Effect of Polypropylene Fibre Addition on Properties of Geopolymers Made by 3D Printing for Digital Construction

 , ,
, ,  and
and
Abstract
1. Introduction
2. Materials and Experimental Procedure
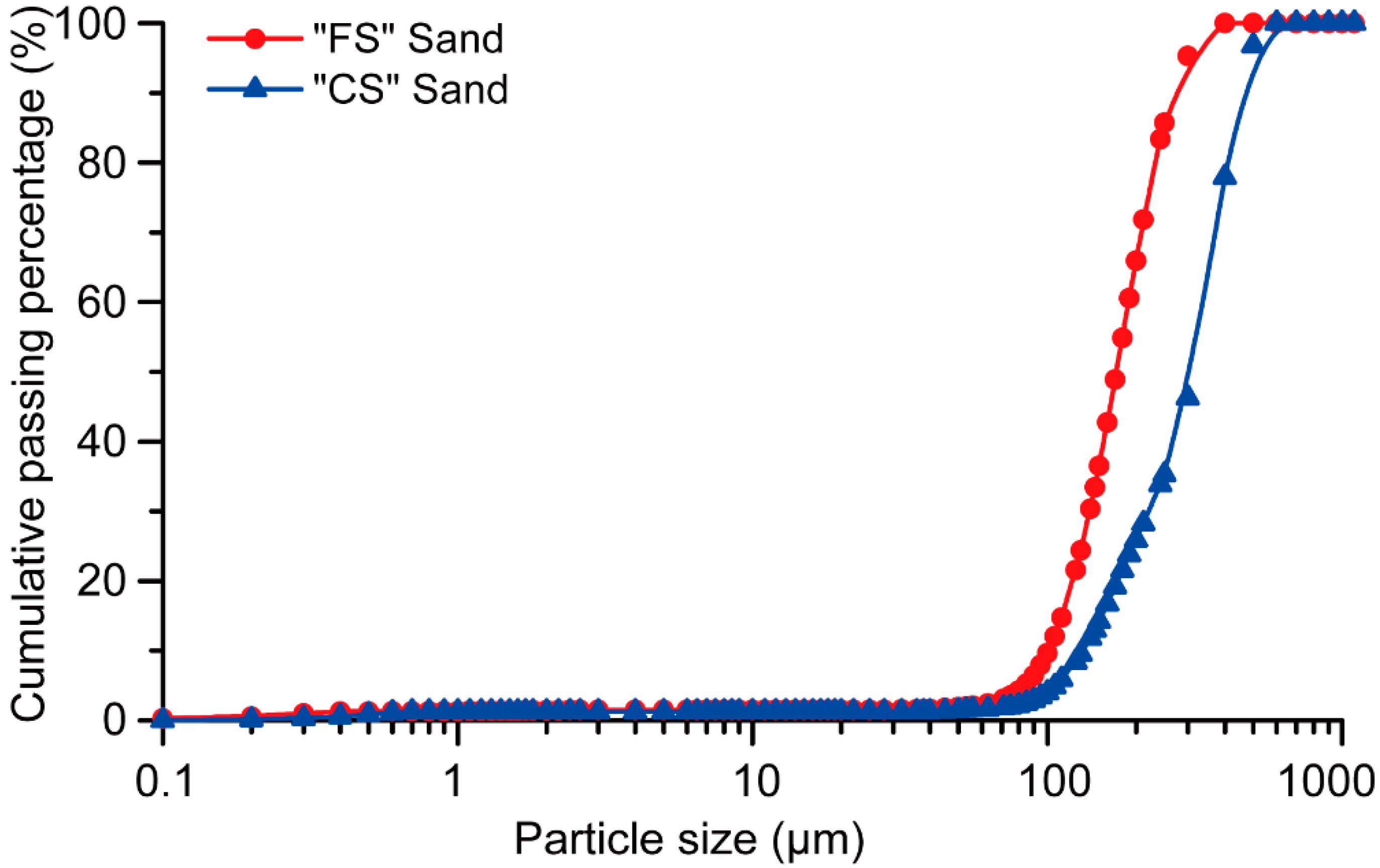
2.1. Raw Materials
2.2. Mixture Proportions
2.3. Printing Procedure and Specimens’ Curing
2.4. Testing Rheological Behaviour in the Fresh State
