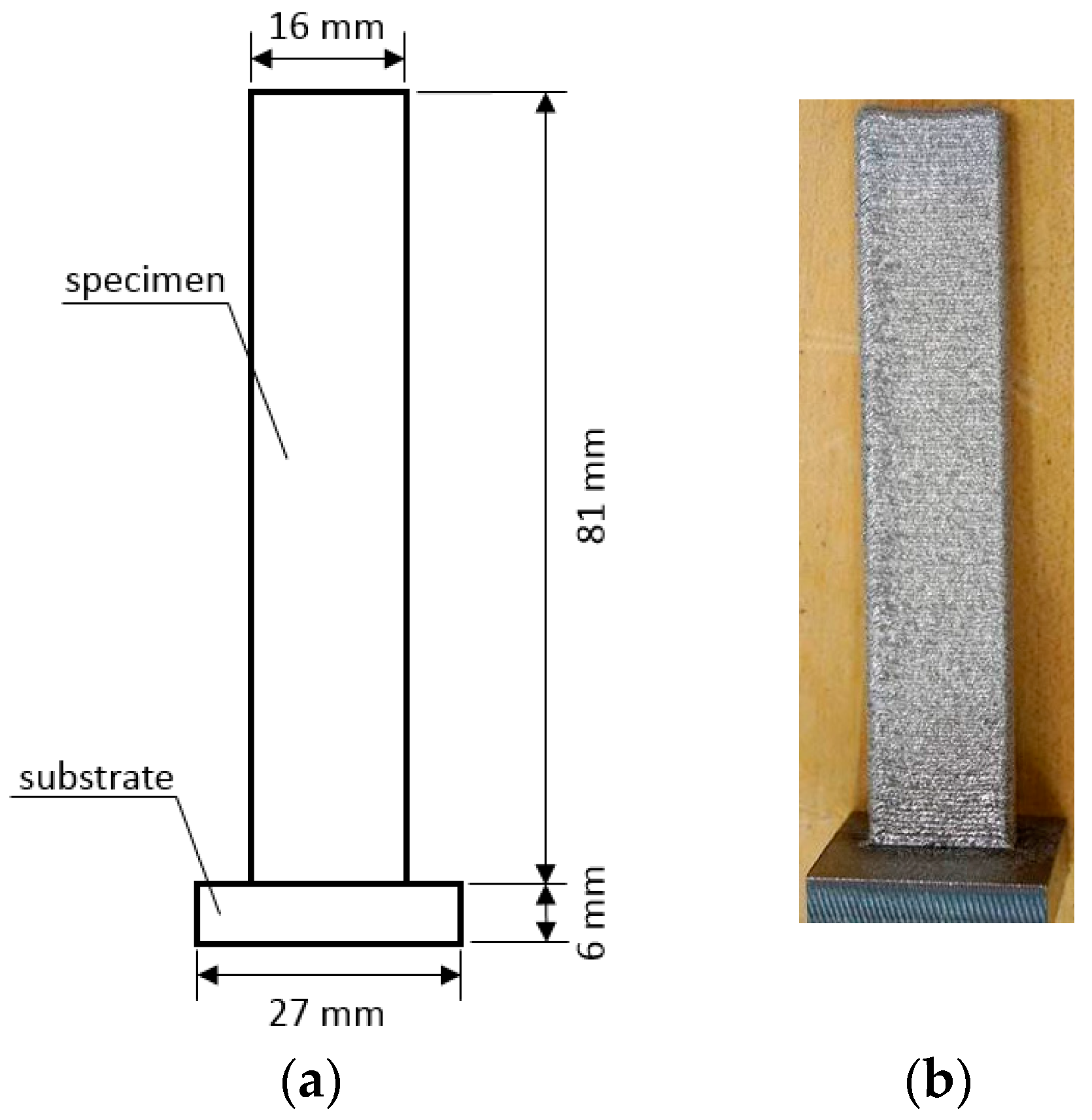
2.1. Fabrication Conditions and Preparation
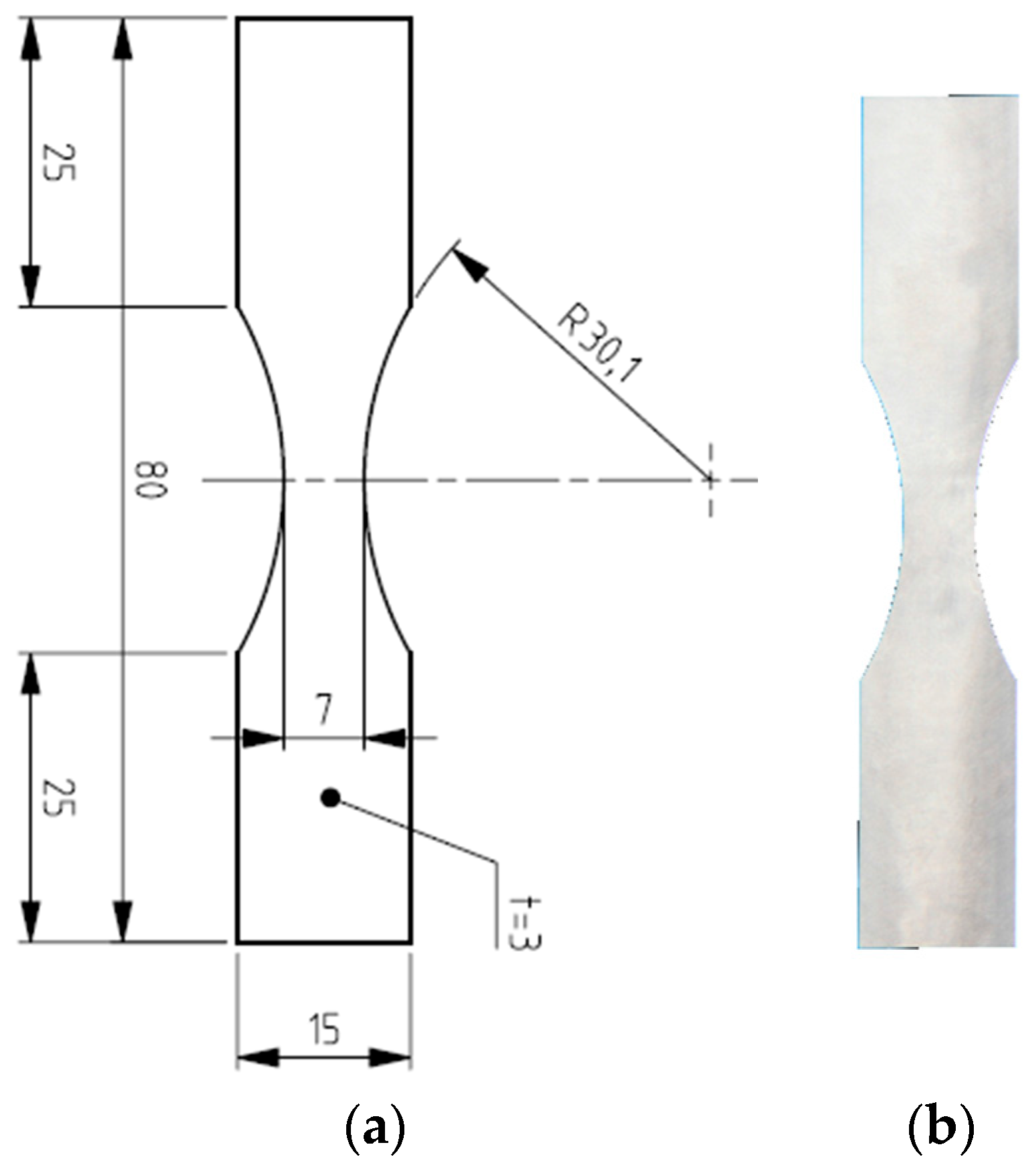
2.2. Tensile and Fatigue Testing Setup
3. Results and Discussion
3.1. Tensile Tests Results
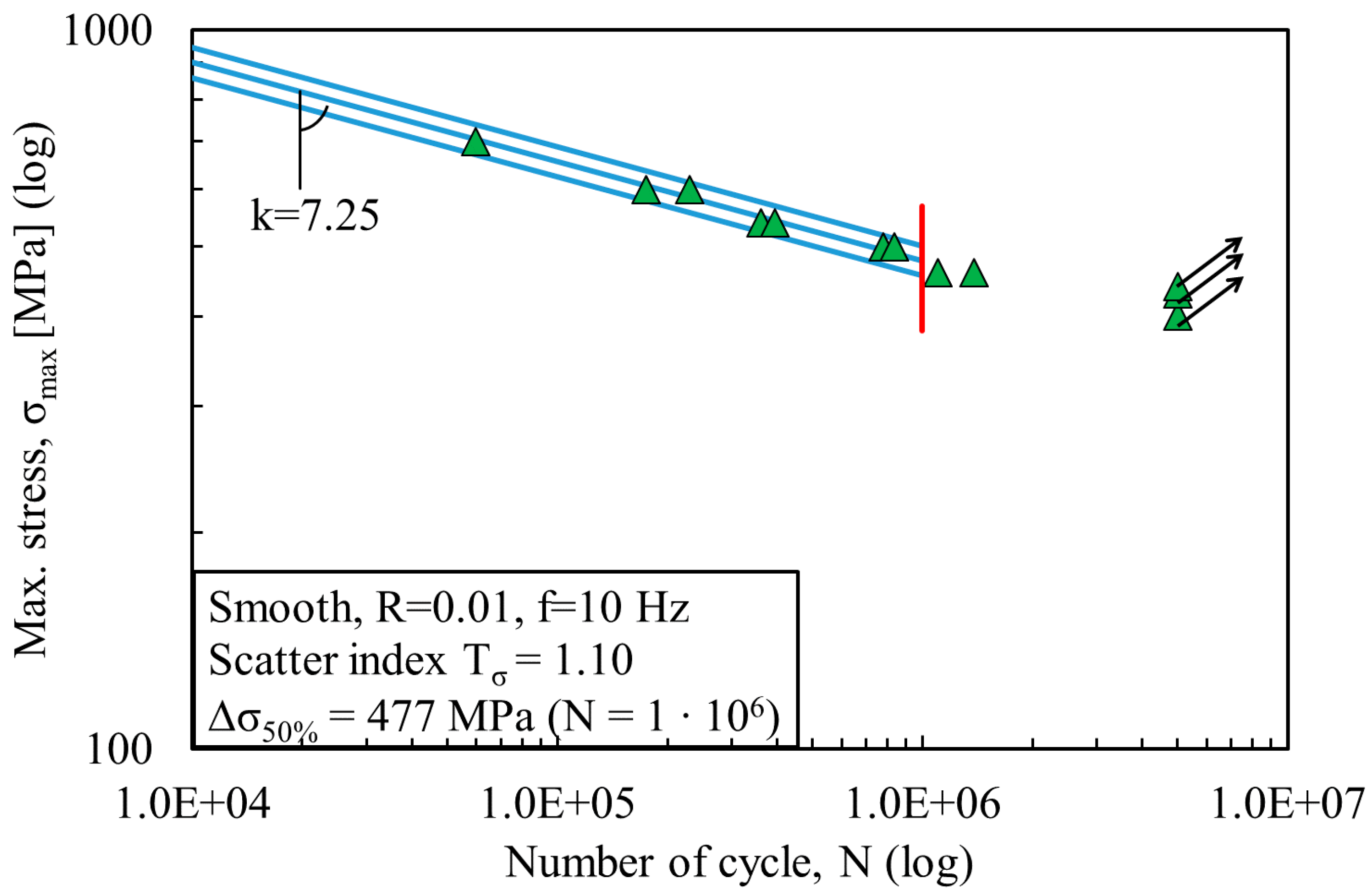
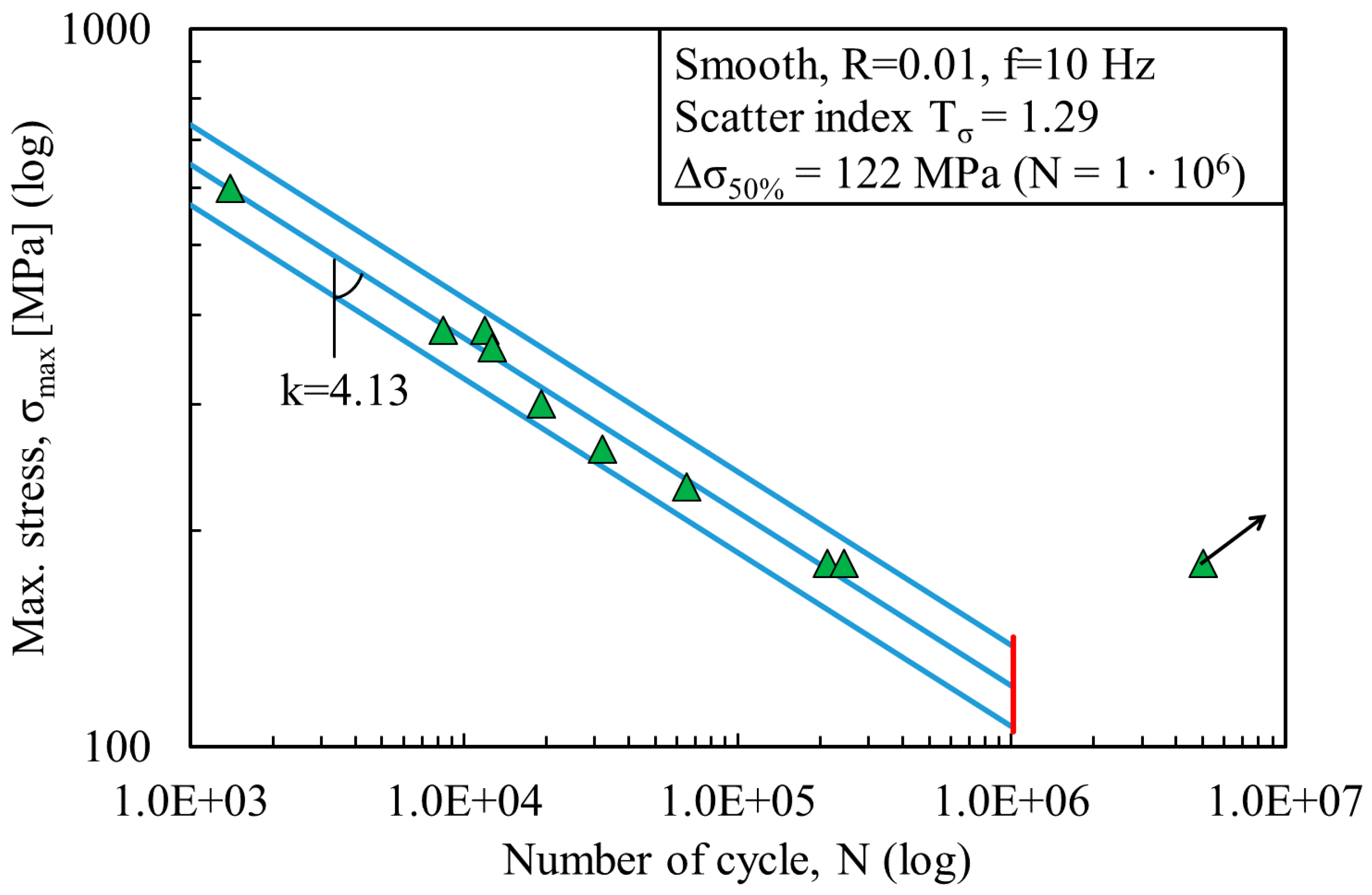
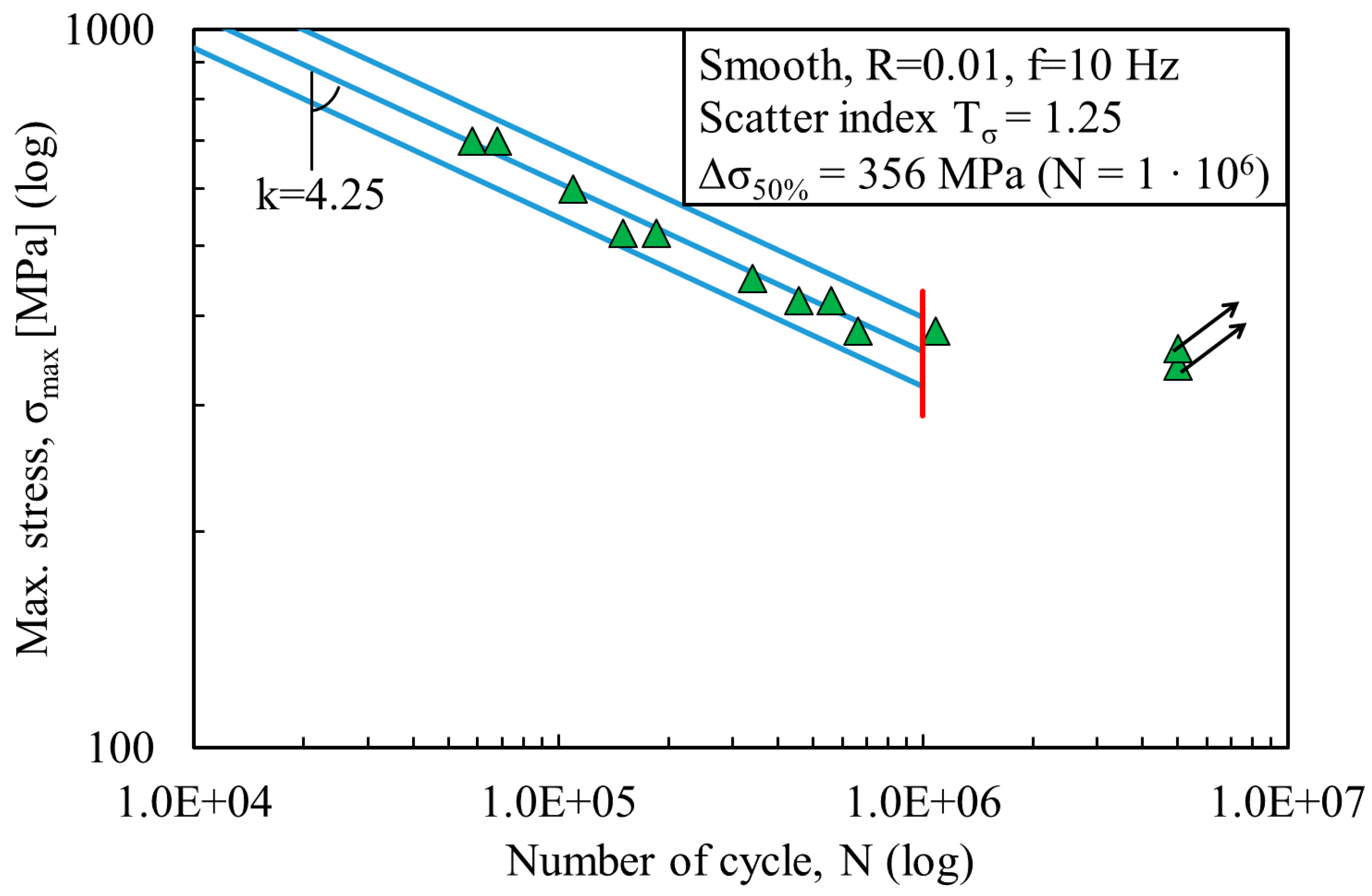
3.2. Fatigue Tests Results
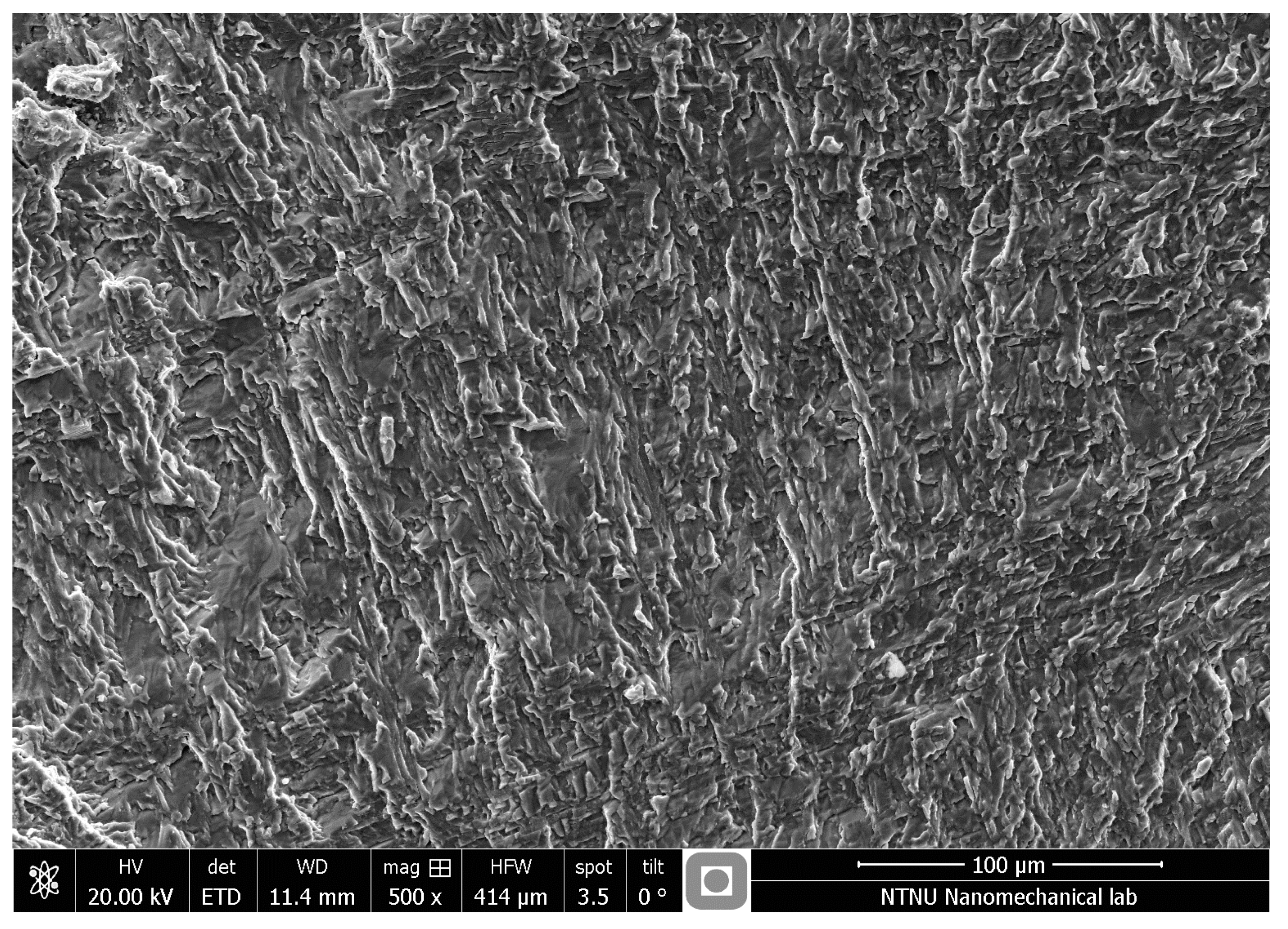
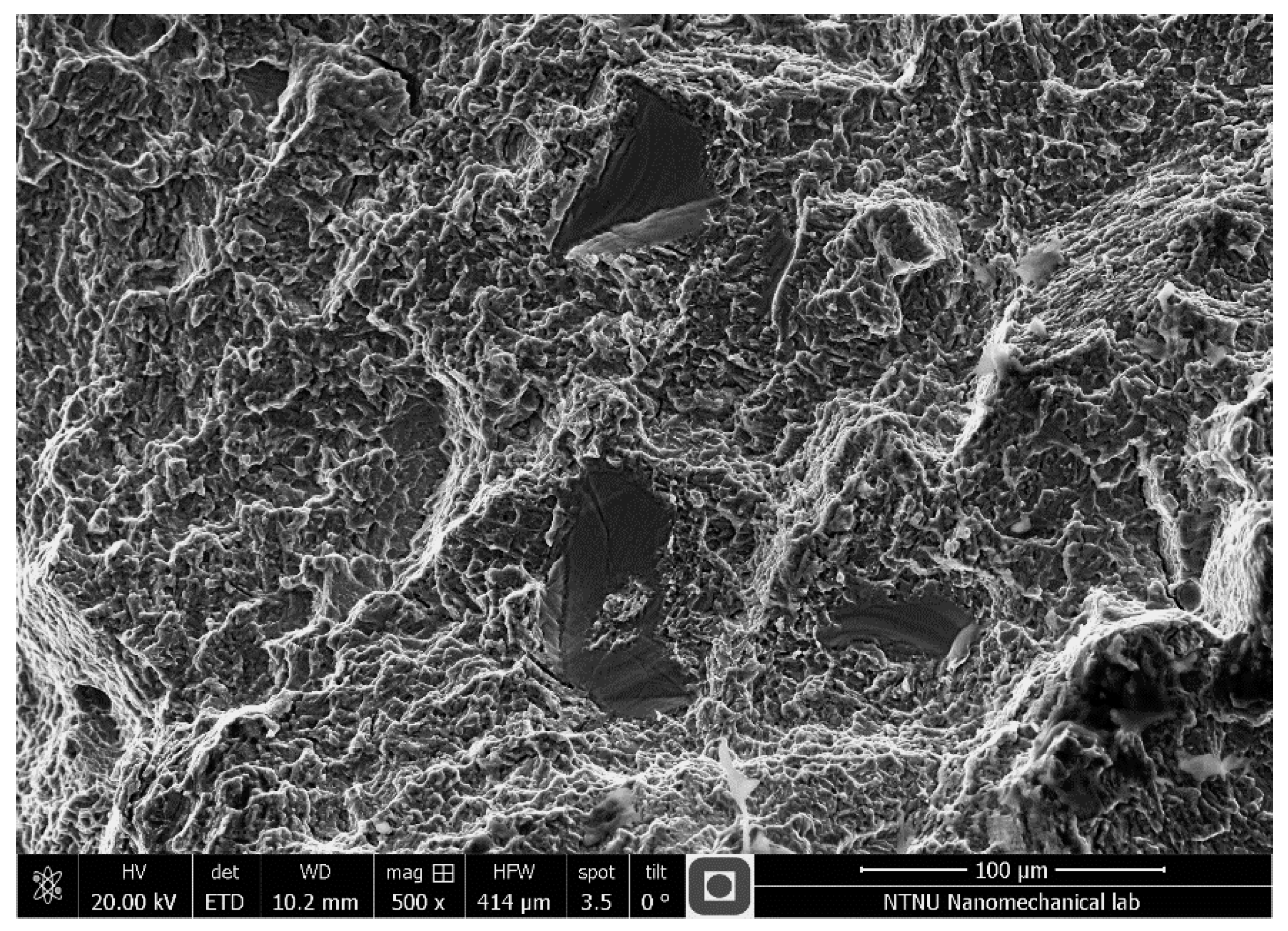
3.3. Fracture Surface Analysis and Microstructure
4. Conclusions
Author Contributions
Conflicts of Interest
References
- Wolff, S.; Lee, T.; Faierson, E.; Ehmann, K.; Cao, J. Anisotropic properties of directed energy deposition (DED)-processed Ti–6Al–4V. J. Manuf. Process. 2016, 24, 397–405. [Google Scholar] [CrossRef]
