A Feasibility Study on HPMC-Improved Sulphoaluminate Cement for 3D Printing



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of SAC Paste Samples
2.3. Preparation of SAC Mortar Samples
2.4. Test Methods
2.4.1. X-Ray Diffraction Analysis
2.4.2. Hydration Heat
2.4.3. Setting Time and Fluidity
2.4.4. Compressive Strength
2.4.5. Microstructure
3. Results and Discussion
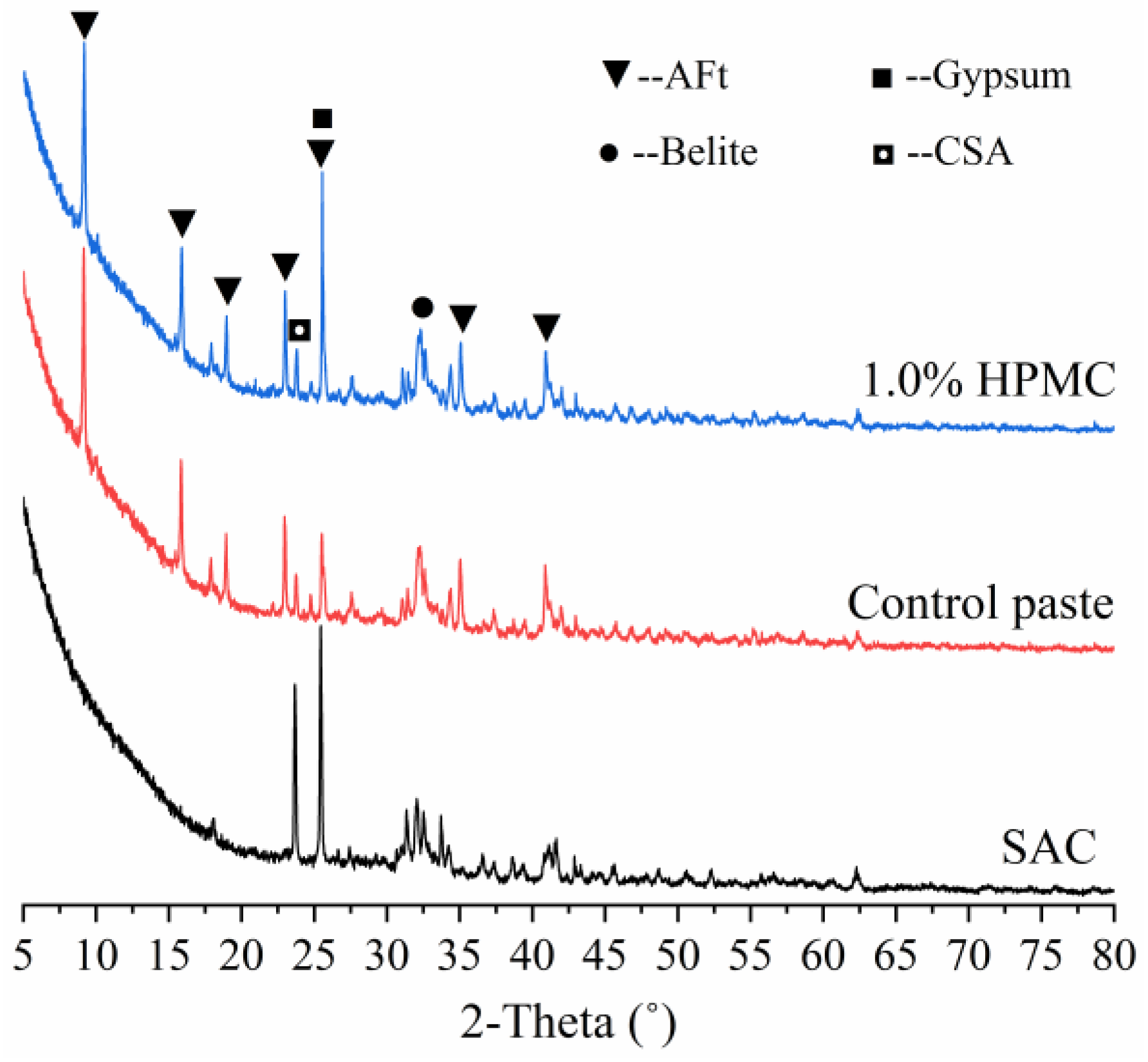
3.1. XRD Analysis of SAC and the Hydrated Samples
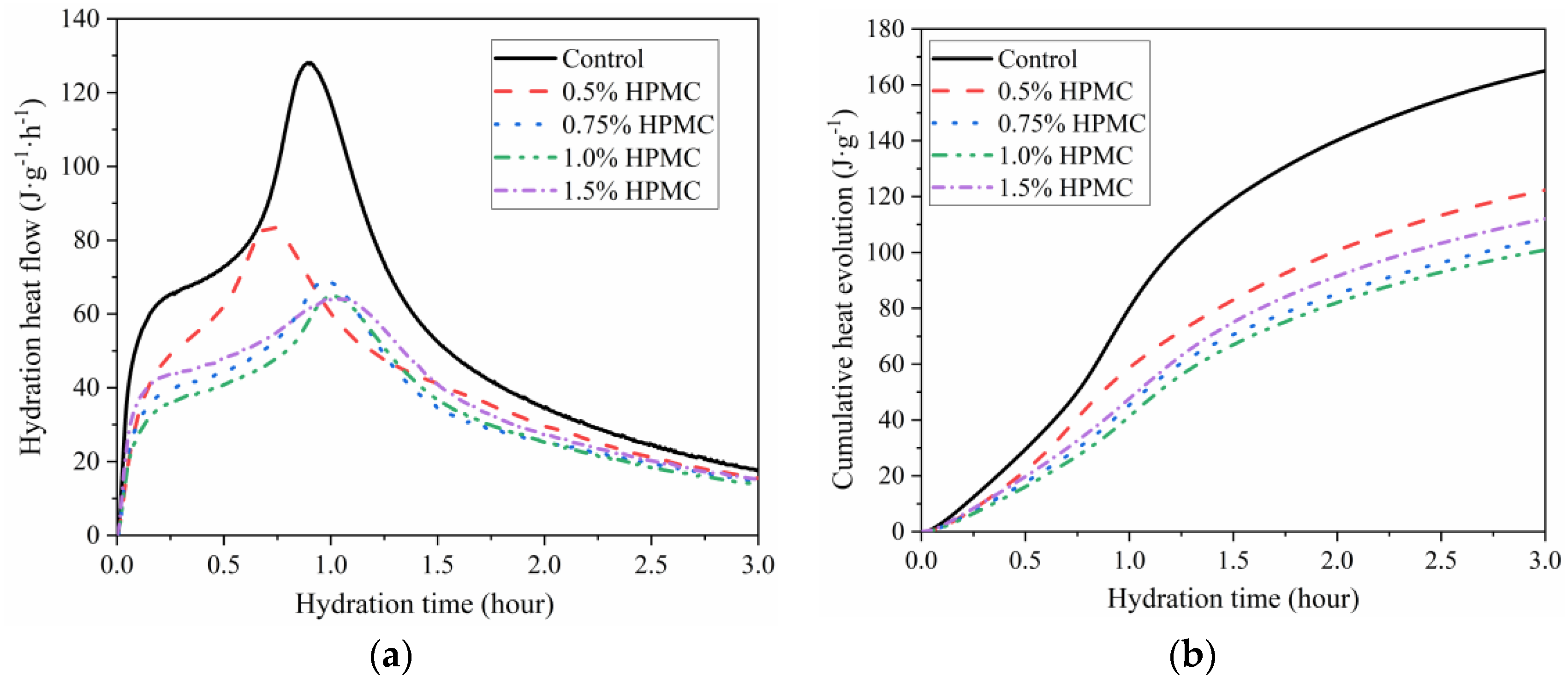
3.2. Influence of HPMC on Hydration Heat of SAC
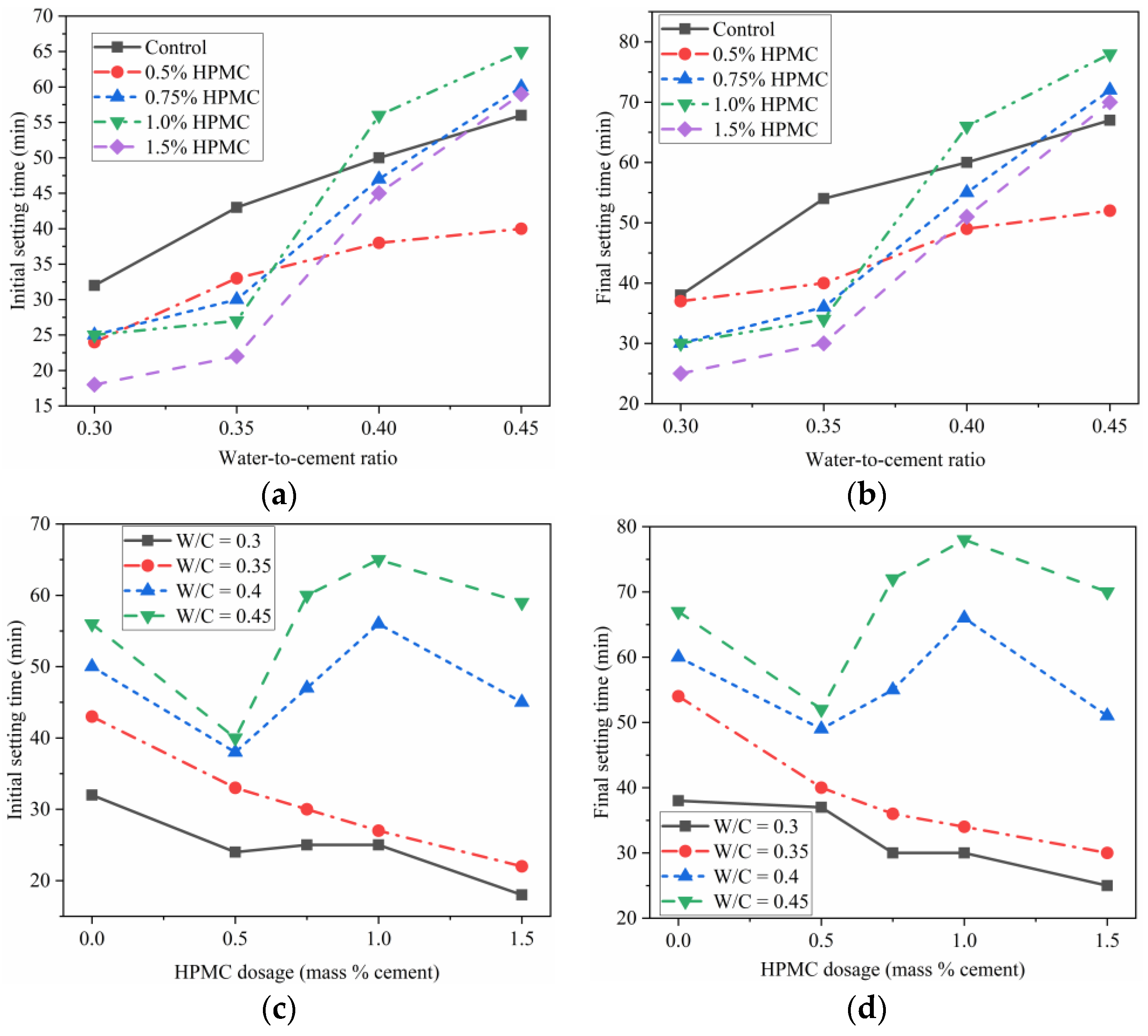
3.3. Influence of W/C Ratio and HPMC Content on the Setting Time of SAC