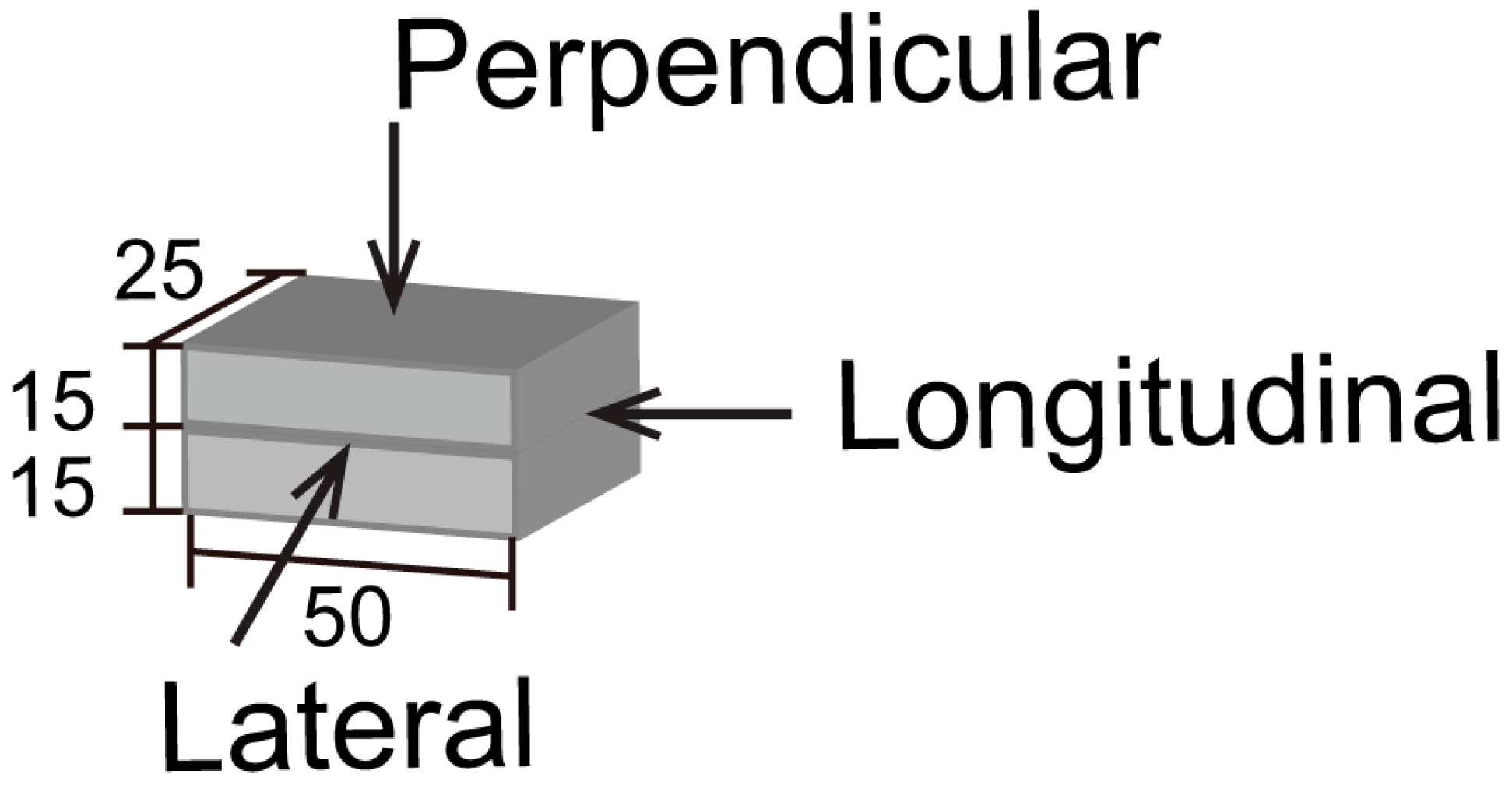
2.5. Testing Mechanical Properties of Hardened Mortar
2.6. Apparent Porosity Test
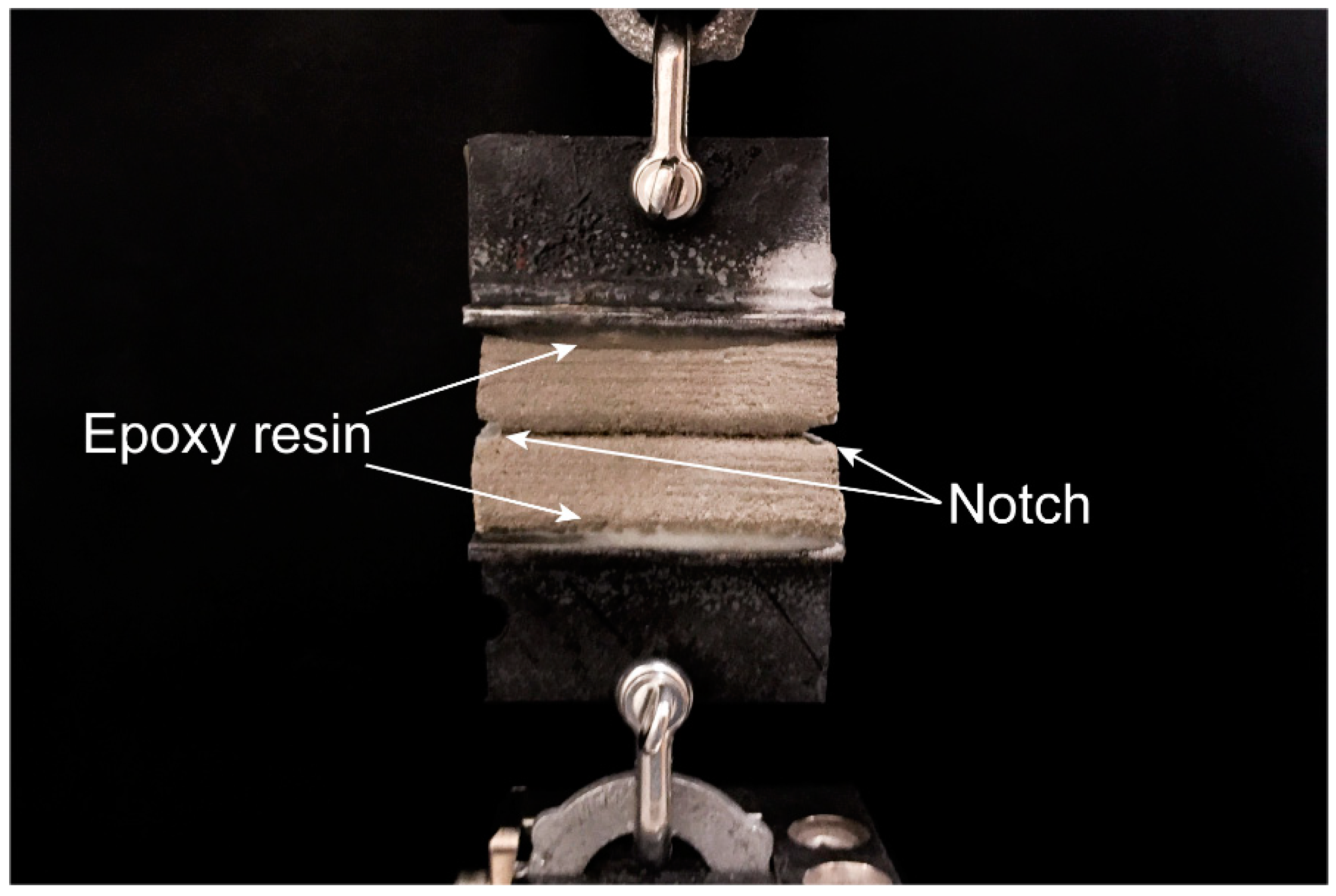
2.7. Interlayer Bond Test
3. Results and Discussion