- Koike, R.; Ashida, R.; Yamazaki, K.; Kakinuma, Y.; Aoyama, T.; Oda, Y.; Kuriya, T.; Fujishima, M. Graphical Evaluation Method for Void Distribution in Direct Energy Deposition. Procedia Manuf. 2016, 6, 105–112. [Google Scholar] [CrossRef]
- Wolff, S.J.; Lin, S.; Faierson, E.J.; Liu, W.K.; Wagner, G.J.; Cao, J. A framework to link localized cooling and properties of directed energy deposition (DED)-processed Ti–6Al–4V. Acta Mater. 2017, 132, 106–117. [Google Scholar] [CrossRef]
- Shim, D.S.; Baek, G.Y.; Seo, J.S.; Shin, G.Y.; Kim, K.P.; Lee, K.Y. Effect of layer thickness setting on deposition characteristics in direct energy deposition (DED) process. Opt. Laser Technol. 2016, 86, 69–78. [Google Scholar] [CrossRef]
- Fujishima, M.; Oda, Y.; Ashida, R.; Takezawa, K.; Kondo, M. Study on factors for pores and cladding shape in the deposition processes of Inconel 625 by the directed energy deposition (DED) method. CIRP J. Manuf. Sci. Technol. 2017, 19, 200–204. [Google Scholar] [CrossRef]
- Razavi, N.; Ferro, P.; Berto, F.; Torgersen, J. Fatigue strength of blunt V-notched specimens produced by selective laser melting of Ti–6Al–4V. Theor. Appl. Fract. Mech. 2017. [Google Scholar] [CrossRef]