3.4. Influence of W/C Ratio and HPMC Content on the Fluidity of the SAC Paste
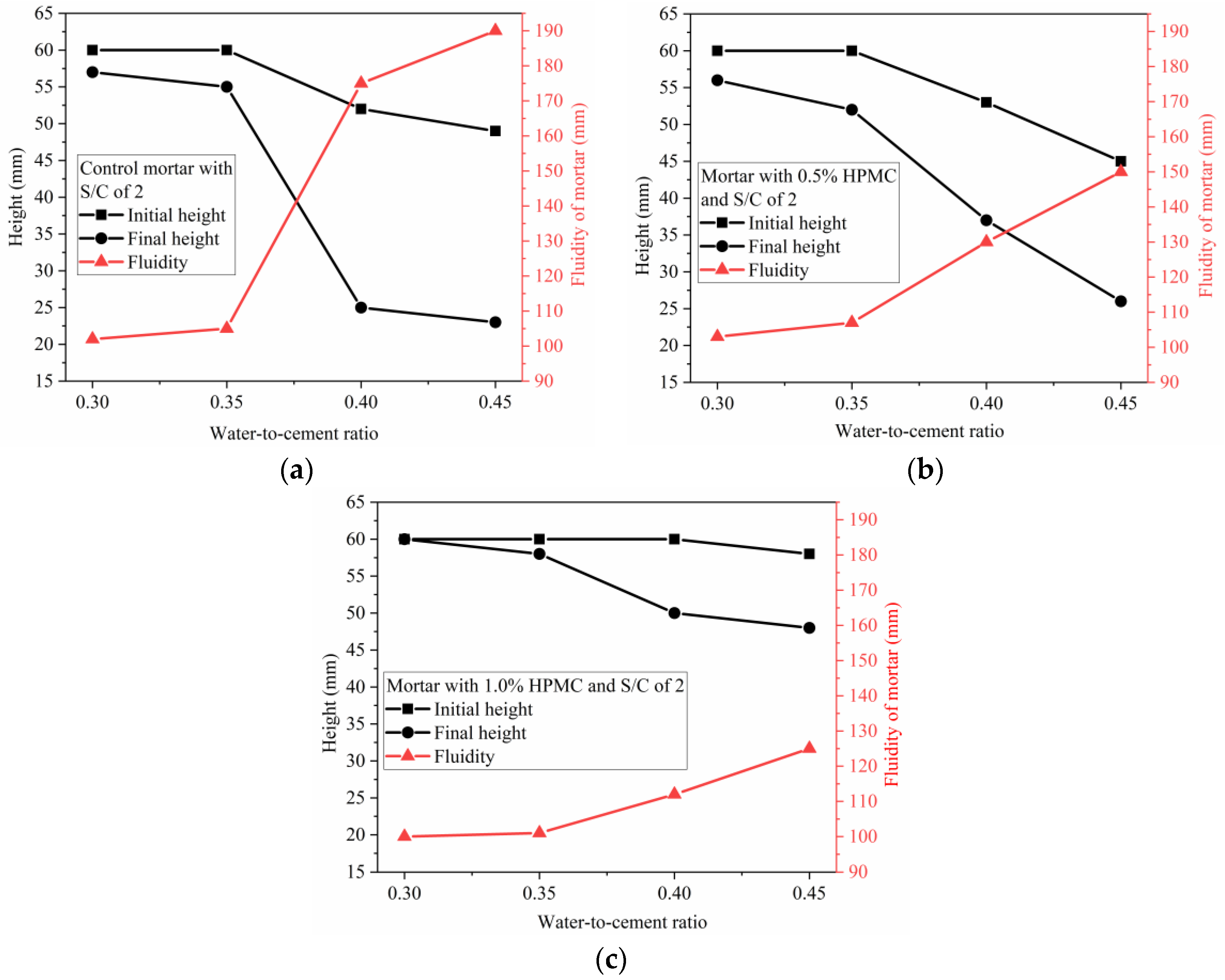
3.5. Influence of S/C Ratio, W/C Ratio and HPMC Content on the Fluidity of the SAC Mortar
3.6. Influence of HPMC Content on the Early Compressive Strength of the SAC Mortar
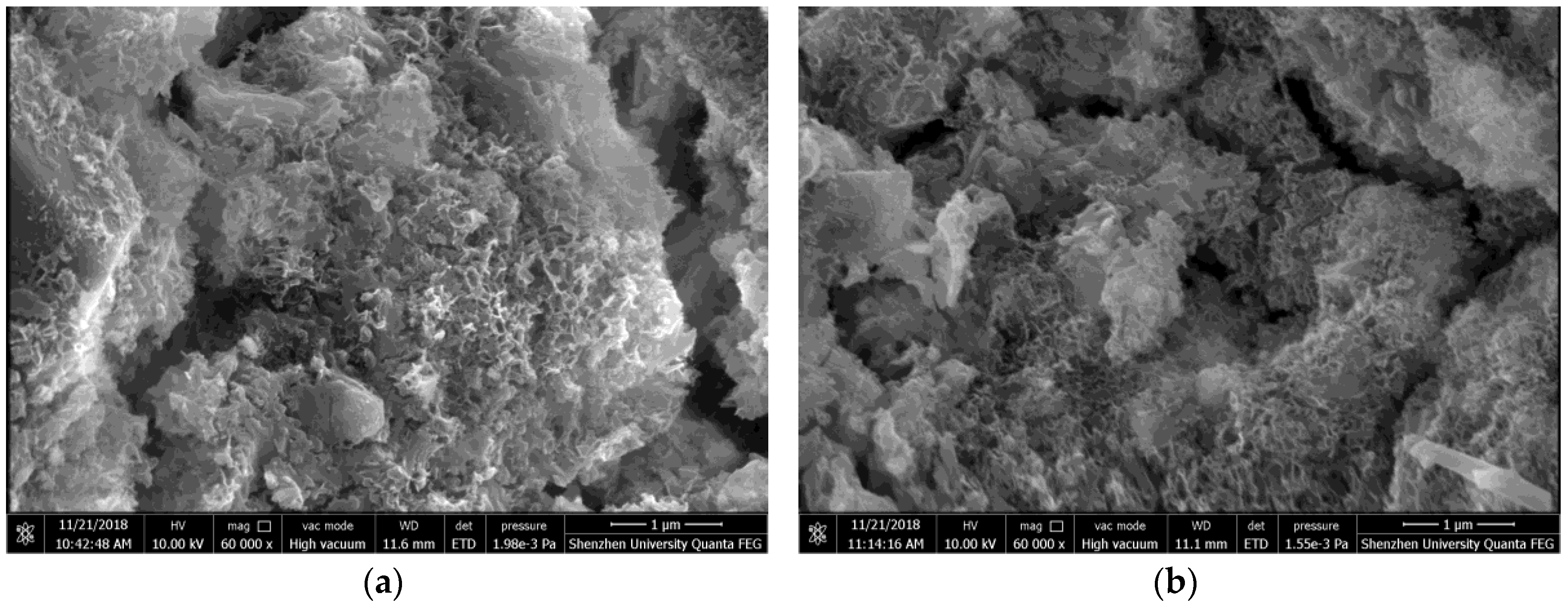
3.7. Microstructure of Hardened SAC Paste and Mortar with and without HPMC
4. Conclusions
- The addition of HPMC shows a delay effect on the hydration of SAC. The delay effect was enhanced due to the increasing HPMC dosage from 0.5% to 1.0% by mass of cement. While, when the HPMC dosage increased to 1.5%, the delay effect was weakened.