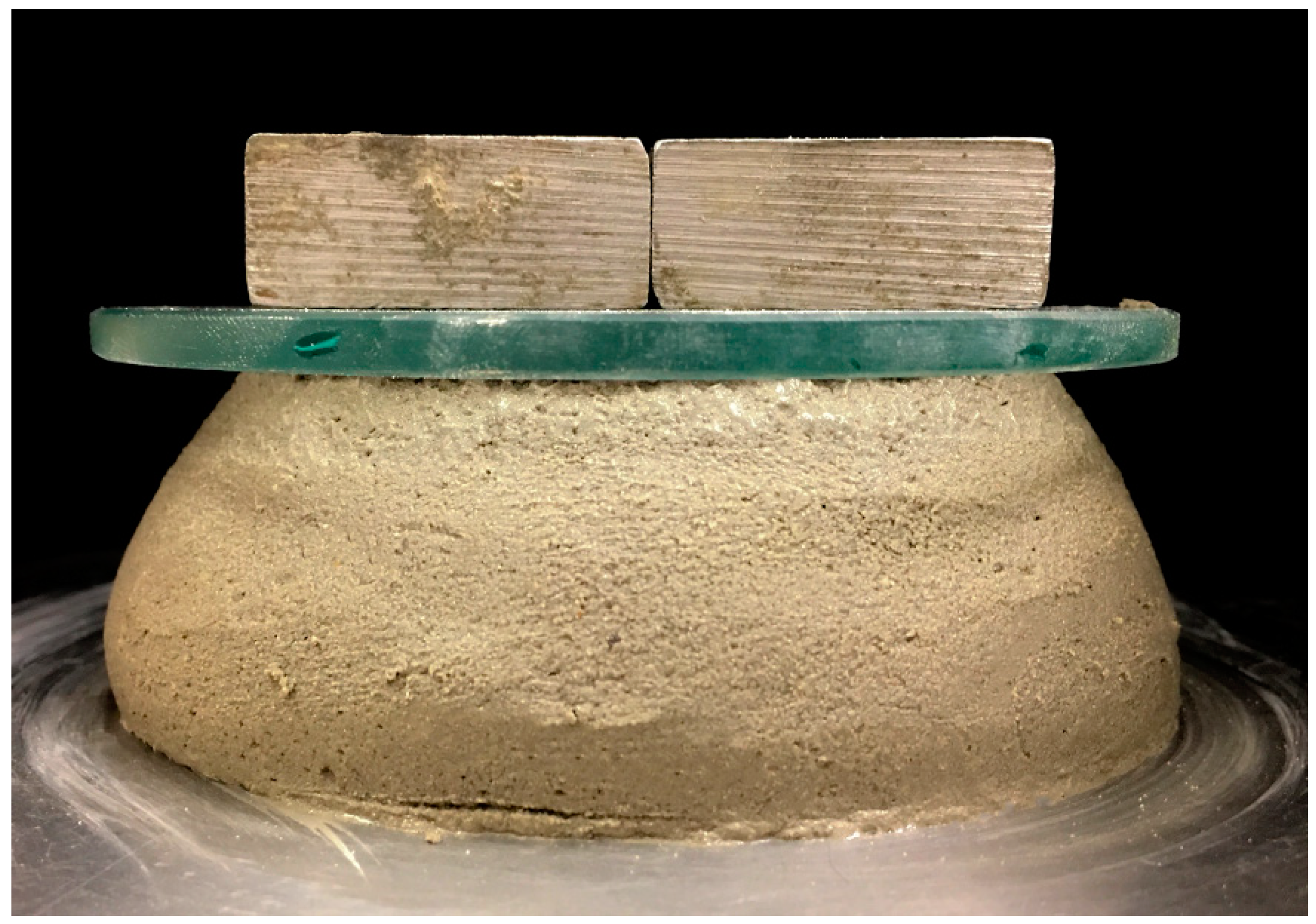
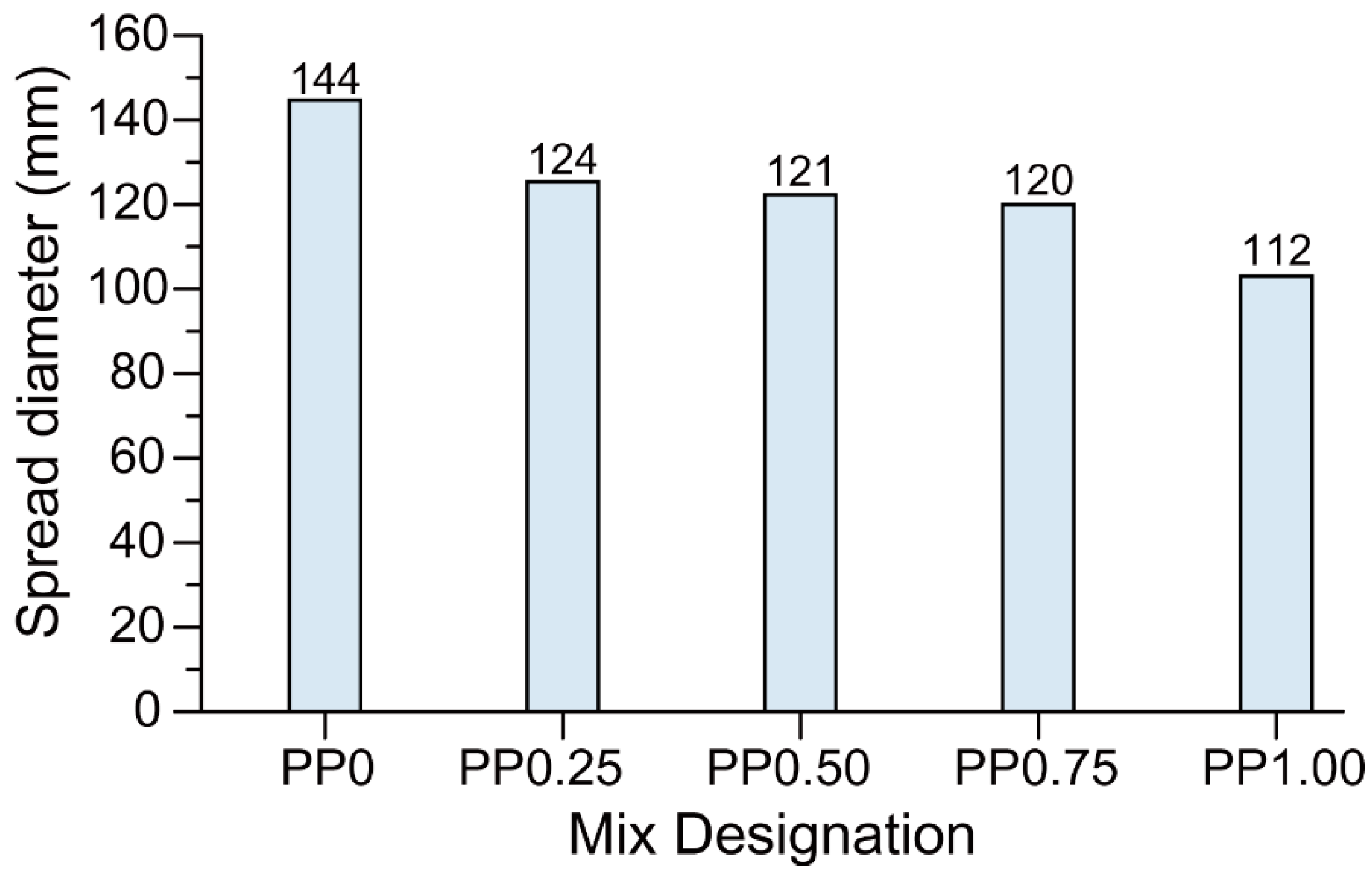
3.1. Workability and Shape-Retention Ability
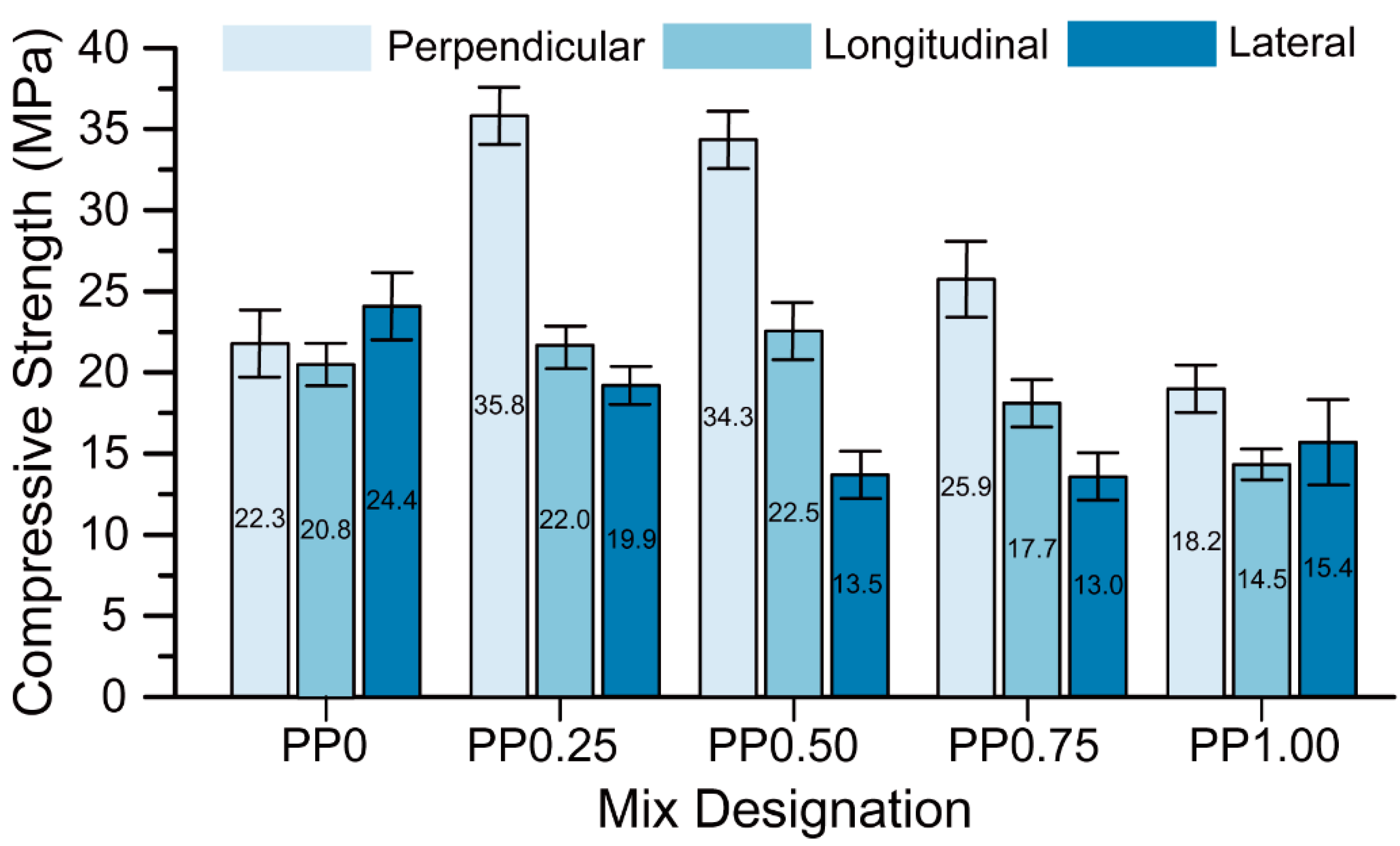