- Razavi, N.; Ferro, P.; Berto, F. Fatigue Assessment of Ti–6Al–4V Circular Notched Specimens Produced by Selective Laser Melting. Metals 2017, 7, 291. [Google Scholar] [CrossRef]
- Branco, A.; Costa, J.D.M.; Berto, F.; Razavi, S.M.J.; Ferreira, J.A.M.; Capela, C.; Santos, L.; Antunes, F. Low-Cycle Fatigue Behaviour of AISI 18Ni300 Maraging Steel Produced by Selective Laser Melting. Metals 2018, 8, 32. [Google Scholar] [CrossRef]
- Sterling, A.; Shamsaei, N.; Torries, B.; Thompson, S.M. Fatigue behaviour of additively manufactured Ti–6Al–4V. Procedia Eng. 2015, 133, 576–589. [Google Scholar] [CrossRef]
- Sterling, A.; Torries, B.; Shamsaei, N.; Thompson, S.M.; Seely, D.W. Fatigue behavior and failure mechanisms of direct laser deposited Ti–6Al–4V. Mater. Sci. Eng. A 2016, 655, 100–112. [Google Scholar] [CrossRef]
- Zhai, Y.; Galarraga, H.; Lados, D.A. Microstructure evolution, tensile properties, and fatigue damage mechanisms in Ti–6Al–4V alloys fabricated by two additive manufacturing techniques. Procedia Eng. 2015, 114, 658–666. [Google Scholar] [CrossRef]
- Prabhu, A.W.; Vincent, T.; Chaudhary, A.; Zhang, W.; Babu, S.S. Effect of microstructure and defects on fatigue behaviour of directed energy deposited Ti–6Al–4V. Sci. Technol. Weld. Join. 2015, 20, 659–669. [Google Scholar] [CrossRef]