- The influence of HPMC on the setting time measured using Vicat needle depends on the W/C ratio and HPMC dosage. The HPMC composite pastes with W/C ratios of 0.30 and 0.35 have a faster setting time. While the HPMC composite pastes with W/C ratios of 0.40 and 0.45 show a decrease in the setting time with increasing HPMC dosage from 0 to 0.5%, and then an increase with increasing HPMC dosage from 0.5% to 1.0%, followed by another decrease from 1.0% to 1.5%. The reason for that is the counterbalance between the impact of hydration delay resulted from adsorption of water and gelation effect of HPMC.
- The addition of HPMC significantly increases the viscosity of SAC paste and mortar, presenting them with both good shape retainability in the static state and fluid behavior in the kinetic state. The effect of improving shape retainability and compressive strength is mainly attributed to the gelation of HPMC, constructing a 3D network, and this network helps SAC paste and mortar show an appealing rheological behavior that could decrease or prevent flowing.
- Furthermore, the addition of HPMC remarkably improves the early compressive strength of the mortar tested at 1 h and 2 h of hydration time.
- The addition of HPMC accelerated the growth of ettringite crystals and had no significant influence on the microstructure of SAC mortar at hydration time of 2 h.
Author Contributions
Funding
Conflicts of Interest
References
- Paul, S.C.; van Zijl, G.P.A.G.; Tan, M.J.; Gibson, I. A review of 3D concrete printing systems and materials properties: Current status and future research prospects. Rapid Prototyp. J. 2018, 24, 784–798. [Google Scholar] [CrossRef]
- Ma, G.; Wang, L. A critical review of preparation design and workability measurement of concrete material for largescale 3D printing. Front. Struct. Civ. Eng. 2018, 12, 382–400. [Google Scholar] [CrossRef]
- Lediga, R.; Kruger, D. Optimizing concrete mix design for application in 3D printing technology for the construction industry. Solid State Phenom. 2017, 263, 24–29. [Google Scholar] [CrossRef]
- Yi Wei, T.; Panda, B.; Paul, S.C.; Ming Jen, T.; Shunzhi, Q.; Kah Fai, L.; Chee Kai, C. Processing and properties of construction materials for 3D printing. Mater. Sci. Forum 2016, 861, 177–181. [Google Scholar] [CrossRef]
- Lu, B.; Tan, M.J.; Nan, S. A review of 3D printable construction materials and applications. In Proceedings of the 2nd International Conference on Progress in Additive Manufacturing, Singapore, 16–19 May 2016. [Google Scholar]
- Van Zijl, G.P.A.G.; Paul, S.C.; Tan, M.J. Properties of 3D printable concrete. In Proceedings of the 2nd International Conference on Progress in Additive Manufacturing, Singapore, 16–19 May 2016. [Google Scholar]
- Ma, G.; Wang, L.; Ju, Y. State-of-the-art of 3D printing technology of cementitious material-an emerging technique for construction. Sci. China Technol. Sci. 2018, 61, 475–495. [Google Scholar] [CrossRef]
- Salet, T.A.M.; Wolfs, R.J.M. Potentials and challenges in 3D concrete printing. In Proceedings of the 2nd International Conference on Progress in Additive Manufacturing, Singapore, 16–19 May 2016. [Google Scholar]
- Perkins, I.; Skitmore, M. Three-dimensional printing in the construction industry: A review. Int. J. Constr. Manag. 2015, 15, 1–9. [Google Scholar] [CrossRef]
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual Phys. Prototyp. 2016, 11, 209–225. [Google Scholar] [CrossRef]
- Zhu, J.; Tao, Z.; Faried, M.; Chen, W. 3D printing cement based ink, and it’s application within the construction industry. In Proceedings of the MATEC Web of Conferences, Iasi, Romania, 24–27 May 2017; Volume 120. [Google Scholar] [CrossRef]