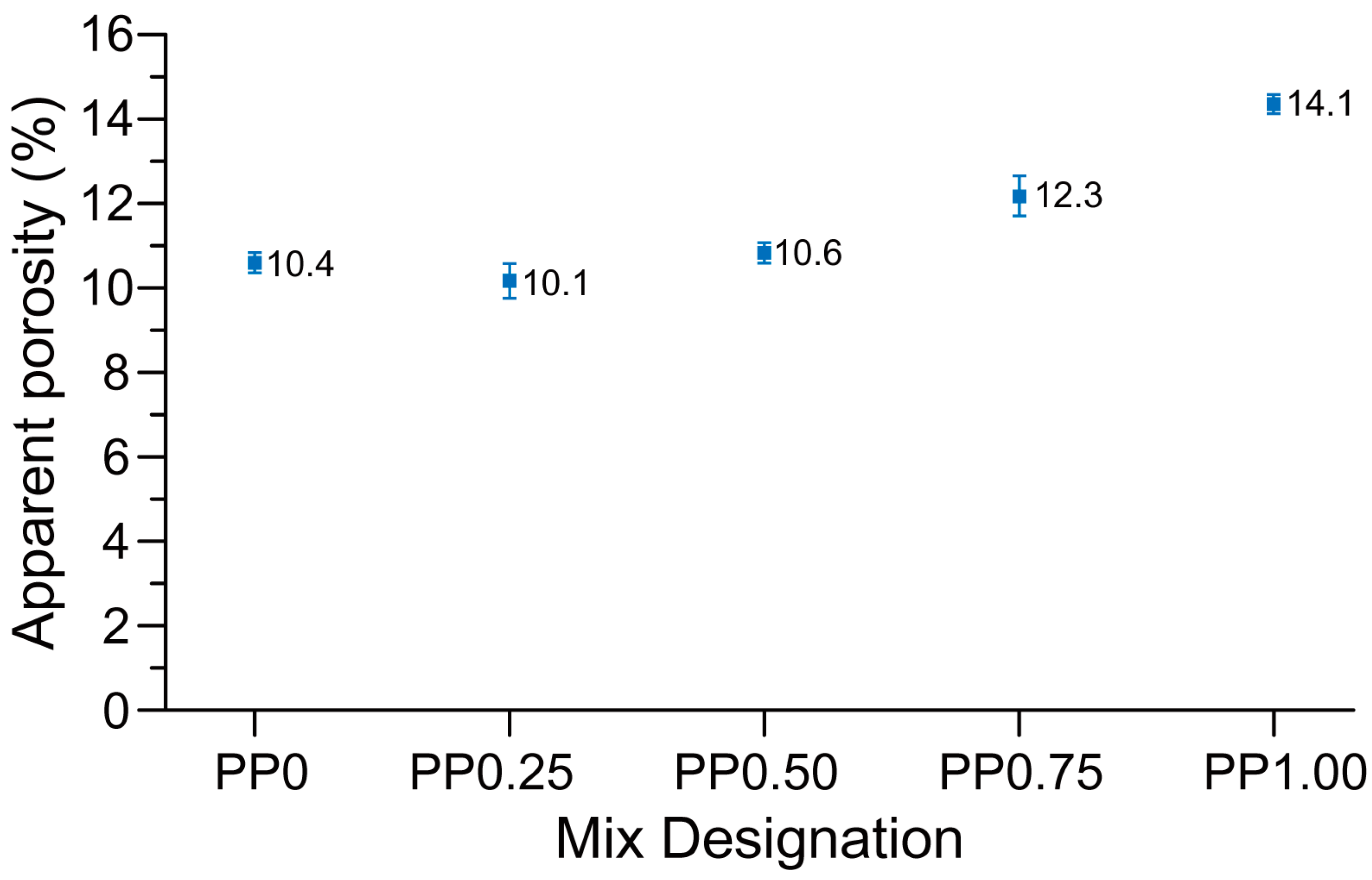
3.2. Compressive Strength and Apparent Porosity
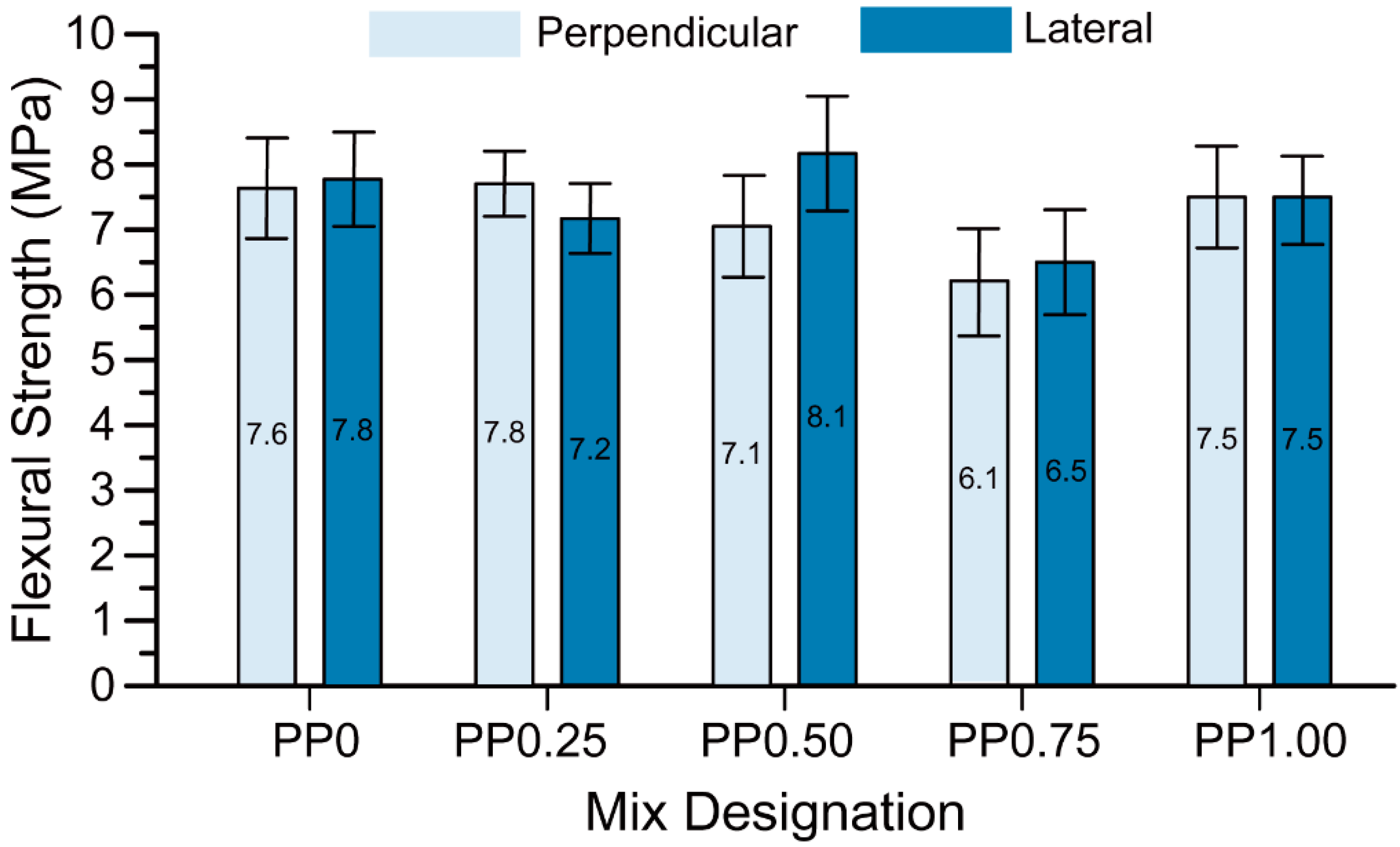
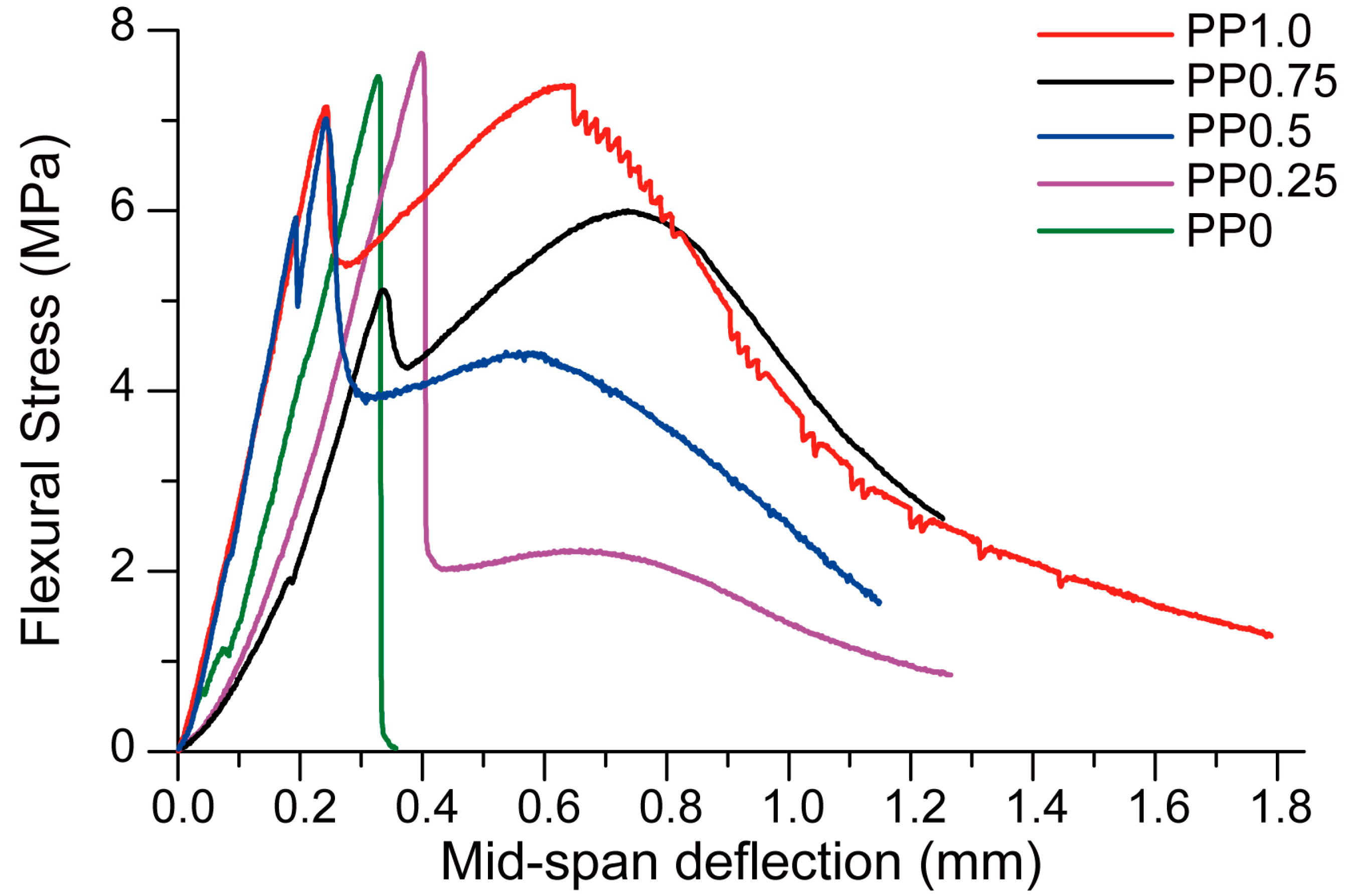
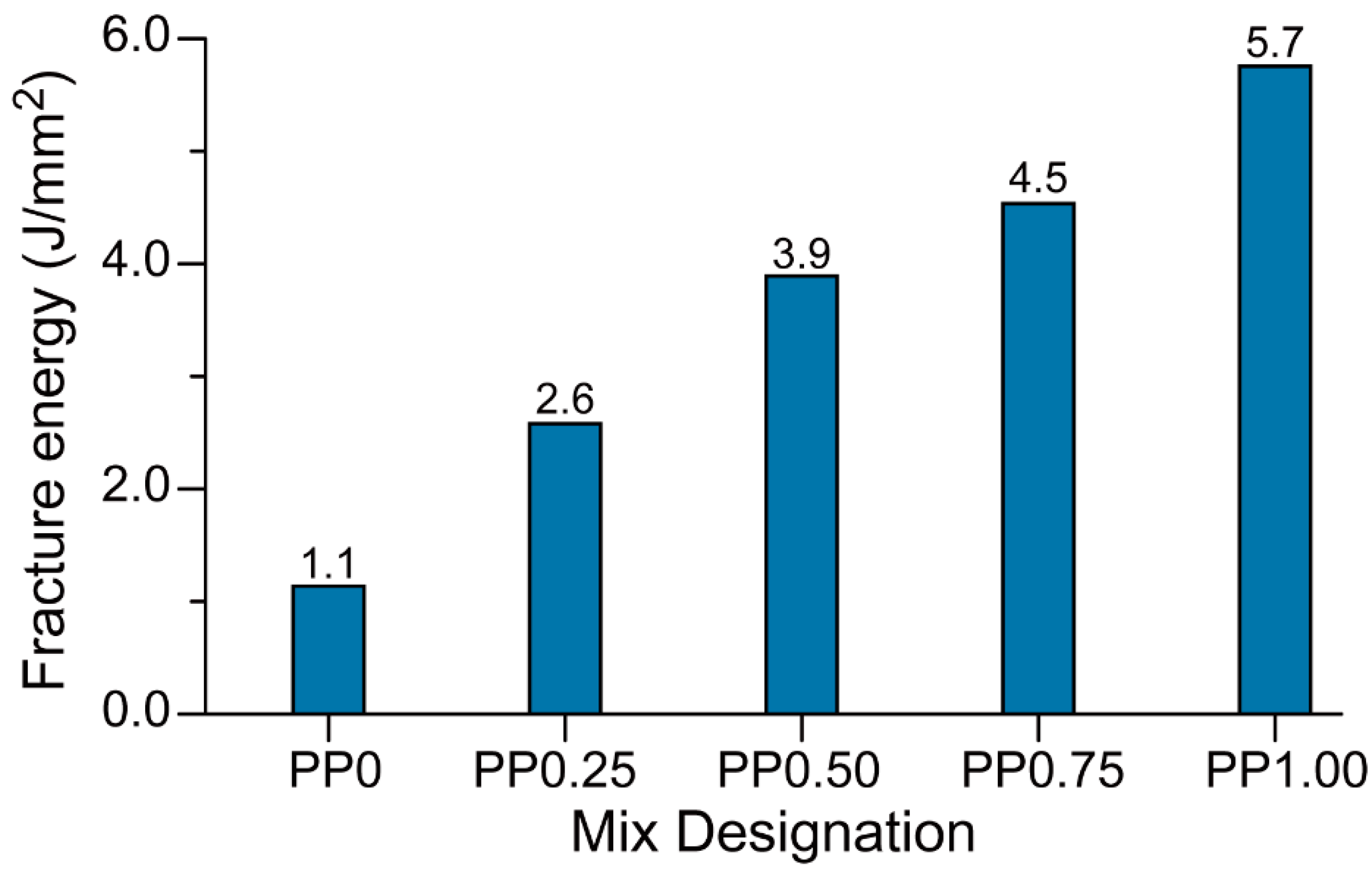