- Li, P.; Warner, D.H.; Fatemi, A.; Phan, N. Critical assessment of the fatigue performance of additively manufactured Ti–6Al–4V and perspective for future research. Int. J. Fatigue 2016, 85, 130–143. [Google Scholar] [CrossRef]
- Schmidt, F.F.; Wood, R.A. Heat Treatment of Titanium and Titanium Alloys; NASA TM X-53445; NASA Marshall Space Flight Center: Huntsville, AL, USA, 1966.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fabrication Parameter | AM Non-Porous Specimens | AM Porous Specimens |
|---|---|---|
| Laser power (W) | 325 | 250 |
| Head write speed (in/min) | 25 | 40 |
| Layer height (in) | 0.02 | 0.02 |
| Hatch spacing (in) | 0.015 | 0.03 |
| Powder flow rate (g/min) | 1.9 | 5.9 |
| Series | Ultimate Tensile Strength (MPa) | Yield Stress (MPa) | Elongation to Fracture (%) |
|---|---|---|---|
| LENS non-porous | 1068 ± 84 | 914 ± 66 | 6.52 ± 0.31 |
| LENS porous | 987 ± 97 | 960 ± 94 | 1.95 ± 0.28 |
| Wrought | 1089 ± 92 | 1062 ± 83 | 7.46 ± 0.43 |
| Series | N | k | Tσ | Δσ50% |
|---|---|---|---|---|
| Wrought | 2 × 106 | 4.25 | 1.25 | 356 |
| LENS non-porous | 2 × 106 | 7.25 | 1.10 | 477 |
| LENS porous | 2 × 106 | 4.13 | 1.29 | 122 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Razavi, N.; Bordonaro, G.G.; Ferro, P.; Torgersen, J.; Berto, F. Fatigue Behavior of Porous Ti-6Al-4V Made by Laser-Engineered Net Shaping. Materials 2018, 11, 284. https://doi.org/10.3390/ma11020284
Razavi N, Bordonaro GG, Ferro P, Torgersen J, Berto F. Fatigue Behavior of Porous Ti-6Al-4V Made by Laser-Engineered Net Shaping. Materials. 2018; 11(2):284. https://doi.org/10.3390/ma11020284
Chicago/Turabian StyleRazavi, Nima, Giancarlo G. Bordonaro, Paolo Ferro, Jan Torgersen, and Filippo Berto. 2018. "Fatigue Behavior of Porous Ti-6Al-4V Made by Laser-Engineered Net Shaping" Materials 11, no. 2: 284. https://doi.org/10.3390/ma11020284
APA StyleRazavi, N., Bordonaro, G. G., Ferro, P., Torgersen, J., & Berto, F. (2018). Fatigue Behavior of Porous Ti-6Al-4V Made by Laser-Engineered Net Shaping. Materials, 11(2), 284. https://doi.org/10.3390/ma11020284