- Weng, Y.; Lu, B.; Tan, M.J.; Qian, S. Rheology and printability of engineered cementitious composites—A literature review. In Proceedings of the 2nd International Conference on Progress in Additive Manufacturing, Singapore, 16–19 May 2016. [Google Scholar]
- Panda, B.; Tan, M.J. Experimental study on mix proportion and fresh properties of fly ash based geopolymer for 3D concrete printing. Ceram. Int. 2018, 44, 10258–10265. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Courteille, E. 3D printing of earth-based materials: Processing aspects. Constr. Build. Mater. 2018, 172, 670–676. [Google Scholar] [CrossRef]
- Boukendakdji, O.; Kenai, S.; Kadri, E.H.; Rouis, F. Effect of slag on the rheology of fresh self-compacted concrete. Constr. Build. Mater. 2009, 23, 2593–2598. [Google Scholar] [CrossRef]
- Yang, E.H.; Sahmaran, M.; Yang, Y.; Li, V.C. Rheological control in production of engineered cementitious composites. ACI Mater. J. 2009, 106, 357–366. [Google Scholar]
- Banfill, P.F.G. Additivity effects in the rheology of fresh concrete containing water-reducing admixtures. Constr. Build. Mater. 2011, 25, 2955–2960. [Google Scholar] [CrossRef]
- Aiad, I.; Abd El-Aleem, S.; El-Didamony, H. Effect of delaying addition of some concrete admixtures on the rheological properties of cement pastes. Cem. Concr. Res. 2002, 32, 1839–1843. [Google Scholar] [CrossRef]
- Ferraris, C.F.; Obla, K.H.; Hill, R. The influence of mineral admixtures on the theology of cement paste and concrete. Cem. Concr. Res. 2001, 31, 245–255. [Google Scholar] [CrossRef]
- Domone, P.L.J.; Yongmo, X.; Banfill, P.F.G. Developments of the two-point workability test for high-performance concrete. Mag. Concr. Res. 1999, 51, 171–179. [Google Scholar] [CrossRef]
- Hu, J.O.; Wang, K.J. Effect of coarse aggregate characteristics on concrete rheology. Constr. Build. Mater. 2011, 25, 1196–1204. [Google Scholar] [CrossRef]
- Patural, L.; Marchal, P.; Govin, A.; Grosseau, P.; Ruot, B.; Devès, O. Cellulose ethers influence on water retention and consistency in cement-based mortars. Cem. Concr. Res. 2011, 41, 46–55. [Google Scholar] [CrossRef]
- Zhi, Z.; Ma, B.; Tan, H.; Guo, Y.; Jin, Z.; Yu, H.; Jian, S. Effect of competitive adsorption between polycarboxylate superplasticizer and hydroxypropylmethyl cellulose on rheology of gypsum paste. J. Mater. Civ. Eng. 2018, 30. [Google Scholar] [CrossRef]
- Deng, L.; Feng, B.; Zhang, Y. An optimization method for multi-objective and multi-factor designing of a ceramic slurry: Combining orthogonal experimental design with artificial neural networks. Ceram. Int. 2018, 44, 15918–15923. [Google Scholar] [CrossRef]
- Tubío, C.R.; Rama, A.; Gómez, M.; del Río, F.; Guitián, F.; Gil, A. 3D-printed graphene-Al2O3 composites with complex mesoscale architecture. Ceram. Int. 2018, 44, 5760–5767. [Google Scholar] [CrossRef]
- Ananthakumar, S.; Manohar, P.; Warrier, K.G.K. Effect of boehmite and organic binders on extrusion of alumina. Ceram. Int. 2004, 30, 837–842. [Google Scholar] [CrossRef]
- Poinot, T.; Govin, A.; Grosseau, P. Importance of coil-overlapping for the effectiveness of hydroxypropylguars as water retention agent in cement-based mortars. Cem. Concr. Res. 2014, 56, 61–68. [Google Scholar] [CrossRef]
- Pourchez, J.; Peschard, A.; Grosseau, P.; Guyonnet, R.; Guilhot, B.; Vallée, F. HPMC and HEMC influence on cement hydration. Cem. Concr. Res. 2006, 36, 288–294. [Google Scholar] [CrossRef]
- Poinot, T.; Govin, A.; Grosseau, P. Influence of hydroxypropylguars on rheological behavior of cement-based mortars. Cem. Concr. Res. 2014, 58, 161–168. [Google Scholar] [CrossRef]
- Patural, L.; Porion, P.; Van Damme, H.; Govin, A.; Grosseau, P.; Ruot, B.; Devès, O. A pulsed field gradient and nmr imaging investigations of the water retention mechanism by cellulose ethers in mortars. Cem. Concr. Res. 2010, 40, 1378–1385. [Google Scholar] [CrossRef]