3.3. Flexural Strength
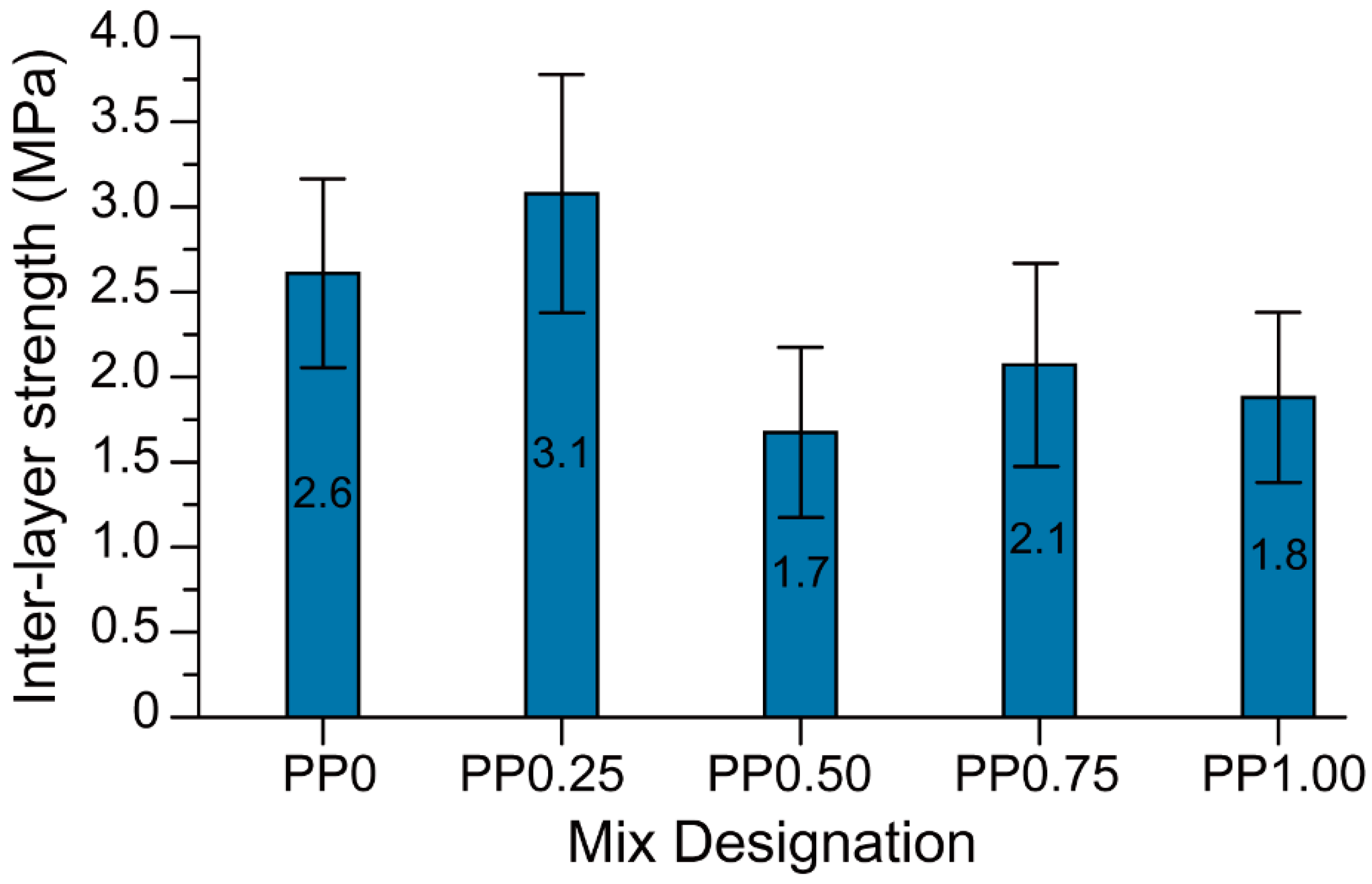
3.4. Interlayer Bond Strength
4. Conclusions
- (1)
- Shape-retention ability of the material improves with increasing fibre content.