- Liu, W.; Zhang, J.; Rethore, G.; Khairoun, K.; Pilet, P.; Tancret, F.; Bouler, J.M.; Weiss, P. A novel injectable, cohesive and toughened si-hpmc (silanized-hydroxypropyl methylcellulose) composite calcium phosphate cement for bone substitution. Acta Biomater. 2014, 10, 3335–3345. [Google Scholar] [CrossRef] [PubMed]
- Paiva, H.; Silva, L.M.; Labrincha, J.A.; Ferreira, V.M. Effects of a water-retaining agent on the rheological behaviour of a single-coat render mortar. Cem. Concr. Res. 2006, 36, 1257–1262. [Google Scholar] [CrossRef]
- Zhang, G.; Li, G.; Li, Y. Effects of superplasticizers and retarders on the fluidity and strength of sulphoaluminate cement. Constr. Build. Mater. 2016, 126, 44–54. [Google Scholar] [CrossRef]
- Tan, H.; Guo, Y.; Zou, F.; Jian, S.; Ma, B.; Zhi, Z. Effect of borax on rheology of calcium sulphoaluminate cement paste in the presence of polycarboxylate superplasticizer. Constr. Build. Mater. 2017, 139, 277–285. [Google Scholar] [CrossRef]
- Zhang, J.; Li, G.; Ye, W.; Chang, Y.; Liu, Q.; Song, Z. Effects of ordinary portland cement on the early properties and hydration of calcium sulfoaluminate cement. Constr. Build. Mater. 2018, 186, 1144–1153. [Google Scholar] [CrossRef]
- Telesca, A.; Marroccoli, M.; Pace, M.L.; Tomasulo, M.; Valenti, G.L.; Monteiro, P.J.M. A hydration study of various calcium sulfoaluminate cements. Cem. Concr. Compos. 2014, 53, 224–232. [Google Scholar] [CrossRef]
- Glasser, F.P.; Zhang, L. High-performance cement matrices based on calcium sulfoaluminate–belite compositions. Cem. Concr. Res. 2001, 31, 1881–1886. [Google Scholar] [CrossRef]
- Gartner, E. Industrially interesting approaches to “low-CO2” cements. Cem. Concr. Res. 2004, 34, 1489–1498. [Google Scholar] [CrossRef]
- Duan, P.; Chen, W.; Ma, J.; Shui, Z. Influence of layered double hydroxides on microstructure and carbonation resistance of sulphoaluminate cement concrete. Constr. Build. Mater. 2013, 48, 601–609. [Google Scholar] [CrossRef]
- Zhao, J.; Cai, G.; Gao, D.; Zhao, S. Influences of freeze–thaw cycle and curing time on chloride ion penetration resistance of sulphoaluminate cement concrete. Constr. Build. Mater. 2014, 53, 305–311. [Google Scholar] [CrossRef]
- Reig, L.; Sanz, M.A.; Borrachero, M.V.; Monzó, J.; Soriano, L.; Payá, J. Compressive strength and microstructure of alkali-activated mortars with high ceramic waste content. Ceram. Int. 2017, 43, 13622–13634. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Mohamed, N.A.N.; Tay, Y.W.D.; Tan, M.J. Measurement of tensile bond strength of 3D printed geopolymer mortar. Measurement 2018, 113, 108–116. [Google Scholar] [CrossRef]
- Ma, H.Y.; Hou, D.S.; Lu, Y.Y.; Li, Z.J. Two-scale modeling of the capillary network in hydrated cement paste. Constr. Build. Mater. 2014, 64, 11–21. [Google Scholar] [CrossRef]
- Zhang, J.R.; Fan, T.Y.; Ma, H.Y.; Li, Z.J. Monitoring setting and hardening of concrete by active acoustic method: Effects of water-to-cement ratio and pozzolanic materials. Constr. Build. Mater. 2015, 88, 118–125. [Google Scholar] [CrossRef]
- Szeląg, M. Development of cracking patterns in modified cement matrix with microsilica. Materials 2018, 11, 1928. [Google Scholar] [CrossRef] [PubMed]
- Richardson, I.G. Tobermorite/jennite- and tobermorite/calcium hydroxide-based models for the structure of c-s-h: Applicability to hardened pastes of tricalcium silicate, β-dicalcium silicate, portland cement, and blends of portland cement with blast-furnace slag, metakaolin, or silica fume. Cem. Concr. Res. 2004, 34, 1733–1777. [Google Scholar] [CrossRef]
- Llanes, M.C.; González, M.J.G.; Moreno, S.M.P.; Raya, J.P.B. Recovery of ilmenite mud as an additive in commercial portland cements. Environ. Sci. Pollut. Res. Int. 2018, 25, 24695–24703. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Hong, J.; Zhu, X.; Yang, D.; Bai, Y.; Liu, J.; Miao, C. Retardation mechanism of anionic asphalt emulsion on the hydration of portland cement. Constr. Build. Mater. 2018, 163, 714–723. [Google Scholar] [CrossRef]
- Zheng, K.; Zhou, J.; Gbozee, M. Influences of phosphate tailings on hydration and properties of portland cement. Constr. Build. Mater. 2015, 98, 593–601. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CaO | SiO2 | Al2O3 | SO3 | MgO | Fe2O3 | TiO2 | K2O | Na2O | SrO | MnO | Others |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 42.3 | 18.4 | 16.1 | 14.5 | 3.63 | 1.27 | 0.64 | 0.473 | 0.25 | 0.117 | 0.086 | 2.234 |
| Sample No. | Cement | HPMC (wt.% Cement) | W/C |
|---|---|---|---|
| Control-0.30 | 1 | – | 0.30 |
| Control-0.35 | 1 | – | 0.35 |
| Control-0.40 | 1 | – | 0.40 |
| Control-0.45 | 1 | – | 0.45 |
| SH5-0.30 | 1 | 0.5 | 0.30 |
| SH5-0.30 | 1 | 0.5 | 0.35 |
| SH5-0.30 | 1 | 0.5 | 0.40 |
| SH5-0.30 | 1 | 0.5 | 0.45 |
| SH75-0.30 | 1 | 0.75 | 0.30 |
| SH75-0.30 | 1 | 0.75 | 0.35 |
| SH75-0.30 | 1 | 0.75 | 0.40 |
| SH75-0.30 | 1 | 0.75 | 0.45 |
| SH10-0.30 | 1 | 1.0 | 0.30 |
| SH10-0.30 | 1 | 1.0 | 0.35 |
| SH10-0.30 | 1 | 1.0 | 0.40 |
| SH10-0.30 | 1 | 1.0 | 0.45 |
| SH15-0.30 | 1 | 1.5 | 0.30 |
| SH15-0.30 | 1 | 1.5 | 0.35 |
| SH15-0.30 | 1 | 1.5 | 0.40 |
| SH15-0.30 | 1 | 1.5 | 0.45 |
| Sample No. | Cement | HPMC (wt.% Cement) | S/C | W/C |
|---|---|---|---|---|
| Control-1-4 | 1 | – | 1 | 0.40 |
| Control-15-4 | 1 | – | 1.5 | 0.40 |
| Control-2-3 | 1 | – | 2 | 0.30 |
| Control-2-35 | 1 | – | 2 | 0.35 |
| Control-2-4 | 1 | – | 2 | 0.40 |
| Control-2-45 | 1 | – | 2 | 0.45 |
| Control-3-4 | 1 | – | 3 | 0.40 |
| SH5-1-4 | 1 | 0.5 | 1 | 0.40 |
| SH5-15-4 | 1 | 0.5 | 1.5 | 0.40 |
| SH5-2-3 | 1 | 0.5 | 2 | 0.30 |
| SH5-2-35 | 1 | 0.5 | 2 | 0.35 |
| SH5-2-4 | 1 | 0.5 | 2 | 0.40 |
| SH5-2-45 | 1 | 0.5 | 2 | 0.45 |
| SH5-3-4 | 1 | 0.5 | 3 | 0.40 |
| SH75-1-4 | 1 | 0.75 | 1 | 0.40 |
| SH10-1-4 | 1 | 1.0 | 1 | 0.40 |
| SH10-15-4 | 1 | 1.0 | 1.5 | 0.40 |
| SH10-2-3 | 1 | 1.0 | 2 | 0.30 |
| SH10-2-35 | 1 | 1.0 | 2 | 0.35 |
| SH10-2-4 | 1 | 1.0 | 2 | 0.40 |
| SH10-2-45 | 1 | 1.0 | 2 | 0.45 |
| SH10-3-4 | 1 | 1.0 | 3 | 0.40 |
| SH15-1-4 | 1 | 1.5 | 1 | 0.40 |
| W/C Ratio | Setting Time (min) | Shortened/Extended Time (min) | ||||
|---|---|---|---|---|---|---|
| Control | 0.5% HPMC | 0.75% HPMC | 1.0% HPMC | 1.5% HPMC | ||
| 0.3 | Initial | 32 | −8 | −4 | −7 | −14 |
| Final | 38 | −1 | −8 | −8 | −13 | |
| 0.35 | Initial | 43 | −10 | −13 | −16 | −21 |
| Final | 54 | −14 | −18 | −20 | −24 | |
| 0.4 | Initial | 50 | −12 | −3 | +6 | −5 |
| Final | 60 | −11 | −5 | +6 | −9 | |
| 0.45 | Initial | 56 | −16 | +4 | +9 | +3 |
| Final | 67 | −15 | +5 | +11 | +3 | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, Z.; Wang, X.; Sanjayan, J.; Zou, P.X.W.; Ding, Z.-K. A Feasibility Study on HPMC-Improved Sulphoaluminate Cement for 3D Printing. Materials 2018, 11, 2415. https://doi.org/10.3390/ma11122415
Ding Z, Wang X, Sanjayan J, Zou PXW, Ding Z-K. A Feasibility Study on HPMC-Improved Sulphoaluminate Cement for 3D Printing. Materials. 2018; 11(12):2415. https://doi.org/10.3390/ma11122415
Chicago/Turabian StyleDing, Zhu, Xiaodong Wang, Jay Sanjayan, Patrick X.W. Zou, and Zhi-Kun Ding. 2018. "A Feasibility Study on HPMC-Improved Sulphoaluminate Cement for 3D Printing" Materials 11, no. 12: 2415. https://doi.org/10.3390/ma11122415
APA StyleDing, Z., Wang, X., Sanjayan, J., Zou, P. X. W., & Ding, Z.-K. (2018). A Feasibility Study on HPMC-Improved Sulphoaluminate Cement for 3D Printing. Materials, 11(12), 2415. https://doi.org/10.3390/ma11122415