- (2)
- The workability threshold for 3D-printing appears to be in the range of 134 mm to 158 mm mini-slump spread (after 25 drops).
- (3)
- Fibres increase the compressive strength of the material in the perpendicular direction only. This is because of the preferential direction of fibre alignment which is parallel to the direction of the extrusion.
- (4)
- A strong correlation between porosity and compressive strength is confirmed in 3D-printed material similar to conventionally cast concrete.
- (5)
- Fibre reinforcement increases the ductility of the material. Increasing the fibre content leads to an increase in both the deflection capacity and fracture energy. Specimens containing 0.75 and 1.00 vol % fibres showed deflection-hardening behaviour, whereas those with 0.25 and 0.50 vol % fibres exhibited deflection-softening behaviour.
- (6)
- Increasing the fibre volume reduced the interlayer bond strength to some extent. The drop in interlayer strength was observed when the fibre content increased beyond 0.25 vol %.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tay, Y.W.D.; Panda, B.; Paul, S.C.; Noor Mohamed, N.A.; Tan, M.J.; Leong, K.F. 3D printing trends in building and construction industry: A review. Virtual Phys. Prototyp. 2017, 12, 261–276. [Google Scholar] [CrossRef]
- Wangler, T.; Lloret, E.; Reiter, L.; Hack, N.; Gramazio, F.; Kohler, M.; Bernhard, M.; Dillenburger, B.; Buchli, J.; Roussel, N. Digital concrete: Opportunities and challenges. RILEM Tech. Lett. 2016, 1, 67–75. [Google Scholar] [CrossRef]
- Wu, P.; Wang, J.; Wang, X. A critical review of the use of 3-D printing in the construction industry. Autom. Constr. 2016, 68, 21–31. [Google Scholar] [CrossRef]
- Nematollahi, B.; Xia, M.; Sanjayan, J. Current progress of 3D concrete printing technologies. In Proceedings of the International Symposium on Automation and Robotics in Construction, Taipei, Taiwan, 28 June–1 July 2017. [Google Scholar]
- Cesaretti, G.; Dini, E.; De Kestelier, X.; Colla, V.; Pambaguian, L. Building components for an outpost on the lunar soil by means of a novel 3D printing technology. Acta Astronaut. 2014, 93, 430–450. [Google Scholar] [CrossRef]
- Rael, R.; San Fratello, V. Developing concrete polymer building components for 3D printing. In Proceedings of the ACADIA 31st Annual Conference of the Association for Computer Aided Design in Architecture, Banff, BA, Canada, 13–16 October 2011. [Google Scholar]
- Khoshnevis, B. Automated construction by contour crafting-related robotics and information technologies. Autom. Constr. 2004, 13, 5–19. [Google Scholar] [CrossRef]
- Scott, C. Chinese Construction Company 3D Prints an Entire Two-Story House on-Site in 45 Days. Available online: https://3dprint.com/138664/huashang-tengda-3d-print-house/ (accessed on 10 November 2018).
- Tess. Thai Cement Maker SCG Develops an Elegant 3m-Tall 3D Printed ‘Pavilion‘ Home, 21st C. Cave. Available online: http://www.3ders.org/articles/20160427-thai-cement-maker-scg-develops-an-elegant-3m-tall-3d-printed-pavilion-home-21st-c-cave.html (accessed on 10 November 2018).
- Lloret, E.; Shahab, A.R.; Linus, M.; Flatt, R.J.; Gramazio, F.; Kohler, M.; Langenberg, S. Complex concrete structures: Merging existing casting techniques with digital fabrication. Comput. Aided Des. 2015, 60, 40–49. [Google Scholar] [CrossRef]
- De Schutter, G.; Lesage, K.; Mechtcherine, V.; Nerella, V.N.; Habert, G.; Agusti-Juan, I. Vision of 3D printing with concrete—technical, economic and environmental potentials. Cem. Concr. Res. 2018, 112, 25–36. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Nerella, V.N. Incorporating reinforcement in 3D-printing with concrete. Beton-und Stahlbetonbau 2018, 113, 496–504. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Grafe, J.; Nerella, V.N.; Spaniol, E.; Hertel, M.; Füssel, U. 3D-printed steel reinforcement for digital concrete construction—manufacture, mechanical properties and bond behaviour. Constr. Build. Mater. 2018, 179, 125–137. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Law, R.; Gibb, A.G.F.; Thorpe, T. Hardened properties of high-performance printing concrete. Cem. Concr. Res. 2012, 42, 558–566. [Google Scholar] [CrossRef]
- Hambach, M.; Volkmer, D. Properties of 3D-printed fiber-reinforced portland cement paste. Cem. Concr. Compos. 2017, 79, 62–70. [Google Scholar] [CrossRef]
- Soltan, D.G.; Li, V.C. A self-reinforced cementitious composite for building-scale 3D printing. Cem. Concr. Compos. 2018, 90, 1–13. [Google Scholar] [CrossRef]
- Ogura, H.; Nerella, V.; Mechtcherine, V. Developing and testing of strain-hardening cement-based composites (SHCC) in the context of 3D-printing. Materials 2018, 11, 1375. [Google Scholar] [CrossRef] [PubMed]
- Huntzinger, D.N.; Eatmon, T.D. A life-cycle assessment of portland cement manufacturing: Comparing the traditional process with alternative technologies. J. Clean. Prod. 2009, 17, 668–675. [Google Scholar] [CrossRef]
- Nematollahi, B.; Sanjayan, J.; Shaikh, F.U.A. Synthesis of heat and ambient cured one-part geopolymer mixes with different grades of sodium silicate. Ceram. Int. 2015, 41, 5696–5704. [Google Scholar] [CrossRef]
- Duxson, P.; Provis, J.L.; Lukey, G.C.; Van Deventer, J.S. The role of inorganic polymer technology in the development of ‘green concrete’. Cem. Concr. Res. 2007, 37, 1590–1597. [Google Scholar] [CrossRef]
- Li, Z.; Ding, Z.; Zhang, Y. Development of sustainable cementitious materials. In Proceedings of the International Workshop on Sustainable Development and Concrete Technology, Beijing, China, 20–21 May 2004. [Google Scholar]
- Laskar, A.I.; Bhattacharjee, R. Rheology of fly-ash-based geopolymer concrete. ACI Mater. J. 2011, 108, 536–542. [Google Scholar]
- Sanjayan, J. Materials technology research to structural design of geopolymer concrete. In Proceedings of the 24th Australian Conference on the Mechanics of Structures and Materials, Perth, Australia, 6–9 December 2016. [Google Scholar]
- Nematollahi, B.; Qiu, J.; Yang, E.-H.; Sanjayan, J. Microscale investigation of fiber-matrix interface properties of strain-hardening geopolymer composite. Ceram. Int. 2017, 43, 15616–15625. [Google Scholar] [CrossRef]
- Nematollahi, B.; Sanjayan, J.; Ahmed Shaikh, F.U. Tensile strain hardening behavior of PVA fiber-reinforced engineered geopolymer composite. J. Mater. Civ. Eng. 2015, 27, 04015001. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Hui, L.J.; Tay, Y.W.D.; Tan, M.J. Additive manufacturing of geopolymer for sustainable built environment. J. Clean. Prod. 2017, 167, 281–288. [Google Scholar] [CrossRef]
- Ematollahi, B.; Praful, V.; Sanjayan, J.; Xia, M.; Nerella, V.; Mechtcherine, V. Systematic approach to develop geopolymers for 3D concrete printing applications. Arch. Civ. Mech. Eng. 2018. submitted. [Google Scholar]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef]
- Sanjayan, J.G.; Nematollahi, B.; Xia, M.; Marchment, T. Effect of surface moisture on inter-layer strength of 3d printed concrete. Constr. Build. Mater. 2018, 172, 468–475. [Google Scholar] [CrossRef]
- Marchment, T.; Xia, M.; Dodd, E.; Sanjayan, J.; Nematollahi, B. Effect of delay time on the mechanical properties of extrusion-based 3D printed concrete. In Proceedings of the International Symposium on Automation and Robotics in Construction, Taipei, Taiwan, 28 June–1 July 2017. [Google Scholar]
- Hardjito, D.; Wallah, S.E.; Sumajouw, D.M.J.; Rangan, A.B.V. On the development of fly ash-based geopolymer concrete. ACI Mater. J. 2004, 101, 467–472. [Google Scholar]
- ASTM C1437. Standard Test Method for Flow of Hydraulic Cement Mortar; ASTM International: West Conshohocken, PA, USA, 2007. [Google Scholar]
- ASTM C20. Standard Test Methods for Apparent Porosity, Water Absorption, Apparent Specific Gravity, and Bulk Density of Burned Refractory Brick and Shapes by Boiling Water; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Nematollahi, B.; Sanjayan, J.; Qiu, J.; Yang, E.-H. Micromechanics-based investigation of a sustainable ambient temperature cured one-part strain hardening geopolymer composite. Constr. Build. Mater. 2017, 131, 552–563. [Google Scholar] [CrossRef]
- Nematollahi, B.; Sanjayan, J.; Qiu, J.; Yang, E.-H. High ductile behavior of a polyethylene fiber-reinforced one-part geopolymer composite: A micromechanics-based investigation. Arch. Civ. Mech. Eng. 2017, 17, 555–563. [Google Scholar] [CrossRef]
- Nematollahi, B.; Xia, M.; Sanjayan, J.; Vijay, P. Effect of type of fiber on inter-layer bond and flexural strengths of extrusion-based 3D printed geopolymer. Mater. Sci. Forum 2018, 939, 155–162. [Google Scholar] [CrossRef]
- Neville, A.M. Properties of Concrete; Longman London: London, UK, 1995. [Google Scholar]
- Austin, S.; Robins, P.; Pan, Y. Tensile bond testing of concrete repairs. Mater. Struct. 1995, 28, 249. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Diameter (μm) | Length (mm) | Young’s Modulus (GPa) | Elongation at Rupture (%) | Density (kg/m3) | Nominal Strength (MPa) |
|---|---|---|---|---|---|
| 11.2 | 6 | 13.2 | 17.6 | 900 | 880 |
| Mix ID | Fly Ash | Activator | “CS” Sand | “FS” Sand | PP Fibres | CMC |
|---|---|---|---|---|---|---|
| PP0 | 1.0 | 0.467 | 1.135 | 0.365 | - | 0.040 |
| PP0.25 | 1.0 | 0.467 | 1.135 | 0.365 | 0.25 | 0.028 |
| PP0.5 | 1.0 | 0.467 | 1.135 | 0.365 | 0.50 | 0.023 |
| PP0.75 | 1.0 | 0.467 | 1.135 | 0.365 | 0.75 | 0.012 |
| PP1.00 | 1.0 | 0.467 | 1.135 | 0.365 | 1.00 | 0.004 |
| Mix ID | Spread Diameter 1 (mm) |
|---|---|
| PP0 | 147 |
| PP0.25 | 139 |
| PP0.5 | 138 |
| PP0.75 | 158 |
| PP1.00 | 134 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nematollahi, B.; Vijay, P.; Sanjayan, J.; Nazari, A.; Xia, M.; Naidu Nerella, V.; Mechtcherine, V. Effect of Polypropylene Fibre Addition on Properties of Geopolymers Made by 3D Printing for Digital Construction. Materials 2018, 11, 2352. https://doi.org/10.3390/ma11122352
Nematollahi B, Vijay P, Sanjayan J, Nazari A, Xia M, Naidu Nerella V, Mechtcherine V. Effect of Polypropylene Fibre Addition on Properties of Geopolymers Made by 3D Printing for Digital Construction. Materials. 2018; 11(12):2352. https://doi.org/10.3390/ma11122352
Chicago/Turabian StyleNematollahi, Behzad, Praful Vijay, Jay Sanjayan, Ali Nazari, Ming Xia, Venkatesh Naidu Nerella, and Viktor Mechtcherine. 2018. "Effect of Polypropylene Fibre Addition on Properties of Geopolymers Made by 3D Printing for Digital Construction" Materials 11, no. 12: 2352. https://doi.org/10.3390/ma11122352
APA StyleNematollahi, B., Vijay, P., Sanjayan, J., Nazari, A., Xia, M., Naidu Nerella, V., & Mechtcherine, V. (2018). Effect of Polypropylene Fibre Addition on Properties of Geopolymers Made by 3D Printing for Digital Construction. Materials, 11(12), 2352. https://doi.org/10.3390/ma11122352